

Forming limit of textured AZ31B magnesium alloy sheet at
different temperatures
Huang Guang-sheng1, 2, Zhang Hua1, 2, Gao Xiao-yun1, Song Bo1, 2, Zhang Lei1, 2
1. College of Materials Science and Engineering, Chongqing University, Chongqing 400045, China;
2. National Engineering Research Center for Magnesium Alloys, Chongqing University, Chongqing 400044, China
Received 25 September 2010; accepted 20 December 2010
Abstract:
Repeated unidirectional bending (RUB) was carried out to improve the texture of commercial AZ31B magnesium alloy sheets. All specimens were prepared in the rolling direction. The forming limit diagrams (FLDs) of AZ31B magnesium alloy sheet were determined experimentally by conducting stretch-forming tests at room temperature, 100, 200 and 300 ��C. Compared with the as-received sheet, the lowest limited strain of AZ31B magnesium alloy sheet with tilted texture in the FLD increased by 79% at room temperature and 104% at 100 ��C. The texture also affected the extension of the forming limit curves (FLC) in the FLD. However, the FLCs of two kinds of sheets almost overlapped at temperature above 200 ��C. It can be concluded that the reduction of (0002) texture intensity is effective to the improvement of formability not only at room temperature but also at low-and-medium temperature. The effect of texture on FLDs becomes weak with increasing temperature.
Key words:
magnesium alloy sheet; repeated unidirectional bending; texture; formability; forming limit diagram;
1 Introduction
As the lightest metal structural material, magnesium alloys have been widely used for automotive and electronics industries because of their advantages, such as high specific strength, high specific stiffness, and high electromagnetic shielding. But magnesium alloys have poor formability at room temperature due to their hexagonal closed-packed crystal structure, few slip systems and a strong (0002) basal plane texture[1-3]. The formability is largely improved by heating between 200 and 300 ��C[4-5], therefore most products are press formed over 250 ��C with solid lubricants[6-8]. However, complex high temperature forming tool systems, poor surface quality and high cost limit the applications of wrought magnesium alloy sheets. YUKUTAKE et al[9] and HUANG et al[10] reported that the press formability of magnesium alloy sheets is strongly affected by the texture and it can be improved by reduction of basal texture intensity. IWANAGA et al[11] reported that the reduction of (0002) basal plane texture dramatically improves the formability at room temperature and brings good deep drawability from room temperature to warm temperature below 175 ��C. CHINO et al[12] showed that the (0002) basal plane texture control has more effects on the press formability at lower temperature. Therefore, it is very important to enhance the press formability at low-and-middle temperature by improving or weakening the basal texture.
Since KEELER and BACKOFEN[13] introduced the concept of forming limit diagram (FLD) in 1963, it has subsequently been widely referenced in the sheet metal forming industry. Now it is a standard criterion for fracture prediction in the sheet-metal forming. Previous studies investigated the effects of temperature[14-17], strain rate[18-19] and samples with different fiber orientations[20] and some others on the FLDs of magnesium alloys. However, up to now, few researchers have made efforts to study the effect of texture on FLDs of AZ31B magnesium alloys sheets. In this work, the investigation was carried out to analyze its effects on FLDs at different temperatures.
2 Experimental
As-received AZ31B magnesium alloy (Mg-3%Al- 1%Zn) (mass fraction) sheets with a thickness of 0.6 mm, which were cut into 1 000 mm �� 200 mm (length��width) pieces, were used in the experiments. Figure 1 shows an abridged general view of the repeated unidirectional bending (RUB) process, where the magnesium alloy sheet was bent on a cylindrical support under a constant force F with a constant speed v. The bend direction was parallel to the RD direction of sheet. The radius of the cylindrical support was 1 mm and the bending angle was 90��. In the experiment, six-pass bending was used. The sheets that had undergone the RUB process were annealed at 260 ��C for 60 min.
