

Recrystallized microstructural evolution of UFG copper prepared
by asymmetrical accumulative rolling-bonding process
WANG Jun-li(������), SHI Qing-nan(ʷ����), QIAN Tian-cai(Ǯ���),
WANG Shao-hua(���ܻ�), YANG Xi-kun(��ϲ��)
Research Center for Analysis and Measurement, Kunming University of Science and Technology,
Kunming 650093, China
Received 18 March 2009; accepted 22 July 2009
Abstract:
Copper sheet with grain size of 30-60 ��m was processed by plastic deformation of asymmetrical accumulative rolling-bonding (AARB) with the strain of 3.2. The effects of annealing temperature and time on microstructural evolution were studied by means of electron backscattered diffraction (EBSD). EBSD grain mapping, recrystallization pole figure and grain boundary misorientation angle distribution graph were constructed, and the characteristics were assessed by microstructure, grain size, grain boundary misorientation and texture. The results show that ultra fine grains (UFG) are obtained after annealing at 250 �� for 30-40 min. When the annealing is controlled at 250 �� for 40 min, the recrystallization is finished, a large number of small grains appear and most grain boundaries consist of low-angle boundaries. The character of texture is rolling texture after the recrystallization treatment, but the strength of the texture is faint. While second recrystallization happens, ![]() texture component disappears and turns into {122}<212> cube twin texture component.
texture component disappears and turns into {122}<212> cube twin texture component.
Key words:
severe deformation; asymmetrical accumulative rolling-bonding; ultra fine grains; copper;
1 Introduction
Ultra fine grains (UFG) copper strip has been paid a great attention due to its eminent physical properties [1-3]. Especially, at room temperature, the superplasticity of ultra fine (UF) grained materials can be obtained with little work hardening at high strain rate, which has great practical value in finish machining and micro modeling. Accumulative rolling- bond technique has realized continuous production of UF grained materials[4-7]. However, heat treatment in each pass is required to get rid of the grain boundaries formed in the course of preparations, though the state of interfacial combinations still needs improvement. Asymmetrical accumulative rolling-bonding (AARB) formed from the accumulative rolling-bonding (ARB) and the asymmetrical rolling (AR), with which UF grained materials are made by a pair of rollers with different diameters, so that the asynchronous process is realized. The introduction of asynchronous process into ARB leads to both compressive deformation and shear deformation due to the existence of shear stresses from the asynchronous. The AR promotes the boundary combination, makes it possible to roll at room temperature and accelerates the grain refinement process. Up to now, in the preparation of UF grained materials, reports on ARB are more than those on asynchronous rolling[8]. AARB is proposed for the preparation of the UF grained materials[9-10]. Compared with commonly used nano material preparation with powders, such as equal channel angular pressing (ECAP)[11-12], severe deformation (SD) ARB method can produce bulk UF grained materials and achieve the production of ultra-fine grain materials whose process of making bulks from powders is omitted and some shortcomings in preparations are avoided.
Structures of recrystallizations, types of grain boundaries and textures are important factors influencing the properties of materials, of which the development in the prepared materials should be better understood. As known, texture development in materials is heavily affected by the components and the properties of materials, deformations and annealing techniques[13-14]. A relationship exists among texture development, nucleation in recrystallization and the growth of nucleation. Therefore, whether UF grained materials can be successfully prepared by SD ARB method greatly depends on the techniques of ARB and recrystallizations and what types of grain boundaries are formed. EBSD technology makes it possible to have the macrostructure linked to micro orientations developed in every individual grains, so that the textures developed in various environments are obtained. It also provides exact orientation distribution functions, orientation relationship between grains and the characteristic distributions of grain boundaries developed in materials during recrystallizations, so that the recrystallization process can be controlled, which provides the theoretical bases for the preparation of UF grained materials.
In this work, SD AARB with a rolling strain of 3.2 is applied to prepare UF grained copper strip with initial big grains. Heat treatments are conducted. The recrystallized microstructure, grain size, grain boundary misorientation and texture of UFG copper prepared by AARB are analyzed by orientation imaging microscopy (OIM) technique of EBSD.
2 Experimental
The materials used were pure copper sheet with purity of 99.95%. Copper sheet was cut into a size of 200 mm��20 mm��1 mm and annealed at 600 �� for 1 h before being processed by AARB. AARB process with an asymmetrical ratio of 1.08 was conduced at room temperature and the reduction in thickness per cycle was 50%. Two pieces of the sheets were stacked to 2 mm thick and then rolled. The surfaces to be joined were wire-brushed before stacking. Then, the rolled-bonded sheet was cut into two pieces and stacked again. The same procedure was repeated for 5 passes until the rolling strain reached 3.2. Then the rolled sheets were recrystallization annealed at 250 �� for 30, 40, 50 and 55 min, respectively.
The EBSD analysis was carried out using a program developed by TSL. Inc. (OIMTM) on Phillips XL30 ESEM to obtain a precise characterization of refined grain. Grain mapping, grain boundary mapping, grain size chart, grain boundary misorientation angle distribution graph and pole figure were obtained through EBSD OIM[15]. Each step of collection data is 0.2 ��m. Since the pattern cannot obtain or its image quality is not very high when there is some stress in the samples, SEM is used to examine the samples. All OIM examined sample planes are parallel to the transverse direction (TD) and rolling direction (RD). All SEM examined planes are parallel to the normal direction (ND) and the transverse direction.
3 Results
3.1 Structural morphology of copper before AARB
Fig.1 shows the grain and grain boundary of the copper after annealing at 600 �� for 1 h before AARB. It can be seen that the grain is relatively uniform and its size is 30-60 ��m by EBSD statistics. Most grain boundaries are high-angle ones and most gain boundary misorientation angle is between 45? and 60?.
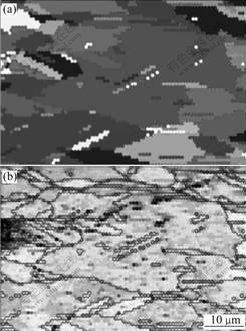
Fig.1 Structural morphologies of copper berfore AARB: (a) EBSD grain mapping; (b) grain boundary mapping
3.2 Microstructure, grain size and grain boundary misorientations of copper in recrystallization process
According to the analysis of annealing process, the recrystallization occurs when the annealing time is more than 30 min at 250 ��. To obtain refined grain and examine the microstructural evolution of the recrystallization process, different annealing time is chosen. EBSD grain mapping of the samples at different recrystallization annealing conditions is shown in Fig.2.
Figs.2(a) and (b) show that the refined recrystallized grains are obtained, and the microstructure is uniform. Fig.2(c) shows that parts of grains have grown up. Fig.2(d) shows that the second recrystallization appears within some big grains.
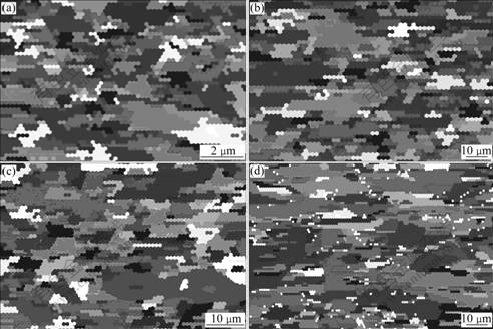
Fig.2 Grain mapping of samples after AARB by five passes and annealing at 250 �� for 30 min (a), 40 min (b), 50 min (c) and 55 min (d)
Fig.3 shows the grain sizes of the samples under different recrystallization annealing conditions. It can be seen that the grain size is mainly between 0.3 ��m and 2 ��m when annealing at 250�� for 40 min, while it is mainly between 0.32 ��m and 4.78 ��m when annealing at 250 �� for 50 min.
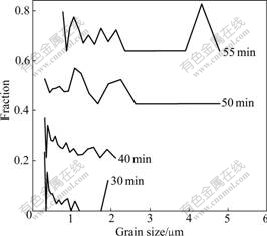
Fig.3 Recrystallized grain size of samples deformed by five passes and annealed at 250 �� for different time
As a function of annealing time, the grain boundary misorientation angle distribution is calculated and illustrated in Fig.4. Most grain boundaries are low-angle ones which are formed by movement, rotation or combination of the dislocations[16], when the recrystallization is finished.
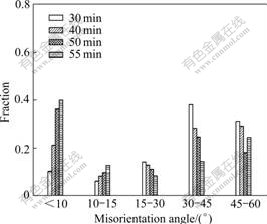
Fig.4 Grain boundary misorientation angle distribution of samples deformed by five passes and annealing at 250 �� for different time
3.3 Texture of copper in recrystallization process
Fig.5 shows the recrystallization pole figures of the samples deformed by five passes and annealing at different conditions. The pole figures of the samples annealed at 250 �� for 30 min and 40 min exhibit a typical copper or pure metal rolling texture, but the strength of the sample annealing for 40 min is weaker than that for 30 min.
