
���±��: 1004-0609(2005)01-0019-05
������NiTi�Ͻ�˿����㺸��ͷ����֯������
����, �����, ������
(����������ѧ ���Ϲ���ϵ, ���� 116024)
ժ Ҫ��
�������弤�⺸�о���Ti-50.6%Ni(Ħ������)�Ͻ�ϸ˿�㺸, �Աȷ����˽�ͷ��ĸ������֯�� �����Ϊ�� Ni������ ��Ӳ�ȼ�Ӧ����Ӧ�����ߵı仯�� �������: ��NiTi�Ͻ��������ܲ���ʱ, ���⺸���ǿ�ȡ��; ����㺸��ͷ�ۻ�������֦�����, ��Ӱ���������۳ز���Ϊ�ִ���ᾧ, ����ĸ�IJ���ΪϸС���ᾧ; ���⺸�����Ni������, ʹ��ͷ��Ni��������0.2%(Ħ������), �Ӷ�Ӱ���ͷ�������Ϊ; ��ͷ����ǿ�ȿɴ�ĸ�ĵ�70%, �ɻָ�Ӧ���ĸ�ĵ�92%��
�ؼ���: NiTi�Ͻ�; ���⺸; ������; ��֯ ��ͼ�����: TG456.7
���ױ�ʶ��: A
Microstructures and properties of laser spot-welded joint of superelastic NiTi alloy wire
YAN Xiao-jun, YANG Da-zhi, LIU Li-ming
(Department of Materials Engineering, Dalian University of Technology, Dalian 116024, China)
Abstract: Ti-50.6%Ni(mole fraction) wires were welded using pulsed YAG laser. The laser spot-welded joints were tested for the microstructure, transformation behavior, Ni-content, micro-hardness and stress��strain curves in comparison with the base metal. The results show that laser welding NiTi alloy is advisable when NiTi alloy is used as functional materials. The fusion zone features dendrite structure, the microstructures of heat-affected zone can be divided into two parts, i.e. coarse equiaxial crystals near the fusion zone and fine equiaxial crystals near the base metal. The transformation behavior of the joint is affected by the vaporization of Ni during the laser welding process. The ultimate tensile strength of the joint is up to 70% of the base metal, the maximum recoverable strain is up to 92% of the base metal.
Key words: NiTi alloy; laser welding; superelasticity; microstructure
NiTi��״����Ͻ�������õ���״����ЧӦ�� �����ԡ� ����ʴ�Ժ�����������, �Ѿ���ΪӦ����㷺�ļ���Ͻ� ��ʵ��Ӧ����������Ҫ��NiTi�Ͻ�������NiTi�Ͻ����������ֽ�����������, �Դﵽ��С��Ʒ����� �Ż���Ʒ���ܡ� ���Ͳ�Ʒ�۸��Ŀ�ġ� ����NiTi�Ͻ�Ӧ������IJ�������, �亸�Ӽ���������Ҫ, ���й��ⷽ����о�����ȴ����, Ŀǰ���ڵ��躸�� Ħ������ ���������� ���⺸����������˳����о�[1,2]�� ���⺸���ھ��������ܶȸߡ� ����խ�� ��Ӱ����С�� ���ӱ���С�� ���������Ժá� �ܽ��о��ܼӹ����ŵ�[3], Խ��Խ�ܵ����ǵĹ�ע�� ����, NiTi��״����Ͻ��ܺܺõ����ղ���Ϊ1064nm�ļ���[4], ���, ���ü��⺸�����ӹ�NiTi�Ͻ��Ǻ���ǰ;�ġ� ���е��о�[5-8]�����ü��⺸��NiTi�Ͻ���, �����漰��NiTi�Ͻ�ϸ˿�ĺ��ӡ� NiTi�Ͻ�ϸ˿��Ӧ�úܹ㷺, ��˿��˿�ĺ��ӺͰ��֮��ĺ������, ���ȴ��������нϴ�ͬ�� ���������������弤����������ֱ��Ϊ0.5mm��Ti-50.6%Ni�Ͻ�ϸ˿�Խӵĵ㺸ʵ��, �о������弤��㺸��ͷ����֯�����ܡ�
1 ʵ��
����ո�Ӧ¯�����ɷ�ΪTi-50.6%Ni�ĺϽ�, Ȼ�����졢 ���ơ� ���͡� ������, �γ�ֱ��Ϊ0.5mm��ϸ˿, ���773K����˻� ����ʱ���öԽӺ��ķ�ʽ, ���ú���Ϊ����500W���弤�⺸��, ��С����100A, ���Ƶ��100Hz, �������0.1~12ms�� ��ǰ�����Ӷ�����1000#ɰֽĥƽ, ����Ļ����Һ��ȥ�Լ���������Ĥ, �ñ�ͪ��ϴ��ȥ�������ۡ� ʵ��ʱ, ͨ���ı乤�ղ����������Ѻ��������� ���ý��������� ���ȷ�����(DSC)�� ����̽�롢 ��Ӳ�ȼƶԽ�ͷ���з���, ͬʱ����ĸ���뺸�ӽ�ͷ�Ŀ���ǿ��, ����ɨ��羵�۲�����Ͽ���ò�� ����㺸��ͷ��DSC����ȡ������ͷ, �Խ�ͷ����Ϊ�Գ�, ������Ӱ������
2 ���������
2.1 ��ͷ����֯
ͼ1��ʾΪ����㺸��ͷ�ĺ��ɨ��羵��Ϊ�˷�ֹ��������������װ���϶�����ɺ���ȱ��, �ڼ���㺸��������˿������ʩ��һ���Ķ�����, ����õĵ㺸��ͷֱ���Դ���˿��ԭʼֱ���� ��ͼ�п��Կ���, ��ͷ����ƽ��, �������á� ������֯�۲����, �ӽ�ͷ�����ۻ�����ĸ�ĵ���֯����Ϊ��֦�����ִ���ᾧ��ϸС���ᾧ����״��֯(ͼ2)�� ��ͼ���Կ���, ����㺸��ͷ�ۻ�������֦�����, ��Ӱ������2�������, �����ۻ����IJ���Ϊ�ִ���ᾧ, ������ĸ�ĵIJ���ΪϸС���ᾧ, ĸ��Ϊ��״��֯��

ͼ1 ����㺸��ͷ��ɨ��羵��
Fig.1 SEM image of laser spot-welded joint
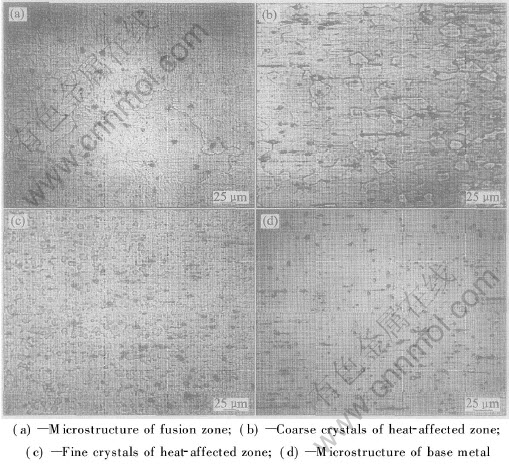
ͼ2 ��ͷ��ĸ�ĵ�����֯
Fig.2 Microstructures of welded joint and base metal
����Ľᾧ��̬��Ҫ�����ںϽ������ʵ�Ũ�ȡ� �ᾧ�ٶ�(���������ٶ�)��Һ���¶��ݶȵ��ۺ�����[9]�� ���⺸ʱ�۳�Һ̬�����Ĺ���Ⱥܴ�, ��������֦��������[10]�� �۳ظ�����ĸ����֯, �����ܵ������������Ӱ��, �������ٽᾧ�� �����۳ز��ֵ�ĸ���¶Ƚϸ�, �γɵĵ��ᾧ�����ϴִ�, ��Զ���۳ز��ֵ�ĸ���¶Ƚϵ�, �γɵĵ��ᾧ������ϸС�� ��Hsu��[7]��CO2���⺸����ȫ�˻�̬��NiTi�Ͻ���ʱ, ��Ӱ����û�г��ִ־��� �ɴ˿ɼ�, ĸ�ĵ�״̬�ͺ��ӹ��նԽ�ͷ��֯����ҪӰ�졣
�Ͻ�˿�ĺ���ֻ��˿�ķ�����, ��˶Զ�λ�����������ȶ���Ҫ��ϸߡ� ����������ƫ��, ����˿�׳�������, ������������ϸ, �����Ͽ�, ������ƫС, �ۻ������, ���γ����õ�����״̬�� Ϊ�˱�֤ϸ˿�ڼ��⺸�ӹ�������������, �����Ϲ����ܶ�Ӧ�ϵ�, ѡ��С������ �������� �����Ĵ�С��ӳ�˼��������ֵ�����ܶȵĴ�С, ����Խ��, �����ֵ�����ܶ�Խ��, ����ʱ�׳��������� ����Խ��, ���ӿɿ���Խ��, ������ʹ��Ӱ��������, �Խ�ͷ���ܲ�����
2.2 ��ͷ������
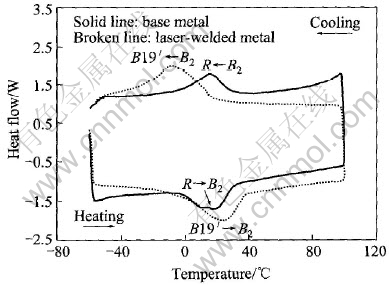
NiTi�Ͻ�����������˳������¶ȿ���DSC���������� ͼ3��ʾΪĸ�ĺͼ���㺸��ͷ��DSC��������, ĸ����֯Ϊ����˻�̬, ����㺸��ͷ��֯�ɿ������ܴ���̬�� Miyazaki��[11]���о�����, Ti-50.6%Ni�Ͻ���1273K���ܴ���3.6ks���ˮ���, ������֯��������ΪB2��B19��, ��������ΪB19���B2�� HUANG��[12]���о�����, ����˻�̬Ti-50.85%Ni�Ͻ���������ΪB2��R��B19��, ��������ΪB19���B2�� �˻��¶Ƚϵ�ʱ, ��ȴ������R��B19�������173K�²��ܽ��е���, ��Ӧ�ļ��ȹ������ΪB19���B2��R��B2�� ��ʵ�����õ�DSC�豸����¶�ֻ�ܵ�213K, �����������Miyazaki[11]��HUANG��[12]���о�����Աȿ�֪, ĸ�ĵ��������̷�2������, ��: B2��R��R��B19�䡣 ������ĸ�ĵ�Ni�����ϸ�, Ms��ܵ�, �����õ�DSC�豸����¶�ֻ�ܵ�213K, ��������������, ������ĸ�ĵ�DSC������ֻ������R�����û�г������������塣 ���ӽ�ͷ����������ֻ��һ������, ��: B2��B19�䡣 �ں�����ʵ���з��ֽ�ͷ������ѭ���������R���, ˵����ʱ��ͷDSC�����ϵķ��Ӧ�������������, ������R��䡣 ͼ3��ĸ�ĵ��������̷�2������, ��: B19���B2, R��B2, ��2������û����ȫ�ֿ��� ���ӽ�ͷ�������ֻ����һ������, ��: B19���B2�� ��ͼ�п��Կ�����ͷ��ĸ�ĵ�����¶�Ҳ���ܴ� NiTi�Ͻ�������������Ϊǿ�������ںϽ�Ļ�ѧ�ɷ֡� �Ȼ�е������ ʱЧ����ѭ���� ����������Ϊȡ����ĸ�ĵ�״̬�������õĺ��Ӳ���[6]�� ��ͼ2������֯�п������Եؿ�����ͷ��֯��ĸ����֯�IJ�ͬ�� ����̽���������, ��ͷ��Ni����Ϊ50.4%, ��ĸ�ĵ�, Ni�����ϵ�, Ms��ͻ�ϸߡ� ��֯�ͳɷֵIJ������˽�ͷ��ĸ�IJ�ͬ�������Ϊ��
ͼ3 ĸ�ĺͼ���㺸��ͷ��DSC����
Fig.3 DSC curves of base metal and laser spot-welded joint
2.3 ��ͷ����Ӳ��
ͼ4��ʾΪ��ͷ��֯����Ӳ�ȷֲ����ߡ� ��ͼ�пɿ���, �ӽ�ͷ���ĵ�ĸ��, ��Ӳ��ֵ�Ƚ��ͺ�����, ��Ӱ������һ����Ӳ��ֵ���, ԼΪ210HV, ĸ�ĵ�Ӳ��ֵ���, ԼΪ345HV�� �������Ӳ�ȷֲ�����Ҫԭ���Ǹ�������֯״̬��ͬ�� ��ͼ2��ʾ������֯���Կ���, ����Ӱ������һ�־���, ��������NiTi�Ͻ�ĵ����ʵ�, ������Ϊ10W/(m��K)[13], ���ӹ����е�������������ɢ, �Ӷ���ɾֲ��¶ȹ���, ��������, Ӳ�Ƚϵ͡� ĸ����֯Ϊ����̬����֯ʱ, ��Ӳ����ߡ�
2.4 ��ͷ����������
ͼ5��ʾΪĸ�ĺͼ���㺸��ͷ�������µ��������ߡ� ��ͼ�п��Կ���, ĸ�ĵĿ���ǿ��ԼΪ1250MPa, ���⺸�ӽ�ͷ�Ŀ���ǿ��ԼΪ880MPa, �ɴﵽĸ�Ŀ���ǿ�ȵ�70%�� Ӧ���շ������������Ӧ����ĸ����ԼΪ455MPa, ���ں��ӽ�ͷ��ԼΪ288MPa, ��ĸ�ĵ�63%, ��Ӧ�Ŀɻָ�Ӧ��: ĸ��Ϊ8%, ���ӽ�ͷΪ7.4%,�ɴ�ĸ�ĵ�92%, ��ͷ�ĵ���ģ����ĸ�ĵ�С�� ͼ6(a)��ʾΪĸ�����Ϻ�ĶϿ���ò, ��ͼ�п��Կ������Ե�����, �����Զ��ѡ� ͼ6(b)��ʾΪ���ӽ�ͷ����Ͽ���Ƭ, ��ͼ�п��Կ������Եĺ�������, ˵���Ͽ������Զ��ѡ� �ɴ˿�֪, ���⺸��, ���ӽ�ͷ����ѧ���ܼ������Ա�ĸ�Ķ������½�, ������ѧ�����½��ij̶Ƚϴ�, ���������ܽ��͵ij̶Ƚ�С��
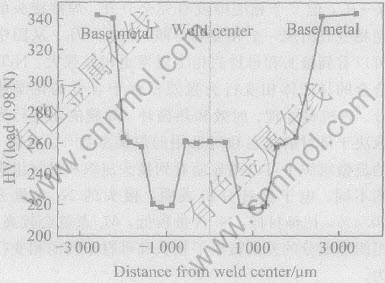
ͼ4 ��ͷ��֯����Ӳ�ȷֲ�����
Fig.4 Micro-hardness distribution curve of laser spot-welded joint
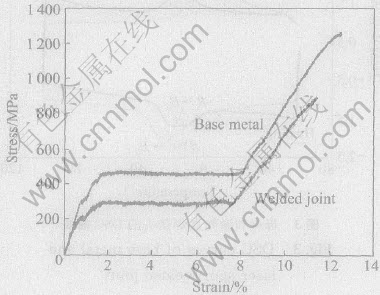
ͼ5 ĸ�ĺͽ�ͷ����������
Fig.5 Stress��strain curves of base metal and welded joint
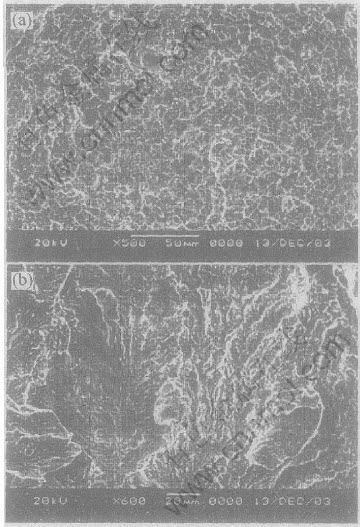
ͼ6 ����Ͽ���ò
Fig.6 Tensile-fractured appearances of base metal (a) and welded joint (b)
��ͼ2��ʾ��ͷ������֯���Կ���, ��ͷ�ۻ�������֦�����, ��Ӱ�������ڴ־�, ������֯������NiTi�Ͻ����ѧ���ܺ����Զ��в�����Ӱ��[2]�� ����, ���⺸����һ���ۻ����ӷ���, �ں��ӹ����н�ͷ�¶ȸ�, ��Ti�ڸ����º��������յ����� ������ ���������岢�ڽ�ͷ���γɴ��Ի�����; ��ͷ�����̹����л�����Ti2Ni�� TiNi3�Ƚ����仯����, ��Щ���ض���ʹ��ͷ�Ŀ���ǿ�Ⱥͳ������½�[1]�� ���, ��ͷ�����̹��������γ���������[14], ʹ��ͷ�����ܽ�һ����
3 ����
1) NiTi�Ͻ�˿�ļ���㺸��ͷ�ۻ�������֦�����, ��Ӱ���������۳ز���Ϊ�ִ���ᾧ, ����ĸ�ĵIJ���ΪϸС���ᾧ��
2) ����㺸��ͷ�������Ϊ��ĸ���кܴ���, ��ȴ������ĸ�ĵ�������ΪB2��R��B19��, ��ͷ��������ΪB2��B19��, ��ͷ��Ms�� Af���ĸ�ĸߡ�
3) ����㺸��ͷ����ǿ�ȴ�ĸ�ĵ�70%, �ɻָ�Ӧ���ĸ�ĵ�92%��
4) ��Ni-Ti�Ͻ��������ܲ���ʱ, ���⺸���ǿ�ȡ�ġ�
��л
��л����������ѧ���Ϲ���ϵ�����о��ҵ���ʦ��ͬѧ�Ա�ʵ��Ĵ���֧�֡�
REFERENCES
[1]�μ���, �ⰮƼ. �Ƚ����ϵ�����[M]. ����: ��е��ҵ������, 2000.
REN Jia-lie, WU Ai-ping. The Joint of Advanced Materials[M]. Beijing: China Machine Press, 2000.
[2]Potluri N B. Joining of shape memory alloys[J]. Welding Journal, 1999, 78(3): 39-42.
[3]��־Զ, Ǯ����, �žź�. �Ƚ����ӷ���[M]. ����: ��е��ҵ������, 2000.
LI Zhi-yuan, QIAN Yi-yu, ZHANG Jiu-hai. The Advanced Joint Method[M]. Beijing: China Machine Press, 2000.
[4]Paren S. Post weld disturbance analysis in laser diode assemblies[EB/OL]. http://www2.sjsu.edu/faculty/selvaduray/page/papers/mate234/parenshah.pdf.
[5]Tuissi A, Besseghini S, Ranucci T, et al. Effect of Nd-YAG laser welding on the functional properties of the Ni-49.6at.%Ti[J]. Materials Science and Engineering, 1999, A273-275: 813-817.
[6]Schlo�xmacher P, Haas T, Sch���xler A. Laser welding of Ni-Ti shape memory alloys[A]. The First International Conference on Shape Memory and Superelastic Technologies[C]. California: Asilomar Conference Center, 1994. 85-90.
[7]Hsu Y T, Wang Y R, Wu S K, et al. Effect of CO2 laser welding on the shape-memory and corrosion characteristics of TiNi alloys[J]. Metallurgical and Materials Transactions A, 2001, 32(3): 569-576.
[8]QIU Xiao-ming, SUN Da-qian, LI Ming-gao, et al. Microstructures and properties of welded joint of TiNi shape memory alloy and stainless steel[J]. Trans Nonferrous Met Soc China, 2004, 14(3): 475-479.
[9]�����, ������. ����ұ�������������[M]. ����: ��е��ҵ������, 1988.
ZHOU Zhen-feng, ZHANG Wen-yue. Welding Metallurgy and Weldability of Metal[M]. Beijing: China Machine Press, 1988.
[10]Tjong S C, Zhu S M, Ho N J, et al. Microstructural characteristics and creep rupture behavior of electron beam and laser welded AISI 316L stainless steel[J]. Journal of Nuclear Materials, 1995, 227(1-2): 24-31.
[11]Miyazaki S, Igo Y, Otsuka K. Effect of thermal cycling on the transformation temperatures of Ti-Ni alloys[J]. Acta Metall, 1986, 34(10): 2045-2051.
[12]HUANG Xu, LIU Yong. Effect of annealing on the transformation behavior and superelasticity of NiTi shape memory alloy[J]. Scripta Materialia, 2001, 45: 153-160.
[13]�����, ������, ����ͥ. ��״����Ͻ�[M]. ����: ������ѧԺ������, 1988.
YANG Da-zhi, ZHANG Lian-sheng, WANG Feng-ting. Shape Memory Alloys[M]. Dalian: Dalian Institute of Technology Press, 1988.
[14]WANG G. Strength of welded nitinol for medical applications[EB/OL]. http://www.engineeringreference.com/H-Processes/nitinolmedicalapplications.pdf.
������Ŀ��������Ȼ��ѧ����������Ŀ��50171015��
�ո����ڣ�2004-05-25�������ڣ�2004-11-17
����飺��С����1983-�����У���ʿ�о���.
ͨѶ���ߣ���С������ʿ�о������绰��0411-84708441��E-mail:dreamto2008@sohu.com
(�༭����Ⱥ)[1]�μ���, �ⰮƼ. �Ƚ����ϵ�����[M]. ����: ��е��ҵ������, 2000.
[2]Potluri N B. Joining of shape memory alloys[J]. Welding Journal, 1999, 78(3): 39-42.
[3]��־Զ, Ǯ����, �žź�. �Ƚ����ӷ���[M]. ����: ��е��ҵ������, 2000.
[9]�����, ������. ����ұ�������������[M]. ����: ��е��ҵ������, 1988.
[13]�����, ������, ����ͥ. ��״����Ͻ�[M]. ����: ������ѧԺ������, 1988.