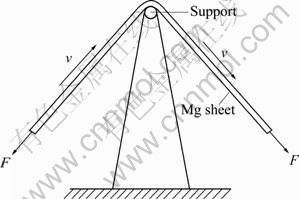
Fig.1 Schematic illustration of apparatus for RUB
In the experimental work, all specimens were prepared in the rolling direction. Seven kinds of specimens shown in Fig.2 were machined from AZ31B magnesium alloy sheets and ground with 2.5 mm- diameter circles. To determine the FLDs, the forming limit tests were carried out on a CMT6305-300KN electronic universal testing machine at room temperature, 100, 200 and 300 ��C. The punch speed was set to 10 mm/min and the blank-holder force was set to 10 kN. A graphite grease as a lubricant was pasted on only center part of the specimens. The schematic diagram and geometry dimension of mold are shown in Fig.3.
The microstructure was observed by a metallographic microscope and (0002) pole figure of AZ31B magnesium alloy sheets in the center was investigated by XRD.
3 Results
3.1 Texture evolution and microstructures
Previous studies[3, 21-22] have investigated the texture evolution of AZ31B magnesium alloy sheets after RUB processing. Figure 4 shows {0002} pole figures of as-received magnesium alloy sheet and RUB processed sheet. Strong pole intensity existed within 10�� which was the angle between normal direction (ND) of sheet and c-axis of grain. Texture components of the RUB processed specimens (Fig.4(b)) became more dispersive with more pole peaks appearing, and basal texture intensity was weakened because the c-axis became inclined from the ND towards the RD.
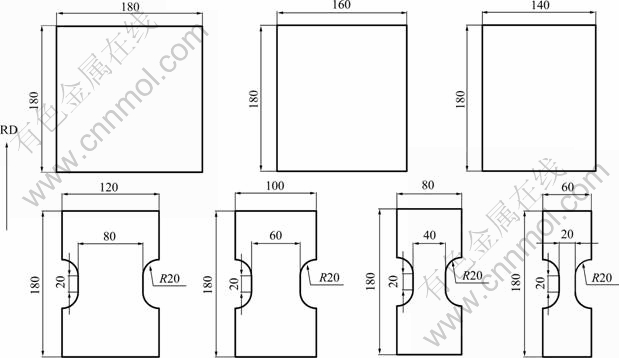
Fig.2 Dimensions of specimens used for forming limit tests (unit: mm)
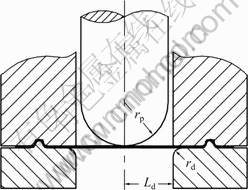
Fig.3 Schematic diagram of mold (rp=50 mm; rd=13 mm; Ld=53 mm)
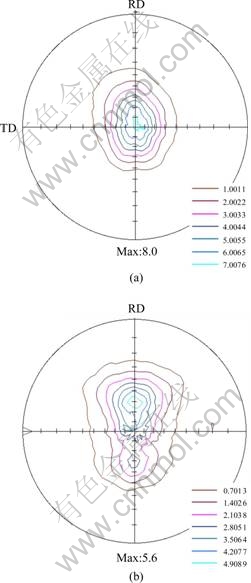
Fig.4 {0002} pole figures of as-received sheet (a) and RUB processed + 260 ��C annealed sheet (b)
Figure 5 shows the microstructures of as-received AZ31B magnesium alloy sheets and the sheets that had undergone RUB process and annealed at 260 ��C for 60 min. It can be seen that the fine equiaxial grains distributed in the as-received sheet. However, the grains near the surface of the sheet grew obviously, while those in the central region had little growth in the RUB processed magnesium alloy sheet; and the average grain sizes were 7.2 ��m and 7.5 ��m, respectively. The amount of deformation of the region near the surface was higher than that in the center, which made it possible to produce the gradient microstructure with the coarse-grained surface layer and the fine-grained layer in the middle of the sheet[23].

Fig.5 Optical micrographs of as-received (a) and RUB processed + 260 ��C annealed (b) sheet
The microstructures of the specimens stretch- formed to failure from room temperature to 300 ��C are shown in Fig.6, where the microstructure of the RD�CND plane at the top part of the stretch-formed specimen was observed. The microstructural observations show that there were more twins in the RUB processed sheet than in the as-received sheet at room temperature and 100 ��C. The number of twins gradually decreased with increasing deformation temperature. It can be seen that the microstructures of dynamic recrystallized grains appeared in two kinds of sheets at 200 ��C. This is due to small strain rate; there is enough time for dynamic recrystallization. Both the grains and the recrystallized grains became coarse at 300 ��C, as shown in Figs.6(g) and (h). The deformation time is longer under the same strain rate because of its high ductility at 300 ��C. So there is enough time for dynamic recrystallization nucleation and growth.
