
��������Ʊ�Al-Zn-Mg-Cuϵ��ǿ�������Ͻ���о�
������ɫ�����о���Ժ���ϲ�������,������ɫ�����о���Ժ���ϲ�������,������ɫ�����о���Ժ���ϲ�������,������ɫ�����о���Ժ���ϲ�������,������ɫ�����о���Ժ���ϲ�������,������ɫ�����о���Ժ���ϲ������� ����100088 ,����100088 ,����100088 ,����100088 ,����100088 ,����100088
ժ Ҫ��
����������μ����Ʊ���Al Zn Mg Cuϵ��ǿ�������Ͻ� , ��������ι��ղ����������Ż� , �Գ����������ȼ�ѹ���ա��ȴ������ս�����̽�� , �Բ��ϵ���֯�����˷������Բ�ͬ״̬�IJ������ܽ����˱Ƚϡ�������� :��������ι��ղ�������ʱ , ���������������õij����������ܶ� , �������ȼ�ѹ������ , ͨ���ϵ͵ļ�ѹ�ȼ���ʹ���ϴﵽȫ���� ;���������ȼ�ѹ�¶ȵĽ���������ʹ���ϻ�ø��ߵ���ѧ���� ;ͬʱ , ͨ���ԺϽ��ȴ������Ż� , ���Ի�üӹ���ʹ�����ܸ���������Al Zn Mg Cuϵ��ǿ�������Ͻ����
�ؼ��ʣ�
��ͼ����ţ� TG146.2
�ո����ڣ�2002-04-28
�������ҡ�8 63���²��������ص���Ŀ (2 0 0 1AA332 0 30 );
Research on Ultra-high Strength Al-Zn-Mg-Cu Alloys with Spray Forming
Abstract��
Ultra high strength Al Zn Mg Cu alloys were produced by spray forming technology, and the process parameters were optimized. The hot extrusion process and the heat treatment were investigated. The microstructures and resulting mechanical properties were evaluated and compared. Under suitable conditions the as deposited alloys have good forming properties and high densis, and can be compacted completely with low hot extrusion rates. After heat treatment the spray deposited products exhibit ultra high mechanical properties.
Keyword��
spray forming technology; ultra high strength Al Zn alloy; mechanical property;
Received�� 2002-04-28
7000ϵ���Ͻ���20����60����������Ժ��պ����ò�Ϊ�������Ʋ���չ������һ���ǿ�������Ͻ���ϡ� ���й����߷���: ͨ�����7000ϵ���Ͻ���ZnԪ�صĺ���, ����Ч�ظ��ƺϽ���ۺ�����, ��ҵ��������ɴ���̿�������7049, 7050, 7076, 7178�Ⱦ��нϸ�Zn������7000ϵ���Ͻ�, ����϶Դ�ͳ���켰���μӹ��� �����ȴ������յIJ����Ż��Ľ�, ʹ7000ϵ���Ͻ�ļ�����ǿ�� (��b) ��Χ�����ڵ�500��580 MPa�����630��680 MPa, ͬʱ���ϵ����ԡ� �������Ժ���ʴ����Ҳ�õ������
��7000ϵ���Ͻ���, �������� �ձ��� Ӣ���� �¹��� ������ �����Ϊ�����Ĺ�ҵ������Ҿ���90���������������μ��������ɹ��˺�Zn��8% (��������) ���� (��ߴ�14%) , ��bΪ780��830 MPa, ��10Ϊ10%��13%һ������һ������ǿ7000ϵ���Ͻ��Ʒ, ����Ͷ�����������, ���㷺����������ֺ��պ������еĽṹ������ �����г��ҹ��� �����������������������е��㲿����, �춨����һ������ǿ7000ϵ���Ͻ������ʸ�ǿ���Ϸ�չ�����е���Ҫ��λ
���IJ���������η����Ʊ���Al-Zn-Mg-Cuϵ��ǿ�������Ͻ�, ��������ι��ղ����������Ż�, �Գ����������ȼ�ѹ���ա� �ȴ������ս�����̽��, �Բ��ϵ���֯�� ���ܽ����˷���, ϣ���ܹ���չ��һ�ֵͳɱ��� ��Ч�ʵ�Al-Zn-Mg-Cuϵ��ǿ�������Ͻ��������ա�
1 ʵ�鲿��
�������ʵ���ڱ�����ɫ�����о���Ժ�������Ƶ�SF-200��������豸�Ͻ���, ѡ���������Ƶ�Al-Zn-Mg-Cuϵ��ǿ�������Ͻ�ԭ��, �ɷ����� (%, ��������) : Zn8.6, Mg2.6, Cu2.2, ����ΪAl, ��������ΪN2�� �����������ι��ղ�������: �����¶�800��850 ��, ��������400��500 mm, б���20��30��, ��������ת�ٶ�30��60 r��min-1, �½��ٶ�1��3 mm��s-1, ����������������е���������/�Ͻ�Һ���������ʱ� (G/M��) , ѡ������������̶���ɨ���������������ʽ, �Ʊ�����ͬ�ij���������
������̬�Ͻ������Ƥ���ڲ�ͬ���¶ȡ� ��ѹ�������½����ȼ�ѹ, ��NEOPHOT-2�ͽ��������¹۲����̬�� ��ѹ̬��֯���, ��JEM 2000FX����羵�Ͻ�һ���۲�Ͻ����֯, �Ͻ����ѧ���ܲ�����MTS-810��������Ͻ��С�
2 ���������
2.1 ������ε��Ʊ�����
�ӱ�1�п��Կ���, ���ù̶����췽ʽ�����Ʊ�Բ��ʱ, �������ʵ������Ϊ����, ���ܿ���������Ĺ�Һ�����������״̬�ȽϾ���, ���������������ʣ��Ĺ�Һ������������ٶȱȽϻ���������������İ뾶�仯, �������̷�ʽ�ᵼ�³��������������������ֽϴ�ľ�����������, ���ڳ�������������澧���ͳ�����ϸС, ��϶��ȴ���ӡ� ����G/M�ȵ�����, ����Һ�ε��������������ʱ�Ĺ��ຬ��������, ��������������֯Ҳ������Ӧ�ı仯, ͬʱ�����������յ������͡� ��������ɨ��ķ�ʽ����������γ����������Ʊ�ʱ, ����Ч�ظ���������������ľ�����, ��С�����������ĺ��ܱ߲�λɢ���ٶ��ϵIJ��, ���ͨ��ѡ���ʵ���G/M�ȱ�ɻ���������ܵij�������, �����������ֲ����������, ����������ʵ���ʻ������½�, �����Ҫ���������ɨ��ǶȲ��ܹ���, �ӱ�������������ѡ���2.5������Ϊ�ˡ�
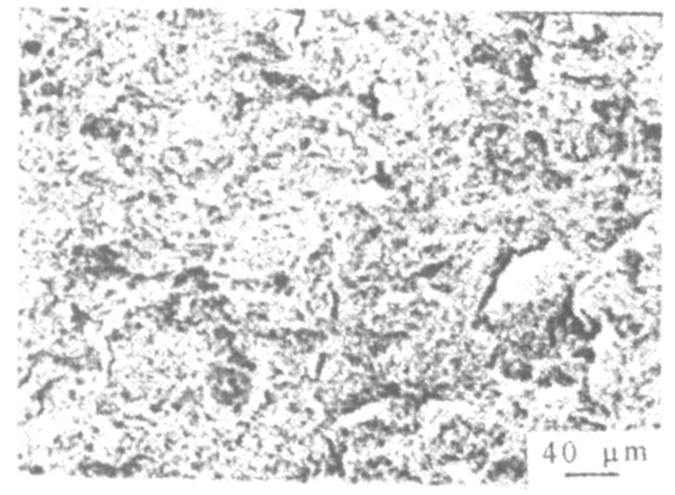
��ͼ1�ij�����������֯��Ƭ, ���Թ۲쵽����֯����, ����ϸС, �����Ե��ۺͺ��ƫ���������� ����G/M�ȵ�����, �����ߴ��С, ����϶������, ����Ҫ������G/M�ȵ�����������Һ�ε��������������ʱ����ƽ�����ຬ���������ɵġ�
2.2 �ȼ�ѹ����
����������Ʊ��ij����������ӹ���Ƥ�Ʊ���һ������Բ��, ����800���ȼ�ѹ�����伷ѹ�ɰ���, ��ѹ�¶�Ϊ410 ��, ��ѹ�ȷֱ�ѡ��14��1��28��1��ͼ2 (a) �Ǽ�ѹ̬����֯��Ƭ, �����̬���, ���ȼ�ѹ����������˿�, �Ҵﵽ��ȫ���ܻ�, ͬʱ���ϵ���������ϸС�� ͼ2 (b) �Ǽ�ѹ̬���ĵ�SEM��, ���������д��ڴ���ֱ��1 ��m���ڵĵڶ������ (ͼ�а�) , ����������ɷ�ΪAl-Zn-Mg-Cu�ࡣ
2.3 �ȴ�������
Al-Znϵ�Ͻ��ǵ��͵�ʱЧǿ���Ͻ�, ����ѡ����T6��T71�ȴ�������, T6����Ϊ: 460 �� ���ܴ���+120 �� (0, 3, 6, 9, 12, 18, 24, 30 h) ; T71����Ϊ: 460 �� ���ܴ���+120 �� (0, 3, 6, 9, 12, 18, 24, 30 h) +165 ���1 h�� ͼ4�ֱ���ʱЧ6, 18, 30 h��TEM��, ��ʱЧ6 h����֯��������Կ����ھ����ڲ���ɢ�ֲ�����ֱ��Լ20 nm���ҵij��������, ���������������������Ϊ��Zn, Mg�Ķ�Ԫ����� XRD����������ʱ�������Ϊ��-Al��Mg7Zn3�� ʱЧ18 h�����������ѳ���200 nm����, ����ʼ��ۼ�, ʱЧ30 h�������������500 nm����, ���ؾ��������״�ֲ���
��1 ����������ɨ��Ƕȡ� G/M�ȶԳ������������ԡ� ���ܶȺ�ʵ���ʵ�Ӱ��
Table 1Effect of gas-fog-spray-nozzle scanning angle and G/M ratio on shape density and real receive ratio of semidentary semifinshed product
| ����ɨ��Ƕ� |
G/M (kg/kg) |
�������������� (���������ڲ����ס� �������) |
ƽ�����ܶ�/ (%, �����ܶ�) |
�յ���/ % |
| 0�� | 3.0 | Һ�ຬ������, �ڲ������ɶ� | 90 | 75 |
| 0�� | 3.5 | �ɳ���, ���������������ڲ����϶� | 92 | 73 |
| 0�� | 4.0 | ����������Χ���ܡ� ���Ħ�120 mm��Χ������ | 93 | 70 |
| 0�� | 4.5 | ���������������ܡ� �ܱ�20 mm��Χ���ɶ� | 93 | 67 |
| ��2.5��/3 Hz | 3.5 | ���������������ܡ� �ܱ�10 mm��Χ���������� | 96 | 65 |
| ��3.5��/3 Hz | 3.5 | ���������������ܡ� �ܱ�8 mm��Χ���������� | 96 | 59 |
* ���Ʊ���ȫ������������ֱ�������ڦ�200��250 mm��Χ��; ��������ƽ�����ܶȵIJ����ǽ�����������Ƥ (�ܱ�3 mm�� ����2 mm�� �ײ�5 mm) �������ˮ�����м���; ��������ʵ����=������������/�����Ͻ�����
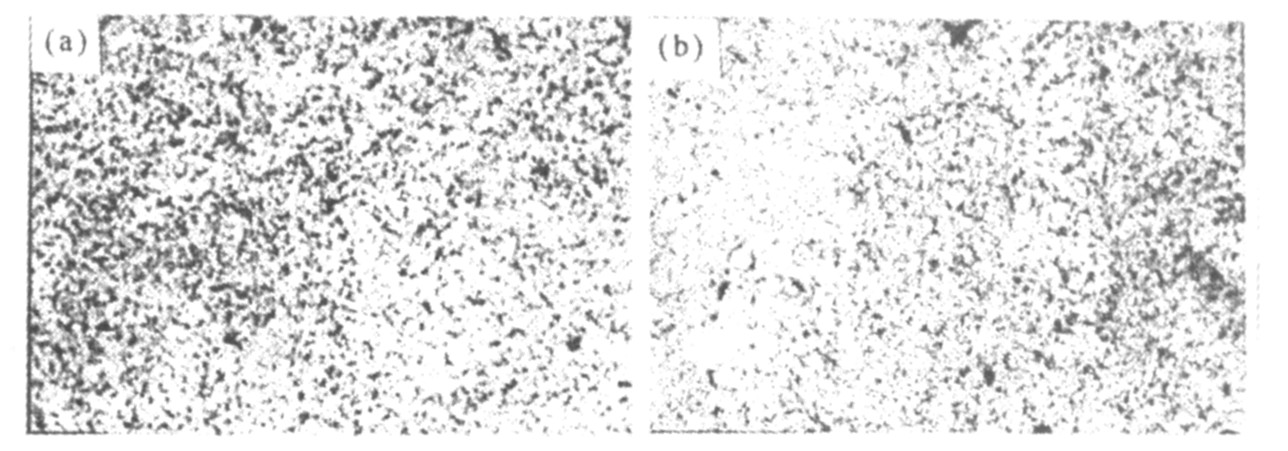
ͼ1 ��ͬG/M�ȳ�����������֯�Ա� (��400) (a) G/M3.0; (b) G/M3.5
Fig.1 Microstructmes of different G/M ratios on sedimentary semifinished products
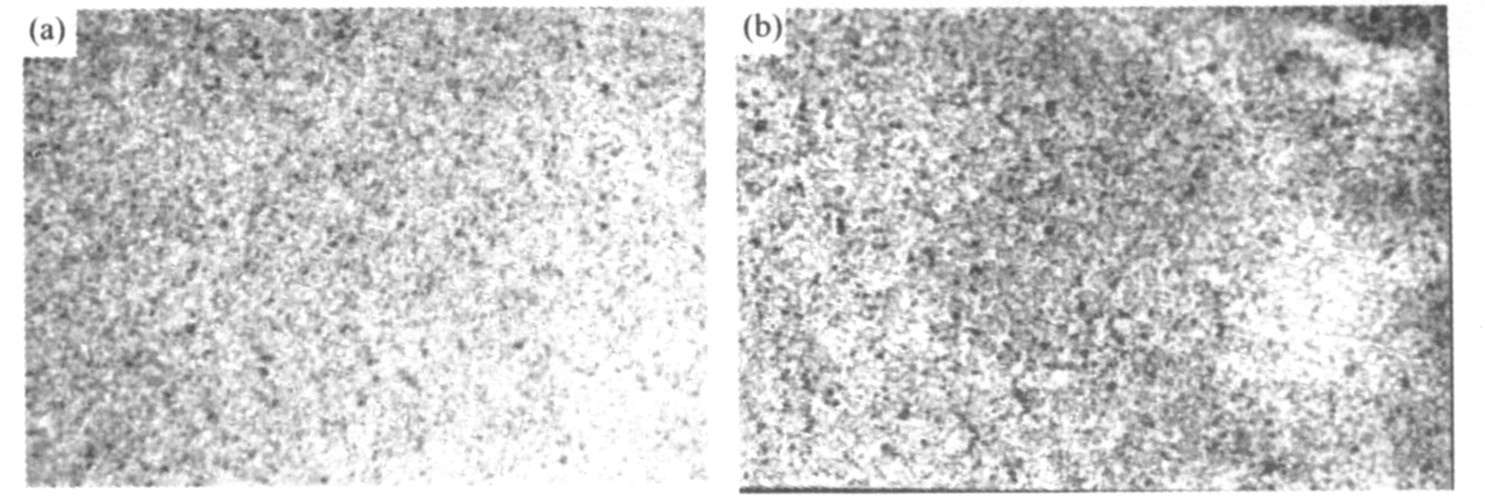
ͼ2 ��ͬ��ѹ������֯��Ƭ (��400) (a) 14��1; (b) 28��1
Fig.2 Microstrature image of different extrusion ratio
2.4 ��ѧ����
��2Ϊ����������ι����Ʊ���Al-8.6Zn-2.6Mg-2.2Cu�Ͻ�����ô�ͳ����������7075�Ͻ� Al-8.6Zn-2.6Mg-2.2Cu�Ͻ�֮��������ѧ���ܵĶԱ�, ���ѿ���, ������������ι��չ����в��ϵ���ȴ�����ٶ�����, ��ʹ�Ͻ������֯���������౻�����ϸ��, �Ͻ��еij���ǿ��ЧӦ���²���������ι����Ʊ���Al-8.6Zn-2.6Mg-2.2Cu�Ͻ�ĸ������ѧ����ҪԶ���ڲ��ô�ͳ����������7075�Ͻ��Al-8.6Zn-2.6Mg-2.2Cu�Ͻ� ͼ6Ϊ��������Ʊ���Al-8.6Zn-2.6Mg-2.2Cu�Ͻ���������Ͽڵ�ɨ��羵��Ƭ, ���Կ�������Ͽ�Ϊ���͵����Զ��ѡ�
3 �� ��
1. ��������ι�������������ɨ�跽ʽ�����Ʊ�����֯����, ����ϸС, �����Ե��ۺͺ��ƫ����Al-Zn-Mg-Cu�Ͻ�Բ��;
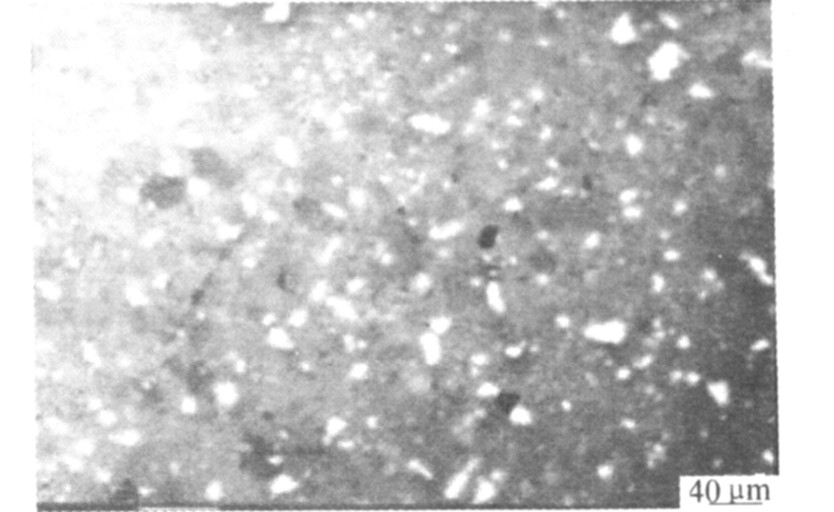
ͼ3 ��ѹ̬SEM��
Fig.3 SEM image of extrusion phase
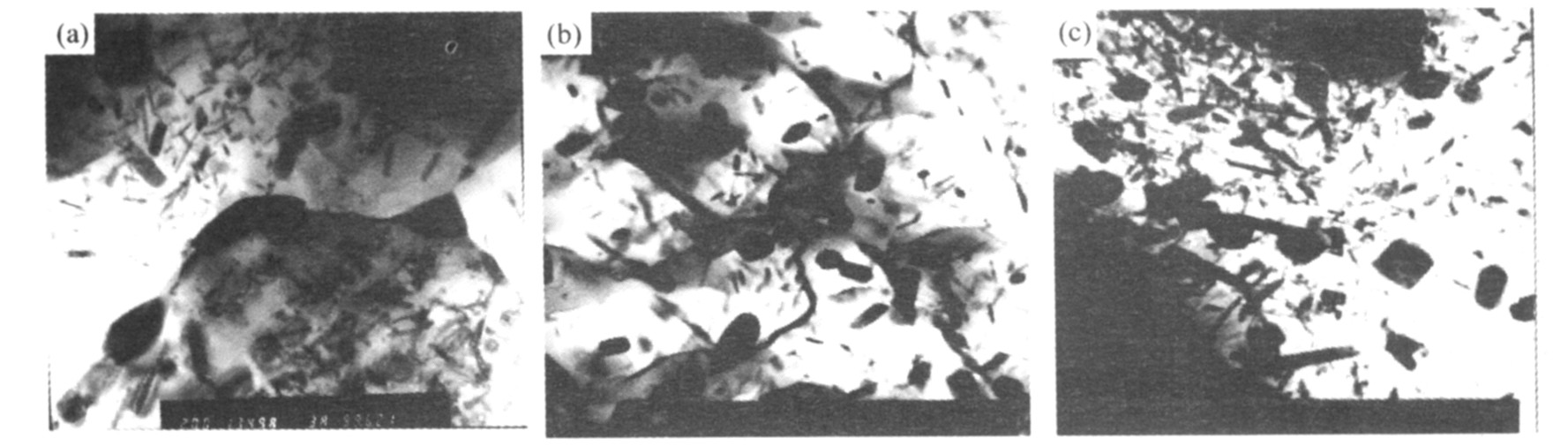
ͼ4 ʱЧ̬���ϵ�TEM�� (��8000) (a) ǷʱЧ; (b) ��ʱЧ; (c) ��ʱЧ
Fig.4 Materials TEM image of time effect phase
��2 ���ô�ͳ������������ι���������7000ϵ���Ͻ���ѧ���ܶԱ�
Table 2 7000 serius aluminium alloy properties with traditional methods and spray forming technology
| �������� | �Ʊ����� | ��0.2/MPa | ��b/MPa | ��10/% | E/GPa |
| 7075 | ����+�ȼ�ѹ+T6 | 564 | 617 | 10 | 71 |
| Al-8.6Zn-2.6Mg-2.2Cu | ����+�ȼ�ѹ+T6 | 623 | 651 | 7 | 72 |
| Al-8.6Zn-2.6Mg-2.2Cu | �������+�ȼ�ѹ+T6 | 715 | 761 | 10 | 74 |
| Al-8.6Zn-2.6Mg-2.2Cu | �������+�ȼ�ѹ+T71 | 712 | 754 | 8 | 74 |
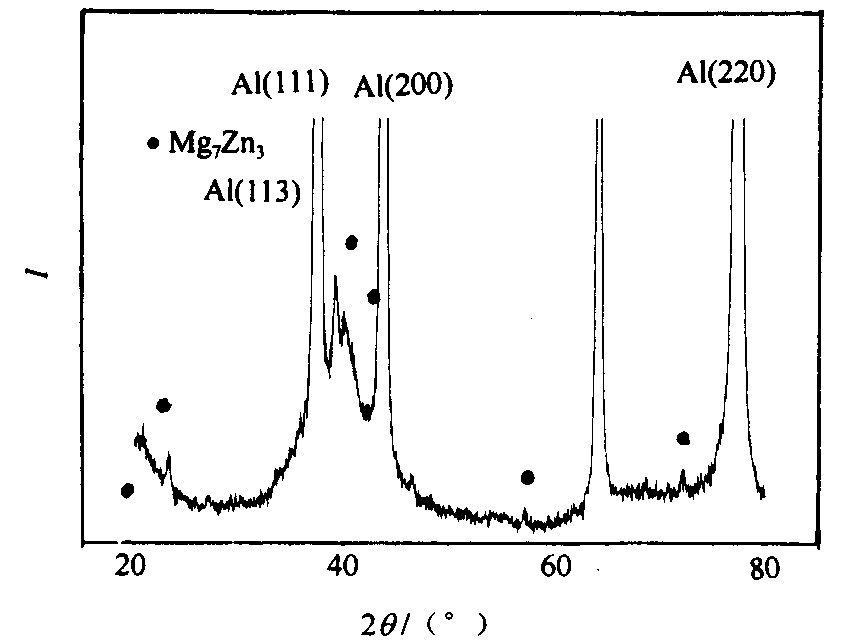
ͼ5 ʱЧ̬���ϵ�X����������
Fig.5 X-ray spectram of time effect phase
ͼ6 ��������Ͽ�SEM��
Fig.6 SEM morphology of room temperature stress section
2. �������Al-Zn-Mg-Cu�Ͻ��ǿ������Ϊ����ǿ��, ǿ����ΪMg7Zn3��;
3. �������Al-8.6Zn-2.6Mg-2.2Cu�Ͻ�ĸ������ѧ����ҪԶ���ڲ��ô�ͳ����������ͬ�ֳɷֵĺϽ�, ����Ͽ�Ϊ���͵����Զ��ѡ�
�����
[1] ���ž�Ң.����Ͻ�ӹ�����, 1998, 26 (5) :1.
[2] ��FridlyanderJN , SenatorovaOG .Mater.ScienceForum, 1996, 217-222:1813.
[3] ��SchafferGB , HuoSH .PowderMetallurgy, 1999, 42 (3) :219
[4] ��PolmearIJ , CouperMJ .MetallurgicalTransactions, 1988, 19:1027.
[5] ��SanctisMDe.MaterialsScienceandEngineering, 1991, A141:103.
[1] ���ž�Ң.����Ͻ�ӹ�����, 1998, 26 (5) :1.
[2] ��FridlyanderJN , SenatorovaOG .Mater.ScienceForum, 1996, 217-222:1813.
[3] ��SchafferGB , HuoSH .PowderMetallurgy, 1999, 42 (3) :219
[4] ��PolmearIJ , CouperMJ .MetallurgicalTransactions, 1988, 19:1027.
[5] ��SanctisMDe.MaterialsScienceandEngineering, 1991, A141:103.
