
�й���ɫ����ѧ�� 2004,(10),1677-1682+6-7 DOI:10.19476/j.ysxb.1004.0609.2004.10.010
���Ͳ����乤��
��������ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ,��������ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ ������150001 ,������150001
ժ Ҫ��
ͨ�����Ͳ�Բ��������ʵ��, �о������乤��ԭ�������ι���, �������Ԫģ��õ��˺�ʵ�������Ǻϵ��Ͳĺ�ȷֲ����������ж�ػص�������ʰ뾶���ͲĽ�����䡣�������:����������ʼ��������һ���Ը�, ����ģ�߽ṹ���ұ��ڵ���, ��ֵģ������������乤�յ��Ż�������
�ؼ��ʣ�
��ͼ����ţ� TG386
�ո����ڣ�2004-03-17
Push-bending process of aluminum profile
Abstract��
The push-bending process of aluminum profile was investigated experimentally and numerically. The technical principle and deformation process were researched. The thickness distribution, the curvature after unload and the section distortion of push-bending parts were gotten. The results show that the curvature consistence and section distortion consistence of push-bending parts are high. The forming die is simple and the adjustment is convenient, and the numerical simulation represents the observed response in the laboratory tests fairly well.
Keyword��
aluminum profile; push-bending process; numerical simulation;
Received�� 2004-03-17
�Ͳ����乤�ռ�������ģ�� (ģ�߳ߴ�ԶС������ߴ�) , ���Ͳ�����ʩѹ, ë���������������, �ܹ����������������Գ��εĸ�����״��� (����360���Ͳ�Բ��) �� ���������������ʵ������������������ ǿ�ͻ��� ��Ч�͵ͺ�, ���ؽ��������ſ��� Ħ�г�ɲ���弰�������� ���ռ���е�ṹ������ҵ�й㷺��Ӧ�á� ���ڴ�ͳ�Ͳ���������, ����
���乤�������������������, ģ�߽ṹ��, ����һ���Ժ�, �ܳ��θ�Ϊ���ӵĽṹ���� ����������ι����а������ӽ����Ͳĵĵ��ԡ����ԡ����Ա��ι���, ���λ�������, ë��������״�� �ߴ硢 ë�����ȡ� ���μ����ʰ뾶�� ģ��϶���Ȳ������Գ��ι��̲���Ӱ��, ��������ý�����ϵʽ�������ι��̡� ����ȫ��ʵ����ȷ����ع��ղ���, �����ɽϴ��ʵ�����ļ����������ɱ�, �����ʵ�������Ԫ��ֵģ��������, ���ɶ����乤�յ��о���Ӧ���нϴ��ָ�����á�
����������ͬһģ���������о���2�ֽ������Ͳ��������, �о������乤��ԭ���� ���ι��̡� ���������г����ߡ� ���ʻص��� �������, ����������̼����ʻص��ͽ�������������ֵģ��, ������������Ԫ��ֵģ�����нϺõ�һ���ԡ�
1 ���乤��ʵ��
1.1 ���乤����ԭ��
ͼ1��ʾΪ�Ͳ��������ԭ��, �Ͳ�������ѹ��p������, �����븡������װ����, �������ֺ����ξ���֮��ĵ����Ͳ�, ���뿿ģ�����ξ��ּ��Բ�������Ͳ�, ���Ͳ۵�ǿ���������������Ͳ��Ƴ��� ���Ա����������������Ͳ���, �Ͳ�ë������ȶ����Ρ� �����Ͳ������Ƴ�, ��ʼ�����ƶ���������, ʹ�����Ƴ����Ͳ�Բ����С��������, ���Ƴ��Ͳ�Բ��λ�ÿ������ξ����ϲ�ʱ, �Ͳ�Բ�����������γɵı��ÿռ����Խ�����ξ���, ���������һ����ԭΪƽֱ���Ͳ���������ɾ���״, ת��360���, �˻��ƶ�����, ȡ�¹���, ����״����Զ�ж�ػص�Ϊƽֱ���Ͳ�Բ���� �Ͳ�ë�������辭�����ԡ����ԡ����Եı��ι��̡�

ͼ1 �������ԭ��
Fig.1 Mechanism of push-bending process
���乤��ʵ����WD-1C�͵�������ʵ����Ͻ���, ͨ������������Բ������������г����ߡ� ���β�����ѧ�������1��ʾ�� ���������ͼ2��ʾ, �������״�ߴ���ͼ3��ʾ, ����⾶��Ϊd 153 mm��
1.2 ���շ���
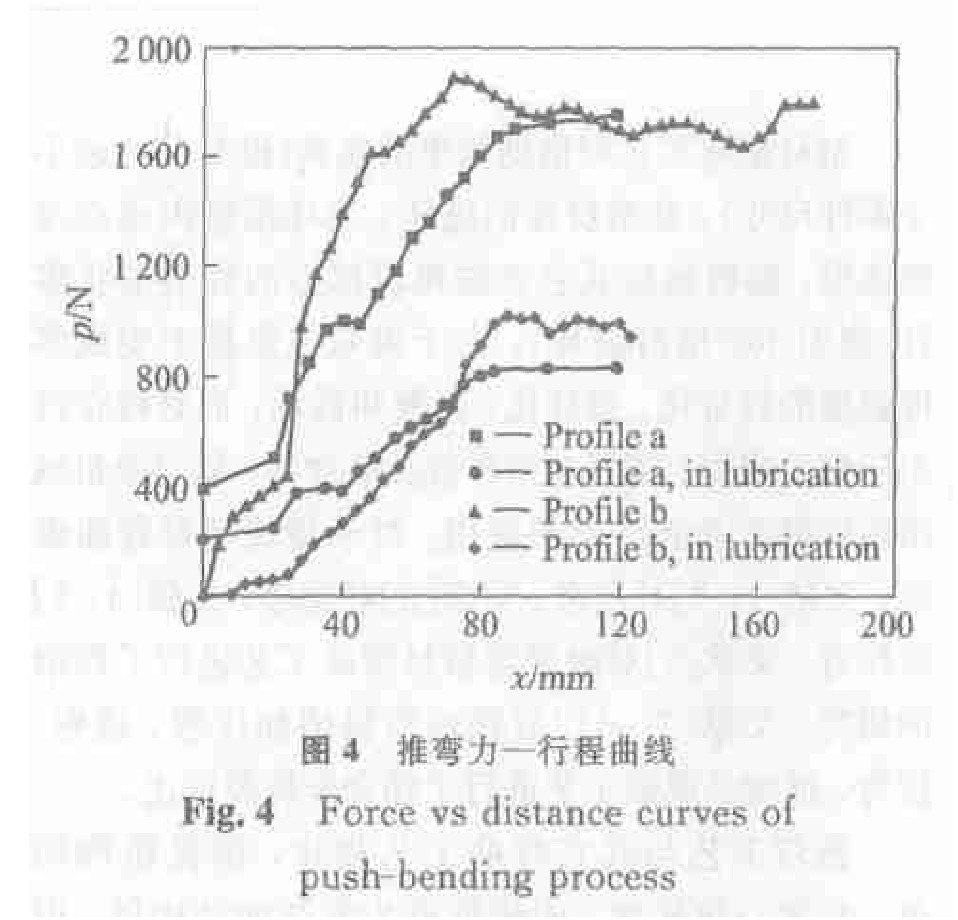
����ͼ4��ʾ���������г�����, �ɽ�������ι��̷�Ϊ3����: ��ѹͷ������, �Ͳ��ڵ����Ͳ���������ƽ����Բ�������Ͳ���ڴ�, �Ͳ�ë���˷�Ħ����ʹ��������������; �ͲĽ���Բ�������Ͳ�, ���Ͳ�Լ���²����������Ա���, ����ѹͷ����, ������������, ֱ���Ͳ�����Բ�������Ͳ�Ϊֹ, Ϊ�˷��Ͳ��������μ������Ͳ۵�Ħ��, �����������ﵽ���ֵ; �Ͳ���㾭��Բ�������Ͳۺ������������ʱΪ�ȶ����ν�, ���Ա��κ�Ħ������������, �����������ﵽ�ȶ�״̬�� ��ͼ4��ʾ�����������г����߿�֪, ����ʹ�������������͡�
��1 ������ѧ����
Table 1 Mechanical properties of material
| E/MPa | �� | ��0.2/MPa | ��b/MPa | n | r |
70 000 |
0.33 | 83.89 | 96.28 | 0.046 | 0.7 |

����������Ͳ�������һ�ּӹ�����, ���ص��������Ͳ����䷽��������Ρ� �Ͳ���һ������, �Ͳ���Բ�������Ͳ۽Ӵ���������, ���������ͲĵIJ�������, �Ͳı�����ģ�߽��ܽӴ��������ƶ�, ���������Ͳ���һ����չ, ֱ���ͲĽ������Բ�������Ͳ�����Ӵ��Ž����ȶ����ν�, ��ʱ�������������� ���������ģ��ѹ����ι��̵�һ����Ҫ��������ģ��ѹ����ι�����, �Ͳ��빤�߽Ӵ������ǵ����ļ�����仯��, �⽫�������Ͳ����ʷֲ��ľ��Ȼ��ͱ��εľ��Ȼ��� ���Ͳ���������ι�������ģ���Ͳ�ʼ�ձ��ֽӴ�, ����ͲĽ�������״̬����������ж�ÿ�����涼����һ��, �ܹ�ʵ�����ʷֲ��ľ��Ȼ��� ���ε�һ���Լ��ص��ľ����ԡ�
����������Ա����������շ������Ӧ�����Ѽ��ڲ�ѹӦ��ʧ������, ����������������������³���, �Ͳ��ڲ���ѹӦ������ʧ�������������������� ��С�ļ�϶������������, ����϶��С�ֿ���ʹ��������������, ʹ�����ë��ʧ��, ��˱����ϸ�����Ͳ���ë��֮��ļ�϶, ��϶�Ŀ��ƻ����뿼��������ڲ�ë����������⡣ ë������������շ�����ʧ��, �Ƿ���ʧ����Ҫȡ����ë�����濹ʧ�ȸնȼ���������
���ʻص��ͽ��������ж�غ���Ӧ���ͷ������ȱ��, �ص�����Ҫȡ�����ͲĽ��漸�γߴ硢 ������ѧ���ܡ� ģ���γߴ���������� ������������ص���ë���������, ���������ȶ�, �����ȶ����Ρ� ������ܱ߸����������һ����, ʹ��ж�غ���������ʺͽ������һ���Ը�, ��Ҳ��������ε��������ڡ� Ϊ��, �����乤��ģ����ƽ�, ͨ����ֵģ���Ż�ȷ��ģ�ߵ���״�ߴ�, ���Եõ��ߴ羫�Ƚϸߵij��μ���
2 ����Ԫ��ֵģ��ͷ���
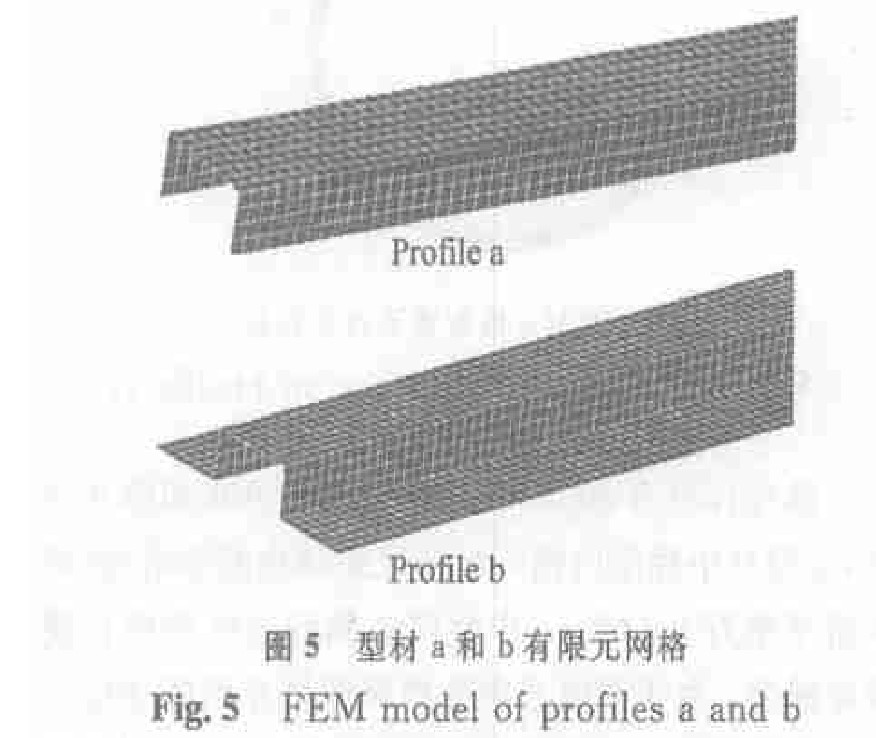
��������Ԫ����PAM-STAMP2000��a��b���ֽ����Ͳ�������ν�����ֵģ��, ���õ�����Ԫģ����ͼ5��ʾ�� a�ͲĽ���ߴ���ͼ3 (a) ����, ����ȡ500 mm, ��1.5 mm��1.5 mm���ֵ�Ԫ, ���淽��16����Ԫ, ���ȷ���334����Ԫ, ����4�ڵ�Mindlin���嵥Ԫ��������, ��˹���ֵ�Ϊ5��; b�ͲĽ���ߴ���ͼ3 (b) ����, ����ȡ500 mm, ��1.5 mm��1.5 mm���ֳ�4�ڵ�Mindlin�ǵ�Ԫ, ���淽��30����Ԫ, ���ȷ���333����Ԫ, ��˹���ֵ�Ϊ5���� ��ë�������䷽�����ڶ��ֺͿ�ģ֮�䡣 ����顢 ���֡� ��ģ�����ξ��ֲ��ø����������� ͼ6��ʾΪa�Ͳ�ë����ģ������Ԫ����ģ�͡�

����ʱӦ��Hill�������Ե���ǿ���������� (���ڸ���ͬ��) :
ʽ�� rΪ���������ָ����
�����������ܲ����ɱ�1������
����ģ����, ����ģ�Ͷ����, ���ģ���Ͳ۵ķ��߷���, �������Ͳıں��趨��ʼģ�����Ͳ�֮��ļ�϶; ���������ٶ��趨Ϊ3 m/s, �г�500 mm; ���ξ��֡� ��ģ���Ͳ�֮��Ӵ�Ħ��������Ϊ0.2, ����顢 ���ֺ��Ͳ�֮�����Ħ�����á�
��PAM-STAMP�н��Ͳ�������̷ֳ�2������ģ��: ������κͳ��κ�Ļص��� ����, ���κ�ص���ģ�����Գ���ģ����Ϊ������, ����Ҫ����ǰһ���Ľ���ļ��� ģ���в�����ʽ�㷨����ʽ�㷨���ϵķ���, ������ι����ö�����ʽ�㷨, ���ص����þ�����ʽ�㷨��
��ͼ7�Ͳ�a������ι��̵�ģ����Կ���, ����Ԫ��ֵģ���ܹ��ܺõ�ģ��������Ρ�
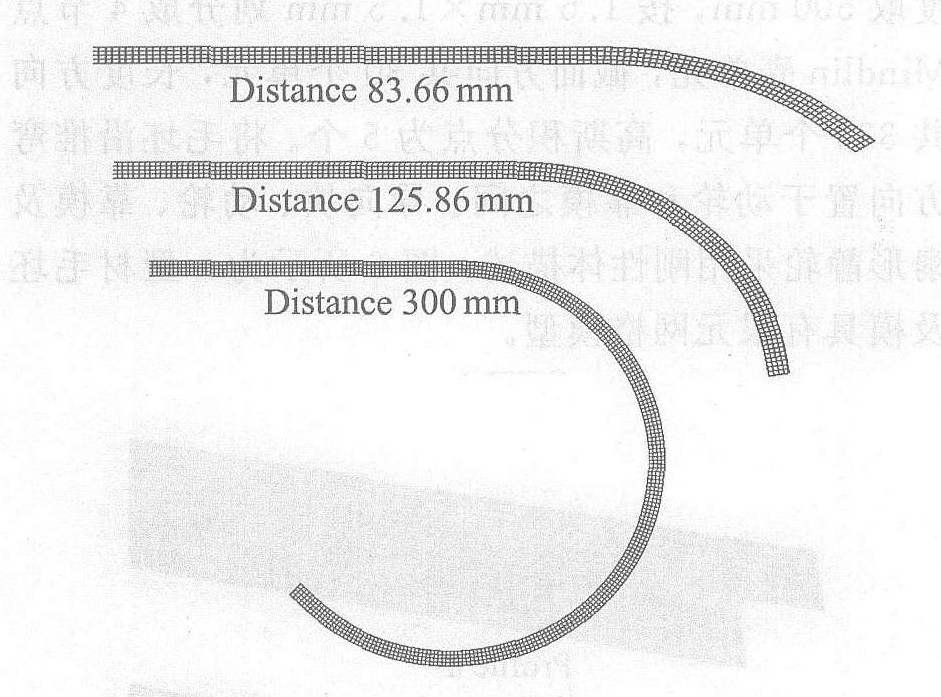
ͼ7 �Ͳ�a������ι���ģ��
Fig.7 Numerical simulation of profile a
�����г�Ϊ300 mmʱ�Ͳĺ�ȷֲ���ͼ8��ʾ, a�Ͳ����Բ��ڲ���ά��ѹ�����±ں����� (���������Ϊ4.14%) , ���Բ������ά�����쳤ʹ�ں����, ����Բ�������Ͳ۶��Ͳ����ʩ�ӽϴ�����Ħ������, ��Ч����������������쳤, ģ��õ����Ͳ�������������ʺ�С (�������ʽ�Ϊ0.71%) , �����������һ�µ�; b�Ͳ����Բ��ڲ���ѹ��ʹ�ں����� (������ԼΪ1.7%) , ���Բ�����������䱡 (������ԼΪ3.4%) , ����ʵ������������� ��ͼ8�ɼ�, �ѱ�������Բ�ܷ���������ڲ���������ͬ, ������������Բ�ܷ��������γ̶ȵ�һ���Ըߡ�
�Իص������ʰ뾶�IJ���, ���о��������·���: 1) �ý���ԳƷ���ȡ�Ͳ�, ��öԳƽ�����, �ڽ����ϲ������ɸ����, ��ͼ9��ʾ (���1, 2, ��, 10, 11˳ʱ������) ; 2) ���ݲ���ͬһֱ���ϵ�3�㶨Բԭ��, ������2�����ʰ뾶ʱ, ȡ���ڲ�� (���1��3) ������⡣ ͼ10��������PAM-STAMP������ʽģ�����Ļص������ʰ뾶��ʵ����������ʰ뾶������ķֲ�, ���Կ���������λص�ʹ���ʰ뾶����, ���ʰ뾶������Ƚ�С���ػ����нϺõ�һ����, ģ���ʵ�������ϽϺá�
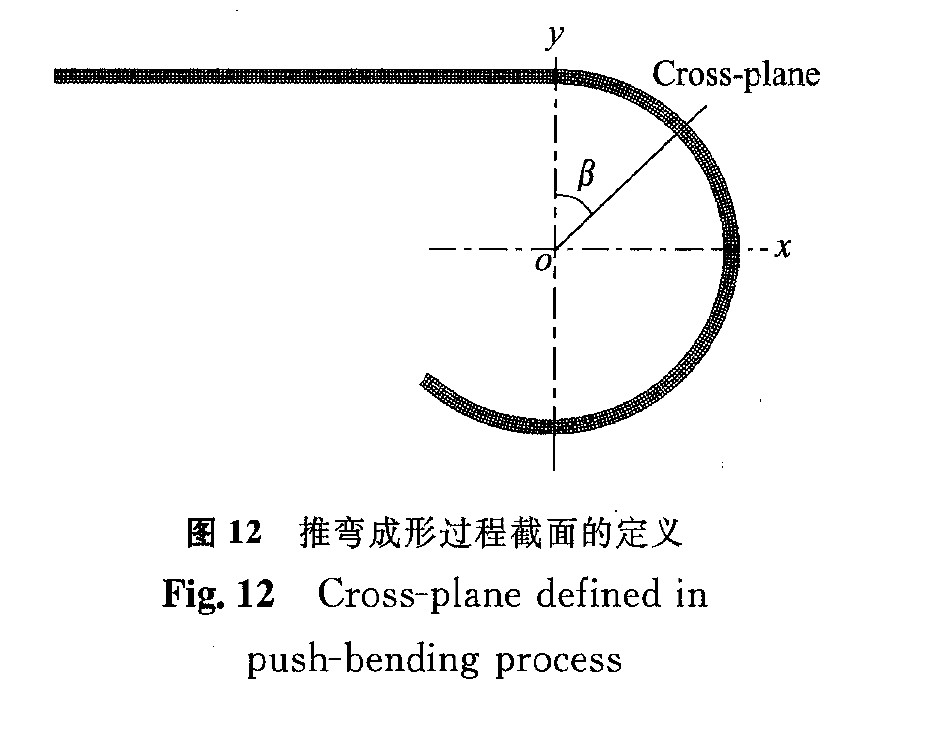
