
���±�ţ�1004-0609(2009)10-1840-08
ˮƽ����-����-�˻����Ʊ���Cu-Fe-P�Ͻ𱡴�����
����࣬��־������, ��������Ԭ Զ
(���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083)
ժ Ҫ��
��ˮƽ��������-����-�˻��¹����Ʊ�Cu-0.1Fe-0.03P�Ͻ��Ʒ����������������ѧ���ܲ��ԡ����ࡢ֯�������͵��������������о���Ʒ����������֯�ṹ����������������봫ͳ������-����-�˻����Ʊ��ı���������ȣ�ˮƽ��������-����-�˻��¹���û�о����������������е����ס�����û��������������ʵ����ȫ��ұ��ʱ����Ʒ��������������Ƥ����ͼ��ODF֯������������ˮƽ��������-����-�˻��¹����Ʊ���Cu-0.1Fe-0.03P�Ͻ𱡴���{110}��112����ͭ֯��Ϊ��������н�����{110}��100����˹֯����{123}��634��S֯���Լ�{001}��100������֯��������ѧ֯���DZ���������ѧƽ��������Ե���Ҫԭ���¹����Ʊ��ĺϽ𱡴��Ŀ���ǿ�ȡ��絼�ʺ������¶��ԵͶ��쳤���Ըߡ�
�ؼ��ʣ�
Cu-0.1Fe-0.03P�Ͻ���ˮƽ�������������������������������
��ͼ����ţ� TG 146.1 ���ױ�ʶ�룺 A
Features of Cu-Fe-P alloy strip prepared by process of horizontal continuous casting-cold rolling-annealing
DAI Jiao-yan, YIN Zhi-min, JIANG Rong-rong, SONG Lian-peng, YUAN Yuan
(School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Abstract: Cu-0.1Fe-0.03P alloy strips were prepared by a new process of horizontal continuous casting-cold rolling-annealing. The microstructures of the strips were studied by tensile test, OM, X-ray diffraction and electron microscopy analysis. The results show that compared with the traditional preparation of hot rolling-cold rolling-annealing process, the process of horizontal continuous casting-cold rolling- annealing has no hot rolling. When the shrinkage and osteoporosis in the continuous casting can not complete the metallurgical complex during the cold-rolling process, the spots and peeling appear on the surface of products. The alloy strips prepared by the new process have slight lower tensile strength, electrical conductivity and soften temperature and higher elongation. Mechanical properties anisotropy exists in the strips prepared by the new process, thus causes the 45? direction crack when stamped.
Key words: Cu-0.1Fe-0.03P alloy; horizontal continuous casting volume ingot; strip; spot defect; anisotropy
Cu-0.1Fe-0.03P�Ͻ���������ĵ��硢�������ܺͽϵ͵ijɱ�����һ���ڹ�����Ӧ�ù㷺�ĵͺϽ���ǿ�ߵ����߿�ܲ���[1-5]������ұ������Ʊ������Ľ������ڵͺϽ���ͭ�Ͻ����ĵ������У���ͳ�İ���������-����-�߾�����-�˻�������������ˮƽ��������-�߾�������������ȡ��������[6-7]��ˮƽ��������-�߾�����������ʵ������ˮƽ�����������洫ͳ�İ����������������봫ͳ������Ƚϣ��¹��վ������̶̡�Ͷ���١��ɱ��͡���Ʒ�ʸߡ��������ڶ̵������ŵ�[8-9]�����ǣ��봫ͳ�����Ʊ��ı���������ȣ��¹����Ʊ��ĺϽ𱡴�������ʱ�������㣬�����ij��ͼӹ������л����45?��������ƣ���ѧ����Ҳ����һ���IJ��[10-11]���������߽�������ֳ�ʵ�ʣ����ˮƽ��������-����-�˻��¹����Ʊ���Cu-0.1Fe-0.03P�Ͻ𱡴����Խ����о���ּ��Ϊ��һ�����������¹����ṩʵ�����ݺͲο���
1 ʵ��
�о��Ͻ���Ҫ�ɷ�ΪCu-0.1Fe-0.03P������ˮƽ���������Ʊ������Ϊ20 mm������Ϊ1 200 mm��ˮƽ����������֮�����������ʵʩ���������˻�(���������˻��ʱЧ)����������-�˻���Ϊ������˫��ϳ��15 mm��������5.0 mm��(570 ��, 1 h)�������������˻��������3.0 mm��(560 ��, 1 h)�������������˻�֮��3.0 mm�����徫����1.5 mm�������(550 ��, 1 h)�����������¹����˻�
����Ͻ𱡴�����ֱ��0?(����)��30?��45?��60?��90?(����)�ķ�������ȡ��������(ͼ1)��������ѧ���ܲ�����INSTRON 8032������Ͻ��У������ٶ�Ϊ2 mm/min��������[12-15]�ṩ�ķ�������úϽ��ƽ���������ָ��IPA��

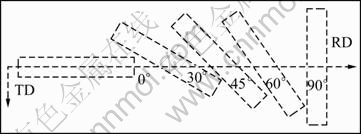
ͼ1 ��������ȡ����ʽ
Fig.1 Sampling methods of tensile specimen
��ͼ����������������ḯʴ�����Լ�����������IJ���Ӧ���Ӧ����Ӱ�졣������ۼ�ͼ�ⶨ�ڲ�³��D8��X��������������Ͻ��У�����CuK�����䣬��������Ʒ��{111}��{200}��{220}��ͼ������0�ܦ���85?��0�ܦ¡�360?�����ò�õļ�ͼ����õ�ȡ��ֲ�����������Harris����(ʽ2)�����֯�����ܶȲ���PHKL��
�Ʊ�������Ʒʱ�ĸ�ʴ����25 mL������+55 mL����+20 mL���ᣬ����Ʒ��50 ��ĸ�ʴ���и�ʴ20 s��Ȼ��ϴ����������н�����֯�۲졣���ɷַ�����Sirion 200��ɨ��羵�Ͻ��С��羵��Ĥ����MTP-1˫�����������˫����������ף����Һ������ͼ״��������1?3���ƣ��¶�Ϊ-20~-30 �棬����Լ50 mA�����������֯�ṹ�۲���Tecnai G2 20s�����羵�Ͻ��С�
2 ��������
2.1 ˮƽ��������-����-�˻��¹����Ʊ��ı�������ȱ������
�������˻��ı����ӹ����ͳɰ����εIJ��������ֲ��������׳�������ȱ�ݣ�һ���Dz����Ͼֲ������������ܹ۲쵽��������Ƥ�����ǰ����εIJ����ϴ��������Ʒ����45?������(��ͼ2(a))��
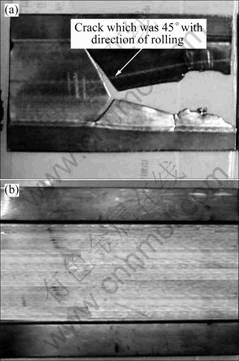
ͼ2 �����˻𱡴��ӹ����Ͳ���
Fig.2 Products made of cold roll-annealing strips: (a) Product with crack and spot defect; (b) Product without defect
ͼ2(a)�б�������������Ƥ������ò��ͼ3��ʾ����ͼ3���Կ�������Ƥ�ĵط�ʵ�����Ƿֲ���֯��û�к��ϣ����������ϻ�����һЩ��״�������С���������������ɷַ���(��ͼ3(c))����Щ������Ҫ��O��S��Ca��Ԫ����ɣ�������Ϊ����������¯����м�������¡�
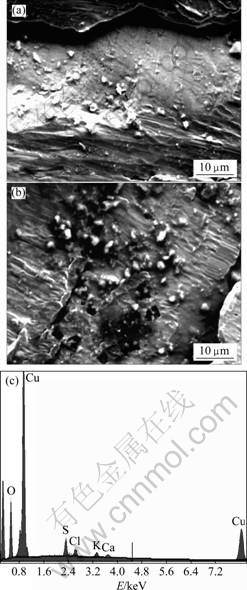
ͼ3��ˮƽ��������-�����˻𱡴�������Ƥ��SEM��EDS����
Fig.3 SEM images and EDS analysis of spot defects and peel of horizontal continuous casting ingot-cold roll-annealing strip: (a) Hierarchical organization without bonding; (b) Irregular shape of small particles in surface of cracks; (c) EDS analysis of small particles
�Ͻ𱡴���ͬȡ����������ѧ���ܵIJ��Խ����ͼ4��ʾ����ͼ4���Կ������ڲ�ͬȡ�������£��Ͻ���0?ȡ���90?ȡ��Ŀ���ǿ�Ƚϸߣ���45?ȡ��Ŀ���ǿ�Ƚϵͣ����Ͻ���0?ȡ���30?ȡ�������ǿ�Ƚϸߣ���45?ȡ�������ǿ�Ƚϵͣ��Ͻ���60?ȡ���90?ȡ����쳤����ߣ���45?ȡ����쳤����͡�
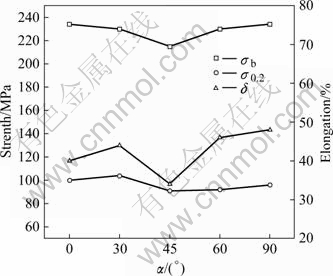
ͼ4 ���о��Ͻ𱡴���ͬȡ�������µ���ѧ����
Fig.4 Mechanical properties of studied alloy strip under different orientation
�Ͻ𱡴��ļ�ͼ��ȡ��ֲ�����(ODF)��ͼ5��6������ͼ5��6���������֯����ַ����������������Ͻ𱡴���֯���Ի�ͭ֯��{110}��112��Ϊ��������н����ĸ�˹֯��{110}��100����S{123}��634��֯���ͷdz���������֯�����{001}��00����
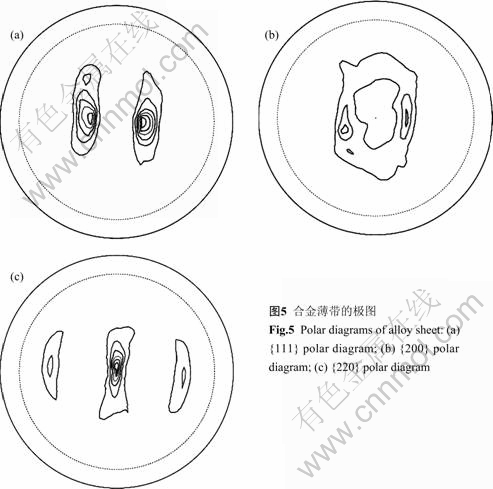
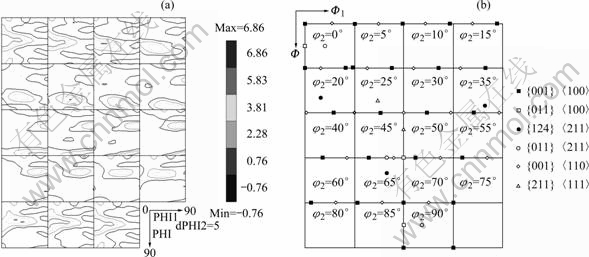
ͼ6 �Ͻ𱡴���ȡ��ֲ���������ͼ
Fig.6 ODF diagram of alloy sheet: (a) Measured textures; (b) Position of main orientation
�Ͻ𱡴��Ľ���͵�������֯��ͼ7����7���Կ����������ӹ����Ͳ��������Ե��ٽᾧ��֯(ͼ7(a)~(b))���߱������������֯���Լ���ϸ�ʵ㣬���ɷַ���������Щ�ʵ��Ǹ�Fe����Fe��P��
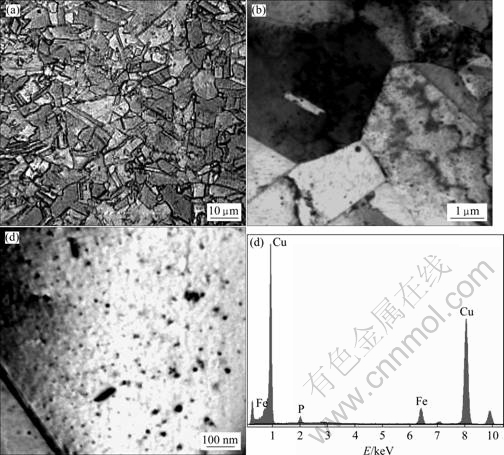
ͼ7 �о��Ͻ𱡴���OM��TEM���Լ�EDS����
Fig.7 OM and TEM images and EDS analysis of studied alloy strip: (a) OM; (b) TEM, small magnification; (c) TEM, large magnification; (d) EDS analysis of precipitation
3 ����
��ͼ3�б�������������Ƥ��������ò���Կ�������Ƥ�ĵط�ʵ�����Ƿֲ���֯��û�к��ϣ������Կ�������Щ�������ϻ�����һЩ��״�������ϸС��¯�ڼ�����¯�ڼ��������������˵�������ֻ��Ҫ��¯����ȱ��ʱ��ʱ�����ܽ�����ֲ���֯�������ڴ��ڵ����ס������йء��ڴ�ͳ���������������£����ס����ɿ�������������������ұ�ϣ����¹���û�о������������������е�����������ǰ�漸������������û��ʵ��ұ�ϣ�������һ���̶Ⱥ��������״����ƶ��������������������Ƥ�������Щȱ�ݵİ취��������һ�����������������Ӵų������ˮƽ������������������������ϸ�����������ҿ�����������е����ɺ����ף���������Ż��������κ͵��α��������Ӵ�ǰ�������εĵ��α�������ǿ����������������������ʵ��ұ�ϡ���������ķ�����ͨ�����Ӵų������������κ͵��α���������������ƣ��Ͻ𱡰����������Ƥ������õ�����������ѹ��ı����ͼ2(b)��
�Ӽ�ͼ�ķ�����֪���о��Ͻ𱡴���Ҫ֯�����Ϊ{110}��112��֯��(��ͼ5)��Ϊ�˱��ڷ���֯����Cu-0.1Fe-0.03P�Ͻ�����ѧ���ܸ������Ե�Ӱ�죬��Ϊһ�����ƣ��ɽ�������Ϊ������������ϣ�����������Ϊ{110}������������Ϊ��112����ͭ�Ͻ�Ϊ���������ṹ����Ҫ����ϵΪ{111}��110����4�����ܵ�{111}��������֯��(110)[![]() ]�Ŀռ��ϵ��ͼ8��ʾ��
]�Ŀռ��ϵ��ͼ8��ʾ��
��ͼ8��֪����������{111}���������洹ֱ����������{111}�����������35.27?�ļнǡ�ͼ7ͬʱ����

ͼ8 {111}��������(110)[![]() ]֯���Ŀռ��ϵ
]֯���Ŀռ��ϵ
Fig.8 Space relationship between {111} slip surfaces and (110)[![]() ] texture
] texture
�˺Ͻ���ȡ��������ϵ(������ͷ���)�;�
��ȡ������ϵ((110)[![]() ])֮��Ĺ�ϵ�����ݽ���������������λ��ƺͱ����ٽ����Ӧ�����ɣ�����ǿ��
])֮��Ĺ�ϵ�����ݽ���������������λ��ƺͱ����ٽ����Ӧ�����ɣ�����ǿ��
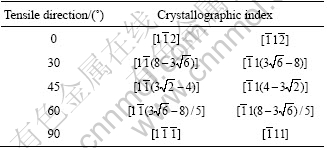
��������ȡ��ľ���ѧָ������1��
��1 ��������ȡ��ľ���ѧָ��
Table 1 Tensile-oriented crystallography indexes of specimens
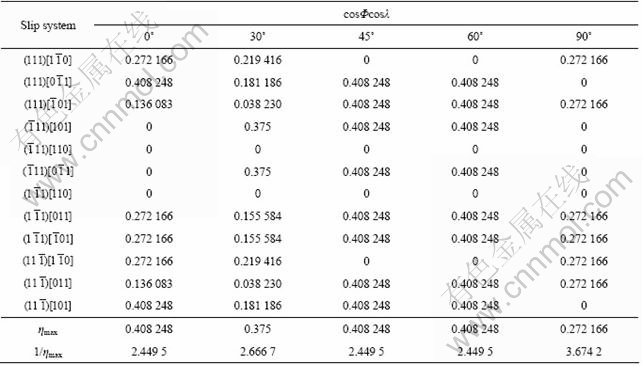
��������ϵ����֮��Ĺ�ϵ������ʸ�����㷨�������ͬ�����ᾧ��ѧȡ����ÿ������ϵ�ϵ�ʩ�������Ӻ�ÿ��ȡ���ʩ�����������ֵ�ĵ�����������2���С���������������ij�30?��90?ȡ�����������ʱ��ʩ�����������ֵ�ĵ���ֵ�ȽϴϽ��ĵ�ǿ�Ȼ�ϸߣ��������ij�45?��60?ȡ�����������ʱ��ʩ�����������ֵ�ĵ���ֵ�Ƚ�С���Ͻ��ĵ�ǿ�Ȼ�ϵ͡�ͨ���Աȿ��Է��֣����۷������������������һ�£���˵������ѧ֯���������������Cu-0.1Fe-0.03P�Ͻ���ƽ��������Ե���Ҫԭ��Ҳ�ǵ��ºϽ𱡴���ѹ���������ײ���45?�����ѵ���Ҫԭ��Ҫ����45?�����ѣ���Ҫ��һ����������-�˻��գ�����{110}��112��֯�����γɡ�
��2 ��ͬ�����᷽���ʩ�������Ӻ�ÿ��ȡ��ʩ�����������ֵ�ĵ���
Table 2 Different stretch axis of Schmidt and countdown of maximum-Schmidt of each orientation (��max=max(cos��cos��))
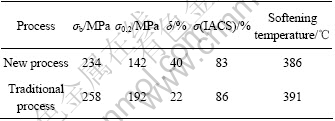
ˮƽ��������-�߾������¹����봫ͳ�İ���������-����-�߾����������Ʊ��ı�����ѧ���ܺ͵�ѧ���ܲ��Խ�����3���С��ɱ�3���Կ������¹����Ʊ�������-�˻𱡴��ĺϽ�ǿ�ȡ��絼�ʺ������¶��Եͣ��쳤����ϸߡ�
��3 �¹����Ʊ�������-�˻𱡴�����ѧ���ܡ���ѧ���ܺ������¶�
Table 3 Mechanical properties, electrical properties and soften temperatures of cold roll-annealing strips prepared by new and traditional process
�������ֹ����Ʊ��ı������ܲ��죬�������������µ���ʶ���ڴ�ͳ���յ�����£����������������Ҫ�������������߹��ܴ��������ֹ��պ��ܺ�ʱ��������ǰ������һ�����������е��������ɿ���������������ʵ��ұ�ϣ���Ʒ��������ȱ���٣���һ���棬���������������߹��ܣ����̹��̺����������в�����ƽ�������ͨ�����ܽ�����������壬Ȼ����ͨ������-�˻�(ʱЧ)�����α��ȴ������Ի���ǽṹǿ����ʱЧ����ǿ�������ԺϽ�ǿ�Ⱥ͵絼����ԱȽϸߣ�������Ƚϵ͡���ˮƽ��������-����-�˻�(ʱЧ)�¹��յ�����£���Ȼ����������������Ҳû�����߹��ܴ�������������ʱ��һ��ˮ��Ͷ���ˮ����൱�ڹ��ܴ�����֮�������-�˻�(ʱЧ)Ҳ�����α��ȴ�����Ҳһ�����ǽṹǿ����ʱЧ����ǿ�����¹���ʡȥ����������ͷȥβ���������գ����ܡ�ʡʱ��Ч�ʸߡ�����һ���棬��ǰ�������������е����ס����ɺ���������������ʵ����ȫ��ұ�ϣ���Ʒ������ʱ�����������Ƥ��������һ���棬���̹����в�����ƽ������������������һֱ�ᴫ�е���Ʒ�����У��˻����(ʱЧ����)����������������紫ͳ���������µĶ�(��ͼ9)��������Ӧ�����¹����봫ͳ�����Ʊ��ı������ܲ���������Ҫԭ��
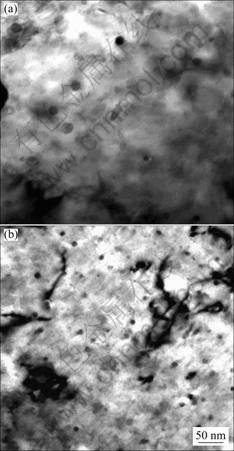
ͼ9 �¹��պʹ�ͳ�����Ʊ��ĺϽ𱡴���TEM��
Fig.9 TEM images of alloy strips prepared by new process (a) and traditional process (b)
4 ����
1) ˮƽ��������-����-�˻��¹���û�о����������������е����ס����ɺ���������������ʵ����ȫ��ұ�ϣ���Ʒ������ʱ�����������Ƥ��������İ취���������������, ���������е����ɺ����ס�
2) ��ͼ��ODF֯����������ˮƽ��������-����-�˻��¹����Ʊ���Cu-0.1Fe-0.03P�Ͻ𱡴���{110}��112����ͭ֯��Ϊ��������н�����{110}��100����˹֯����{123}��634�� S֯���Լ�{001}��100������֯��������ѧ֯���DZ���������ѧƽ��������Ե���Ҫԭ��ˮƽ��������-����-�˻��¹����Ʊ��ı���������ѧ����ƽ��������ԣ��ǵ��ºϽ𱡴���ѹ���������ײ���45?�����ѵ���Ҫ ԭ��
3) �봫ͳ�����Ʊ��ı���������ȣ��¹����Ʊ��ĺϽ𱡴�����ǿ�ȡ��絼�ʺ������¶��ԵͶ��쳤���Ըߡ�
REFERENCES
[1] ������, ��, ���, Ľ˼��, ������. һ������Cu-Fe-Pϵ�Ͻ���ϵ���֯���ܷ���[J]. ϡ�н��������빤��, 2007, 36(9): 527-529.
CAO Xing-min, XIANG Chao-jian, YANG Chun-xiu, MU Si-guo, GUO Fu-an. The Microstructure and properties of a new type of Cu-Fe-P alloy[J]. Rare Metal Materials and Engineering, 2007, 36(9): 527-529.
[2] ������, �� ƽ, �ﱣ��, �����, �η���, �� ��. ���ɵ�·��ͭ�����߿�ܲ��ϵķ�չ��չ��[J]. ���ϵ���, 2007, 21(7): 24-27.
LI Yin-hua, LIU Ping, TIAN Bao-hong, JIA Shu-guo, REN Feng-zhang, ZHANG Yi. Development and expectation of copper-based lead frame material used in intergrated circuit[J]. Materials Review, 2007, 21(7): 24-27.
[3] �վ껪, ��ӨӨ, ������, �� ƽ, ��ؾ�. Cu-Fe-P�Ͻ����߿�ܲ��ϲ���Ӧ��������Ԫ����[J]. �ȼӹ�����, 2006, 35(12): 7-10.
SU Juan-hua, XU Ying-ying, DONG Qi-ming, LIU Ping, LI He-jun. Finite element analysis on residual stress of Cu-Fe-P alloy for lead frame[J]. Hot Working Technology, 2006, 35(12): 7-10.
[4] ½��ƽ, �� ��, ½ ��, �� ��, л�˷�, �ﱦ��. ������Cu-Fe-P�Ͻ�����֯�����ܵ�Ӱ��[J]. �й�ϡ��ѧ��, 2006, 24(4): 475-479.
LU De-ping, WANG Jun, LU Lei, LIU Yong, XIE Shi-fang, SUN Bao-de. Effect of B and Ce on microstructures and properties of Cu-Fe-P alloy[J]. Journal of the Chinese Rare Earth Society, 2006, 24(4): 475-479.
[5] SAKAMOTO T. The tendency toward higher integration of I.C. and problems for copper based lead frame materials[J]. Journal of Functional Materials, 1993, 24: 100-105.
[6] ������, �� ��, ��һ��, �ܺ곬, ���Ʒ�, ���ɽ, ����־. Cu-1.0Cr �������ϲ��ϵ�ˮƽ�������̼���֯[J]. �������켰��ɫ�Ͻ�, 2005, 25(9): 562-566.
LEI Peng-fei, HU Rui, WANG Yi-chuan, KOU Hong-chao, YIN Yun-fei, LI Jin-shan, FU Heng-zhi. The horizontal continuous casting process and organization composites Cu-1.0Cr[J]. Special Casting and Nonferrous Alloys, 2005, 25(9): 562-566.
[7] �ƹ���, лˮ��, ����, ������, Ϳ˼��. KFCͭ�Ͻ���ĵ����������о�[J]. ϡ�н���, 2005, 29(2): 228-231.
HUANG Guo-jie, XIE Shui-sheng, CHENG Zhen-kang, YAN Xiao-dong, TU Si-jing. Production of KFC copper alloy strip[J]. Chinese Journal of Rare Metals, 2005, 29(2): 228-231.
[8] ���, ������, ������, Ф����. ���߿��Cu-Fe-P�Ͻ�ļӹ������о�[J]. �ȼӹ�����, 2005, 34(1): 23-26.
YANG Hou-chuan, WANG Dong-feng, KONG Li-du, XIAO Qi-min. Research on processing technique of Cu-Fe-P alloy used in lead frame[J]. Hot Working Technology, 2005, 34(1): 23-26.
[9] LU De-ping, WANG Jun, ZENG Wei-jun, LIU Yong, LU Lei, SUN Bao-de. Study on high-strength and high-conductivity Cu-Fe-P alloys[J]. Mater Sci Eng A, 2006, 421: 254-259.
[10] CAO H, MIN J Y, WU S D, XIAN A P, SHANG J K. Pinning of grain boundaries by second phase particles in equal-channel angularly pressed Cu-Fe-P alloy[J]. Mater Sci Eng A, 2006, 431: 86�C91.
[11] ������. ͭϵ�Ͻ����߿�ܲ��ϵ���������չ������[J]. �Ϻ���ɫ����, 1998, 19(2): 49-52.
GONG Shou-peng. Production development and nationalization of lead frame materials of copper alloys[J]. Shanghai Nonferrous Metals, 1998, 19(2): 49-52.
[12] JATA K V, HOPKINS A K, RIOJA R J. Anisotropy and texture of Al-Li alloys[J]. Mat Sci Forum, 1996, 217/222: 647-652.
[13] SINGH R K, SINGH A K, PRASAD N E. Texture and mechanical property anisotropy in an Al-Mg-Si-Cu alloy[J]. Mater Sci Eng A, 2000, 277: 114-122.
[14] SAKUMA T, KOMATSUBARA T, KOMATSU S Y. Effects of texture and arrangements of dislocation cell walls on yield stress anisotropy in cold rolled and recovery annealed Al-Mg alloy sheets[J]. Mat Sci Forum, 2002, 396/402: 1055-1060.
[15] VASUDEVAN A K, PRZYSTUPA M A, FRICKE W G Jr. Texture-microstructure effects in yield strength anisotropy of 2090 sheet alloy[J]. Scripta Metallurgica et Materialia, 1990, 24: 1429-1434.
������Ŀ��������Ȼ��ѧ����������Ŀ(50371106)�����ϴ�ѧ��ʿ�����»���������Ŀ
�ո����ڣ�2008-11-26�������ڣ�2009-05-27
ͨ�����ߣ���־���ڣ���ʿ���绰��0731-88830262��E-mail: yin-grp@csu.edu.cn
