

Retrogression and re-aging treatment of Al-9.99%Zn-1.72%Cu-2.5%Mg-0.13%Zr aluminum alloy
FENG Chun(�� ��)1, LIU Zhi-yi(��־��)1,
NING Ai-lin(������)1,2, LIU Yan-bin(���ӱ�)1, ZENG Su-min(������)1
1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. Department of Laser Technology and Materials, Shaoyang Institute, Shaoyang 410020, China
Received 30 September 2005; accepted 6 January 2006
Abstract:
The effect of retrogression and re-aging(RRA) heat treatment on the microstructure and mechanical properties of a low frequency electromagnetic casting alloy as Al-9.99%Zn-1.72%Cu-2.5%Mg-0.13%Zr was investigated by tensile properties test, Vickers hardness, electrical conductivity test, DSC analysis, SEM and TEM observation. The results show that RRA heat treatment can improve the stress corrosion cracking(SCC) properties with retention of the high strength of T6 level. After preaging at 100 �� for 24 h, retrogression at 200 �� for 7 min, and then re-aging at 100 �� for 24 h, the alloy obtains tensile strength up to 795 MPa, yield strength up to 767 MPa, maintains 9.1% elongation, and electric conductivity of 35.6%IACS. TEM observation shows that the re-dissolution of GP zone and �ǡ� phase in the early stage of regression leads to the decrease of hardness, then the increase in the volume fraction of �ǡ� and �� phases leads to the increase again in the peak value, and finally the general coarsening of all particles results in a softening of the alloy. Meanwhile it is found that the conventional T6 heat treatment as the preaging and re-aging regime is not the optimum regime to the RRA treatment of the high-zinc content super-high strength aluminum alloy.
Key words:
Al-Zn-Mg-Cu alloy; retrogression; re-aging; microstructure; mechanical properties; stress corrosion cracking;
1 Introduction
The 7000 series aluminum alloys have been widely used as aircraft structure material because of their high strength/density ratio. This series of alloys provide high strength in the T6 condition but are prone to stress corrosion cracking(SCC).The resistance to SCC can be improved by over-aging to the T7 temper, such as T73 and T76, but it is at the expense of a 10%-15% reduction in strength when compared with the T6 temper[1]. CINA[2] invented a retrogression and re-aging(RRA) heat treatment in Israeli Airplane Company in 1974, which consists of three steps: firstly, pre-age the material at low temperature (115-125��) after solution treatment; then, retrogress the alloy for a short period of time at a high temperature (200-260��); finally, re-age the alloy at a low temperature (115-125��). RRA heat treatment can enhance the SCC resistance, while retaining the T6 strength of the 7075 alloy.
Through 20 years�� efforts, scientists not only had a clear and overall understanding of the process of RRA, but also gained many experimental data about some commercial 7000 series alloys such as 7��75[3, 4] and 7��50[5, 6]. Based on the above-mentioned research on RRA heat treatment, the American Aluminum Industry Company (Alcoa) registered the first practical standard of RRA heat treatment as T77 on plates and extrusions of 7000 series alloys in 1989[7]. Then the 7055-T77 plates had been successfully used as the main structural material of Boeing-777 plane in 1995. Recently 7150- T77 plates and extrusions have been widely used as the main frame and bulkhead structure materials[8]. And by raising the content of zinc in the alloy, a new type of IM/7055-T77 super-high strength aluminum alloy has been used as the upper skin and the longeron of Boeing- 777. Due to the commercial secrecy, the details of T77 heat treatment, however, can not be consulted for.
The purpose of this study is to investigate the influence of RRA on the mechanical properties and SCC resistance, and the evolution of microstructure of a new type low frequency electromagnetism casting alloy, and
provide foundation for the optimization of RRA heat treatment to the super-high aluminum alloy.