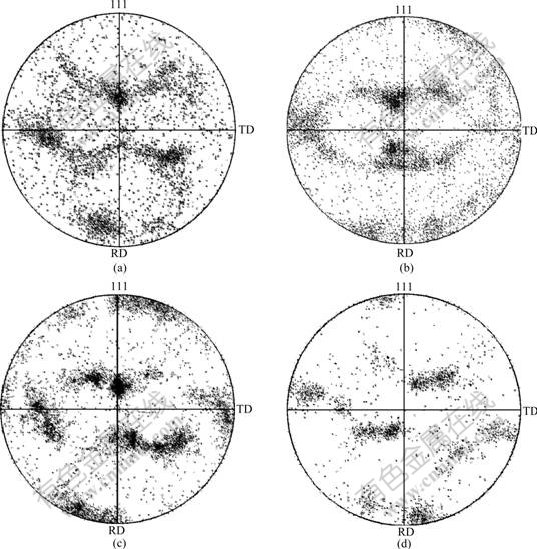
Fig.5 Recrystallization pole figures of samples deformed by five passes and annealing at: (a) 250 ��, 30 min; (b) 250 ��, 40 min; (c) 250 ��, 50 min; (d) 250 ��, 55 min
4 Discussion
The pole figures of Fig.5(a) exhibit the typical copper or pure metal rolling texture, of which the main texture components are ![]() and
and ![]() , and the main texture components remain the same as those of symmetrical rolling. But the strength of the texture after annealing is weaker than that before annealing. The rolling texture also shows that the orientation of most grains is the same after annealing for 30 min, which seems contradictory with the grain mapping. Actually, there are many patterns overlapped in grain mapping of the sample annealed for 30 min, which are rolling diffraction patterns, and the confidence index value is not high. The existence of rolling texture in the sample annealed for 30 min illuminates that the rolling texture has inherited, and the recrystallization nucleation position is selective and subjected to orientation after rolling. While annealing for a longer time,
, and the main texture components remain the same as those of symmetrical rolling. But the strength of the texture after annealing is weaker than that before annealing. The rolling texture also shows that the orientation of most grains is the same after annealing for 30 min, which seems contradictory with the grain mapping. Actually, there are many patterns overlapped in grain mapping of the sample annealed for 30 min, which are rolling diffraction patterns, and the confidence index value is not high. The existence of rolling texture in the sample annealed for 30 min illuminates that the rolling texture has inherited, and the recrystallization nucleation position is selective and subjected to orientation after rolling. While annealing for a longer time, ![]() +
+![]() texture component disappears and turns into {122}<212> cube twin texture component.
texture component disappears and turns into {122}<212> cube twin texture component.
There are three possibilities for textural changes during recrystallization[17]: 1) No significant changes occur (i.e. the main components of the deformation texture are more or less reproduced after recrystalliza- tion); 2) relative randomization of the texture; and 3) relatively insignificant components of the deformation texture become significant after recrystallization. The most significant aspect of the recrystallization texture is the strengthening of ![]() and
and ![]() component. It proves that recrystallization nucleation is along with the rolling microstructure, and the main components of the deformation texture are reproduced. The rolling texture disappears when the second recrystallization happens. To decrease the recrystallized texture, the deformation texture must be decreased and the annealing time must be controlled for avoiding the second recrystallization.
component. It proves that recrystallization nucleation is along with the rolling microstructure, and the main components of the deformation texture are reproduced. The rolling texture disappears when the second recrystallization happens. To decrease the recrystallized texture, the deformation texture must be decreased and the annealing time must be controlled for avoiding the second recrystallization.
The grain mappings and pole figures show that the recrystallized annealing process is not relatively easy to control, and the annealing time is the most important controlling factor. Ultra fine grains are obtained and the texture is the rolling texture after annealing at 250 �� for 30-40 min, which is genetic characteristics of rolling texture, and the recrystallization nucleation is along with the rolling texture orientation and growth. The big second recrystallization grains appear after long time annealing. To obtain ultra fine grains, the strength of rolling texture must be decreased or the annealing time must be controlled, and made the fine structures recovered during deformation.
5 Conclusions
1) UFG copper with grain size of 0.3-2 ��m is obtained when the annealing is controlled at 250 �� for 30-40 min.
2) When the recrystallization is finished, most of grain boundaries are low-angle ones which are formed by movement, rotation or combination of dislocation.
3) The characteristic of texture is rolling texture after the recrystallization treatment, recrystallization nucleation is along with the rolling microstructure and the main components of the deformation texture are reproduced, but its strength is faint. To obtain ultra fine grains, the strength of rolling texture must be decreased or annealing time must be controlled, and made the fine structures recovered during deformation only happen recovery.
References
[1] MISHRA A, MARTIN M, THADHANI N N, KAD B K, KENIK E A, MEYERS A. High-strain-rate response of ultra-fine-grained copper [J]. Acta Materialia, 2008, 56(12): 2770-2783.
[2] ZHU Y T, LIAO X Z. Nanostructured metals retaining ductility [J]. Nature Materials, 2004(3): 351-352.
[3] HAOUAOUI M, KARAMAN I, MAIER H J. Flow stress anisotropy and Bauschinger effect in ultrafine grained copper [J]. Acta Materialia, 2006, 54: 5477-5488.
[4] SHAARBAF M, TOROGHINEJAD M R. Nano-grained copper strip produced by accumulative roll bonding process [J]. Materials Science and Engineering A, 2008, 473: 28-33.
[5] LI B L, TSUJI N, KAMIKAWA N. Microstructure homogeneity in various metallic materials heavily deformed by accumulative roll-bonding [J]. Materials Science and Engineering A, 2006, 423: 331-342.
[6] TSUJI N, SAITO Y, LEE S H. ARB and other new techniques to produce bulk ultrafine grained materials [J]. Advanced Engineering Materials, 2003, 5(5): 338-344.
[7] HUANG X, TSUJI N, HANSEN N, MINAMINO Y. Microstructural evolution during accumulative roll-bonding of commercial purity aluminum [J]. Materials Science and Engineering A, 2003, 340(1/2): 265-271.
[8] KIM W J, LEE J B, KIM W Y, JEONG H T, JEONG H G. Microstructure and mechanical properties of Mg-Al-Zn alloy sheets severely deformed by asymmetrical rolling [J]. Scripta Materials, 2007, 56: 309-312.
[9] WU C H L, SHI Q N, WANG J L, ZHANG K H. Study on recrystallization of copper sheets prepared by asymmetrical accumulative rolling-bond process [J]. Heat Treatment of Metals, 2006, 31(7): 81-83. (in Chinese)
[10] WANG J L, SHI Q N, WU C H L, ZHANG K H. Study on microstructure evolution during fabricating UFG-copper with SD-AARB method [J]. New Technology & New Process, 2006(4): 96-99. (in Chinese)
[11] GENG H B, KANG S, HE S Y. Microstructural evolution and thermal stability of ultra-fine grained Al-4Mg alloy by equal channel angular pressing [J]. Material Science and Technology, 2004, 20(3): 315.
[12] WANG L Z, WANG J T, GUO C H, CHEN J D. Observation of macroscopic shear band in aluminum-based alloy during equal-channel angular pressing [J]. Transactions of Nonferrous Metals Society of China, 2004, 14(5): 957-960.
[13] HIRSCH K, L?CKE M, HATHERLY. Mechanism of deformation and development of rolling textures in polycrystalline f.c.c. Metals��III. The influence of slip inhomogeneities and twinning [J].Acta Metallurgica,1988, 36(11): 2905-2927.
[14] HUMPHREYAS F J, FERRY M. Application of electron backscattered diffraction to studies of annealing of deformed metals [J]. Material Science and Technology, 1997, 13(1): 85-90.
[15] ADAM J S, MUKUL K, BRENT L. Electron backscatter diffraction in materials science [M]. New York: Kluwer Academic/Plenum Publishers, 2001.
[16] PAN J S, TONG J M, TIAN M B. Materials Science [M]. Beijing: Tsinghua University Press, 1998: 514. (in Chinese)
[17] SAMAJDAR I, VERLINDEN B, RABET L, HOUTTE P V. Recrystallization texture in a cold rolled commercial purity aluminum: On the plausible macro- and micro-mechanisms [J]. Materials Science and Engineering A, 1999,266: 146-154.
Foundation item: Projects(50804018, 50564005) supported by the National Natural Science Foundation of China; Project(2003E0003Z) supported by the Key Science Foundation of Yunnan Province, China; Project(08Y0055) supported by Scientific Research Fund of Yunnan Provincial Education Department, China; Project(2008-055) supported by Talents Cultivation Foundation of Kunming University of Science and Technology, China
Corresponding author: WANG Jun-li; Tel: +86-871-5110975; E-mail:junliwangli@yahoo.com.cn
DOI: 10.1016/S1003-6326(09)60178-3
Abstract: Copper sheet with grain size of 30-60 ��m was processed by plastic deformation of asymmetrical accumulative rolling-bonding (AARB) with the strain of 3.2. The effects of annealing temperature and time on microstructural evolution were studied by means of electron backscattered diffraction (EBSD). EBSD grain mapping, recrystallization pole figure and grain boundary misorientation angle distribution graph were constructed, and the characteristics were assessed by microstructure, grain size, grain boundary misorientation and texture. The results show that ultra fine grains (UFG) are obtained after annealing at 250 �� for 30-40 min. When the annealing is controlled at 250 �� for 40 min, the recrystallization is finished, a large number of small grains appear and most grain boundaries consist of low-angle boundaries. The character of texture is rolling texture after the recrystallization treatment, but the strength of the texture is faint. While second recrystallization happens, ![]() texture component disappears and turns into {122}<212> cube twin texture component.
texture component disappears and turns into {122}<212> cube twin texture component.
copper [J]. Acta Materialia, 2008, 56(12): 2770-2783." target="blank">[1] MISHRA A, MARTIN M, THADHANI N N, KAD B K, KENIK E A, MEYERS A. High-strain-rate response of ultra-fine-grained copper [J]. Acta Materialia, 2008, 56(12): 2770-2783.
