
���±�ţ�1004-0609(2013)S1-s0020-04
�������ۻ������η��Ʊ�Ti-6Al-4V�Ͻ����֯����ѧ����
�� ��1���� ��1��������2�������2��������2���� ��2
(1. ������ѧ ��е����ѧԺ������ 110044��
2. �й���ѧԺ �����о��� �������Ϲ���(����)ʵ���ң����� 110016)
ժ Ҫ���о��������ۻ������η�(AM-EBM)�Ʊ�Ti-6Al-4V�Ͻ����֯����ѧ���ܣ������̬Ti-6Al-4V�Ͻ���бȽϡ����������EBM ���Ʊ���Ti-6Al-4V�Ͻ������֯�Ԧ���Ƭ��Ϊ����Ƭ��֮�����������ࣻ����Ƭ������ѻ��߶ȵ����Ӷ����һ���ѻ��߶Ⱥ����Ƭ��������ȶ������̬�Ͻ���ȣ�EBM ���Ʊ���Ti-6Al-4V�Ͻ���ֳ��ϸߵ�����ǿ�ȺͿ���ǿ�ȣ����ֺϽ�����ֳ����õ��������ԣ�EBM Ti-6Al-4V�Ͻ�Ķ��ѷ�ʽΪ���͵������ʹ�Ƭ����ѡ�
�ؼ��ʣ�
�������ۻ���Ti-6Al-4V�Ͻ�������֯��������������̬��
��ͼ����ţ�TG146.2+3 �� ���ױ�־�룺A
Microstructures and mechanical properties of Ti-6Al-4V alloy fabricated by electron beam melting
WANG Zhe1, ZHANG Jun1, LI Shu-jun2, HOU Wen-tao2, HAO Yu-lin2, YANG Rui2
(1. College of Mechanical Engineering, Shenyang University, Shenyang 110044, China;
2. Shenyang National Laboratory for Materials Science, Institute of Metal Research,
Chinese Academy of Sciences, Shenyang 110016, China)
Abstract: Microstructures and mechanical properties of Ti-6Al-4V alloy fabricated by electron beam melting (EBM) were investigated and compared to those of wrought Ti-6Al-4V plates. The results indicate that the EBM Ti-6Al-4V alloy mainly consists of �� lamellas with small amount of �� phase. The thickness of the �� lamellas increases with the distance from the building plate and tends to remain stable at the certain building distance. EBM Ti-6Al-4V samples possess higher ultimate tensile strength (UTS) and yield strength (YS) than the wrought Ti-6Al-4V plates. There are no significant differences in ductility between EBM and wrought Ti-6Al-4V alloys. Dimple translamella is observed by SEM on fractured EBM Ti-6Al-4V tensile specimen.
Key words: electron beam melting; Ti-6Al-4V alloy; microstructures; mechanical properties; wrought
