
���±�ţ�1004-0609(2009)06-1012-07
���Ͻ�����ͼ����ι��̵ı������
�� ��1��Է����2���� ��2
(1. ������������ѧ ���Ͽ�ѧ�빤��ѧԺ�������� 150040��
2. ��������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ�������� 150001)
ժ Ҫ��
��������Ԫģ���ʵ���о����ϵķ�����������ģ�߽ṹ�Ժ�����챼�ģ�ͳ��ι����н�������������Ϊ��Ӱ���������ʾ���ι����н������μ������Ĺ��ɡ���������������ǰ�ģ�����ڽ�����ģǻ�ڳ�����Σ��������Լӹ���ѧ�Ƕȣ�������ι��̵IJ�ͬ�κ��������طֽ�Ϊ3����������ģʽ��϶��ɵ���ʽ��ʹ����ģ������ķ���ģ�黯������Ϊ��������ͼ���ȷ���Գ��εı������������ṩ�������ݡ�
�ؼ��ʣ�
����ͼ��������������������������ģʽ��ģ�黯��
��ͼ����ţ�TG 306 ���ױ�ʶ�룺 A
Coupling deformation of aluminum alloy disk components during forging process
LI Feng1, YUAN Shi-jian2, LIU Gang2
(1. College of Materials Science and Engineering, Harbin University of Science and Technology,
Harbin 150040, China;
2. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China)
Abstract: The effects of the wheel hub part structure on the metallic deformation flow actions during die forging process were analyzed by using the methods of combining the finite element numerical simulation with the experimental study, and the metalic deformation flow rule during die forging process was revealed. The results show that the female die with the cone angel makes the metal flow into the die cavity more easily during forming. From the view of plastic processing mechanics, the different stages and regions of the deforming process are abstractly divided into three basic deformation modes coupled in a form, which makes the analysis of complicated forging modularization, and then supplies with theoretical references for the investigation on the deformation flow control of precise plastic forming of complicated disk components.
Key words: disk components; coupling deformation; metal flow; deformation mode; modularization
ģ�ͳ�����һ���ܶ�����Ӱ�졢����̬������ı��ι��̣�����λ������ڲ���֯�ı仯���ܸ���[1]�����ڽ����������ܱյ�ģǻ�ڳ��Σ���ˣ����Զ�����ι��̽��о�ȷ���ơ���ͳ�о���Ҫ�������ھ������Դ��Ĺ�����Ʒ������������ڶԵ��Ͷͼ����ι��̵Ķ��Է��������ż���������ķ��ٷ�չ��ͨ������Ԫģ��ɶ�ģ�ͳ��ι��̽���Ԥ��[2?5]���˽���� ��ģǻ�ڵ�����״��[6?8]���Ӷ��Թ��ղ��������� ��[9?11]������ȱ�ݵķ���[12]�������ڶͼ�����࣬������������ϴ�ʹ��ͬ��ͼ��ij��ι��̣�Ҳ���Ը���ͳһ�Ĺ�������ʶ�������������ڽ��ʵ��ģ�������е�Ӧ�á�
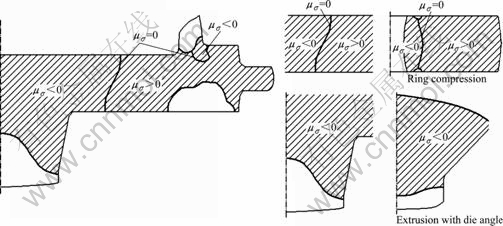
������ϲ��㣬�������ߴ����Լӹ���ѧ�Ƕȣ��������ģ�ͳ��ι��̵IJ�ͬ�κ��������ֽ�ΪԲ��ѹ�����Ρ�Բ��ѹ�����κ��༷ѹ����3���������Ա���ģʽ����������ץס���ǵ�������ϵ���ֿ����ҳ��䱾�����𡣶���������״�������ģ�ͳ��ι��̣����ɽ������������3�ֻ�������ģʽ��϶��ɵģ�������ʹ���ӵ�ģ��������������о����������Ͻ���챼���ģ����Ϊ����������֤������1 �����о�����
��������Ǵ���ϵͳ����Ҫ�Ľṹ����֮һ���ü�����Ҫ������ص�����ͽϸ߰�ȫϵ����Ҫ�����ڹ�����Ҫ���ܽϴ��Ť���غɣ���ˣ��Ըü����ξ��ȵ�Ҫ��Ҳ�ϸߣ��������߲��õ���ģ�ͼ������г��Ρ�Ϊ���ڷ��������õȱ�����С��ģ�ķ�ʽ��ѡȡ��ʵ�ʹ��ձ���Ϊ1?12��ʵ��ģ�ͣ�ʵ��ģ�߽ṹʾ��ͼ��ͼ1��ʾ��
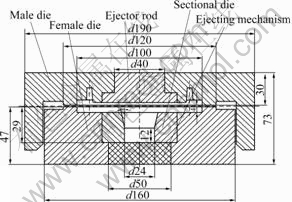
ͼ1 ʵ��ģ�߽ṹʾ��ͼ
Fig.1 Schematic diagram of structure of experiment die (mm)
Ϊ��ʹ���κ�ͼ���ģ���㣬���ݸü��Ľṹ�ص㣬оģ��������ԳƵ���Ͻṹ��оģ����ģ������涼��Ƴ��Σ������ڴӰ�ģ����ȡ���ɷ�ʽоģ���ֱ��ڱ�֤��ģ����ɷ�ʽоģ�Ľ�����ϡ�
1.2 ʵ����ϼ�����
ʵ�����Ϊ��Ӳ���Ͻ�7050������ʱ��������Ϊԭʼ�⾶�߷ֱ�Ϊ90 mm��23 mm��Բ���塣Ϊ���ܶ�ģ�ͳ��ι����н����ı��μ�Ӧ��ֲ����в����о������������Ʒ�[13]�Ʊ�������������ϡ��ۺϿ��Ǽӹ�����������λ�ȸ����ص�Ӱ�죬ʵ�����ϵ��Ʊ�ѡ���������Ľṹ��ʽ����ԭʼ�ݾ�Ϊ1.0 mm�����Ͻṹʾ��ͼ��ͼ2��ʾ��Ϊ��ֹ�ڸ��ӱ������������ƽ����ĺ������⣬�Ը������Ƶı����������������[14]��
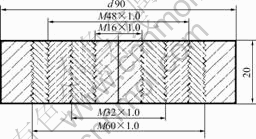
ͼ2 �����������ϵĽṹʾ��ͼ
Fig.2 Schematic diagram of structure of billet with screw lines (mm)
���ι�������ģ����ѹ�ٶ�2 mm/s��ʵ���¶�435 �棬����ʱ��1 h����Ϊˮ��ʯī��Ϊ�˼��ٳ��ι����е�������ʧ��ʵ���в���������ȵķ�ʽ��
1.3 ����Ԫģ�ͽ���
���ǵ�ʵ������챼��ĶԳ��ԣ���������Ԫ����ΪDEFORMTM-2D��ͬʱ��Ϊ�˼��ٵ�Ԫ����������������ٶȺ�ʱ�䣬�ɼ�Ϊ��Գ�ģ�ͣ������������嵥Ԫ�����Ͻ�����ɢ��Ϊ�˱��ڶԱȣ��������߲������ֲ�ͬģ�߽ṹ��ʽ�ֱ�����о�������Ԫģ����ͼ3��ʾ��
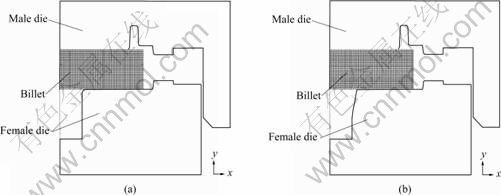
ͼ3 ����Ԫģ��
Fig.3 Finite element model: (a) Model 1; (b) Model 2
�ڼ�������У������������������ʱ��������Ӧ�ػ��֣�������״Ҳ������Ӧ�仯���Ա�֤���㾫�Ⱥ������ԡ�ͨ��Բ����ѹ����������ӦĦ������Ϊ0.3������ģ����������ʵ����ͬ��
2 ����ģʽ��ϱ仯���ɵķ���
2.1 �ٶȳ�����ϱ仯����
ģ��1���ι����в�ͬ�μ���λ���ٶȳ��ֲ�������Ӧ�ı���ģʽ���ι��ɵĶԱ���ͼ4��ʾ��
����ģ�ͳ��γ��ڽ����ı�����������(��ͼ4(a))���ɽ������ΪԲ��ѹ������ģʽ��ģǻ�ڽ�����������������������ͬʱ���ؾ�������������Ҳ�Ƚ������������ᾱ����ǻ�Ĵ��ڣ����ϲ��������˲ʱ��������Ϊƽ�������߷�����ˣ��ò�λ��������������Ϊ�������ų��ι��̵Ľ��У������ؾ���������ͬʱ���������ᾱ���ַ����ǻͬʱ������������������Ϊһ�������壬��ˣ���ģǻ�в��γ������������෴�ķֽ��棬������������������γɷɱߡ��ɽ���ʱģǻ�ڽ�����������������������Բ��ѹ�����κ��༷ѹģʽ��϶��ɵ�(��ͼ4(b))���ڷ�����ĸ�����������ģ�Ľ������ᾱ��ǻ�ڴ���������������ģ��λ�Ľ�������ǻ�������������Ϊ��������Բ��ѹ��������ȣ���ǻ�в������ֽ������״�Ƿ�S�ζ������¶ԳƵķֲ���ʽ���ᾱ��λ�����ı���������Ϊ�ɳ���Ϊ����Ħ���༷ѹ����ģʽ����ˣ��ò�λ����Ϊ�����ϳʷ���״��������ǻ���������������ǰ��������֪�����ι��̿ɿ�����Բ��ѹ�����κ��༷ѹ����ģʽ��������ã���ˣ����������ᾱ��λ�������ʽϴ�ʱ����ǻ�в������ֽ����������ҵķֲ�����Խ���ԡ�

ͼ4 ģ��1���ι������ٶȳ��ֲ��ĶԱ�
Fig.4 Comparison of velocity field distribution during forming process of model 1: (a) Initial stage during forming process; (b) Forming process
ͼ5��ʾΪģ��2���ι����в�ͬ�μ���λ���Ӧ����ģʽ���ι��̵��ٶȳ��ֲ��Աȡ���ͼ5���Կ��������γ��ڽ����ı�������������ģ��1�ij��ι��̽����ƣ���ˣ��ɳ���ΪԲ��ѹ������ģʽ�����ᾱ����ǻ�ϲ��Ľ����д����������߷������³������������ơ����ų��ι��̵Ľ��У������������ᾱ���ַ����ǻͬʱ��������������������ص㣬�ɽ�ģǻ�ڽ����ı�����������������Բ��ѹ�����κ���ģ��ѹ����ģʽ��϶��ɵ���ʽ(��ͼ5(b))����ǻ�в����������ֽ������״��Ϊ��S�Σ���ģ��1���ι�����ȣ������ᾱ��ǻ������Ϊģ��ѹ����ģʽ����ǰ��������֪��������������ǻ������������ˣ������ֽ����²��������˽����Ե������仯���ơ�
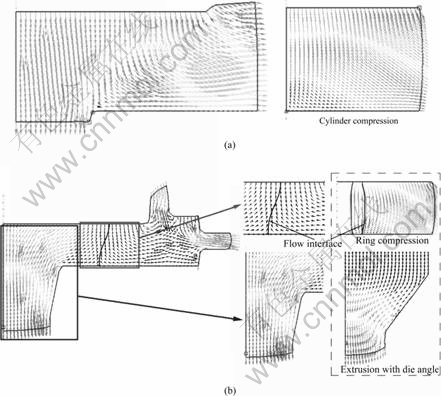
ͼ5 ģ��2���ι������ٶȳ��ֲ��ĶԱ�
Fig.5 Comparison of velocity field distribution during forming process of model 2: (a) Initial stage during forming process; (b) Forming process
2.2 ���η�������ϱ仯����
����Ӧ��ƫ����J2����������ϵ���������������Գ��ι��̽��б��η������ɶԳ��λ��������������[15]��ͼ6��ʾΪģ��1ģ�ͳ��ι����е��Ͳ�λ���������ģʽ���η�������ĶԱȡ�
��ͼ6���Կ�����λ����ǻ�в������ڽ����ı��������ɳ���ΪԲ��ѹ������ģʽ�����ڲ���쳤�����Ʊ仯�����Ϊѹ����仯�����ڱ��������IJ��죬��ϵ����ֵ�ߴ���������ģ���沿λ�Ľ���Ҳ���������Ա��Ρ�����ι�����Բ��ѹ�����κ��༷ѹ����ģʽ��������ã���ǻ�в���ϵ����ֵ�ߵ���״ͬ������Ϊ��S�ζ��ǶԳƷֲ�������״�����ò�λ��֪����˴������ֽ���ķֲ���һ�¡��ᾱ�����ϵ�������Ϊ�ɳ���Ϊ�༷ѹ����ģʽ������������ĸı䣬������ģ�����ڵIJ���Ҳ�ܷ������Ա����Ҵ����쳤��仯��

ͼ6 ģ��1���ι��̱��η����ĶԱ�
Fig.6 Comparison of deformation division during forming process of model 1
ͬ�����Եõ���ģ��2���ι����е��Ͳ�λ���������ģʽ�ı��η����Ա���ͼ7��ʾ��
ͼ7 ģ��2���ι��̱��η����ĶԱ�
Fig.7 Comparison of deformation division during forming process of model 2