2 Experimental
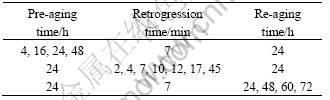
The cast ingots of employed alloys in this study were made by low frequency electromagnetic casting and its chemical compositions are listed in Table 1. The ingots were homogenized at 430 �� for 6 h , 455 �� for 16 h and then hot squeezed into cylindrical rods of 12 mm in diameter. The extrusion ratio is 17.5. The calorimetric measurements were made using DTA analysis with a constant heating rate of 20 ��/min. According to the results of DTA analysis[9], the promotive-solution treatments were applied to the alloys, namely 450 ��, 2 h+470 ��, 1 h. The alloys were then quenched in cold water. Single step artificial aging and RRA heat treatment were performed respectively after solid resolution treatment. According to the result of DSC analysis of T6 condition, the retrogression temperature was fixed at 200 ��. The regime of pre-aging time, retrogression time and re-aging time are listed in Table 2.
Table 1 Chemical compositions of investigated alloys (mass fraction, %)
![]()
Table 2 Parameters of different RRA heat treatments
The mechanical properties test was performed on a universal tensile testing machine of CSS-44100 type. The Vickers hardness test was performed on HVA-10A low load Vickers hardness test machine. The load of each test was 98 N, and the duration was 10 s. Each point represented the mean value of measurements on 3 disks. There exists the positive relationship between SCC and the variation of conductivity[10], therefore, the trend of different heat treated alloys to SCC can be indentified by conductivity test in this study. A JSM-5600LV scanning electron microscope was used for the microstructure inspection and fracture observation. Transmission electron microscopy observation(TEM) was performed on a Tecnai G2 20 microscope operated at 200 kV. The TEM specimens were prepared by mechanically grinding each side of the sample to about 10 ��m thickness. Further thinning to a thickness of electron transparency was carried out by electrolytic jet polishing with accelerating voltage and current of 12-15 V and 70-90 mA respectively, and liquid nitrogen for cooling the specimen. NETZSCH STA 449C DSC analysis machine was used for DSC investigation of peak aging alloy.
3 Results3.1 Mechanical properties of single-step aging
Fig.1 shows the mechanical properties of the studied alloy aged at 100 �� for various times. The as- quenched alloy presents lower tensile strength (613MPa) and higher elongation (12.2%) compared with the single- step aged alloys. The tensile strength increases gradually with the prolonging of aging time. The peak value up to 788 MPa of tensile strength presents at 48 h. And then the tensile strength decreases gradually, also the character of over-aging is more and more obvious. The elongation has somewhat decreased, but it presents a smooth variation (8%-10%) with the increase of aging time. As we can see from the mechanical properties curves, the optimum single-step aging treatment of the alloy is at 100 �� for 48h (T6).

Fig.1 Mechanical properties of alloy after 100 �� aging treatments
3.2 DSC analysis
The DSC curve after 100 ��, 48 h aging treatment is shown in Fig.2. It can be seen that the dissolving temperature of the main strengthening phase is 170-230 ��. And the peak temperature of dissolving is about 200 ��. This result is similar to the result of PARK and ARDELL[11].
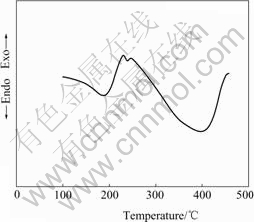
Fig.2 DSC thermogram of sample after T6 heat treatment
3.3 Effect of RRA treatment on hardness and mechanical properties of alloy
The variations of Vickers hardness during retro- gression at 200 �� for different times and after re-aging treatments are shown in Fig.3. The retrogression curve can be divided into three stages: the initial rapid drop in strength, the subsequent increase in strength which gives rise to a secondary peak, and finally the last stage where the strength begins to drop again. Compared with the retrogression curve, the re-aging curve can be divided into two regimes. First, the hardness increases from the T6 point to the peak value. And then, with the increase of retrogression time it descents to a relatively low value.

Fig.3 Variation of hardness of sample during retrogression at 200 �� and after retrogression plus re-aging treatment
The curves of mechanical properties after RRA treatment are shown in Fig.4. Fig.4 indicates the same behavior as the hardness. The peak value of strength after RRA treatment appears when retrogressed for 7 min, the corresponding tensile strength, yield strength and elongation are 795 MPa, 767 MPa and 9.1% respectively. Compared with T6 treatment, the tensile strength after RRA treatment has been increased by about 1%.

Fig.4 Variation of mechanical properties after RRA heat treatment by retrogression at 200 ��
3.4 Effect of pre-aging and re-aging on mechanical properties of alloy
Fig.5 shows the influence of different pre-aging treatments on the mechanical properties of the alloy after RRA treatment, in which the strength presents an increase and then a decrease with the prolonging of aging time. The peak value of tensile strength appears after pre-aging for 24 h. Compared with pre-aging for 48 h (T6), pre-aging for 24 h increases the tensile strength and elongation about 2.1% and 10.9% respectively.
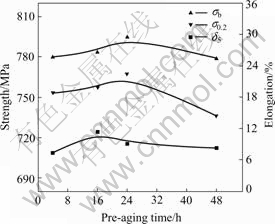
Fig.5 Variation of mechanical properties after pre-aging for different times
The effect of re-aging on the mechanical properties of the alloy is shown in Fig.6. As can be seen from the figure, the strength of the alloy decreases gradually with the prolonging of aging time. The elongation decreases first and then increases again with the increase of re-aging time. Compared with re-aging for 48 h (T6), re- aging for 24 h increases the tensile strength and elongation about 1.2% and 13.8% respectively.

Fig.6 Variation of mechanical properties after re-aging for different times
3.5 Influence of RRA on conductivity
The variation of conductivity of samples after different RRA treatments is shown in Fig.7. As retrogression time increases, the conductivity value increases at a decreasing rate (Fig.7(a)). The variation of conductivity is in general agreement with the results of WALLACE and ISLAM[12]. The influences of pre-aging and re-aging on conductivity have the same trend that conductivity increases with the prolonging of aging time as shown in Figs.7(b) and (c).
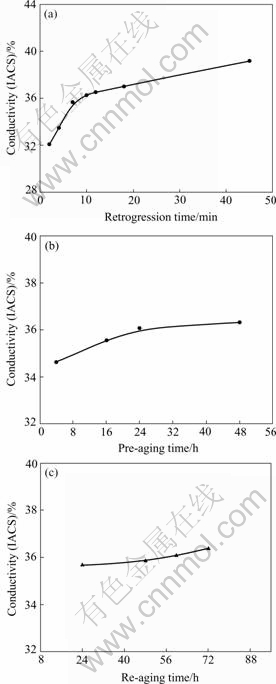
Fig.7 Variation of conductivity after different RRA treatments: (a) Retrogression; (b) Pre-aging; (c) Re-aging
From Fig.7, it is found that the most important factor affecting the conductivity is the retrogression time, the second is the pre-aging time and the last is re-aging time.
3.6 Fractograph of tensile broken specimens treated by T6 and RRA
Fig.8 shows the fractographs of the alloy after T6 and RRA heat treatment, respectively. It is demonstrated that the fractures of two conditions are all in transgranular/intergranular combined mode. And both conditions represent fibrous ductile fracture, with many small dimples inside the surface of fibrous fracture. There are more transcrystalline fractures, and fewer intergranular fractures caused by the second phases within the dimples. The fracture behavior of alloy is due to the reduction of undissolved coarser phase and the increase of precipitated phase (the increase of yield strength).

Fig.8 SEM fractographs of alloy after T6(a) and RRA(b) treatments
3.7 TEM observation of single-step aging treatment
Fig.9 shows the TEM observation of the micro- structure of alloy aged at 100 �� for 4, 24 and 48 h, respectively. Fig.9(b) and its corresponding SAED patterns reveal that the main precipitations with a homogeneous distribution of fine precipitates in the matrix are GP zones and �ǡ� phase after 100 ��, 24 h aging treatment. The precipitation on the grain boundary with continuous distribution is mainly �� phase. This is in accordance with the DAHN��s observation result mutually[13]. The precipitation in the matrix of T6 condition (100 ��, 48 h) is the same as that of 100 ��, 24 h, which is dominated by GP zones and �ǡ� phase. Furthermore, the amount of coarse phases existed in the matrix and grain boundary is increased slightly.

Fig.9 Microstructures of alloy aged at 100 �� for 4 h (a), 24 h (b) and 48 h (c)
3.8 TEM observation during RRA heat treatment
The microstructures of samples subjected to theretrogression and the RRA treatment with different retrogression times are shown in Fig.10. The precipitates of small size decrease obviously in the retrogression sample for 7 min, which indicates that the GP zones and �ǡ� phase of small size are re-dissolved in a relatively short time. After retrogression for 45 min, there is a noticeable increase in precipitates size. The corresponding SAED pattern shows that these precipitates are mainly �ǡ� and �� phases. The grain boundary precipitates become aggregated and coarsened. The width of the PFZ obviously becomes wider than than in T6 condition. After retrogression at 200 �� for 7 min and then re-aging under the same condition as the pre-aging (100 ��, 24 h), the volume fraction of �ǡ� and �� precipitates increases over both the original pre-aging condition and the corresponding retrogressed condition (the minimum in the retrogression curve). The grain boundary precipitates mainly consist of stable particles such as ��. These stable particles are aggregated and coarsened. Precipitate free zones(PFZ) become wider compared with T6 condition which is similar to the T73 condition. With the extension of retrogression time, the size of precipitate in the matrix is gradually coarsened (Figs.10(d) and (e)) as well as the �� precipitates on the grain boundary.
4 Discussion4.1 Effect of RRA treatment on hardness and mecha- nical properties
The generally accepted precipitation sequences for 7000 series alloys are as follows[14]: supersaturated solid solution(SSS)��coherent stable GP zones�� semi-coherent intermediate �ǡ� (MgZn2) ��incoherent stable �� (MgZn2) or T (AlZnMgCu). The morphology size and the degree of coherent with the matrix will influence the property of aluminium. The contribution of semi-coherent intermediate �ǡ� (MgZn2) to the strength is greater than that of GP zones. The incoherent stable �� (MgZn2) contributes less than GP zones and �ǡ� [15, 16]. As we can see from the DSC analysis, the dissolution peak of T6 condition appears at about 200 ��. The TEM observation in Fig.10(a) indicates that the rapid decrease in hardness is due to the partial dissolution of GP zones and �ǡ� phase. Subsequently, an increase in volume fraction of �� and �ǡ� phases is responsible for the following increase of hardness. As noted in Fig.10(b), the growth rate increases noticeably after the secondary peak in the retrogression curve is reached. At that point, the drop in hardness is due to simple over-aging. It is felt that the growth of the incoherent �� phase is predominant spots. �ǡ� and �� phases undergo Ostwald ripening at this stage.
Retrogression for 7 min and then re-aging result in the increase in volume fraction of GP zones and especial- ly �ǡ� precipitates over both pre-aging and retrogression condition. The remained GP zones during retrogression can act as nucleation sites for �ǡ� phase[17]. The dissolution of GP zones, further more, enriches the matrix in Zn and Mg. This increases the degree of supersaturation of matrix in turn promotes the nucleation and growth of the �ǡ� phase. In the case of material retrogressed for long time (as 17 min, 45 min), the decrease in strength is due to the �ǡ� and �� phase undergoing Ostwald ripening in retrogresssion process (Figs.10(d) and 10(e)).
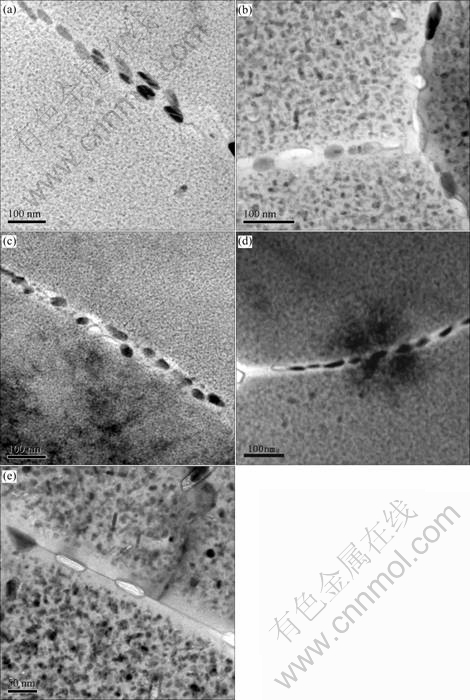
Fig.10 Microstructure evolution of alloy after retrogression and RRA treatment: (a) Retrogression at 200 �� for 7 min; (b) Retrogression at 200 �� for 45 min; (c) Retrogression at 200 �� for 7 min and re-aging; (d) Retrogression at 200 �� for 17 min and re-aging; (e) Retro- gression at 200 �� for 45 min and re- aging
The reason for increase in elongation after long time retrogression may be due to the reduction of stress concentration or the depletion of solute atoms of the PFZ. On one hand, the volume of �ǡ� and �� phases is increased after RRA treatment, the dislocations slip around the �ǡ� and �� phases according to the Orowan mechanism rather than sheared mechanism of GP zones. The result of these variations will cause the homogenous distribution of deformation in the matrix. On the other hand, with the prolonging of retrogression time, the �� precipitates on the grain boundary are aggregated and coarsened, and the PFZ becomes wider. The localized stress concentration on the grain boundary can be relaxed. Therefore the elongation of the alloy increases.
4.2 Effect of pre-aging and re-aging on mechanical properties of alloy
The results of a study by OHNISHI[18] have indicated that the optimum regime of pre-aging is T6 treatment. The strength and SCC will not achieve the best combination by using the under-aging treatment as pre-aging regime. So does the over-aging treatment being the pre-aging regime. YAN et al[19] reported that by canceling the pre-aging treatment, the alloy can acquire better SCC with a little losing in strength than standard RRA treatment. The results of Alcoa company��s researchers are[5], however, at variance with those of OHNISHI, who used the slight under-aging as the best pre-aging regime. From Fig.5 we can draw a conclusion that the best mechanical properties appear at 24 h (slight under-aging). This result is consistent with the result of the researchers of Alcoa company. As we can see from Fig.9(b), after pre-aging at 100 �� for 24 h, the precipitates of the matrix are mainly GP zones and �ǡ� phase. Retrogression causes the partial dissolution of the pre-existing GP zones and �ǡ� phase. However, this dissolution may not be necessarily complete as has been noted by some researchers[20]. So the remaining GP zones and �ǡ� phase continue growing in the retrogression process. The large size of GP zones then can act as the nucleation sites for �ǡ� particles and the remaining �ǡ� phase continues growing in the following re-aging process. The solute atoms dissolving in the matrix precipitate again and produce more small size of GP zones and �ǡ� phase after re-aging treatment (Fig.10(d)). The partial dissolution and growth of �ǡ� phase in the retrogression process, however, are not coarsening obviously. Finally, the precipitates in the RRA structure are small size GP zones and �ǡ� phase, large size �ǡ� and �� phase. Furthermore the volume fraction of �ǡ� phase is increased (Fig.10(c)). It is suggested that the different size precipitates and the increase of volume fraction of �ǡ� phase are responsible for the high strength of the alloy. Compared with pre-aging for 24 h, when pre-aging for 48 h (T6) the volume fraction of �ǡ� phase may decrease and the volume fraction of �� phase increase, which causes the decrease of strength. Therefore, the normal T6 treatment as the pre-aging regime is not suitable for the high zinc content super-high aluminum alloy which reflects high sensitivity of aging response[9].
It is generally accepted by some authors[21] that the influence of the re-aging condition is relatively small. So the T6 heat treatment has been widely used as the re-aging regime. Our results are, however, different from their results. As we can see from Fig.6, the optimum re-aging time is 24 h (under-aging) rather than 48 h (T6). It is believed that this phenomenon is closely related to the studied high constituent alloy. Retrogression process is different from solution treatment, it has lower temperature and shorter time than solution treatment. After retrogression the density of supersaturated vacancy is relatively low and so does the supersaturated solute atoms. Moreover, due to the high zinc content, the aging response of studied alloy is very rapid, and more precipitates are formed[9]. So compared with the aging of as quenched alloy, the precipitation after retrogression is already sufficient in a relatively short time. Furthermore the precipitates of �ǡ� and �� have already existed in the matrix, prolonging re-aging time causes the coarsening of precipitates and the decrease of volume fraction of �ǡ� phase. This variation may decrease the strength of the alloy.
4.3 Influence of RRA processing on SCC of studied alloy
CINA[2] claimed that processing to the minimum of the retrogression curve followed by re-aging leads to the favorable combination of T6 strength and T73 stress corrosion cracking resistance. In a previous investigation by WALLACE et al[22], the optimum retrogression time is not the minimum of the retrogression curve. The conductivity and crack growth rate under SCC condition after retrogression at the minimum of the retrogression curve and re-aging are slightly increased compared with T651 condition. The result of URAL[23] indicated that the optimum retrogression time should be longer than the minimum of the retrogression curve. As retrogression time increased, the conductivity values increased at a decreasing rate (Fig.7). The variation in conductivity is in general agreement with result of WALLACE and ISLAM[12]. This indicates that with the increase of retrogression time the stress corrosion cracking resistance increases at a decreasing rate. In the initial stage of retrogression, both the distortion of lattice and the supersaturation in the matrix increase which are caused by the dissolution of coherent phase. Therefore the conductivity of the alloy decreases. However the disappearance of stress field around the coherent phase will increase the conductivity of the alloy. The influence of the latter is greater than the former in this stage. So the conductivity of the alloy appears to increase. Along with the extension of the retrogression time, the supersaturation in the matrix increases and the distortion of lattice is more and more severe. The volume of coherent phase, however, decreases. As a result, the increasing rate of conductivity is reduced. With the prolonging of re-aging time, the supersaturation in the matrix gradually decreases and the conductivity of the alloy increases slightly, which is caused by the re-precipitation and the growth of precipitated phase. Compared with Fig.7, we can see that the sequence of the influence on conductivity is: retrogression process, pre-aging treatment, re-aging treatment. In order to improve the SCC, we should prolong the retrogression time as long as possible. However, excess time will cause the decrease of strength. Therefore, we should establish the suitable retrogression time considering the requirement of the alloy.
5 Conclusions1) After pre-aging at 100 �� for 24 h, retrogression at 200 �� for 7 min, and re-aging at 100 �� for 24 h, the studied alloy acquired tensile strength, yield strength, elongation, and conductivity, 795 MPa, 767MPa, 9.1% and 35.6%IACS respectively, revealing superior strength and SCC combination.
2) There are three main reactions during retrogression process: partial dissolution of GP zones and �ǡ� particles, which is responsible for the initial decrease of retrogression curve; formation and growth of �ǡ� particles, which is responsible for the re-increase of regression curve; coarsening of precipitates, which is responsible for the final decrease of retrogression curve.
3) As retrogression time increases, the conductivity increases at a decreasing rate. Retrogression time is the most importment factor which affects the value of conductivity. The influence of pre-aging on conductivity is weaker than retrogression time, but stronger than re-aging time.
References
[1] QU Bin-lung, YANG Ji-gang. Effects of step quench and aging on mechanical properties and resistance to stress corrosion cracking of 7050 aluminum alloy [J]. Material Transactions JIM, 2000, 41(7): 783-789.
[2] CINA B. Reducing the Suscepfibility of Alloys Particularly Aluminium Alloys to Stress Corrosion Cracking[P]. US 3856584, 1974-12-24.
[3] ISLAM M V, WALLACE W. Retrogression and re-aging response of 7475 aluminum alloy [J]. Metal Tech, 1983, 10(10): 386-392.
[4] BROWN M H. Three-step aging to obtain high strength and corrosion resistance in Al-Zn-Mg-Cu alloys [P]. US 4477292, 1984-10- 16.
[5] LIN J, KERSKER M M. Heat treatment of precipitation hardening alloys [P]. US 5108520, 1992-4-8.
[6] HALL M B, MARTIN J W. The effect of retrogression temperature on the properties of an RRA 7150 aluminum alloy [J]. Z Metallkd, 1994, 85(2): 134-140.
[7] WU Yi-lei, LI Yong-wei. Development and application of super high strength aluminum alloys [J]. Journal of Aeronautical Materials, 1994, 2(1): 49-55. (in Chinese)
[8] LUCKASAK D A, HART R M. Aluminum alloy development efforts for compression dominated structure of aircraft [J]. Light Metal Age, 1991(10): 11-17.
[9] ZHANG Kun, LIU Zhi-yi, FENG Chun. The effect of small addition of silver on the microstructure and mechanical properties of a high-zinc super-high strength aluminum alloy [J]. The Chinese Journal of Nonferrous Metals, 2005, 15(1): 116-122. (in Chinese)
[10] FULIDELIANGJIEER. Structure of Deformation Aluminum Alloys [M]. YAO Zhong-xia, transl. Chongqing: Chongqing Science and Technology Press, 1989. (in Chinese)
[11] PARK J K, ARDELL A J. Correlation between microstructure and calorimetric behavior of aluminum alloy 7075 and Al-Zn-Mg alloys in various tempers [J]. Material Science and Engineering A, 1989, 114: 197-203.
[12] WALLACE W, ISLAM W U. Retrogression and re-aging response of 7475 aluminum alloy [J]. Metals Technology, 1983, 10(10): 386-394.
[13] DANH D. A TEM study of microstructural changes during retrogression and reageing in 7075 aluminum [J]. Metallurgical Transactions A, 1983, 14(9): 1843-1851.
[14] WANG Zhu-tang, TIAN Rong-zhang. Handbook of Aluminum Alloy and Machining [M]. Changsha: Central South University of Technology Press, 1988.
[15] GU Jing-cheng. The ageing process of aluminum alloys(I) [J]. Machining Technology of Light Metal, 1985(3): 25-29. (in Chinese)
[16] GU Jing-cheng. The ageing process of aluminum alloys(II) [J]. Machining Technology of Light Metal, 1985(4): 14-20. (in Chinese)
[17] ZHANG Kun, LIU Zhi-yi. The effects of different RRA heat treatment on the high-zinc super-high aluminum alloy [J]. Journal of Central South University, 2005, 36(2): 188-194. (in Chinese)
[18] OHNISHI T. A heat treatment to improve SCC properties of super-high aluminum alloy [J]. Heat Treatment, 1992, 32(2): 83-87.
[19] YAN Da-jin. Effect of aging condition on SCC resistance and exfolication corrosion behavior of 7475 and 7050 Al alloys [J]. Journal of Materials Engineering, 1993(2): 13-17. (in Chinese)
[20] INOUE H, SATO T, KOJIMA Y. Temperature limit for GP zone formation in an Al-Zn-Mg alloy[J]. Metall Trans A, 1981, 12: 1113-1117.
[21] OHNISHI T, IBARAKI Y, ITO T. Improvement of fracture toughness in 7475 aluminum alloy by the RRA process [J]. Materials Transactions JIM, 1989, 30(8): 601-608.
[22] WALLACE W, BEDDOES J C, DEMALHERBE M C. A new approach to the problem of stress corrosion cracking in 7075-T6 aluminum [J]. Canadian Aeronautics and Space Journal, 1981, 27: 222-229.
[23] URAL K. Study of optimization of heat-treatment conditions in retrogression and reageing treatment of 7075-T6 aluminium alloy [J]. Journal of Materials Science Letters, 1994, 13(5): 383-390.
Foundation item: Project(2001AA332030) supported by the National Hi-Tech Research and Development Program of China
Corresponding author: FENG Chun; Tel: +86-731-8836011; E-mail: fc80x@sina.com
(Edited by YUAN Sai-qian)
Abstract: The effect of retrogression and re-aging(RRA) heat treatment on the microstructure and mechanical properties of a low frequency electromagnetic casting alloy as Al-9.99%Zn-1.72%Cu-2.5%Mg-0.13%Zr was investigated by tensile properties test, Vickers hardness, electrical conductivity test, DSC analysis, SEM and TEM observation. The results show that RRA heat treatment can improve the stress corrosion cracking(SCC) properties with retention of the high strength of T6 level. After preaging at 100 �� for 24 h, retrogression at 200 �� for 7 min, and then re-aging at 100 �� for 24 h, the alloy obtains tensile strength up to 795 MPa, yield strength up to 767 MPa, maintains 9.1% elongation, and electric conductivity of 35.6%IACS. TEM observation shows that the re-dissolution of GP zone and �ǡ� phase in the early stage of regression leads to the decrease of hardness, then the increase in the volume fraction of �ǡ� and �� phases leads to the increase again in the peak value, and finally the general coarsening of all particles results in a softening of the alloy. Meanwhile it is found that the conventional T6 heat treatment as the preaging and re-aging regime is not the optimum regime to the RRA treatment of the high-zinc content super-high strength aluminum alloy.
