

Superplastic forming of Ti6Al4V alloy using ZrO2-TiO2 ceramic die with adjustable linear thermal expansion coefficient
JIANG Shao-song(������), ZHANG Kai-feng(�ſ���)
National Key Laboratory for Hot Processing of Metals, Harbin Institute of Technology, Harbin 150001, China
Received 10 June 2009; accepted 15 August 2009
Abstract:
Firstly, the relation between the coefficient of thermal expansion(CTE) and the volume fraction of TiO2 was investigated, and also the influence of relative density of ceramic on the CTE was studied. The results show that the volume fraction of TiO2 and the relative density both make influence on the CTE of ZrO2-TiO2 ceramic. According to the results, the ZrO2-TiO2 (volume fraction of TiO2 is 27%) ceramic die with the similar CTE (8.92��10-6 ��-1) to Ti6Al4V was fabricated. Secondly, to evaluate the dimensional accuracy of the workpiece superplastically formed, the Ti6Al4V impression experiment was performed. The result shows that the dimensional inaccuracy of workpiece is 0.003. Thirdly, in order to evaluate the practicability, the experiment of superplastic forming Ti6Al4V using ZrO2-TiO2 cylinder ceramic die was carried out. The Ti6Al4V cylinder shows good shape retention and surface quality, and high dimensional accuracy. The ceramic dies seem to be adequate for superplastic forming the high accuracy Ti6Al4V, and the trials have confirmed the potential of the ZrO2-TiO2 ceramic die.
Key words:
Ti6Al4V; superplastic forming; ceramic die; linear coefficient of thermal expansion;
1 Introduction
Ti6Al4V has a wide application in the fields of the aerospace, chemical industry, navigation, automobile and medical appliance due to the good mechanical properties, good specific strength and excellent corrosion resistance [1-2]. It shows superplastic properties at 750-950 ��[3]. The superplastic forming offers many advantages over conventional stamping techniques[4]. It has been widely used for manufacturing the aerospace parts with complex shape and high in-flight qualities[5-8]. Almost uniform flow and a lack of residual stresses are also just two of the benefits over the casting of titanium[9].
Dies are fundamental for the process of superplastic forming[10]. Today, nickel-chromium cast steels, such as ZG35Cr24Ni7SiN, were used frequently. Nevertheless, these materials are expensive and, more importantly, the linear thermal expansion coefficients (CTEs) of them are more larger than that of Ti6Al4V. The difference of linear expansion will cause the dimensional inaccuracy, especially to the larger dimensional workpieces, because the linear contraction of dies is larger than that of the Ti6Al4V workpieces when cooling after superplastic forming. And also because of the difference, the Ti6Al4V workpieces are so difficult to be removed from the female die. So, the difference of linear expansion leads to considerable problems in engineering practice of superplastic forming. The combination of high temperature and suitable linear CTE points to the consideration of the ceramic die for superplastic forming. Refractory castable or ceramic dies, were investigated in order to offer alternatives to the SPF producers[11-14]. The dimensional accuracy will be higher if the expansion was matched to the thermal contraction of the Ti6Al4V as it cools from the forming temperature (930 ��).
In this work, the controlling of the linear CTE of ZrO2-TiO2 ceramic die was developed by investigating the influence on the linear expansion of the relative density and the mass fraction of TiO2 of the ceramic die. The ZrO2-TiO2 ceramic die with the similar linear CTE with Ti6Al4V alloy was fabricated. The accuracy of Ti6Al4V workpiece was also investigated using the impression measuring method[8]. And also the Ti6Al4V cylinder with the same dimension with the ZrO2-TiO2 ceramic die was produced by superplastic forming and the accuracy was analyzed.
2 Controlling of linear expansion of ZrO2- TiO2 ceramic
2.1 Sintering ZrO2-TiO2 ceramic cylinder
The properties of ceramic die material required for use in superplastic forming mainly include good hot strength to resist cracking and fracture, low hot deformation and minimal chemical interaction with the metal to be formed. In this work, the trial ceramic die was prepared by sintering the green of the ZrO2-TiO2 with the polyvinyl alcohol(PVA) in the atmosphere. The low-cost commercial yttria semi-stabilised zirconia (3Y-ZrO2), supplied by the Hebei Pengda Advanced Materials Technology Co., Ltd, China, was used to be the basic ceramic die material. The purity of 3Y-ZrO2 is 94.8%, the proportion of Y2O3 is 4.6% (molar fraction) and the particle size is 0.48 ��m. The addition of TiO2 into ZrO2 can not only adjust the linear CTE but also prevent the chemical interaction between the ceramic die and the Ti6Al4V alloy. Thus, commercial TiO2 (chemical purity of 99%), supplied by the Tianjin No.3 Chemical Reagent Factory, China, was added to ZrO2. And also the PVA (m(PVA):m(H2O)=7:100) was added to the mixed powder as the ceramic binder in order to avoid the ceramic die cracking when sintering and to enhance the moldability.
To measure the linear CTE of ZrO2-TiO2 ceramic, the ceramic cylinder with the size of d 10 mm��50 mm was fabricated. The process (Fig.1) consists of 4 steps. Firstly, the powders of ZrO2 and TiO2 were mixed in a vertical planetary ball milling using sintered carbide balls at room temperature. Then 25% (mass fraction) PVA was mixed into the milled mixture in agitator at 120 �� for 1 h. Secondly, the green of ZrO2 and TiO2 was pressed into the mould of cylinder (Fig.2) at 100 ��. The semi-finished ceramic cylinder was taken out after cooling for 3 h at room temperature. Thirdly, debinding and presintering were performed in heating-furnace from 25 �� to 1 000 �� for 24 h. Finally, the ceramic cylinder was sintered at 1 500 �� for 1 h. The finished ZrO2-TiO2 cylinder is shown in Fig.3.
2.2 Measurement of CTE of ZrO2-TiO2 ceramic
The measurement of linear CTE of ZrO2-TiO2
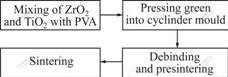
Fig.1 Process schematic of sintering ZrO2-TiO2 cylinder
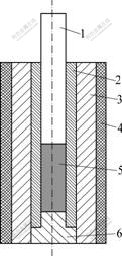
Fig.2 Schematic diagram of structure of die: 1 Formed punch; 2 Female die; 3 Outer sleeve; 4 Heating apparatus; 5 Powder lot; 6 Filling piece
Fig.3 RPZ-03P thermal dilatometer (a) and ZrO2-TiO2 ceramic cylinder sample (b)
ceramic has been performed with thermal dilatometer (RPZ-03P). Because the optimal superplastic forming temperature of Ti6Al4V is 930 ��, the linear CTE was measured from 200 �� to 930 ��. To determine the relationship between the CTE and the content of TiO2, five groups of ZrO2-TiO2 cylinder specimens were sintered at 1 480 �� with different volume fractions of TiO2 (0, 15%, 30%, 40%, 55%, respectively). The results (Fig.4) show that the linear CTE decreases with the increase of TiO2 content. This phenomenon can be approached from the equation as follows (Turner equation[15]):
![]() (1)
(1)
where a is the linear CTE; �� is the volume fraction; E is the elastic modulus; and p and m represent second-phrase ceramic and base ceramic respectively. Because the CTE of TiO2 is smaller than that of ZrO2,the experimental CTE of ZrO2-TiO2 decreases correspondingly with the increment of TiO2 content.
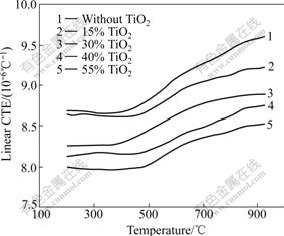
Fig.4 Relationship between linear CTE and volume fraction of TiO2
The influence of the relative density on the linear CTE was also investigated. Four groups of ZrO2-TiO2 cylinder specimens with 30% volume fraction TiO2 were sintered at different temperatures (1 550, 1 450, 1 400 and 1 350 ��, respectively) and the relative densities were 0.92, 0.81, 0.75 and 0.65 correspondingly. The results (Fig.5) show that at 930 �� the linear CTE of ZrO2-TiO2 ceramic increases with the relative density rising. This is because the less the relative density is, the more the pores exist in the ceramic. When the temperature rises, the expansion of material is partly absorbed by the pore in the ZrO2-TiO2 ceramic, and the expansion of the dimension of whole body will decrease. So, the overall expansion must be decreased.
According to the experimental result, many tests were performed and the ZrO2-TiO2 ceramic with the similar CTE to the Ti6Al4V alloy was successfully
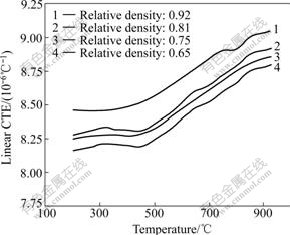
Fig.5 Relationship between linear CTE and relative density
fabricated. The ceramic die with 27% of volume fraction TiO2 sintered at 1 500 �� for 2 h was considered to be the optimal sample whose linear thermal expansion is 8.92��10-6 ��-1 at 930 ��, similar to the Ti6Al4V(Fig.6).
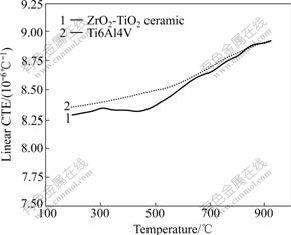
Fig.6 Comparison of linear CTE of optimal ZrO2-TiO2 ceramic and Ti6Al4V
3 Dimensional accuracy of Ti6Al4V impression on ZrO2-TiO2 ceramic die
To verify the dimensional accuracy of Ti6Al4V formed by the optimal ZrO2-TiO2 ceramic die, the impression experiment was performed. Firstly, two ZrO2-TiO2 ceramic circular columns (Fig.7) with optimal CTE were fabricated by sintering. The diameter was 12 mm. They were placed onto the ceramic plate to ensure at the same level. Secondly, the Ti6Al4V sheet was formed in the ceramic cylinder at superplastic forming temperature (930 ��) by blow forming using argon. The Ti6Al4V sheet recorded clear impressions of the ceramic cylinder on the metal surface (Fig.7). Thirdly, the dimension of impression onto Ti6Al4V and the distance between them were measured five times. The dimensional accuracy can be evaluated by comparing the average distance between the two ceramic columns and the average distance between the two impressions. The distance between impressions (L0) can be calculated using the following equation:
![]() (2)
(2)
where D1 and D2 are the diameter values of two impressions and L is the measured value of distance between two impressions. L0 value was measured to be 27.99 mm, and the distance between the ceramic cylinders was 27.93 mm. The inaccuracy percentage
calculated was 0.003 and can nearly be considered zero dimensional change.
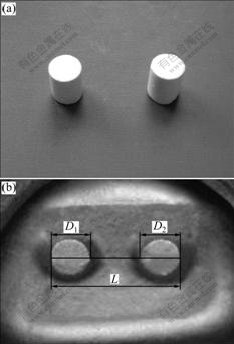
Fig.7 ZrO2-TiO2 ceramic cylinder (a) and its clear impression on Ti6Al4V sheet (b)
4 Superplastic forming Ti6Al4V deep cylinder by optimal ZrO2-TiO2 ceramic die
4.1 ZrO2-TiO2 deep cylinder ceramic die
The ZrO2-TiO2 deep cylinder ceramic die with optimal CTE was made by pressing the mixed powder of ZrO2-TiO2 (volume fraction of TiO2 is 27%) into cavity of the steel model (Fig.8). A double layer of cling film was covered on the steel model in order to separate the ceramic die easily later. After that, the mixed powder was compressed into the cavity bit by bit at 120 �� till all the powder was used out. Then, they were set at room
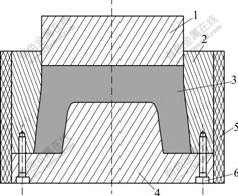
Fig.8 Steel model for forming semi-finished ZrO2-TiO2 deep cylinder ceramic die: 1 Pressure head; 2 External mold; 3 Mixed powder; 4 Internal mold; 5 Heating apparatus; 6 Screw bolt
temperature. After 30 min, the mixed powder turned to be harden and owned the cylinder shape. After separating it from the mold and removing the cling film, the semi-finished ceramic die was achieved. Next, the ceramic die was sintered at 1 500 �� in the hot sintering furnace to enhance the strength. It was heated from room temperature to 1 500 �� at 8 ��/min and held for 2 h before the ceramic die was allowed to cool. Fig.9 shows the finished ZrO2-TiO2 deep cylinder ceramic die.

Fig.9 Finished ZrO2-TiO2 deep cylinder ceramic die
4.2 Superplastic forming Ti6Al4V using ZrO2-TiO2 cylinder ceramic die
In order to evaluate the practicability of the ZrO2-TiO2 ceramic die on superplastic forming, the experiment of superplastic forming Ti6Al4V using cylinder ceramic die was carried out. The schematic diagram of superplastic blow forming is shown in Fig.10. This test was performed on the 1 000 kN superplastic forming machine. The SPF machine consists of a heater stove which operates at 300 V using a 3-phase power supply, a 1 000 kN oil hydraulic press and a water cooling system. The temperature in heater stove was measured by the electric thermocouple. After fixing the ceramic die in the female die and putting the specimen on the female die, the blank holder was pressed onto the Ti6Al4V sheet in the heater stove of SPF machine and the steel air pipe welded in the air inlet hole was screwed to the gas-pressure meter of the nitrogen cylinder. The Ti6Al4V sheet was heated at 15 ��/min up to 930 �� and held for 30 min before blow forming. Then, the nitrogen gas was controlled by using gas-pressure meter to blow the Ti6Al4V plate onto the ceramic die surface. The gas pressure applied on the plate was increased gradually up to 1.5 MPa. In order to achieve complete adaptation of the Ti6Al4V sheet to the ceramic die surface, a holding time of 20 min was used before it was allowed to cool. After cooling in the atmosphere, the Ti6Al4V deep cylinder (Fig.11) was easily separated from the ZrO2-TiO2 ceramic die surface due to their identical CTE. The Ti6Al4V cylinder shows better shape retention, surface quality and high dimensional accuracy, confirming that the ceramic owns enough mechanical strength and no chemical reaction with the Ti6Al4V at 930 ��. Consequently, the ceramic die seems to be adequate for superplastic forming the high accuracy Ti6Al4V, and the trials have confirmed the potential of the ZrO2-TiO2 ceramic die.
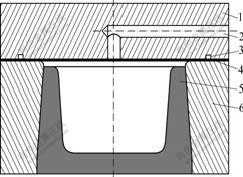
Fig.10 Schematic diagram of superplastic forming Ti6Al4V deep cylinder with ceramic die: 1 Blank holder; 2 Air inlet hole; 3 Blank slot; 4 Ti6Al4V sheet; 5 Ceramic die; 6 Female die

Fig.11 Ti6Al4V deep cylinder superplastically formed by ceramic die
5 Conclusions
1) The linear CTE of ZrO2-TiO2 ceramic die decreased with the increase of TiO2 ceramic content, and increased with the increase of the relative density.
2) After the ZrO2-TiO2 ceramic with 27% of volume fraction TiO2 was sintered at 1 500 �� for 2 h, it owns the similar linear CTE (8.92��10-6 ��-1) with the Ti6Al4V.
3) The dimensional inaccuracy of Ti6Al4V impression formed by the optimal ZrO2-TiO2 ceramic die
was about 0.003, and it can nearly be considered zero dimensional change.
4) The ZrO2-TiO2 deep cylinder ceramic die with optimal CTE was fabricated successfully, and the Ti6Al4V sheet was superplastically formed using it. The Ti6Al4V cylinder shows good shape retention and surface quality, and high dimensional accuracy.
References
[1] Lee K S, Huh H. Numerical simulation of the superplastic moving die forming process with a modified membrane finite methods [J]. Journal of Materials Processing Technology, 2001, 113: 754-760.
[2] Zhang Kai-feng, Wang Gang, Wu De-zhong. The superplastic capability of butt cover plate of Ti-6Al-4V titanium alloy [J]. Trans Nonferrous Met Soc China, 2002, 12(2): 251-255.
[3] WANG G C, Fu M W. Maximum m superplasticity deformation for Ti-6Al-4V titanium alloy [J]. Journal of Materials Processing Technology, 2007, 192/193: 555-560.
[4] LUCKEY G Jr, FRIEDMAN P, WEINMANN K. Design and experimental validation of a two-stage superplastic forming die [J]. Journal of Materials Processing Technology, 2009, 209: 2152-2190.
[5] Bonet J, Antonio G, Richard D, Rajab S, Curtis R V. Simulating superplastic forming [J]. Comput Methods Appl Mech Eng, 2006, 195: 6580-6603.
[6] Nazzal M, Khraisheh M. Finite element modeling of superplastic forming in the presence of back pressure [J]. Material Science Forum, 2007, 551/552: 257-262.
[7] Lee H S, Yoon J H, Park C H, Ko Y G, Shin D h, Lee C s. A study on diffusion bonding of superplastic Ti-6Al-4V ELI grade [J]. Journal of Materials Processing Technology, 2007, 187/188: 526-529.
[8] Vanderhasten M, Rabet L, Verlinden B. Ti-6Al-4V: Deformation map and modelisation of tensile behaviour [J]. Materials and Design, 2008, 29: 1090-1098.
[9] Soo S, Garriga-Majoa D, Palmerb R M, Curtis R V. The longitudinal accuracy of fit of titanium implant superstructures superplastically formed on investment models [J]. Dental Materials, 2004, 20: 269-276.
[10] Gao C Y, Lours P, Bernhart G. Thermomechanical stress analysis of superplastic forming tools [J]. Journal of Materials Processing Technology, 2005, 169: 281-291.
[11] Bernhart G, Nazaret F, Cutard T. Fibre reinforced refractory castables: An alternative solution for SPF die manufacturing [J]. Materials Science Forum, 2007, 551/552: 37-42.
[12] Cutard T, Cailleux E, Lours P, Bernhart G. Structural and mechanical properties of a refractory concrete for superplastic forming tools [J]. Industrial Ceramics, 1999, 19(2): 100-102.
[13] Murakami H. Denntal application of superplastic forming for titanium complete denture bases [J]. Aichi Gakuin Daigaku Shigakkai Shi, 1989, 27(1): 61-81.
[14] Curtis R V. Stress-strain and thermal expansion characteristics of a phosphate-bonded investment mould material for dental superplastic forming [J]. Journal of Dentistry, 1998, 26: 251-258.
[15] Kingery W D, Bowen H K, Uhlmann D R. Introduction to ceramics [M]. 2nd ed. New York: John Wiley & Sons Inc, 1975.
(Edited by YANG Hua)
Corresponding author: JIANG Shao-song; Tel: +86-451-86413681; E-mail: jiangss600_2005@163.com