��ͼ7���Կ���������ʱ��ǻ�в������ı���������Ϊ��ΪԲ��ѹ������ģʽ����ģ��1���ι��̵ı��η�����Ӧ��ֲ����ɽ�һ�£��������ڽ��������������Ա��Σ��˴���ϵ������ֵ��������������ֽ�����غϷֲ�������ģ��2�ᾱ���͵�ǻ�ṹ��ͬ���ò�λ�ɳ���Ϊģ��ѹ����ģʽ����λ��Բ��ѹ������ģʽ���ڲࡣ���ڱ���ģʽ��������ã��ᾱ��ǻ���������ķ�Χ�����������ظı䣬�����������ľ�������ӣ��������Ա�������ķ�Χ������ǻ������������Ӧ��������Ϊ�쳤�ࡣ��ģ��1��ȣ�����ģ��2�������ڽ������ᾱ����ǻ����������Ρ�
�ɴ˿�֪���ɽ���ͬģ�ͳ��ι��̲�ͬ����λ����ΪԲ��ѹ����Բ��ѹ���ͼ�ѹ����3����������ģʽ������϶��ɵ���ʽ�����ڲ�ͬ����ģʽ��������ã������������Ա�������ķ�Χ�������ֽ���ķֲ���ʽ�������������仯������������ι�������Ӧ��λ����������Ϊ�ĸı䡣
3 ����ʵ����֤
ͼ8��ʾΪ���κ������ĸ���ͼ��������λ�÷ֲ���������֪�����κ�Ҷ�ּ��Ľ�������ã��ҳߴ羫�Ⱥ���֯���ܾ��������Ҫ��

ͼ8 ���κ������ĸ���ͼ��������λ�÷ֲ�
Fig.8 Planforms and position distributions of screw lines of models 1 (a) and 2 (b) after deformation
��������λ�õı仯���Կ��������κ�ͼ����洦�����ı����������ơ����������ɹ۲첢���������������߸���������ꡣ�����ݾ��С�ұ����������ӣ���ˣ��ɼ����������ƶ������������ڱ���ǰ���Ϊֱ�ߣ��������õ����ݳݶ��㰴˳�������������ɵõ�����ǰ������������ߵķֲ������ͼ9��ʾ��
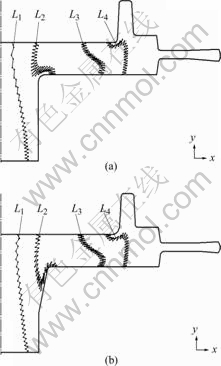
ͼ9 ������õ������߷ֲ�
Fig.9 Distribution of screw thread lines tested by microscope: (a) Model 1; (b) Model 2
ͼ9��ʾΪͨ��������õ������߷ֲ����������ߵķֲ����Կ���������ʱ�����ڸ��ӵ�ģǻ�������˱������������ų��ι��̵Ľ��У������ߵķֲ���ʽҲ�����������ر仯����ͼ9(a)���Կ�����ģ��1���ι�����������L1��L2�����������ڲ����˱����������ر���������L1��������ģ��������L2��������ģ��λ�Ľ������ؾ������������Ƹ�Ϊ���ԡ�������L3��L4�����������ؾ����������������ų��ι��̵Ľ��У������������������Ƹ�Ϊ������ͬʱ����ͬ�����ߴ�����������Ҳ�����������ı����������������ߵķֲ�������������L1�������������������ƽ�Ϊ���ԣ�ֱ����ȫ����ģǻ����������L4�ķֲ���ò��֪������������������ͬʱ�������Ե�������������������������ơ�
���ι�����ģ��2�ĸ��������ߵı仯������ģ��1�Ĵ��½ӽ�����������ģ�߽ṹ��ʽ�IJ��죬��������L1���ķֲ����ƿ����˴�ģ��2����������ģǻ�ij��������ȽϾ��ȡ�ƽ�ȣ�������L2��������ģ�Ľ�������ǻ��������ƽ�Ϊ�������ɴ˿�֪��������ģ��2��ʾ��ģ�߽ṹ���г���ʱ�����������׳���ģǻ��
4 ����
1) �����Լӹ���ѧ�Ƕȣ��ɽ���챼�ģ�ͳ��ι��̵IJ�ͬ�κ��������ֽ�Ϊ3����������ģʽ������ʹģ�ͳ��η���ģ�黯��
2) ����ͨ��ģ��ȣ��ǰ�ģ����ʱ�������ķ�Χ����������ǻ����������Ӧ������Ϊ��һ���쳤�࣬��ˣ��������������ᾱ����ǻ����������
3) ͨ���Է�����IJ�λ(����)��Ӧ��ֲ��ĶԱȿ�֪�������ǰ�ģ��������챼��ij��Ρ�
[1] REINSCH S, MUSSIG B, SCHMIDT B, TRACHT R. Advanced manufacturing system for forging products[J]. J Mater Process Technol, 2003, 138(1/3): 16?21.