����������ۻ��������ٳ��ͼ���(Additive manufacturing via electron beam melting)�ǽ��������ٷ�չ���Ƚ����켼��֮һ���˼������չ��������ڼ���ѡ���ڻ�����(Selective laser melting��SLM)[1-2]���Ե�����Ϊ����Դ��ͨ�����������ά����ģ�ͷֲ���Ƭ������ʹ����ɢ��һϵ�ж�ά�����ļ���Ȼ����ÿһ����ļ���Ϣ��ͨ�������ϵͳ���Ƶ������ƶ���������ĩ������ڶѻ������յõ�������ļ���ȫһ�µ�����[3]���ü����ܹ������Ʊ����ȸߡ��ṹ���ӵĽ������������и߾��ȡ���Ч�ʺ����ܵ��ŵ㣬�ں��պ��졢ҽ�ơ��������������Ź㷺��Ӧ�ã��ܵ��˸���ѧ�ߺ��о���Ա�����й�ע��
������������Arcam A1�͵����������豸�Ʊ���Ti-6Al-4V�Ͻ���ģ��о���������֯��������ѧ���ܣ������̬Ti-6Al-4V�Ͻ�����˶Աȡ�
1 ʵ��
ʵ����õķ�ĩԭ��ΪTi-6Al-4V-ELIҽ����(���ֲ��)�Ͻ��ĩ��ƽ������ԼΪ50 ��m��Ti-6Al-4V��ĩ��Ԫ�سɷ�Ϊ��6.04% Al��4.05% V��0.013% C��0.07% Fe��0.13% O������ 0.005% N��H������ΪTi (��������)��
����Arcam A1�͵���������ۻ���������(EBM)ʵ���豸(������¿�ķ����˾)���Ʊ���ֱ��Ϊ7 mm����60 mm�İ��ġ����Ľ�������ֱ�ڳ��ͻ��峤�����ڰ���֮����������20 mm���룬������Ʒ֮���Ӱ��ɢ�ȡ���̬Ti-6Al-4V�Ͻ����ɱ��Ѽ�������˾�ṩ������Ϊ(975��5) �棬��(750 ��, 1 h, AC)+(550 ��, 4 h)���˻��ʱЧ������
�����ֲ��ϼӹ����������������������γߴ�Ϊd 3 mm��20 mm������������Instron 8872������ƣ��������Ͻ��У���������Ϊ2.5��10-4 s-1������ZEISS- AXIO��������(OM)��Shimadzu SSX550ɨ��羵(SEM)��Philips EM420��羵(TEM)��������֯�۲졣���ڽ����ɨ��羵�۲����������HF+HNO3+H2O(�����2:5:43)�����Һ���и�ʴ������Ʒͨ����е�����͵��˫���á�
2 ��������
2.1 EBM Ti-6Al-4V�Ͻ������֯
��ͼ1�ɼ���EBM Ti-6Al-4V�Ͻ������֯�Ԧ���Ƭ��Ϊ���壬���ڦ���Ƭ��֮����ڳߴ��С�ļ�϶����[4]����EBM Ti-6Al-4V�������������У������¶ȴӦ���������Ѹ�ٽ��ͣ��ڻ���������̣����ͬʱ������ת��Ϊ���࣬����Ƭ��������ȴ����Ӱ�졣����������ֳ��ͻ������̳���ʱ����ȴ����������ϸС��״�����Ŷѻ��߶ȵ����ӣ���ȴ���ʱ�С������Ƭ��������(ͼ2)�����ѻ��߶ȴﵽ20 mm����Ƭ���������ȶ�����EBM ���Ʊ���Ti-6Al-4V�Ͻ������羵�۲�(ͼ3)�����֦���Ƭ����ԼΪ1.3 ��m��Ƭ���ں��д���λ������Ҫ���ɺϽ�����ʱ��������Ӧ����ɵġ���EBM Ti-6Al-4V�Ͻ������֯��ȣ���̬Ti-6Al-4V�Ͻ��˻�+ʱЧ��Ħ���Ϊ��Ƭ״��֯����Ƭ��Ƚϴ�(ͼ4)��

ͼ1 EBM Ti-6Al-4V�Ͻ��SEM��
Fig. 1 SEM image of EBM Ti-6Al-4V sample

ͼ2 ��ͬ�ѻ��߶ȵ�EBM Ti-6Al-4V�Ͻ�Ľ�����֯
Fig. 2 Optical microstructures of EBM Ti-6Al-4V samples
ֵ��ע����ǣ���EBM ���Ʊ���Ti-6Al-4V�Ͻ��ڽ������ͻ���ƽ��500 ��m��ȵĺϽ�����У�������ɷ��������Ͻ����֯�ɷ��кܴ���[5]������Ҫԭ�����ڵײ�Ͻ��ĩ�ڻ�����ʱ�ܵ��˲���ֳ��ͻ����Ӱ�졣�����пɹ۲쵽������ȱ�ݣ���Щ��ȱ���ձ������EBM Ti-6Al-4V�Ͻ��У���Ҫ���������������Ʊ�Ti-6Al-4V�Ͻ��ĩʱ�в�����������ڷ�ĩ���棬��Щ����ȱ�ݿ���ͨ���ȵȾ�ѹ������[6]��

ͼ3 EBM Ti-6Al-4V�Ͻ��TEM��
Fig. 3 TEM image of EBM Ti-6Al-4V sample

ͼ4 ��̬Ti-6Al-4V�Ͻ��˻�+ʱЧ̬������֯
Fig. 4 Optical microstructure of wrought Ti-6Al-4V plates after heat treatment of (750 ��, 1 h, AC)+(550 ��, 4 h)
2.2 EBM Ti-6Al-4V�Ͻ����������
EBM ���Ʊ���Ti-6Al-4V�Ͻ�������������1��ʾ�����̬�Ͻ���ȣ�EBM Ti-6Al-4V�Ͻ���ֳ��ϸߵ�����ǿ�ȺͿ���ǿ�ȣ���������ǿ�ȸ߳�77 MPa������ǿ�ȸ߳�104 MPa������ָ�����С��������Ʒ�����ֳ������õ��������ԡ�
EBM Ti-6Al-4V����������������ջ����н��У�������������ڻ���ĩ��ͬʱ��������������ɢ�ȱȽ����ѣ����³��Ͳֵ������¶ȱ����ڽϸߵ�ˮƽ��������������Ӧ���˻�����ã�������ǿ�Ⱥ����Ե����ܵľ�һ�������о�����, �����ѺϽ����ѧ���������Ƭ����������أ���Ƭ������ӣ�ǿ���½�����������ǿ�� �����ߴ�Ĺ�ϵ����Hall-Petch��������[7-9]��
�����ߴ�Ĺ�ϵ����Hall-Petch��������[7-9]��
 (1)
(1)
ʽ�У� Ϊ����������ǿ�ȣ�KyΪ�����ǿ�ȵ�Ӱ��ϵ����dΪ������ƽ��ֱ����Ƭ��ƽ����ȡ����ݴ˹�ʽ�����ϵ�ǿ������Ƭ���ȳʷ��ȹ�ϵ��EBM Ti-6Al-4V�Ͻ����Ƭ���Ƚ�С���������нϸߵ�ǿ�ȡ�
Ϊ����������ǿ�ȣ�KyΪ�����ǿ�ȵ�Ӱ��ϵ����dΪ������ƽ��ֱ����Ƭ��ƽ����ȡ����ݴ˹�ʽ�����ϵ�ǿ������Ƭ���ȳʷ��ȹ�ϵ��EBM Ti-6Al-4V�Ͻ����Ƭ���Ƚ�С���������нϸߵ�ǿ�ȡ�
��1 EBM�Ͷ�̬Ti-6Al-4V����������
Table 1 Tensile properties of EBM and wrought Ti-6Al-4V samples

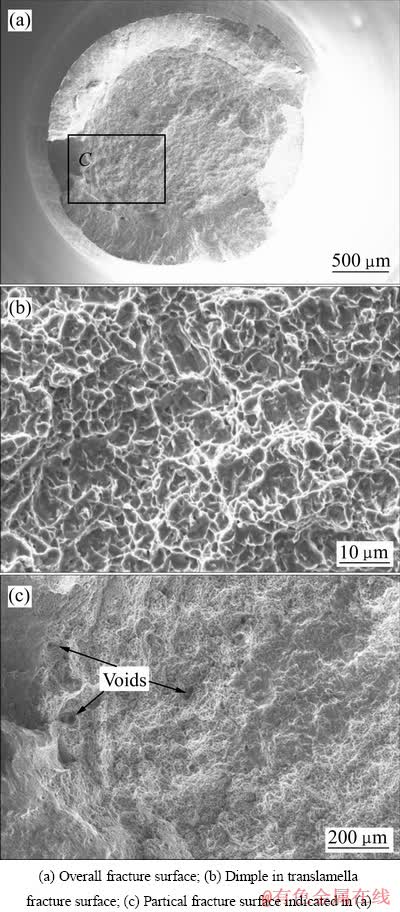
ͼ5 EBM Ti-6Al-4V�Ͻ������Ͽ���ò
Fig. 5 SEM images of EBM Ti-6Al-4V tensile fracture surface
ͼ5��ʾΪEBM Ti-6Al-4V��������Ͽ���ò����ͼ5(a)��(b)�ɼ����Ͽں����òΪ���Ա�״�Ͽڣ����ѷ�ʽΪ���͵������ʹ�Ƭ����ѡ���ͼ5(c)���Կ����ܶ��ȱ�ݣ�����������������κ˳����γ��ף��ײ�����չ�븽���Ŀ�ȱ�������γ�����Դ[10]��EBM Ti-6Al-4V�Ͻ���ֳ����õ����ԣ�˵����ȱ�ݶ���������Ӱ���С������Щ��ȱ�ݶ�ƣ�����ܵ�Ӱ�����д��ڽ�һ���о���
3 ����
1) EBM���Ʊ���Ti-6Al-4V�Ͻ������֯�Ԧ���Ƭ��Ϊ����Ƭ��֮�����������ࣻ����Ƭ������ѻ��߶ȵ����Ӷ���ﵽһ���߶Ⱥ����Ƭ���������ȶ���
2) ���̬�Ͻ���ȣ�EBM Ti-6Al-4V�Ͻ���ֳ��ϸߵ�����ǿ�ȺͿ���ǿ�ȣ����ֺϽ�����ֳ������õ��������ԡ�
3) EBM Ti-6Al-4V�Ͻ�Ķ��ѷ�ʽΪ���͵������ʹ�Ƭ����ѡ�
REFERENCES
[1] XUE Lei, CHEN Jing, LIN Xin,  Xiao-wei, WANG Wei, HUANG Wei-dong. Microstructure and high temperature mechanical properties of laser rapidly formed Ti-6Al-4V alloy[J]. Transactions of Nonferrous Metals Society of China, 2006, 16: 2062-2065.
Xiao-wei, WANG Wei, HUANG Wei-dong. Microstructure and high temperature mechanical properties of laser rapidly formed Ti-6Al-4V alloy[J]. Transactions of Nonferrous Metals Society of China, 2006, 16: 2062-2065.
[2] �� ��, �˶���, ���Ը�, �Ϲ��. ѡ�������ۻ��Ʊ�TiCx/Ti�����ϲ��ϵ����ܻ�������֯[J]. �й���ɫ����ѧ��, 2011, 21: 1554-1561.
LI Chuang, GU Dong-dong, SHEN Yi-fu, MENG Guang-bin. Densification and microstructure of TiCx/Ti nanocomposites prepared by selective laser melting[J]. The Chinese Journal of Nonferrous Metals, 2011, 21: 1554-1561.
[3] �� ��, ����ƽ, �� ӽ, ����Ƽ, �뺣��. ������ѡ���ۻ��������ѺϽ���֯����ѧ���ܵ�Ӱ��[J]. ϡ�н��������빤��, 2009, 38: 1272-1275.
YANG Xin, XI Zheng-ping, LIU Yong, TANG Hui-ping, QI Hai-bo. Effect of electron beam selective melting on the microstructure and mechanical properties of Ti alloy[J]. Rare Metal Materials and Engineering, 2009, 38: 1272-1275.
[4] MURR L E, GAYTAN S M, RAMIREZ D A, MARTINEZ E, HERNANDEZ J, AMATO K N, SHINDO P W, MEDINA F R, WICKER R B. Metal fabrication by additive manufacturing using laser and electron beam melting technologies[J]. J Mater Sci Technol, 2012, 28: 1-14.
[5] AL-BERMANI S S, BLACKMORE M L, ZHANG W, TODD I. The origin of microstructural diversity, texture, and mechanical properties in electron beam melted Ti-6Al-4V[J]. Metall Mater Trans A, 2010, 41: 3422-3434.
[6] SAFDAR A, WEI L Y, SNIS A, LAI Z. Evaluation of microstructural development in electron beam melted Ti-6Al-4V[J]. Materials Characterization, 2012, 65: 8-15.
[7] MURR L E, ESQUIVEL E V, QUINONES S A, GAYTAN S M, LOPEZ M I, MARTINEZ E Y, MEDINA F, HERNANDEZ D H, MARTINEZ E, MARTINEZ J L, STAFFORD S W, BROWN D K, HOPPE T, MEYERS W, LINDHE U, WICKER R B. Microstructures and mechanical properties of electron beam-rapid manufactured Ti-6Al-4V biomedical prototypes compared to wrought Ti-6Al-4V[J]. Materials Characterization, 2009, 60: 96-105.
[8] LEYENS C, PETERS M. �����ѺϽ�[M]. ����, ��. ����: ��ѧ��ҵ������, 2005: 100-101.
LEYENS C, PETERS M. Titanium and titanium alloys[M]. CHEN Zhen-hua, transl. Beijing: Chemical Industry Press, 2005: 100-101.
[9] ʱ����, �� ��. ������ѧ����[M]. ����: ������ѧ������, 2010: 22-28.
SHI Hai-fang, REN Xin. Mechanical properties of materials[M]. Beijing: Beijing University Press, 2010: 22-28.
[10] HULL D. �Ͽ���òѧ[M]. ������, ������, �Ŵ�ޱ, �� �, ¬ ��, ��. ����: ��ѧ������, 2009: 221-247.
HULL D. Fractography[M]. LI Xiao-gang, DONG Chao-fang, DU Cui-wei, GAO Jing, LU Lin, transl. Beijing: Science Press, 2009: 221-247.
(�༭ Ԭ��ǰ)
������Ŀ��������Ȼ��ѧ����������Ŀ(51071152��51271182)�������ص�����о���չ�ƻ���Ŀ(2012CB619103��2012CB933901��2012CB933902)
�ո����ڣ�2013-07-28�������ڣ�2013-10-10
ͨ�����ߣ������գ��о�Ա����ʿ���绰��024-83978841��E-mail: ylhao@imr.ac.cn