����ʱ, �������Բ���Զ�IJ��ϱ�����������, Ϊ�˼�С��������, �����������Բ㿿��������, �����ͼ11��ʾ�Ľ������, �������̶��ɽ�������������ӳ�� Ϊ�˲����ص���Ľ������, ����������Ϊ�����������o��ƽ��˳ʱ��ת�����ǶȺ�����λ��, ��ͼ12��ʾ�� ��Բ�ܷ���ȡ4�������� (��=45��, 90��, 135�㼰180��) , ��������������, ����ɱ�2������ ���Կ�������Ǻ�С, ˵�����������һ���ԽϺá�


����PAM-STAMP2000����������Чģ���������, �õ��˺�ʵ������һ�µ��Ͳĺ�ȷֲ��� �������ж�ػص�������ʰ뾶���������ı仯����, ���ҿ��ԶԳ����п��ܳ��ֵ�ȱ�ݽ���Ԥ�⡣ �����乤��ģ����ƽ�, ͨ����ֵģ���Ż�ȷ��ģ�ߵ���״�ߴ�, �ǿ��ƻص��ͽ�������ȱ������Ч�ķ����� ����ڸù���ʵ��Ӧ��������Ҫ�����塣

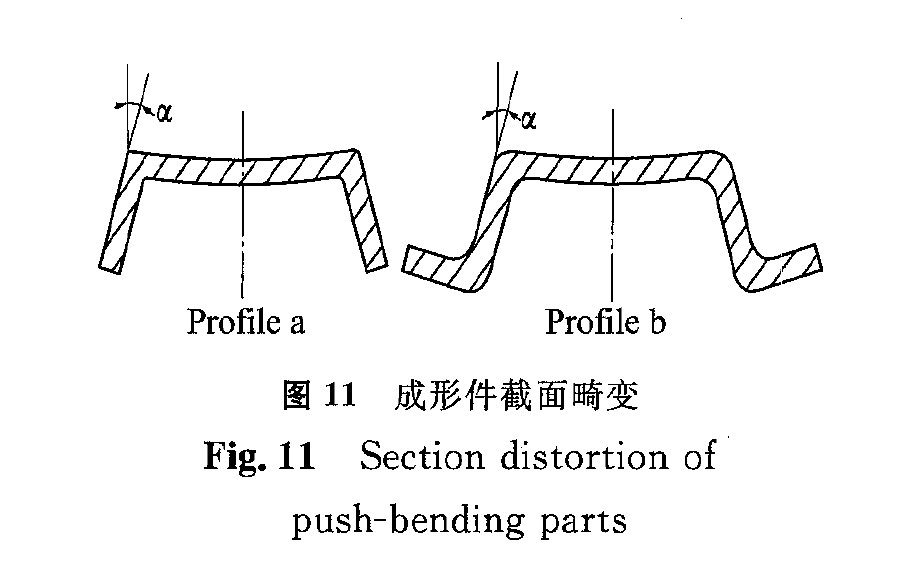
��2 �ص����������
Table 2 Section distortion after unload
Cross- plane positon, ��/ (��) |
Section distortion ��/ (��) |
||||||
Profile a |
Profile b |
||||||
Simulated |
Experi- mental |
Error/ % |
Simulated |
Experi- mental |
Error/ % |
||
45 |
1.14 | 1.34 | 14.9 | 1.18 | 1.04 | 13.5 | |
90 |
1.16 | 1.28 | 9.4 | 1.31 | 1.42 | 7.7 | |
135 |
1.11 | 1.25 | 11.2 | 1.34 | 1.49 | 10.1 | |
180 |
1.14 | 1.32 | 13.6 | 1.24 | 1.07 | 15.9 | |
3 ����
1) ���乤�տ����������Ͳĵij��μӹ��� ��������辭�����ԡ����ԡ����Եı��ι���, ���ص��������Ͳ����䷽���������, �������ȶ�, �ܹ�ʵ�����ʷֲ��ľ��Ȼ��� ���ε�һ���Լ��ص��ľ����ԡ� ж�غ�����������������ʺͽ������һ���Ըߡ� ���õ�������Ч��СĦ���� ������������
2) ��������Ԫģ�ⷽ���о���������ι���, �õ��˺�ʵ�������Ǻϵ��Ͳĺ�ȷֲ��� �������ж�ػص�������ʰ뾶��������䡣 ��ֵģ������������乤�յķ���, ����ڸù���ʵ��Ӧ��������Ҫ�����塣
�����
