
���±�ţ�1004-0609(2009)07-1203-06
Be/AlSi/Be���⺸�ӽ�ͷ������֯
������ɴ��ţ������ȣ�л־ǿ����ʢ��
(�й����������о�Ժ������ 621900)
ժ Ҫ: ��AlSi�Ͻ�Ϊ���ɲ��ϣ����ü��⺸�Ӽ���ʵ��Be��Be�����ӣ�����ɨ��羵������ѹ���Ǽ���羵�Ժ��ӽ�ͷ������֯�����жϿ���ò�����ܽ����о�������������ۺ����ͺ�������֯��Be��AlSi�Ͻ��γɵĸ�����ɣ���������Ӳ�Ⱥ͵���ģ���ֱ�Ϊ2 GPa��140 GPa���ۺ�������Լ10 ��m�����ӽ�ͷ����ǿ��ԼΪ283 MPa�����жϿھ���������Ϊ�����������ԵĻ���ͶϿ��������ۺ���������Ӧ���շ������ơ������еĽ����仯����������ǵ��º��ӽ�ͷʧЧ����Ҫԭ��
�ؼ��ʣ�
��ͼ����ţ�TG 146.2+4���� ���ױ�ʶ�룺A
Microstructure of Be/AlSi/Be welding joint by laser
LI Yu-bin, MENG Da-qiao, LIU Ke-zhao, XIE Zhi-qiang, LI Sheng-he
(China Academy of Engineering Physics, Mianyang 621900, China)
Abstract: Using AlSi alloy as transition material, beryllium with beryllium was welded by laser. The microstructure and performance of the welding joint were studied by means of nanoindentation apparatus, scanning electron microscope (SEM), electron probe microanalysis (EPMA) and transmission electron microscope (TEM). The results indicate that the microstructure of weld and fusion zone for the Be/AlSi/Be laser welding joint is composed of compound phase formed by beryllium and AlSi alloy, and the microhardness and elastic modulus of welding zone are 2 GPa and 140 GPa. The concentration distributions of Al and Si show that the width of fusion zone is about 10 ��m. The shear strength of Be/AlSi/Be welding joint is 283 MPa. The characteristic of shear fractographs is quasi-cleavage with local ductile dimples. According to the analysis for shear fractographs, the micro-crack made by welding thermal stress, intermetallic compounds and gas porosities formed in welding zone are the main cause leading to brittle rupture for welding joint.
Key words: beryllium; AlSi alloy; laser welding; microstructure
���ǵ�ԭ���������ϣ�����һϵ����Խ���ԣ��ں˹�ҵ�ͺ��պ��������й㷺������[1?3]��BRUNDIGE[4]��20����50����Ϳ�ʼ����̼���������屣���������о�������ĺ��ӣ�Ȼ���뺸���Խϲ���ӹ��������ײ������ֺ���ȱ�ݣ��谭����Ĺ��̻�Ӧ�á���ĿǰΪֹ������������ǥ������ɢ ��[5?8]������Ϊ�Ϻõ��뺸�ӷ���������������ֱ�Ӻ� ���ѶȺܴ��о���[9?13]���������뺸�������ӹ��ɲ���(Al-Si��Al-Cu��Al-Mg)��ʹ�����������ת��Ϊ������ɲ��ϼ�����ӣ��Ը�����Ĺ��պ����ԡ����й����뺸���о��������漰���ۻ����Ӽ��������ײ��࣬��ʢ�͵�[14]�о��˼��⺸�ӹ��ղ����������������Ե�Ӱ�죬����˼������빦�������Ƴ��ָ��ʼ��һЩ��ϵ��
�������߲�������Nd?YAG���⺸�����о���AlSi�Ͻ���Ϊ���ɲ��ϵ�Be/AlSi/Be���⺸�ӹ��գ�����ɨ��羵(SEM)������ѹ���ǡ�����̽��(EMPA)����羵(TEM)��ϸ�������ӽ�ͷ������֯�����ܡ����о��������������о���ļ��⺸���ԣ���չ���Ӧ�÷�Χ��������Ҫ�����ۼ���ʵ���塣
1 ʵ��
ʵ�����Ϊ�ȵȾ�ѹ��(HIP)��AlSi�Ͻ�����Ҫ��ѧ�ɷ����1���С��뻷�ӹ����⾶30 mm���ھ�26 mm������ֹ�ڣ�AlSi�Ͻ���ɻ��ߴ�Ϊ�⾶30 mm���ھ�27 mm�����0.4 mm��AlSi����Ƕ�ڱ������뻷�䡣���͵�Be/AlSi/Be���⺸�ӹ���Ϊ���Լ�Ԥ�� 100 �桢�����1 500 W�������ٶ�600 mm/min��
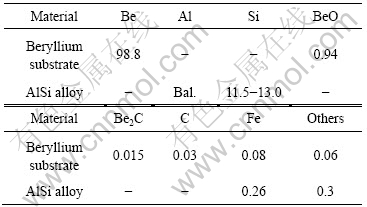
��1 Be��AlSi�Ͻ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of Be and AlSi alloy (mass fraction)
��ȡ���ӽ�ͷ������������ᡢ�������������Һʴ�̡�����TriBolndenter����ѹ���Dz������ӽ�ͷ���������Ӳ�Ⱥ͵���ģ��������IXA?80ɨ��羵(SEM)������̽��(EPMA)�۲�ͷ������ӽ�ͷ����֯��ò�ͼ��жϿ�����������H800��羵(TEM)��ѡ���������似���������ӽ�ͷ�ۺ����γ�������ò�ͷֲ���̬��
2 ��������
2.1 ���ӽ�ͷ����֯
2.1.1 ��֯��ò
����ɨ��羵�۲�Be/AlSi/Be���ӽ�ͷ����֯��ͼ1��ʾΪ���ӽ�ͷ������ò��
��ͼ1�пɿ��������ӽ�ͷ��Ҫ�ɺ��������ɣ��ۺ����ͺ�����Ӱ������խ���������������ԭ��Ӧ������ȷѡȡAlSi�Ͻ���Ϊ���ɲ��Ϻ��ƶ��ʵ��ļ��⺸�ӹ����йء���Ϊ���ӹ��ɲ��Ϸ���ʵ���������ۺ����ӣ��ۺ�������Ӱ���������ײ�������ȱ�ݵ������ڱ�֤���ӽ�ͷ��Ч��������£�Ӧ�þ�����С���������ķ�Χ���Խ��ͺ��ӽ�ͷ����ȱ�ݵļ��ʡ�

ͼ1 ���⺸�ӽ�ͷ����֯
Fig.1 Microstructure of laser welding joint
���ۺ�����һ��ɨ��羵�۲죬������Ӱ�������ۺ���֮��������ԵĽ���(ͼ2(a))���ۺ����ϣ��뾧���Է��Է��ᾧ����״����̬����ֱ�ڻ������ۺ�������������AlSi�Ͻ�(ͼ2(a)�а�ɫ��֯)���ۺ�������֦����ʽ���뾧������ϣ����ž��������������뾧����ò����״��������ᾧת�䡣��ͼ2(b)���Կ�����AlSi�Ͻ���ᾧ��֯�ͷֲ��ڵ��ᾧ�ϵ�

ͼ2 �ۺ����뺸�����ĵ�����֯
Fig.2 Microstructure of center on fusion(a) and weld(b) zone
С�������˺���������ò������EPMA�Կ�Ԫ�ر��������ֶ���������Ԫ��ΪBe��Al��Si������Be-Al��Be-Si��Al-Si��Ԫ��ͼ�ͼ��⺸����ѭ���ص㣬Be��Al��Si�����γɽ����仯��������ࡣ��ˣ�����������Ϊ�������ij��ֿ���ԭ�����۳�����ʱ�����۳ؽ������������뵽�������ĵ�Һ̬�����Ƚᾧ���ڿ�����ȴ��������������������ϸС������ʽ��ɢ�ֲ���������̵�AlSi�Ͻ�����ϣ���Щ������ڽ���ʴ��ʱ����ʴ���䣬��������Ƭ����ʾ�������ij����˿��������������������ж�Be/AlSi/ Be���ӽ�ͷ�ۺ����ͺ���������Be��AlSi�Ͻ�ĸ�������֯���ɡ�
2.1.2 Ԫ�سɷַ���
ͼ3��ʾΪ���ӽ�ͷ�ۺ�������Al��SiԪ�طֲ���
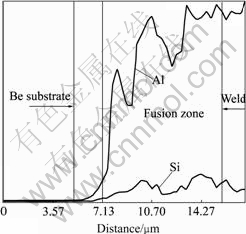
ͼ3 ���⺸�ӽ�ͷ�ۺ���������Ԫ�طֲ�
Fig.3 Element distribution near fusion zone
����Ӱ��������EPMA��ɨ�裬��ͼ3��֪����5~15 ��m��Χ��Al��SiԪ�ؼ�����������������ƣ��������������û�����Ե�����벨������˵���ڱ����������ú��ӹ����������γɵ�Be/AlSi/Be���ӽ�ͷ�ۺ�������ԼΪ10 ��m��
2.2 ���ӽ�ͷ��Ӳ��
�Ժ��ӽ�ͷ��������Ӳ�Ⱥ͵���ģ���ⶨ�������ͼ4��ʾ�������غ�Ϊ������ۺ���15 ��N����Ӱ����30 ��N������ʱ��15 s��
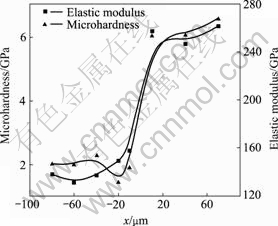
ͼ4 ���ӽ�ͷ�ۺ�����������Ӳ�Ⱥ͵���ģ��
Fig.4 Microhardness and elastic modulus of laser welded joint near fusion zone
ʵ���ú���������Ӳ�Ⱥ͵���ģ���ֱ�Ϊ 2 GPa��140 GPa���Դ���AlSi�Ͻ����Ӧֵ0.9 GPa��120 GPa(��ԭ��Ӧ���뺸������к���������й�)����ԶС��Be�������Ӳ�Ⱥ͵���ģ��(Be����Ӳ��Ϊ7 GPa������ģ��Ϊ250 GPa)����ͼ4��֪���ۺ�������Ӳ�Ⱥ͵���ģ��ƽ���ش���Ӱ�����������ɣ�����Ӳ�Ⱥ�ģ��������ʽʹ��ͷ�ۺ���������״̬�²�����Ϊ��������Ӧ�����ж����¹���ʧЧ��Ϊ���ӽ�ͷ������õ���ѧ���ṩ�˱�֤��
2.3 ��ͷ���жϿ���ò�����ѷ���
2.3.1 ���ӽ�ͷ���жϿ�SEM����
����ʵ������ʾ�����������µ�Be/AlSi/Be���ӽ�ͷƽ������ǿ��Ϊ283 MPa���Ӽ��жϿڵ�ɨ��羵��Ƭ(��ͼ5)�������Ͽڱ�����ò��������������Ϊ�������оֲ����Զ��ѵĻ�϶Ͽ�������

ͼ5 ���⺸�ӽ�ͷ���жϿ���ò(SEM)
Fig.5 Morphologies of shear fracture surface for laser welded joint: (a) Center of weld zone; (b) Near fusion zone
��ͼ5(a)��A��ͷ��ָ���Է��֣���ͷ���жϿڱ���������ѣ��������ѱȽ�dz��С����ͼ5(a)��B��ͷ��������Ͽڱ����кܶ��Ϊƽ̹�������棬��Щ�������Ͽ�������ؿ�������״���ƣ���һЩ�������Ե�����Է���ϸС������(��ͼ�м�ͷC��ʾ)��ͼ5(b)�м�ͷ��ָ����ʾ�Ͽڱ�������ؾ����ƣ��Ǽ��ж����ؾ��翪�Ѻ����µĺۼ���ͬʱ�Ͽڱ�����ִ���ɢ�ҵĽ����仯��������Щ�������һ���IJ�״�����״������ò���ɴ˿�֪��Be/AlSi/Be���⺸�ӽ�ͷ�ڼ������������ڴ��Զ���ʧЧ��
2.3.2 ���ӽ�ͷ���ѷ���
Be/AlSi/Be���⺸�ӽ�ͷ�ļ��ж��ѻ���ʮ�ָ��ӣ����ɲ��������������ܵIJ��졢���ӹ������γɵ���������Ӻ����ȣ����ǵ��½�ͷʧЧ��ԭ��
1) ���Ӳ��ϵ�Ӱ��
Be��AlSi�Ͻ���ȴ���ϵ����������ϵ����ͬ������ض����ۺ������������ϴ������Ӧ��������ں��ӹ������������к�Ԫ�����ɽ�����ǽ���������ڶ��߹�ͬ�����£������շ����ۺ��������������ơ�ͼ6��ʾΪ�ۺ�������������֯����ͼ6��֪���ں��ӽ�ͷ�ۺ�������������ڹ���״ϸС���ƣ���Ӧ�������£��⽫�Ǻ��ӽ�ͷ���ѵ����֮һ��

ͼ6 �ۺ�����������֯
Fig.6 Microstructure near fusion zone
2) �������Ӱ��
�����еĴ��Ի�����Խ�ͷ�Ķ�����ʽ����Ҫ��Ӱ�졣Be��Al��ѧ���ʶ��ܻ��ã���������뺸���е����������������̶��γɸ��ӵĽ����仯�����ࡣ���ڴ��Ի���������Be����ͺ����������ѧ���ܼ�����ṹ�������Բ��죬��Ӧ�������£����Ի����︽�����ײ������ƣ������յ��º��ӽ�ͷ���ѡ�
����EMPA�������ӽ�ͷ���жϿڱ���������Ҫ��Be��Al��O��Ԫ����ɣ�����Ԫ�غ���(Ħ������)����3��Ԫ�ؼ��п����γɵĻ���������ɼ���˹�����ܸߵ�[15]���Ʋ��������ΪBeO?xAl2O3�����仯�����Ӧ�������£��˴����׳�Ϊ����Դ��
3) ��������Ӱ��
ͼ7��ʾΪ���жϿڱ�������������ò����ͼ6��֪�����жϿڱ�������������ף�����һЩ���������������ơ�
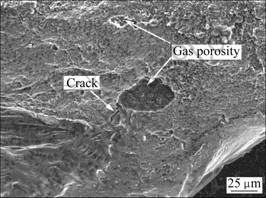
ͼ7 ���жϿڱ�������������ò
Fig.7 Morphology of gas porosity and crack on shear fracture surface
�������������Ͻ�Ϊ���ɲ��ϵ��뼤�⺸���г�����ȱ�ݣ��γ�����ԭ���Ǻ��ӱ������ջ���λ����Ĥ�к���H2O��������H2O�ֽ����H�ܽ����۳أ�����������ʱ��H�������ݳ��������ں������γ����ס����ײ����������������Ч�������棬ͬʱҲ��ʹ���ӽ�ͷ����Ӧ�����У��������ͺ��������ǿ�Ⱥ����ԣ��������Ҳ�п�����Be/AlSi/Be���⺸��ͷ�Ķ���Դ��
2.4 ���⺸���ӽ�ͷ�ۺ���TEM����
һ����ԣ��ۺ����Ǻ��ӽ�ͷ�ı�����λ�����ʵ�������羵(TEM)��Be���⺸�ӽ�ͷ�ۺ��������ľ�ϸ�ṹ���������������ͼ8��ʾΪ��ͷ�ۺ�����TEM��ò��ѡ����������ͼ��ָ���궨�����
ͼ8(a)��ʾΪ�ۺ�������TEM����ͼ8(a)�ɿ������ۺ�����������ɣ��뾧�����ۺ����Է��Է��κ���״��ģʽ�����������������ۺ����ں����Ľ��ͣ������ߴ�Ҳ��С��������Ͻ������������뾧������֦����ʽ�����������߽��ʮ�ֽ��ܡ�ͼ8(b)��ʾΪ�ۺ������뾧�紦ѡ���������� �ף���������ǿ����ߵ�������ྦྷ�������궨�����仨���е�ǿ����ߵ��Ӧ���������ṹ(HCP)��Be��BBe=[![]() ]�������价������������(FCC) �ṹAl���BAl=[220]��BAl=[113]����Ȼ���������Ʊ��ľ��ȣ�ֻ���ۺ��߸���������Al��Be�࣬δ����Si�࣬��������Ϊ��ʱ��SiӦ�ú�Al�γɹ�������ǹ�������ˣ��о���Ϊ�ۺ����������Ͻ��ϴ�û�г��������ֲ��ϵ��������ɣ��������ɲ���AlSi�Ͻ����ۺ����Ľ�Ϸ�ʽ��������ߺ��ӽ�ͷ����ѧ���ܡ�
]�������价������������(FCC) �ṹAl���BAl=[220]��BAl=[113]����Ȼ���������Ʊ��ľ��ȣ�ֻ���ۺ��߸���������Al��Be�࣬δ����Si�࣬��������Ϊ��ʱ��SiӦ�ú�Al�γɹ�������ǹ�������ˣ��о���Ϊ�ۺ����������Ͻ��ϴ�û�г��������ֲ��ϵ��������ɣ��������ɲ���AlSi�Ͻ����ۺ����Ľ�Ϸ�ʽ��������ߺ��ӽ�ͷ����ѧ���ܡ�

ͼ8 �ۺ�����TEM����
Fig.8 TEM analysis near fusion zone: (a) TEM morphology; (b) Electron diffraction pattern; (c) Schematic index diagram of panel(b)
3 ����
1) ���ӽ�ͷ���������ۺ�����֯��Be��Al�γɵĸ�����ɣ������ں��ӽ�ͷ�����Ա��Σ���߽�ͷ���ۺ���ѧ���ܡ�
2) ���ӽ�ͷ��Ҫ�ɺ��������ɣ��ۺ����Ŀ��ȴ�ԼΪ10 ��m����������Ӳ�Ⱥ͵���ģ���ֱ�Ϊ2 GPa��140 GPa���ۺ�������Ӳ�Ⱥ͵���ģ������ƽ����ʹ�ۺ���������״̬�²�����Ϊ��������Ӧ�����ж����¹���ʧЧ��Ϊ���ӽ�ͷ������õ���ѧ���ṩ�˱�֤��
3) ���ӽ�ͷ����ǿ��Ϊ283 MPa�����жϿڳ���������Ϊ�����������ԵĻ���ͶϿ��������ۺ���������Ӧ���շ������ơ������еĽ����仯����������ǵ��º��ӽ�ͷʧЧ������Դ��
���
���о��������й����������о�Ժ�ص����֧�֣����Ʋ����ν���Э����ɼ��⺸�ӹ���ʵ�飬�ڴ�һ����ʾ��л��
[1] �ﱾ˫. ���Ӧ�ý�չ[J]. ϡ�н���, 1995, 19: 127?131.
SUN Ben-shuang. Advanced in beryllium application[J]. Chinese Journal of Rare Metals, 1995, 19: 127?131.
[2] KLEYKAMP H. Thermal properties of beryllium[J]. Thermochimica Acta, 2000, 345: 179?184.
[3] ASSMORE E M. Fusion welding of beryllium[J]. Welding Journal Research Supplement, 1964, 43(3): 116?119.
[4] BRUNDIGE E L. Welding of beryllium[J]. Welding Journal Research Supplement, 1959, 38(10): 410?414.
[5] HAUSER D. Electron beam welding of beryllium[J]. Welding Journal Research Supplement, 1967, 46: 525?529.
[6] ������, ���츻, ����Ƽ. ����HR-1����ָ�Ӧǥ�����������о�[J]. ϡ�н���, 2001, 25(6): 419?422.
ZHANG Peng-cheng, WANG Qing-fu, WU Shao-ping. Characteristics of interface between beryllium and HR-1 stainless steel by induction brazing[J].Chinese Journal of Rare Metals, 2001, 25(6): 419?422.
[7] KALIN B, FEDOTOV V, SEVRYUKOV O, PLYUSCHEV A, MAZUL I, GERVASH A, GINIATULIN R. Be-Cu joints based on amorphous alloy brazing for divertor and first wall application[J]. Journal of Nuclear Materials, 1999, 212?271: 410?414.
[8] KHOMU TOV A, BARABASH V. Beryllium for fusion application-recent results[J]. Journal of Nuclear Materials, 2002, 307?311: 630?637.
[9] HICKEN G K. Joining beryllium by electron beam braze welding technique[J]. Welding Journal Research Supplement, 1967, 46(12): 541?558.
[10] SCAFFIDI-ARGENTINA F, LONGHURST G R, SHESTAKOV V, KAWAMURA H. The status of beryllium technology for fusion[J]. Journal of Nuclear Materials, 2000, 283?287: 43?51.
[11] WATSON R D, YOUCHISON D L, DOMBROWSKI D E, GUINIATOULINE R N, KUPRIYNOV I B. Low cycle thermal fatigue testing of beryllium[J]. Fusion Engineering and Design, 1997, 37: 553?579.
[12] COTTON J D, FIELD R D. Microstructural Features of cracking in autogenous beryllium weldments[J]. Metallurgical and Materials Transactions, 1997, 28A(3): 673?680.
[13] BONFIELD W, LI C H. The Microstrain characteristics of beryllium[M]. Philadelphia: Gordon and Breach Science Publishers, Inc, 1966: 539?567.
[14] ��ʢ��, л־ǿ, ���Ʋ�, �ⶫ��, ������. ���YAG���⺸�������������о���[J]. �����Ϲ���, 2005, 35(3): 43?47.
LI Sheng-he, XI Zhi-qiang, JIANG Yun-bo, WU Dong-zhou, ZHANG You-shou. Sensitivity to cracking of beryllium by YAG laser welding[J]. Aerospace Materials & Technology, 2005, 35(3): 43?47.
[15] ��Ӣ��, �����, ��Сϼ. ��������ѧ�����ֲ�[M]. ����: ������ѧ������, 1994: 449?473.
LIANG Ying-jiao, CHE Yin-chang, LIU Xiao-xia. Manual of the thermo-physical data on mineral material[M]. Shengyang: Northeastern University Press, 1994: 449?473.
������Ŀ���й����������о�Ժ�ش����������Ŀ(2005Z0302)
�ո����ڣ�2008-12-17�������ڣ�2009-03-13
ͨѶ���ߣ������ʿ���绰��0816-3626940; E-mail: zaoxiao496@sohu.com
(�༭ ����Ⱥ)
