
Trans. Nonferrous Met. Soc. China 26(2016) 905-916
Development of functionally graded aluminium composites using centrifugal casting and influence of reinforcements on mechanical and wear properties
N. RADHIKA, R. RAGHU
Department of Mechanical Engineering, Amrita Vishwa Vidyapeetham, Coimbatore-641 112, India
Received 7 April 2015; accepted 26 August 2015
Abstract:
Functionally graded Al/B4C, Al/SiC, Al/Al2O3 and Al/TiB2 composites with constant 12% (mass fraction) of reinforcement were fabricated by centrifugal casting and hollow cylindrical components were obtained. Microstructural characteristics were investigated at outer surface of all composites and segregation of reinforcement particles was observed. Graded property of the composites with different reinforcements was investigated through hardness and tensile measurements. Results revealed that the outer peripheries of all composites exhibit higher hardness except in Al/B4C composite and the outer zones of all composites show higher tensile strength. Abrasive wear test was conducted on the outer peripheries of all composites and Al/TiB2 composite exhibits less wear rate.
Key words:
functionally graded composite; centrifugal casting; mechanical properties; abrasive wear;
1 Introduction
Functionally graded materials (FGMs) are advanced composite materials characterized by their variation in the composition or microstructure in a specific direction. The desired properties can be achieved in a single bulk material of FGM which makes them especially applicable for mechanical and tribological applications [1]. This FGM strategy eliminates the usage of high cost surface engineering in several applications. The selection of the reinforcement helps to achieve high level graded performance in these FGMs [2]. A great importance has been placed on the fabrication of the FGMs as many fabrication processes have several limitations. Study made on novel fabrication processes available for the fabrication of FGMs shows that centrifugal casting process is the simplest economical route [3]. The main advantage of centrifugal casting in fabrication of FGM lies in good mold filling characteristics, controlled compositional gradient due to centrifugal force and density differences between the materials [4].
Fabrication of functionally graded in-situ Al�CSi�CMg/magnesium silicide (Mg2Si) material is carried out using centrifugal casting process and the hardness of the material is checked. The results reveal that less dense Mg2Si particles form high reinforced region at the inner periphery and exhibit higher hardness than the unreinforced region which forms at the outer periphery [5]. Functionally graded aluminium/aluminium diboride (AlB2) composites reinforced with different volume fractions of AlB2 particles are produced through centrifugal casting and the distribution of the reinforcement particles as well as superficial Rockwell hardness is measured. It is interpreted from the results that AlB2 particles are moved towards the outer region in all the composites and display higher hardness in the outer region [6]. Tensile and fractural properties of functionally graded Al6061/alumina (Al2O3) composite fabricated through centrifugal casting are investigated and more Al2O3 particles are found on the outer periphery of the composite. It is also concluded that ductile nature is found in the middle region of the FGM and brittle nature is found in the outer region [7].
Most of the reinforcements are found to move towards the outer periphery in the FGMs due to their high density than the base material and therefore this outer surface tends to serve high hardness and better wear resistance. FGMs are mainly developed for the applications where high wear resistance is mostly essential [8]. Sliding wear behaviour of aluminium alloy and aluminium/flyash composites fabricated using stir casting technique is investigated and aluminium alloy shows higher wear rate than the composite in all load conditions [9]. In-situ reaction fabricated aluminium/ titanium diboride (TiB2) composite is investigated experimentally for its wear behaviour using pin-on-disc tribometer and the results reveal significant improvement of wear resistance in aluminium composite due to the incorporation of hard TiB2 particles [10]. Abrasion wear behaviour of aluminum alloy reinforced with different volume fractions of SiC fabricated through compocasting has been investigated. It is reported that increase in load causes the hard asperities that are present on the counter face to produce more penetration on the specimen surface, however, highly reinforced (15%) aluminium composite exhibits minimum wear loss [11].
DOU et al [12] investigated the frictional and wear behaviour of stir cast aluminium/B4C composite under the influence of load, time and sliding velocity. The results show that wear rate increases significantly when reaching the critical values of the parameters and hence severe delamination occurs in high load condition. RAO and DAS [13] studied the influence of hard SiC particles on the wear properties of high strength aluminium alloys (AA7010, AA7009 and AA2024) under varying loads at constant speed. It is interpreted that, AA7010/SiC composite exhibits low wear rate than the other composites, irrespective of the parametric conditions and this composite can be utilized for applications where high wear resistance is necessary.
From the previous researches, it is understood that three-body abrasive wear behaviour of centrifugally cast FGM is not explored and incorporation of reinforcement improves the properties of aluminium alloy. The three-body abrasive wear is highly significant because it occurs in the automotive components, coal handling equipment in power plants, gear pumps handling industrial fluids and agricultural machine components. The studies are reported vastly on two-body abrasion despite the significance of the three-body abrasion. Therefore, the current paper deals with understanding the effect of reinforcements on the mechanical properties and three-body abrasive wear behaviour of FGM fabricated through centrifugal casting process.
2 Experimental
2.1 Materials
The Al-12Si-Cu alloy is selected as the base alloy due to its numerous automotive applications and the reinforcements chosen are boron carbide (B4C), SiC, Al2O3 and TiB2 due to their high wear resistance. The densities of B4C, SiC, Al2O3 and TiB2 are 2.52, 3.21, 4.02 and 4.52 g/cm3, respectively. Reinforcement content of 12% (mass fraction) with an average size of 10 ��m is chosen to study their individual response to the abrasive wear behaviour. The chemical composition of the aluminium alloy is displayed in Table 1.
Table 1 Chemical composition of Al-12Si-Cu alloy (mass fraction, %)

2.2 Preparation of functionally graded composites
The functionally graded composites fabricated through centrifugal casting technique are Al/B4C, Al/SiC, Al/Al2O3 and Al/TiB2. The Al-12Si-Cu alloy is cut into pieces from the ingot and loaded in the crucible made of graphite and kept in the furnace for melting in an inert gas atmosphere. This inert gas atmosphere facilitates degassing in the melting chamber to produce less defect cast. The preheated (300 ��C) reinforcement particles are added to the molten metal after melting of the aluminium alloy. Then, the mixing is carried out at 200 r/min using mechanical stirrer equipped in the furnace which produces vortex during mixing of the reinforcement particles in the molten metal. This facilitates producing homogeneous dispersion of the reinforcement particles in the molten metal. Then, the molten metal contained in the graphite crucible is taken out and poured into the preheated die (350 ��C) of the centrifugal casting setup which is rotated through the motor at the speed of 1300 r/min. The die is continuously rotated till the end of solidification and the cast part is removed from the die. The same procedure is followed to produce the FGMs with different reinforcements. The obtained hollow cylindrical component has the dimensions of 150 mm in outer diameter, 150 mm in length and 18 mm in thickness.
3 Results and discussion
3.1 Microstructure evaluation of FGMs
The surface at the distance of 1 mm from the outer periphery of the Al/B4C, Al/SiC, Al/Al2O3 and Al/TiB2 FGMs is examined for its microstructural characteristics to study the segregation caused by the centrifugal force. The chosen reinforcement particles used for fabrication of FGMs are examined using scanning electron microscope (SEM) and shown in Fig. 1. The selected reinforcements have the general characteristics like good strength and stiffness, greater hardness and better wear resistance.
The specimens taken from all the FGMs for microstructure examination are initially polished using linisher polisher to make the surface flat and then it is polished using 1/0 and 2/0 grade emery sheets. Then, the specimens are polished in the presence of diluted alumina using disc polishing machine to ensure the scratch free surface. The Keller��s reagent is used as an etchant for etching the polished specimens which helps to reveal the features of microstructures like grain boundaries, precipitates and phases. It is in the liquid state condition and it has the composition of 1 mL hydrofluoric acid, 1.5 mL hydrochloric acid, 2.5 mL nitric acid and 95 mL water. The examination is carried out using Zeiss Axiovert Inverted Metallurgical Microscope and the observed microstructures of all the FGMs are shown in Fig. 2. The microstructures reveal the presence of reinforcement particles at the outer surface which ensures that segregation of the reinforcement particles occurs under the action of the centrifugal force.
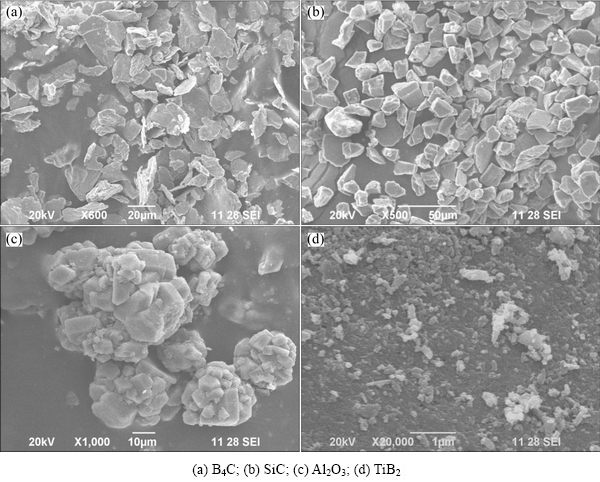
Fig. 1 SEM images of as-received reinforcements
3.2 Hardness evaluation of FGMs
The specimens are machined out from all the four composites and subjected to hardness test as per ASTM E92 in Vicker��s hardness tester. The outer, middle and inner surfaces which are at the distance of 1, 8 and 15 mm from the outer periphery of all the composites are taken for examination. The surfaces of the specimens are polished using emery sheets for removal of scratches over the surface. The specimen is fixed in the specimen holder and the diamond indenter in the tester is used for producing indentation on the surface of the specimen. 100 g load is applied on the specimen surface for the time of 15 s. The hardness is measured by the diagonal length of the indentation. The hardness is measured at three different places and the average value is taken. The hardness results of the outer, middle and inner region of the functionally graded Al/B4C, Al/SiC, Al/Al2O3 and Al/TiB2 composites are shown in Fig. 3.
The B4C reinforced FGM shows non-linear variation in hardness with 1.255 GPa in the outer region, 1.314 GPa in the middle region and 1.226 GPa in the inner region. This might be due to graded distribution of B4C particles throughout the thickness of the casting due to its lower density compared to the density of the matrix alloy and the same behaviour is observed in Ref. [14]. The SiC reinforced FGM shows linear variation in hardness with maximum hardness (1.412 GPa) in the outer region and this is due to the high dense SiC particles segregation towards the outer periphery. The Al/Al2O3 composite displays higher hardness than SiC reinforced FGM in the outer (1.451 GPa) and middle regions (1.324 GPa) due to its higher density compared to SiC particles. More amount of Al2O3 particles move towards the outer periphery than the amount of SiC particles that move towards the outer periphery. Thus, Al/Al2O3 composite displays less hardness (1 GPa) in the inner region compared to the inner region (1.03 GPa) of SiC reinforced composite.

Fig. 2 Microstructures of FGMs

Fig. 3 Microhardness of FGMs
The TiB2 reinforced composite exhibits the maximum hardness (1.569 GPa) in its outer region compared to all other composites and this is due to the highest density among all the reinforcements used in this study. These high density TiB2 particles tend to move to the exact outer periphery under the action of the centrifugal force and form only less particles in the inner region, hence displaying the least hardness compared to other composites at the inner periphery. The formation of fewer reinforcement particles at the inner periphery is due to the movement of less dense gas bubbles towards the inner periphery during the casting process. These bubbles carry some reinforcement particles along with them and deposit at the inner periphery. It is understood from the above results that the particles are distributed across the thickness of the casting under the influence of centrifugal force and also depending upon their density difference. The high hardness is observed at the outer periphery of the FGMs reinforced with highly dense reinforcements and this is due to the segregation of more reinforcement particles at the outer periphery which is confirmed from the microstructural observation (Figs. 2(b)-(d)). Thus, it is understood that hardnesses of the surfaces of FGM depend upon the presence of reinforcements. The inner surfaces of the highly dense particle reinforced FGM displays lower hardness, which shows that these surfaces are particle depleted [15,16].
3.3 Tensile strength evaluation of FGMs
The subsize rectangular tensile test specimens are prepared as per the ASTM E 8M-04 standard from the FGM component and subjected to tensile test in universal testing machine (UTM). The test specimens are made with total length of 100 mm, gage length of 25 mm and thickness of 6 mm. The specimens are taken from outer (1 to 7 mm) and inner regions (8 to 14 mm) from the thickness of the cast. The specimen is holded in the jaws and subjected to load by pulling. The fractured specimens resulted from the tensile test are further subjected to the fractural analysis. SEM is utilized to study the fractural behaviour of the FGMs. The two sections (outer and inner region) of all the composites are tested for their tensile strength and the results are shown in Fig. 4.
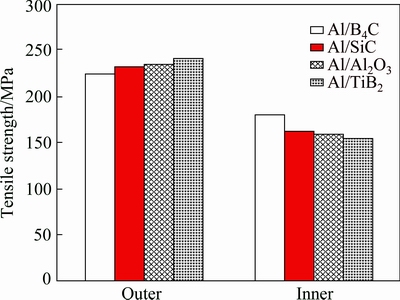
Fig. 4 Tensile strength of FGMs
All the FGMs showed better tensile strength in the outer region and lower tensile strength in the inner region. This is due to the highly hard reinforcement particles in the outer region which strengthen the matrix and delay the deformation during the test and the same mechanism is observed in Ref. [7]. The inner region with less hardness deforms during the tensile test and the fracture happens earlier. In this case, the TiB2 reinforced composite shows the highest tensile strength in the outer region and the lowest tensile strength in the inner region among all the composites. Thus, it is observed that tensile strength is found decreased when moving from outer region to inner region.
Hence, it is essential to analyze the fractural modes simultaneously after the tensile test. The specimens taken from outer region of all the FGMs are considered for the SEM examination due to their high tensile strength. This examination is carried out to analyze the dimple morphologies and the failure modes like nucleation and generation of voids on the fractured surfaces shown in Fig. 5. The most commonly occurring modes in the composites are debonding and cracking of the reinforcement particles from the matrix. The outer region of the Al/B4C FGM (Fig. 5(a)) displays more ductile nature along with fewer voids and less micro cracks which is due to less segregation of B4C particles towards the outer periphery. Here, less voids are seen which are associated more with the matrix alloy. The Al/SiC FGM (Fig. 5(b)) shows more brittle with less ductile fracture as this is due to the occurrence of weak intermetallic phases formed during the casting process. This phase produces the voids formation and the growth of voids takes place which results in the final fracture and the same mechanism is observed in Ref. [17]. The Al/Al2O3 FGM (Fig. 5(c)) shows nearly the same amount of voids formation but increase in the number of voids compared to Al/SiC and Al/B4C FGM which is due to the segregation of more Al2O3 towards the outer region. The Al/TiB2 FGM (Fig. 5(d)) reveals more dimple formation as this is due to segregation of more TiB2 reinforcement particles at the outer surface. This surface shows combined fracture mode due to good bonding of the reinforcement particle with the matrix alloy [18]. Thus, it is observed that outer region in all the composites decreases the ductile nature of the matrix alloy and the combined ductile-brittle fracture occurs.
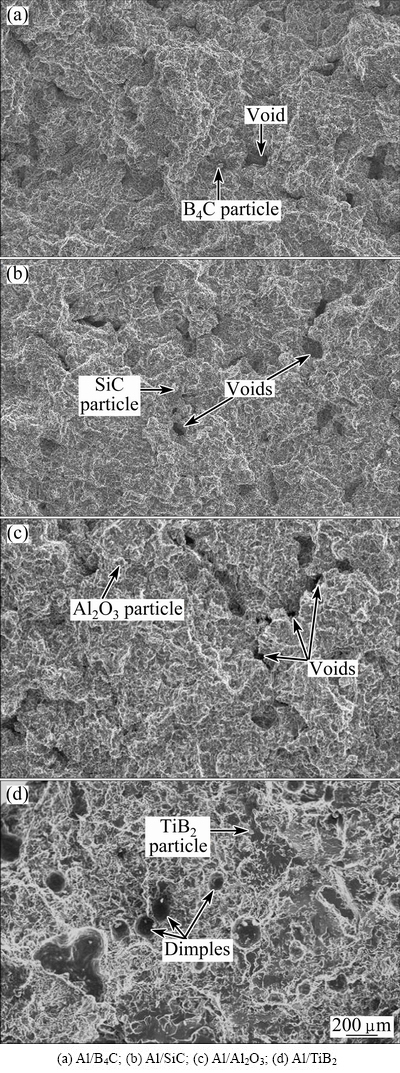
Fig. 5 SEM images of fractured outer region of tensile specimens
3.4 Experimental investigation of dry abrasion wear
The outer region which is at the distance of 1 mm from the outer periphery is only considered for abrasive wear test to study the influence of reinforcement on this region in all the FGMs. The specimen is machined to the size of 75 mm �� 25 mm �� 12 mm from the FGMs and subjected to abrasive wear test in dry abrasion tester (Fig. 6) as per ASTM G65. The specimen is fixed in the specimen holder and the silica sand abrasive particles of grade AFS 50/70 are loaded in the hopper. The tester consists of the chlorobutyl rubber wheel which acts as a counter face and the load is applied on this rubber wheel through the specimen. During the course of experiment, the abrasive particles fall at the rate of 354 g/min between the specimen and the rubber wheel to produce abrasion on the specimen. The wear rate of the specimens is calculated from the mass loss by weighing the specimen before and after the abrasive wear test.
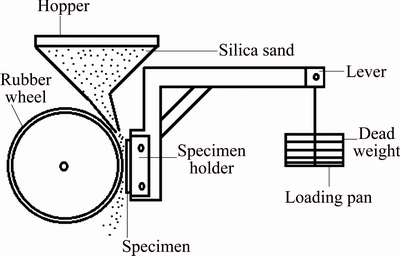
Fig. 6 Schematic illustration of dry abrasion tester
3.5 Effect of load on wear behaviour of FGMs
The abrasive wear test is conducted at the varying loads of 28, 45, 63 and 80 N at constant speed and time of 100 r/min and 5 min, respectively. Three zones involved in the abrasive wear test viz., entrance zone (crushing of the sand particles takes place), middle zone (maximum pressure is exerted between the interfaces) and exit zone (sand particles falls down freely). The wear rate is found to increase when there is increase in the load on the outer surface of all the FGMs (Fig. 7). The silica sand abrasive particle interacts with the specimen and the rubber wheel during the experimental run. These falling sand particles are pressed against the specimen by the rubber wheel and simultaneously sliding of the rubber wheel and silica sand particles also takes place. These irregular shaped silica sand abrasive particles produce cutting and ploughing action commonly on the specimen surface and the amount of abrasion depends on the load applied. Under the low load condition, no trapping of the silica sand abrasive particles takes place, hence the particles are able to produce free rolling effect between the specimen and the rubber wheel and the same mechanism is observed [19]. Few bigger size silica sand particles make some contact with the specimen surface, they produce mild abrasion on the specimen surface. Several indentation sites are addressed on the specimen surfaces during the action of low load. When the load is increased, the sand particles tend to get crushed in the entrance zone and the maximum amount of the sand particles takes place in the abrasive action on the specimen surface. The sand particles are crushed meanwhile rotation of the wheel produces sliding action of these crushed particles on the surface, which leads to more cutting and ploughing action on the specimen surface, and the same mechanism is observed in Ref. [20]. Under high load condition, more surface of the specimen gets contact with the rubber wheel and the silica sand particles. Thus, these sand particles penetrate on the surface of the specimen due to greater pressure which result in high material removal. The same wear trend is observed in all the FGMs for the increase in load where the TiB2 reinforced FGM showed lower order of wear rate compared to other FGMs.

Fig. 7 Effect of load on abrasive wear of FGMs
The SEM analysis is performed on the Al/B4C specimens worn out at different loads of 28, 45, 63 and 80 N and shown in Figs. 8(a)-(d), respectively. The surface of the B4C reinforced specimen worn out at low load of 28 N (Fig. 8(a)) reveals less amount of ploughing on the surface as this is due to less physical pressure applied on the specimen through the rubber wheel. When the load is increased to 45 N, the crushed silica sand particles interact much with the specimen and produce more cutting action which is shown in Fig. 8(b). When the load is again increased to 63 N (Fig. 8(c)), higher pressure acts on the specimen, also the vibration on the tribosystem takes place and the surface reveals deep ploughing action of the silica sand abrasive particles on the surface. The grooves are found and the cutting action becomes severe under this load condition. When high load of 80 N is applied (Fig. 8(d)), the temperature increase at the interface will be more and the surface tends to get eroded by the action of silica sand particles. This surface reveals more amount of grooving and abrasion with more material removal. These Al/B4C worn out surfaces show severe wear mechanisms during the transition of load on the surface as this is due to less segregation of low dense B4C particles on the outer region.
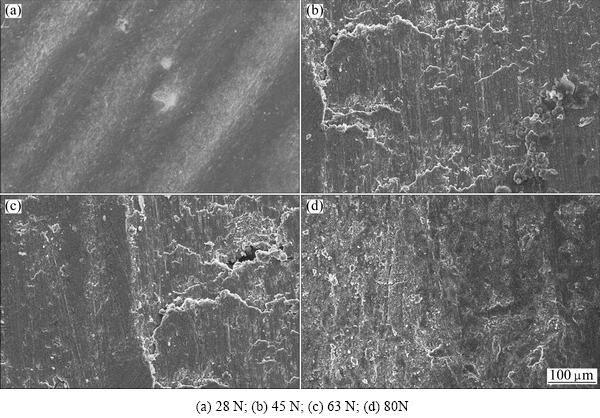
Fig. 8 SEM images of Al/B4C specimens
3.6 Effect of speed on wear behaviour of FGMs
The outer region of all the FGMs is subjected to abrasive wear test for varying speeds of 50, 100, 150 and 200 r/min at constant load of 45 N and time of 7 min respectively to know the effect of speed on the wear rate. The abrasive wear rate decreases with respect to increase in the speed of the rubber wheel (Fig. 9). This is related to the contact time of the rubber wheel with the specimen when the speed changes. The decrease in wear rate is observed due to the decrease in the contact time when the speed increases on the specimen of the FGMs. Here the contact pressure is the same at all speed of the rubber wheel as the load is kept constant and the contact time varies with the speed of the rubber wheel. At low speed of 50 r/min, due to more contact time, the silica sand abrasive particles embed on the specimen surface and produce higher wear rate on the specimen. When the speed increases, the embedding of the sand particles decreases gradually, thereby the abrasion rate also decreases and the same behaviour is attained [21]. At all speed, Al/TiB2 FGM shows lower wear rate compared to Al/B4C, Al/SiC and Al/Al2O3 FGMs, which confirms that large amount of TiB2 forms in the outer region and reduces the material removal.

Fig. 9 Effect of speed on abrasive wear of FGMs
The SEM images of SiC reinforced FGM abraded at different speeds of 50, 100, 150 and 200 r/min are shown in Figs. 10(a)-(d), respectively. The specimen abraded at 50 r/min (Fig. 10(a)) reveals micro ploughing and micro cutting action on the surface owing to more interaction time of the specimen surface with the rubber wheel and the abrasive medium. The severity in the eroding action is reduced on the surface abraded at the speed of 100 r/min (Fig. 10(b)) due to the reduction in the interaction time. The surface worn out at the speed of 150 r/min (Fig. 10(c)) shows less pitting of the abrasive medium due to less embedding of the sand particles on the surface. The embedding of the particles totally diminishes at the speed of 200 r/min (Fig. 10(d)) and hence the abrading action is reduced and results in less material removal.
3.7 Effect of time on wear behaviour of FGMs
The FGMs reinforced with different reinforcements are tested at varying time of 3, 5, 7 and 9 min (Fig. 11) at constant load of 63 N and speed of 150 r/min, respectively. The abrasion wear rate is decreased when the abrading time of the specimen with the rubber wheel increases and the same behaviour is observed [22]. All the FGMs display decreasing trend of wear rate for increase in the operation time. In fact, Al/TiB2 composite shows lower order of wear rate than all other composites due to its higher hardness in the outer region than other FGMs. During the start of the experiment, the highly reinforced outer region has protruded reinforcement particles over the surface which makes nonlinear contact with the rubber wheel. This causes the protruded particles to get broken and smoothened after running for considerable time and results in lower wear rate when the operational time gets increased. As the time increases, the number of pass on the specimen surface by the silica sand abrasive particles and the rubber wheel increases. Thus, the work hardening nature takes place in the subsurface region which results in the formation of the stable layer over the specimen contact surface. This layer avoids the direct contact of the material with the silica sand abrasive particles and better wear resistance is obtained as long as the layer rests undamaged on the specimen surface.

Fig. 10 SEM images of Al/SiC specimens
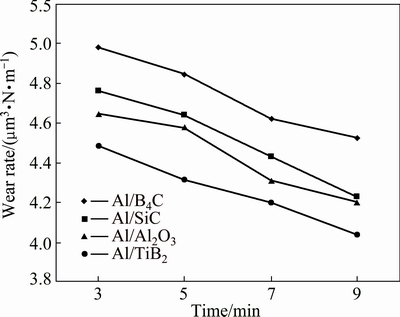
Fig. 11 Effect of time on abrasive wear of FGMs
The Al/Al2O3 specimens worn at varying time of 3, 5, 7 and 9 min are taken for SEM observation and the resulted worn out surfaces are shown in Figs. 12(a)-(d), respectively. The specimens worn at 3 min (Fig. 12(a)) show more grooves on the surface, which means that at less experimental time, more wear takes place on the surface. When the time is increased to 5 min (Fig. 12(b)), the worn out surface reveals less number of grooves than the former one. When the abrading time is increased further to 7 min (Fig. 12(c)), the irregularities on the specimen surface start getting deflated and produce smooth contact action with the rubber wheel. This results in less material removal which is confirmed through the worn out surface (Fig. 12(c)) that shows only small pitting action on the specimen surface. When the time is increased further to 9 min (Fig. 12(d)), absence of irregularities takes place and the surface reveals that only few cracks on the surface resulted in very less material removal.
3.8 Effect of reinforcement on wear behaviour of FGMs
All the FGMs are tested at different loads of 28, 45, 63 and 80 N at constant speed and time of 200 r/min and 9 min respectively and the results are shown in Fig. 13. In this case, only the load is varied because load is the major parameter controlling the wear behaviour. At low load of 28 N, Al/B4C FGM results in higher wear rate and Al/TiB2 shows less wear rate among all FGMs. The same behaviour is obtained at the respective load of 45 N, 63 N and 80 N. It is understood that hardness of the outer region of the FGM controls the wear loss of the specimen. Commonly, the abrasive particles that fall between the specimen and the rubber wheel produce abrasion on the specimen surface. The highly reinforced outer region of the FGM is a harder region which covers the softer aluminium matrix. When the silica sand abrasive particles contact with this harder reinforcement region, the sand particles get deflected into the rotating rubber wheel due to the resistance offered to the destructive action of the silica sand particles by this hard region. This hard region protects the softer region from the abrading action till it gets supported by the softer region. This resists the more cutting and ploughing action of the silica sand abrasive particles on the specimen surface and results in lower wear rate, where the same mechanism is observed in Ref. [23]. Hence, from the lower wear rate observed, it is concluded that a good support offered by matrix to the reinforcement particles and less protrusion of the reinforcement particles on the surface offers greater wear resistance. Though greater bonding has been observed at the hard reinforcement and the matrix interface, these interfaces are the place of origin for micro crack and propagation of the cracks takes place. The cracks start nucleated at different places of the matrix/reinforcement interface and their individual propagation in dissimilar directions results in joining of the micro cracks, which results in the removal of the material from the specimen surface. However, the strength and hardness of these reinforcement particles overcome the negative influence of micro cracking tendency and increase the wear resistance of the outer region of the FGM to a greater extent.

Fig. 12 SEM images of Al/Al2O3 specimens
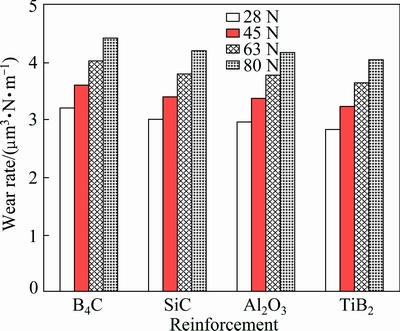
Fig. 13 Effect of reinforcement on abrasive wear of FGMs
Al/TiB2 FGM has much harder region with less soft matrix, which results in lower wear rate and the Al/B4C FGM has much softer and less hard region at the outer periphery, hence the sand particles interacted with this soft region produce abrasion and lead to more material removal. In the case of Al/SiC and Al/Al2O3 FGMs, the wear rate is found to be lower than that of Al/B4C FGM, which confirms that the segregation of the reinforcement particles is more towards the outer region compared to the latter. Therefore, Al/SiC and Al/Al2O3 FGMs contain much harder region than the soft region and leads to reduction in the wear loss.

Fig. 14 SEM analysis of FGM specimens
The SEM images of the all the FGMs worn at the load of 45 N are compared to study the effect of different reinforcements on the wear mechanism (Figs. 14(a)-(d)). The Al/B4C FGM (Fig. 14(a)) shows shallow continuous wear tracks and shallow scratches on the specimen surface. Commonly, the B4C particles present on the surface resist the cutting action of the sand particles and result in less material removal and the same mechanism is observed [24]. However, the less segregation of B4C particles in the outer region compared to other reinforcements leads to more material removal when compared to all other FGMs. The Al/SiC FGM (Fig. 14(b)) shows less number of wear tracks on the specimen surface compared to B4C FGM due to harder outer region of the SiC FGM which protects the matrix alloy from the deeper penetration action of the silica sand particles and results in less material removal, where the same mechanism is observed in Ref. [25]. The Al/Al2O3 FGM (Fig. 14(c)) reveals micro pitting on the surface with less material removal and this is owing to the more formation of hard Al2O3 in the outer region of the FGM. The Al/TiB2 specimen (Fig. 14(d)) reveals very less pitting with impressions of the rubber wheel on the worn out surface. This is because high density and high hardness TiB2 particles form particle-rich region on the outer periphery of the FGM. It is understood from low wear rate observed in Al/TiB2 specimen that there is good bonding of the TiB2 particles with the aluminium alloy. This good bonding avoids the removal of the reinforcement particles from the matrix during the abrading action of the silica sand particles and results in less material removal.
4 Conclusions
Functionally graded Al/B4C, Al/SiC, Al/Al2O3 and Al/TiB2 composites are fabricated successfully through centrifugal casting technique. The microstructures of the outer surface of all the FGMs reveal the presence of reinforcement particles due to centrifuging effect. The hardness result reveals that higher hardness is found in the outer region in all the FGMs than that in the middle and inner regions and in special case, B4C reinforced FGM shows nonlinear variation in the hardness in different regions. The outer region of all FGMs reveals high tensile strength than the inner one, which shows that particle-rich outer region delays the breaking of the specimen. The abrasive wear test results of the outer region of the FGMs reveal that increase in load produces increased pressure and result in more wear rate and the increase in speed reduces the contact time thereby reduces the abrasion wear rate. The outer region of FGM with highly dense TiB2 reinforcement results in high wear resistance and FGM reinforced with less dense B4C shows less wear resistance. The FGMs are developed with graded properties which cannot be attained in homogenous composite or monolithic alloy. This specific characteristic of this material paves way for usage in numerous applications. Thus, the FGM developed with better mechanical properties can be applicable in structural applications and the FGM with maximum wear resistance in the outer region can be used for the tribological applications such as in cylinder liners, brake drum and pistons.
Acknowledgement
The authors are grateful to the Department of Science and Technology (India) for the financial support (Grant No. SR/S3/MERC/0116/2012).
References
[1] ZHANG Zhong-tao, LI Ting-ju, YUE Hong-yun, ZHANG Jian, LI Jie. Preparation of Al/Si functionally graded materials using ultrasonic separation method [J]. China Foundry, 2008, 5(3): 194-198.
[2] KWON H, LEE G G, LEPAROUX M, KAWASAKI A. Functionally graded dual-nano particulate-reinforced aluminum matrix composite materials [J]. Journal of Physics: Conference Series, 2013, 419: 1-4.
[3] JAMALUDIN S N S, MUSTAPHA F, NURUZZAMAN D M, BASRI S N. A review on the fabrication techniques of functionally graded ceramic-metallic materials in advanced composites [J]. Scientific Research and Essays, 2013, 8(21): 828-840.
[4] WATANABE Y, KIM I S, FUKUI Y. Microstructures of functionally graded materials fabricated by centrifugal solid-particle and in-situ methods [J]. Metals and Materials International, 2005, 11(5): 391-399.
[5] LIN Xue-dong, LIU Chang-ming, XIAO Hai-bo. Fabrication of Al-Si-Mg functionally graded materials tube reinforced with in situ Si/Mg2Si particles by centrifugal casting [J]. Composites: Part B, 2013, 45: 8-21.
[6] DUQUE N B, HUMBERTO MELGAREJO Z, MARCELO SUAREZ O. Functionally graded aluminum matrix composites produced by centrifugal casting [J]. Materials Characterization, 2005, 55: 167-171.
[7] THIRTHA PRASAD H P, CHIKKANNA N. Experimental investigation on the effect of particle loading on microstructural, mechanical and fractural properties of Al/Al2O3 functionally graded materials [J]. International Journal of Advanced Engineering Technology, 2011, 2(4): 161-166.
[8] GAWALI SHIVAJI V, TUNGIKAR VINOD B. Study of behavioral pattern in wear applications composite in presence of different geometric shapes [J]. Sastech Journal, 2013, 12(1): 15-19.
[9] SUDARSHAN, SURAPPA M K. Dry sliding wear of fly ash particle reinforced A356 Al composites [J]. Wear, 2008, 265: 349-360.
[10] NIRANJAN K, LAKSHMINARAYANAN P R. Dry sliding wear behaviour of in situ Al-TiB2 composites [J]. Materials and Design, 2013, 47: 167-173.
[11] MAZAHERY A, SHABANI M O. The effec of primary and secondary processing on the abrasive wear properties of compo cast aluminum 6061 alloy matrix composites [J]. Protection of Metals and Physical Chemistry of Surfaces, 2014, 50(6): 817-824.
[12] DOU Yu-hai, LIU Yong, LIU Yan-bin, XIONG Zhi-ping, XIA Qing-bing. Friction and wear behaviors of B4C/6061Al composite [J]. Materials and Design, 2014, 60: 669-677.
[13] RAO R N, DAS S. Effect of matrix alloy and influence of SiC particle on the sliding wear characteristics of aluminium alloy composites [J]. Materials and Design, 2010, 31: 1200-1207.
[14] RAJAN T P D, PILLAI R M, PAI B C. Processing and characterization of functionally graded aluminium alloys and composites by centrifugal casting [J]. World Foundry Congress, 2008, 63-68.
[15] ASKARI E, MEHRALI M, METSELAAR I H S C, KADRI N A, RAHMAN MD M. Fabrication and mechanical properties of Al2O3/SiC/ZrO2 functionally graded material by electrophoretic deposition [J]. Journal of the Mechanical Behaviour of Biomedical Materials, 2012, 12: 144-150.
[16] WANG Kai, XUE Han-song, ZOU Mao-hua, LIU Chang-ming. Microstructural characteristics and properties in centrifugal casting of SiCp/Zl104 composite [J]. Transactions of Nonferrous Metals Society of China, 2009, 19(6): 1410-1415.
[17] YIGEZU B S, MAHAPATRA M M, JHA P K. Influence of reinforcement type on microstructure, hardness, and tensile properties of an aluminum alloy metal matrix composite [J]. Journal of Minerals and Materials Characterization and Engineering, 2013, 1: 124-130.
[18] CHENG Su-ling, YANG Gen-cang, ZHU Man, WANG Jin-cheng, ZHOU Yao-he. Mechanical properties and fracture mechanisms of aluminium matrix composites reinforced by Al9(Co,Ni)2 intermetallics [J]. Transactions of Nonferrous Metals Society of China, 2010, 20(4): 572-576.
[19] ANTONOV M, HUSSAINOVA I. Cermets surface transformation under erosive and abrasive wear [J]. Tribology International, 2010, 43: 1566-1575.
[20] ANTONOV M, HUSSAINOVA I, VEINTHAL R, RSO J. Effect of temperature and load on three-body abrasion of cermets and steel [J]. Tribology International, 2012, 46: 261-268.
[21] AGARWAL G, PATNAIK A, SHARMA R K. Parametric optimization of three-body abrasive wear behavior of bidirectional and short kevlar fiber reinforced epoxy composites [J]. International Journal of Engineering Research and Applications, 2012, 2(6): 1148-1167.
[22] RANGANATHA S R, CHITTAPPA H C, TULSIDAS D. Investigation on three body abrasive wear of Al2O3 filler on CFRP composites [J]. International Journal of Advanced Engineering Research and Studies, 2013, 2(3): 83-85.
[23] MODI O P, YADAV R P, PRASAD B K, JHA A K, DAS S, YEGNESWARAN A H. Three-body abrasion of a cast zinc�Caluminium alloy: Influence of Al2O3 dispersoid and abrasive medium [J]. Wear, 2001, 249: 792-799.
[24] CANAKCI A, ARSLAN F. Abrasive wear behaviour of B4C particle reinforced Al2024 MMCs [J]. International Journal of Advanced Manufacturing Technology, 2012, 63: 785-795.
[25] RAMESH D, SWAMY R P, CHANDRASHEKAR T K. Abrasive wear behavior of Al6061- frit particulate composites [J]. Journal of Mechanical Engineering and Technology, 2011, 3(2): 43-54.
���������Ʊ������ݶ��������ϲ��ϼ���ǿ�������ѧ��ĥ�����ܵ�Ӱ��
N. RADHIKA, R. RAGHU
Department of Mechanical Engineering, Amrita Vishwa Vidyapeetham, Coimbatore-641 112, India
ժ Ҫ�������������취�Ʊ���ǿ����������Ϊ12%��Al/B4C��Al/SiC��Al/Al2O3��Al/TiB2���ϲ��ϲ��Ƴɿ���Բ��״�������۲���������������������֯��������ǿ���ƫ����ͨ��Ӳ�Ⱥ���������о��˲�ͬ��ǿ�ิ�ϲ��ϵ��ݶ����ܡ������������Al/B4C�⣬���и��ϲ�����Ե��Ӳ�ȸ��ߣ����и��ϲ�������������ǿ�ȸ��ߡ������и��ϲ��ϵ���Ե����Ħ��ĥ�����飬�������Al/TiB2���ϲ��ϵ�ĥ���ʽ�С��
�ؼ��ʣ������ݶȲ��ϣ��������죻��ѧ���ܣ�Ħ��ĥ��
(Edited by Yun-bin HE)
Corresponding author: N. RADHIKA; Tel: +91-9443566174; E-mail: n_radhika1@cb.amrita.edu
DOI: 10.1016/S1003-6326(16)64185-7
Abstract: Functionally graded Al/B4C, Al/SiC, Al/Al2O3 and Al/TiB2 composites with constant 12% (mass fraction) of reinforcement were fabricated by centrifugal casting and hollow cylindrical components were obtained. Microstructural characteristics were investigated at outer surface of all composites and segregation of reinforcement particles was observed. Graded property of the composites with different reinforcements was investigated through hardness and tensile measurements. Results revealed that the outer peripheries of all composites exhibit higher hardness except in Al/B4C composite and the outer zones of all composites show higher tensile strength. Abrasive wear test was conducted on the outer peripheries of all composites and Al/TiB2 composite exhibits less wear rate.