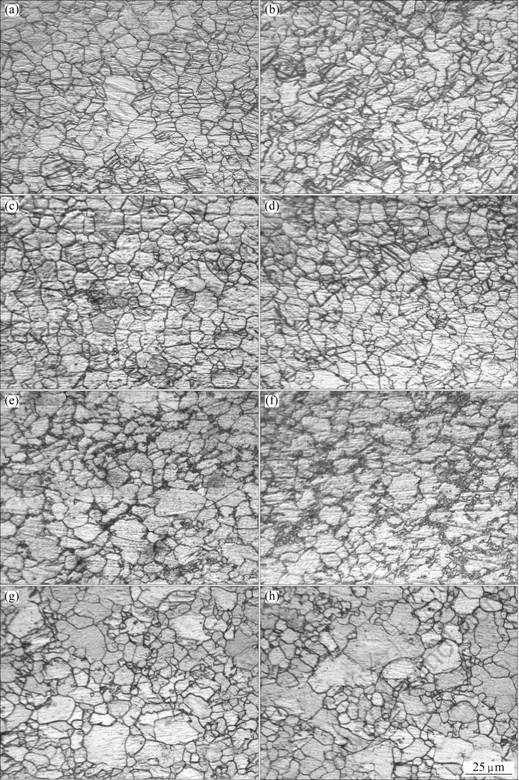
Fig.6 Microstructures of AZ31B alloy specimens stretch-formed to failure: (a), (c), (e), (g) As-received sheets; (b), (d), (f), (h) RUB processed +260 ��C annealed sheets; (a), (b) At room temperature; (c), (d) At 100 ��C; (e), (f) At 200 ��C; (g), (h) At 300 ��C
3.2 Forming limit of AZ31B magnesium alloy sheet
3.2.1 Limit dome height (LDH)
The LDH obtained with specimens of 180 mm �� 180 mm increased dramatically with increasing temperature, as shown in Fig.7. Temperature dependence of the press formability in the present research agreed with previous studies. It should be noted that the LDH of sheet with titled texture was larger than that of as-received sheets at various temperatures. Especially at room temperature and 100 ��C, the LDH of sheet with titled texture was improved more significantly compared to the as-received sheets, increased by 49% and 37%, respectively. However, the LDHs of two kinds of sheets were almost the same at higher temperature.
3.2.2 FLD
Figure 8 shows a group of fracture samples after the forming limit tests. The etched circles were distorted into ellipses and/or larger circles during deforming. For each specimen the major and minor limited strains were measured from the major and minor axes of the deformed grid circles that were located at the nearest distance to the necking zone. The forming limit curves (FLCs) were drawn by plotting the minor strain in abscissa and corresponding major strain in ordinate and by drawing a curve which separated the safe region from the unsafe region.
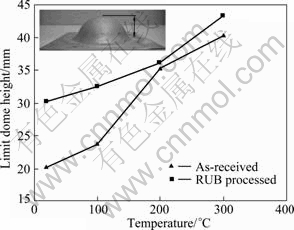
Fig.7 Limit dome height of different sheets at various temperatures
Figure 9 shows the FLDs of two kinds of sheets at different temperatures. The FLC moved upward with increasing temperature. In FLD, the higher the forming limit curve, the better the stretch formability. This means that sheet is not easy to fracture at high temperature and has better formability. The FLCs of AZ31B magnesium alloy sheets with tilted texture were higher than those of the as-received sheets at different temperatures, as shown in Fig.9. Especially at room temperature and 100 ��C, the lowest limited strains of sheet with titled texture in the FLD increased by 79% and 104%, respectively (Figs.9(a) and (b)). It is noteworthy to observe that the texture also affected the extension of the forming limit curves in the FLD. Figure 9 also shows that the FLCs obtained from RUB processed sheets had a larger extension than the ones obtained from as-received sheet. However, the FLCs of two kinds of sheets almost overlapped when the temperature was above 200 ��C. The trend showing the forming limit test results agreed very well with the result of LDH.
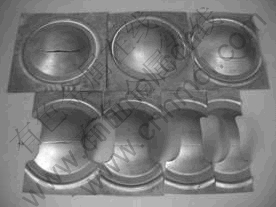
Fig.8 Fracture samples after forming limit tests
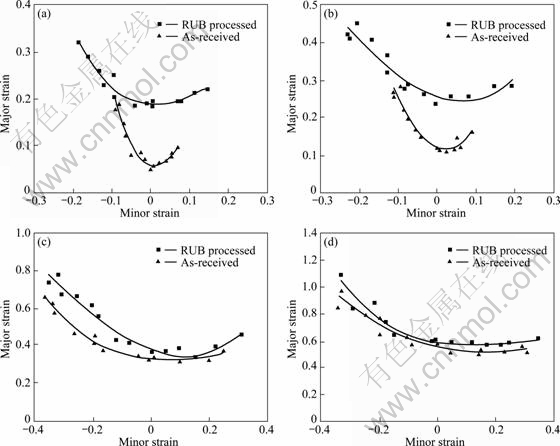
Fig.9 FLDs of different sheets at different temperatures: (a) Room temperature; (b) 100 ��C; (c) 200 ��C; (d) 300 ��C
4 Discussion
According to above results, the average grain sizes were almost the same, thus the initial texture was an important factor for the difference of FLD in two kinds of sheets. At lower temperature, the CRSS of non-basal slip systems is much higher than that of the basal plane, so it is harder to activate the non-basal plane slip system. For as-received sheet with a strong (0002) basal plane texture, the Schmid factor of the basal plane slip system is smaller, thus it is more difficult to activate the basal slip during deformation. However, after RUB, the basal plane textural intensity decreases because c-axis becomes inclined from the ND towards the RD; meanwhile, the average Schmid factor has an increase from 0.25 to 0.30[22]. As a result, the basal plane slip system starts up more easily, the AZ31B magnesium alloy sheet with lower texture intensity of (0002) plane exhibits higher formability and the FLCs move upwards at lower temperature.
For the RUB processed AZ31B magnesium alloy, it is easier to activate the ![]() twin at the early stage of tensile deformation[3]. There are more twins in the RUB processed sheet than in the as-received sheet at room temperature and 100 ��C from the microstructural observations (Figs.6(a)-(d)). Mechanical twinning can influence the deformation of Mg in two different ways, which was demonstrated in many studies[24-27]. On the one hand, the twin boundaries that have formed act as barriers to dislocation motion and transform glissile dislocations into sessile dislocations within the twin interiors via the Basinski mechanism, leading to an increase in the work hardening rate. On the other hand, the lattice rotation introduced by twinning can enhance or reduce work hardening, depending on the type of twins formed. Recently, some researches[28-30] reported that
twin at the early stage of tensile deformation[3]. There are more twins in the RUB processed sheet than in the as-received sheet at room temperature and 100 ��C from the microstructural observations (Figs.6(a)-(d)). Mechanical twinning can influence the deformation of Mg in two different ways, which was demonstrated in many studies[24-27]. On the one hand, the twin boundaries that have formed act as barriers to dislocation motion and transform glissile dislocations into sessile dislocations within the twin interiors via the Basinski mechanism, leading to an increase in the work hardening rate. On the other hand, the lattice rotation introduced by twinning can enhance or reduce work hardening, depending on the type of twins formed. Recently, some researches[28-30] reported that ![]() twinning, which gives extension along the c-axis in magnesium and its alloys, appears to increase the uniform elongation, decrease the proof strength and induce the increase in work hardening rate. DEL VALLE et al[31] thought that the hardening rate controls the ductility in magnesium alloy at room temperature. Therefore, the improving of formability at lower temperature may be related to much more twins in sheet with tilted texture.
twinning, which gives extension along the c-axis in magnesium and its alloys, appears to increase the uniform elongation, decrease the proof strength and induce the increase in work hardening rate. DEL VALLE et al[31] thought that the hardening rate controls the ductility in magnesium alloy at room temperature. Therefore, the improving of formability at lower temperature may be related to much more twins in sheet with tilted texture.
Additionally, compared with the as-received sheets, the RUB processed sheets exhibit a smaller Lankford values (r-value) and a larger strain hardening exponent (n-value) at room temperature[32]. Previous studies[10, 33] showed that the larger Erichsen value and excellent stretch formability for the sheets with larger n-value and smaller r-value can be attributed to lower (0002) texture intensity. In the present study, the results of LDHs and FLDs at lower temperature agree well with the results in the previous researches.
Dynamic recrystallized grains appeared in two kinds of sheets at temperature above 200 ��C, as shown in Fig.6. Dynamic recrystallization has obvious softening effect during deformation with the increase of deformation temperature. The activation of prismatic slip, first-order pyramidal slip and second-order pyramidal slip requires temperature beyond 177, 350 and 300 ��C, respectively[34]. Because the difference in the CRSS between the basal slip and the non-basal slip decreases with increasing temperature, the potential non-basal slip systems, such as prismatic slip and pyramidal slip, can contribute to plastic deformation by thermal activation. According to the reported data[35], the CRSS of basal slip at room temperature is approximately 1/55 that of non-basal slip, and becomes 1/12 at 250 ��C. Thus, the contribution of basal slip tends to decrease with the increase of deformation temperature. But the (0002) basal texture has only a greater influence on the basal slip. Therefore, the effect of (0002) basal texture on the improvement of formability becomes weak and the FLCs of two kinds of sheets almost overlap when the temperature is above 200 ��C.
5 Conclusions
1) The LDH increases with increasing temperature. The LDH of sheet with tilted texture is much larger than that of as-received sheet at various temperatures. The LDH increases by 49% at room temperature and 37% at 100 ��C. However, the LDH of two kinds of sheets is almost the same at temperature above 200 ��C.
2) The FLCs move upwards with increasing temperature. The FLCs of sheet with tilted texture are higher than that of as-received sheet at different temperatures. The lowest limited strain increases by 79% at room temperature and 104% at 100 ��C. However, the FLDs of two kinds of sheets almost overlap at temperature above 200 ��C.
3) The reduction of (0002) texture intensity is effective to the improvement of formability not only at room temperature but also at low-and-medium temperature. The effect of texture on FLCs becomes weak with increasing temperature.
References
[1] Doege E, Droder K. Sheet metal forming of magnesium wrought alloys��Formability and process technology [J]. Journal of Materials Processing Technology, 2001, 115: 14-19.
[2] Huang X S, Suzuki K, Saito N. Microstructure and mechanical properties of AZ80 magnesium alloy sheet processed by differential speed rolling [J]. Materials Science and Engineering A, 2009, 508: 226-223.
[3] Song Bo, Huang Guang-sheng, Li Hong-cheng, Zhang Lei, Huang Guang-jie, Pan Fu-sheng. Texture evolution and mechanical properties of AZ31B magnesium alloy sheets processed by repeated unidirectional bending [J]. Journal of Alloys and Compounds, 2010, 489: 475-481
[4] Matsumoto R, Osakada K. Lubrication and friction of magnesium alloys in warm forging [J]. CIRP Annals��Manufacturing Technology, 2002, 51: 223-226.
[5] Siegert K, J?ger S, Vulcan M. Pneumatic bulging of magnesium AZ31 sheet metals at elevated temperatures [J]. CIRP Annals��Manufacturing Technology, 2003, 52: 241-244.
[6] Hama S. Press working of magnesium alloy by press forging method [J]. Press Technology, 2001, 39(9): 97-105.
[7] Fujii H. Precision press forming of magnesium alloy [J]. Press Technology, 2002, 40(3): 42-45
[8] Choy C M, Lim S C V, Chan C F, Young M S. Plane-strain backward extrusion of AZ31 magnesium alloy [J]. Materials Science Forum, 2003, 419-422: 337-344.
[9] Yukutake E, Kaneko J, Sugamata M. Anisotropy and non-uniformity in plastic behavior of AZ31 magnesium alloy plates [J]. Materials Transactions, 2003, 44(4): 452-457.
[10] Huang X S, Suzuki K, Watazu A, Shigematsu I, Saito N. Improvement of formability of Mg-Al-Zn alloy sheet at low temperatures using differential speed rolling [J]. Journal of Alloys and Compounds, 2009, 470: 263-268.
[11] Iwanaga K, Tashiro H, Okamoto H, Shimizu K. Improvement of formability from room temperature to warm temperature in AZ31 magnesium alloy [J]. Journal of Materials Processing Technology, 2004, 155-156: 1313-1316.
[12] Chino Y, Lee J S, Sassa K, Kamiya A, Mabuchi M. Press formability of a rolled AZ31 Mg alloy sheet with controlled texture [J]. Materials Letters, 2006, 60: 173-176.
[13] Keeler S P, Backofen W A. Plastic instability and fracture in sheets stretched over rigid punches [J]. Transactions of the American Society for Metals, 1963, 56: 25-48.
[14] Ji Y H, Park J J. Formability of magnesium AZ31 sheet in the incremental forming at warm temperature [J]. Journal of Materials Processing Technology, 2008, 201: 354-358.
[15] Chen F K, Huang T B. Formability of stamping magnesium-alloy AZ31 sheets [J]. Journal of Materials Processing Technology, 2003, 142: 643-647.
[16] Wu H Y, Zhou G Z, Gao Z W, Chiu C H. Mechanical properties and formability of an Mg-6%Li-1%Zn alloy thin sheet at elevated temperatures [J]. Journal of Materials Processing Technology, 2008, 206: 419-424.
[17] Zhang K F, Yin D L, Wu D Z. Formability of AZ31 magnesium alloy sheets at warm working conditions [J]. International Journal of Machine Tools and Manufacture, 2006, 46: 1276-1280.
[18] Lee Y S, Kwon Y N, Kang S H, Kim S W, Lee J H. Forming limit of AZ31 alloy sheet and strain rate on warm sheet metal forming [J]. Journal of Materials Processing Technology, 2008, 201: 431-435.
[19] Palumbo G, Sorgente D, Tricarico L. A numerical and experimental investigation of AZ31 formability at elevated temperatures using a constant strain rate test [J]. Materials and Design, 2010, 31: 1308-1316.
[20] Bruni C, Forcellese A, Gabrielli F, Simoncini M. Effect of temperature, strain rate and fibre orientation on the plastic ?ow behaviour and formability of AZ31 magnesium alloy [J]. Journal of Materials Processing Technology, 2010, 210: 1354-1363.
[21] Huang Guang-sheng, Xu Wei, Huang Guang-jie, Li Hong-cheng, Song Bo. Textural evolution of AZ31B magnesium alloy sheets undergoing repeated unidirectional bending at room temperature [J]. Journal of Materials Sciences and Technology, 2009, 25(3): 365-369.
[22] Huang Guang-sheng, Li Hong-cheng, Song Bo, Zhang Lei. Tensile properties and microstructure of AZ31B magnesium alloy sheet processed by repeated unidirectional bending [J]. Transactions of Nonferrous Metals Society of China, 2010, 20: 28-33.
[23] Takayama Y, Szpunar J A, Jeong H T. Cube texture development in an Al-Mg-Mn alloy sheet worked by continuous cyclic bending [J]. Materials Transactions, 2001, 42(10): 2050-2058.
[24] Rohatgi A, Vecchio K S, Gray G T. The influence of stacking fault energy on the mechanical behavior of Cu and Cu-Al alloys: Deformation twinning, work hardening, and dynamic recovery [J]. Metallurgical and Materials Transactions A, 2001, 32(1): 135-145.
[25] Kalidindi S R, Salem A A, DOHERTY R D. Role of deformation twinning on strain hardening in cubic and hexagonal polycrystalline metals [J]. Advanced Engineering Materials, 2003, 5(4): 229-232.
[26] Barnett M R, Keshavarz Z, Beer A G, Atwell D. Influence of grain size on the compressive deformation of wrought Mg-3Al-1Zn [J]. Acta Materialia, 2004, 52: 5093-5103.
[27] Lan J, John J J, Alan A L, Anil K S, STEPHANE G. Twinning-induced softening in polycrystalline AM30 Mg alloy at moderate temperatures [J]. Scripta Materialia, 2006, 54: 771-775.
[28] Barnett M R. Twinning and the ductility of magnesium alloys. Part I: ��Tension�� twins [J]. Materials Science and Engineering A, 2007, 464: 1-7.
[29] Wang Y N, Huang J C. The role of twinning and untwinning in yielding behavior in hot-extruded Mg-Al-Zn alloy [J]. Acta Materialia, 2007, 55: 897-905.
[30] Bohlen J, Nurnberg M R, Senn J W, Letzig D, Agnew A R. The texture and anisotropy of magnesium-zinc-rare earth alloy sheets [J]. Acta Materialia, 2007, 55: 2101-2122.
[31] Del Valle J A, Carreno F, Ruano O A. In?uence of texture and grain size on work hardening and ductility in magnesium-based alloys processed by ECAP and rolling [J]. Acta Materialia, 2006, 54: 4247-4259.
[32] Zhang Lei, Huang Guang-sheng, Zhang Hua, Song Bo. Cold stamping formability of AZ31B magnesium alloy sheet undergoing repeated unidirectional bending process [J]. Journal of Materials Processing Technology, in press, 2011, 211: 644-649.
[33] Chino Y, Iwasaki H, Mabuchi M. Stretch formability of AZ31 Mg alloy sheets at different testing temperatures [J]. Materials Science and Engineering A, 2007, 466: 90-95.
[34] Chino Y, Kmura K, Hakamada M, Mabuchi M. Mechanical anisotropy due to twinning in an extruded AZ31 Mg alloy [J]. Materials Science and Engineering A, 2008, 485: 311-317.
[35] Suzuki M, Sato H, Maruyama K, Oikawa H. Creep deformation behavior and dislocation substructures of Mg-Y binary alloys [J]. Materials Science and Engineering A, 2001, 319-321: 751-755.
֯����AZ31Bþ�Ͻ��ڲ�ͬ�¶��µij��μ���
�ƹ�ʤ1, 2, �� ��1, 2, ��Т��1, �� ��1, 2, �� ��1, 2
1. �����ѧ ���Ͽ�ѧ�빤��ѧԺ������ 400045��
2. �����ѧ ����þ�Ͻ���Ϲ��̼����о����ģ����� 400044
ժ Ҫ��ͨ��������������(RUB)��������ҵAZ31Bþ�Ͻ��֯�������е������������Ʒ����Ʊ��������¡�100��200��300 ��C�£�ͨ����չ����ʵ���о�AZ31Bþ�Ͻ�ij��μ���ͼ(FLDs)����ԭʼ�����ȣ������º�100 ��C�£�FLD�о�����б֯����AZ31Bþ�Ͻ����ͼ���Ӧ��ֱ������79%��104%��֯��ҲӰ��FLD�г��μ������ߣ�FLC���ķ�Χ�����¶ȸ���200 ��Cʱ�����ְ�ĵ�FLCs�����غϡ�(0002)����֯��ǿ�ȵ������������������³������ܵ���ߣ������������е��¶ȳ������ܵ���ߡ������¶ȵ����ߣ�֯����FLDs��Ӱ�������
�ؼ��ʣ�þ�Ͻ��ģ���������������֯�����������ܣ����μ���ͼ
(Edited by YUAN Sai-qian)
Foundation item: Project (CSTC2010AA4035) supported by Scientific and Technological Project of Chongqing Science and Technology Commission, China; Project (50504019) supported by the National Natural Science Foundation of China; Project (CDJZR11130008) supported by the Fundamental Research Funds for the Central Universities, China; Project (CDJXS10130001) supported by the Chongqing University Postgraduates�� Science and Innovation Fund, China
Corresponding author: HUANG Guang-sheng; Tel: +86-23-65112239; E-mail: gshuang@cqu.edu.cn
DOI: 10.1016/S1003-6326(11)60790-5