[2] ZHOU Y G, ZENG W D, YU H Q. An investigation of a new near-beta forging process for titanium alloys and its application in aviation components[J]. Mater Sci Eng A, 2005, 393(1): 204?212.
[3] SHAN De-bin, XU Wen-chen, SI Chang-hao, LV Yan. Research on local loading method for an aluminium-alloy hatch with cross ribs and thin webs[J]. J Mater Process Technol, 2007, 187/188: 480?485.
[4] LI C S, LIU X H, WANG G D. Ring upsetting simulation by the meshless method of corrected smooth particle hydrodynamics[J]. J Mater Process Technol, 2007, 183(2/3): 425?431.
[5] BEWLAY B P, GIGLIOTTI M F X. Net-shape manufacturing of aircraft engine disks by roll forming and hot die forging[J]. J Mater Process Technol, 2003, 135(2): 324?329.
[6] BOYER R R. An overview on the use of titanium in the aerospace industry[J]. Mater Sci Eng A, 1996, 213(1/2): 103?114.
[7] SHEN G S, FURRER D. Manufacturing of aerospace forgings[J]. J Mater Process Technol, 2000, 98(1): 189?195.
[8] SRINIVASAN N, RAMAKRISHNAN N, RAO A V, SWARMY N. CAE for forging of titanium alloy aero-engine disc and integration with CAD-CAM for fabrication of the dies[J]. J Mater Process Technol, 2002, 124(3): 353?359.
[9] CHOI S K, CHUN M S, VAN TYNE C J, MOON Y H. Optimization of open die forging of round shapes using FEM analysis[J]. J Mater Process Technol, 2006, 172(1): 88?95.
[10] HE Yang, ZHAN Mei, LIU Yu-li, XIAN Feng-jun, SUN Zhi-chao, LIN Yan, ZHANG Xu-gang. Some advanced plastic processing technologies and their numerical simulation[J]. J Mater Process Technol, 2004, 151(1/3): 63?69.
[11] PARK J J, HWANG H S. Preform design for precision forging of an asymmetric rib-web type component[J]. J Mater Process Technol, 2007, 187/188: 595?599.
[12] WALTERS J, WU W T, ARVIND A, LI G L, LAMBERT D, TANG J P. Recent development of process simulation for industrial applications[J]. J Mater Process Technol, 2000, 98(2): 205?211.
[13] �� ��, ��ף��, Է����. ģ�ͳ��ι����н������������IJ��Է���[J]. �й���ɫ����ѧ��, 2007, 17(6): 885?889.
LI Feng, HE Zhu-bin, YUAN Shi-jian. A new method to measure metal flow during die forging[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(6): 885?889.
[14] YUAN S J, ZHANG J, HE Z B. Validation and application of a screw method for strain measurement in bulk metal forming source[J]. J Strain Analysis, 2007, 42(7): 519?527.
[15] LI F, YUAN S J, LIU G, HE Z B. Effect of friction on metal flow behavior during extrusion process[J]. J Mater Eng Per, 2008, 17(1): 7?14.
������Ŀ�������ص�����о���չ�ƻ�������Ŀ(5131903ZT2)
�ո����ڣ�2008-05-13�������ڣ�2009-02-13
ͨѶ���ߣ��� �壬��ʦ����ʿ; �绰��0451-86393466��E-mail: hitlif@126.com
ժ Ҫ����������Ԫģ���ʵ���о����ϵķ�����������ģ�߽ṹ�Ժ�����챼�ģ�ͳ��ι����н�������������Ϊ��Ӱ���������ʾ���ι����н������μ������Ĺ��ɡ���������������ǰ�ģ�����ڽ�����ģǻ�ڳ�����Σ��������Լӹ���ѧ�Ƕȣ�������ι��̵IJ�ͬ�κ��������طֽ�Ϊ3����������ģʽ��϶��ɵ���ʽ��ʹ����ģ������ķ���ģ�黯������Ϊ��������ͼ���ȷ���Գ��εı������������ṩ�������ݡ�
