
������ʱ��: 2016-06-22 08:23
AZ31/1060��ը���ϰ��������֯�������о�
����������ѧ����ѧԺ
ժ Ҫ��
��ը������Ӧ�ñ�ը�غ�ʹ��������渴�ϵĹ������Ӽ���,��þ�Ͻ�ʹ��������γɲ�״���ϲ��������ؿ�þ�Ͻ��Ӧ�á�����ͨ����ը���ӳɹ���ʵ����AZ31þ�Ͻ��1060�������渴��,Ӧ�ù�ѧ����(OM),ɨ��羵(SEM),��羵(TEM)������ʽ�����������ά��Ӳ�ȼƶ�AZ31/1060��Ͻ��洦������֯���ɷֲַ�����ѧ���ܽ��в��Ժͷ������������,Ӧ�ñ�ը���Ӽ�������ʹAZ31þ�Ͻ��1060�����ĺ����ʴﵽ99.4%;��Ͻ���ɲ��νṹ,��ը���ӹ�����,���洦����Ԫ����ɢ;���ŵ�������������,þ�Ͻ������֯���α�����ɵ�ϸ������ת��Ϊ����������,Զ��������֯�Ե��ᾧΪ��;AZ31/1060��ը���ϰ忹��ǿ��Ϊ175 MPa,������Ϊ3.3%,����ǿ��Ϊ62.2 MPa,��������ѹ�����þ�Ͻ��ȶ���Ȼ��������,��Ͻ��洦����������;���洦þ�Ͻ�һ����ڸ�Ӳ����,���ԼΪ200��m��
�ؼ��ʣ�
��ը����;��Ͻ���;AZ31þ�Ͻ�;1060����;
��ͼ����ţ� TG456.6
����飺����(1990-),��,������,˶ʿ�о���,�о�����:þ�Ͻ�;E-mail:1210119038@qq.com;;������,����;�绰:010-68912712;E-mail:yangsuyuan@bit.edu.cn;
�ո����ڣ�2014-12-17
����������Ȼ��ѧ������Ŀ(51571031)����;
Microstructure and Properties of Bonding Interface in Explosive Welded AZ31/1060 Composite Plate
Wu Qiong Yang Suyuan
School of Materials Science and Engineering,Beijing Institute of Technology
Abstract��
Explosive welding was a kind of solid-state joining technique which used explosive load to connect flyer plate and base plate. Connecting magnesium alloy and pure aluminum into composite could widen the application of magnesium alloy. A composite plate of AZ31 magnesium alloy and 1060 pure aluminum was fabricated by explosive welding. The microstructure,element distribution and mechanical properties of bonding interface after explosive welding were investigated with optical microscope( OM),scanning electron microscope( SEM),transmission electron microscope( TEM),mechanical properties testing machine and Vickers-hardness tester. The results showed that,through explosive welding,the bonding rate of AZ31 magnesium alloy and 1060 pure aluminum could reach 99. 4% and the bonding interface had a wavy appearance. In the process of explosive welding,element diffusion was observed at the bonding interface. With the increase of distance to the interface,the microstructure of magnesium alloy changed from deformation bands to fine grains and then into elongated grains. Away from bonding interface,most of microstructure in magnesium alloy was equiaxed grains. The tensile strength of AZ31/1060 composite plate was 175 MPa,the elongation was 3. 3% and the shear strength was62. 2 MPa. During the tensile test,AZ31 magnesium alloy cracked firstly and then 1060 pure aluminum cracked. There was no delamination at the bonding interface in the process of fracture. The hardness of magnesium alloy near bonding interface was very high and the thickness of the high hardness zone was about 200 ��m.
Keyword��
explosive welding; bonding interface; AZ31 magnesium alloy; 1060 pure aluminum;
Received�� 2014-12-17
þ�Ͻ��ܶ�С����ǿ�Ⱥͱȸնȸߡ������ʸߡ�����Ⱦ,����Ϊ21���͡���ɫ���ṹ����
Wang��
������Ҫ��AZ31/1060��ը���ϰ��Ͻ��������֯���ɷ֡���ѧ���ܽ����о�,���ҷ�����AZ31þ�Ͻ�ը���Ϻ�ͬλ�ô�������֯�仯��ϣ����Щ�о��ɹ�Ϊ��һ���о�þ�Ͻ�����Ͻ�ը���������ṩ֧�š�
1ʵ��
��ʵ����AZ31/1060Ϊ�о�����,����1060��Ϊ����,�ߴ�Ϊ300 mm��200 mm��2 mm,þ�Ͻ�AZ31��Ϊ����,�ߴ�Ϊ300 mm��200 mm��12mm,��ը���ϰ����й������ع����Ź�˾��725�о����ṩ�����ϳɷ����1��ʾ,��ը���ӷ�ʽ���ø���ͻ���ƽ�з��á���ը���Ӻ����ű��䷽���ں��ӽ��洦ȡ��,����ĥ��,��ʴҺΪ1ml HNO3,1 ml CH3COOH,1 g C2H2O4��150 ml����ˮ,��ʴʱ��Ϊ40 s��Ӧ�ý�������(OM)��������(EDS)��AZ31/1060��Ͻ��洦����֯�ͳɷֽ��з�������δ������ը���ӵ�ԭʼĸ��AZ31þ�Ͻ���н���۲�,����ĸ������֯,���뱬ը���Ӻ��ĸ�Ľ��жԱȡ�����IN-STRON5985����ʽ����������Ա�ը���ϰ��������ͼ���ʵ�顣����ʵ�������GB/T228.1-2010,����ʵ�������GB/T6396-2008����LM700ATά��Ӳ�ȼ��¶Խ���������֯����Ӳ�Ȳ���,������Ϊ0.25 N,����ʱ��Ϊ10~15 s��
2���������
2.1����֯�ͳɷַ���
ͼ1ΪAZ31ԭʼĸ�ĵ�����֯�����Կ���������Ϊ����״,�������ߴ粻����,��ľ���ֱ�����Դﵽ150��m����,�ھ����ϴ��ڴ��������ɵ�С����,ԭʼ��֯�д����ٽᾧ����ͼ2ΪAZ31/1060��ը�������,�𱬷���ͬ��ͷ����,Ӧ�ó��������ȷ��þ�Ͻ�ʹ����ĺ�����,�����Ҳ�Ϊ������,�������Ϊδ������,����ó�AZ31/1060��ը���ϵĺ�����Ϊ99.4%��ͼ3Ϊ��ը���Ӻ���洦������ɨ��ͼ,���Կ�����Ԫ�صĺ�����1060�ൽAZ31�༱�����,þԪ�غ�����AZ31�ൽ1060�༱�����,����ɨ��ͼ���γɡ�X����״,˵���ڽ��洦þԪ�غ���Ԫ�ط�������ɢ����
��1 AZ31þ�Ͻ��1060�����ijɷֺ�����Table 1Chemical compositions of AZ31 Mg alloy and1060 pure Al(%,mass fraction) ����ԭͼ

��1 AZ31þ�Ͻ��1060�����ijɷֺ�����Table 1Chemical compositions of AZ31 Mg alloy and1060 pure Al(%,mass fraction)

ͼ1 AZ31þ�Ͻ�ԭʼ����֯Fig.1OM image of microstructure of AZ31 magnesium alloy before explosive welding
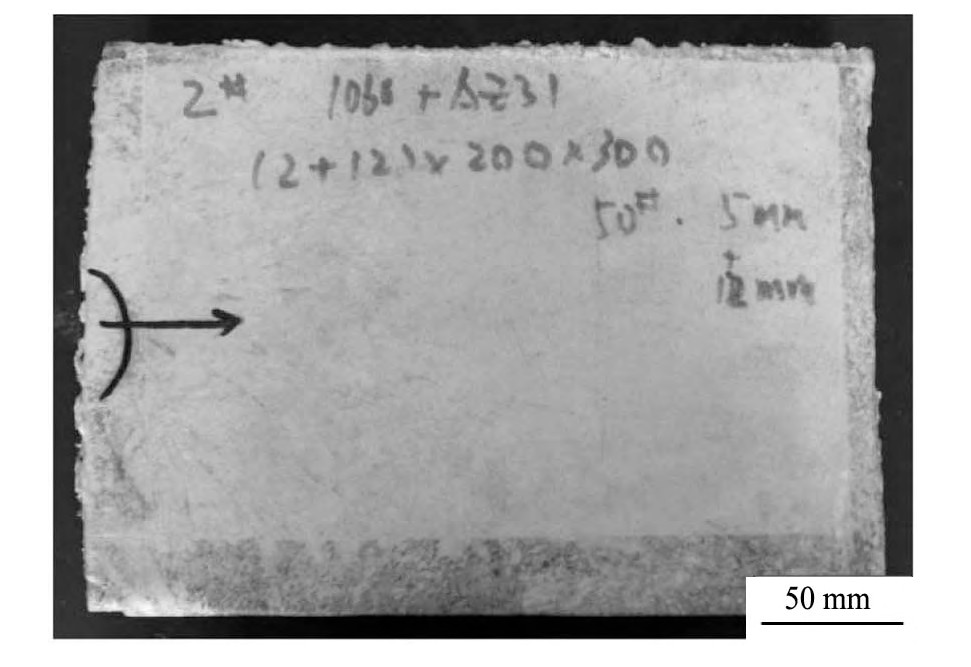
ͼ2 AZ31/1060��ը���ϰ帴�����Fig.2 Bonding situation of explosive welded AZ31/1060 com-posite plate
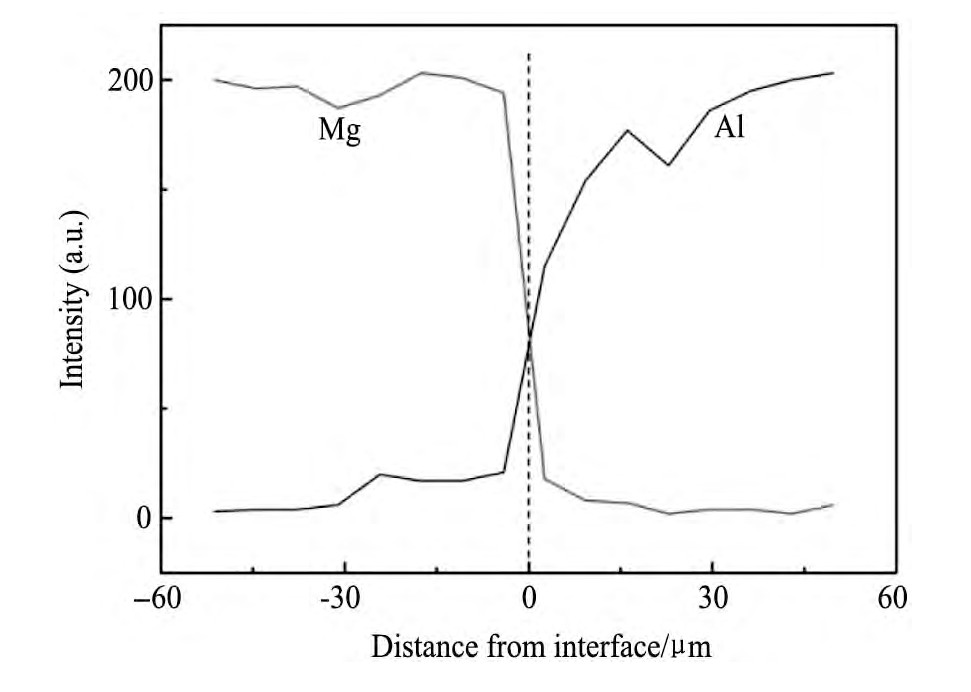
ͼ3 AZ31/1060���洦������ɨ��ͼFig.3EDS spectra of bonding interface in AZ31/1060 com-posite plate
ͼ4ΪAZ31/1060��ը���ϰ���洦������֯,����Ľ���Ϊ1060����,����Ľ���ΪAZ31þ�Ͻ𡣿��Կ�����Ͻ���ɲ��νṹ,������ƽ����Akbari��Farhadi

ͼ4 AZ31/1060��ը���ϰ���洦�Ľ�����ƬFig.4OM image of microstructure of bonding interface in AZ31/1060 composite plate

ͼ5 ��ը���ϰ�AZ31�ͬλ�õĽ���ͼFig.5OM images of AZ31 selected from different zones in AZ31/1060 composite plate
(a)Near interface;(b)Farther than(a)from interface;(c)Farther than(b)from interface;(d)Farther than(c)from interface
2.2��ѧ���ܷ���
ͼ6ΪAZ31/1060��ը���ϰ���̬������Ӧ��-��Ӧ������,���ϰ忹��ǿ��Ϊ175 MPa,������Ϊ3.3%���ڲ��϶���ʱ,�����ϳ��ֶ��͵����(���ͷ��ʾ)�����ϰ���ڶ��ѵ�ʱ��AZ31þ�Ͻ���������û��1060������,����ȷ����˶��ѡ���þ�Ͻ���Ѻ�,�ڶ��Ѵ����������������С,ʹ��δ���ѵ�1060�����ܵ�����Ӧ����Ȼ����,���������Ŀ���ǿ��,þ�Ͻ���Ѻ�,����Ѹ�ٶ���,�����AZ31/1060��ը���ϰ���̬������Ӧ��-��Ӧ�������ϳ����˶��������ͼ7��AZ31/1060���ϰ�������Ѻ��Ͻ���Ľ�����Ƭ,���Կ������ϰ��ڶ��Ѻ�,AZ31þ�Ͻ��1060��������ι�,���洦û�з�����������
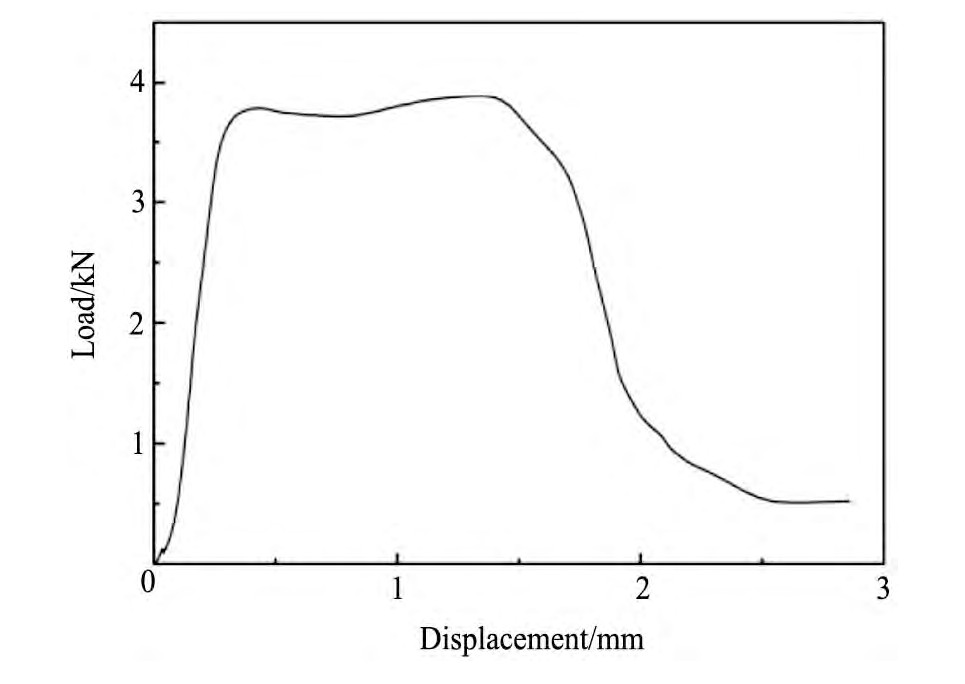
ͼ8ΪAZ31/1060��ը���ϰ��ڼ���ʵ���е��غ�-λ������,���ϰ����ǿ��Ϊ62.2 MPa,��1060������AZ31þ�Ͻ���ʱ,λ���Ѿ������˼��������ϴ����Ŀ���,˵���ڼ��й����д�����þ�Ͻ�������ճ����ͼ9ΪAZ31/1060��ը���ϰ���жϿ�,�Ͽڴ��ڴ�����������,������������з���һ�¡��ڶϿ�������������,���(��������)Mg 10.59%,Al 89.41%,���Կ����Ͽڴ�þ�Ͻ�ʹ������,�ڼ��й�����,����ճ����þ�Ͻ�һ��,˵��þ�Ͻ�ʹ�������ι̡�

ͼ6 AZ31/1060��̬������Ӧ��-��Ӧ������Fig.6True stress-strain curve of AZ31/1060 composite plate obtained from quasi static tensile experiment

ͼ7 AZ31/1060��ը���ϰ�������ѵĽ���ͼFig.7 OM image of AZ31/1060 composite fracture plate after quasistatic tensile test
ͼ8 AZ31/1060���ϰ�����غ�-λ������Fig.8 Load-displacement curve of AZ31/1060 composite plate obtained from shear test

ͼ9 AZ31/1060��ը���ϰ���жϿ�Fig.9 SEM image of fracture of AZ31/1060 composite plate
ͼ10ΪAZ31/1060��ը���ϰ���������Ӳ�ȷֲ�,���Կ���,�ڴ���һ��,���ŵ�������������,Ӳ��ֵû�����Ա仯,Ӳ����HV0.02540���ҡ���þ�Ͻ�һ��,�������洦Ӳ����������,Ӳ�����ֵ�ﵽHV0.025197,���ŵ�������������,Ӳ��ֵ�½����������ȶ�ֵHV0.02590����,þ�Ͻ����洦���Ӳ��ֵ���Դﵽþ�Ͻ�����������þ�Ͻ�һ����ָ�Ӳ������Ϊ�ڱ�ը���ӹ�����,þ�Ͻ����������Ա���,λ���������Ʋ���,�����ӹ�Ӳ��ЧӦ,ʹ��Ӳ��ֵ����,��Ӳ�Ȳ���Ϊ200��m���ҡ�ͼ11ΪAZ31/1060��ը���ϰ���洦��羵(TEM)��Ƭ,��ͼ11(a)�п��Կ������洦þ�Ͻ�ľ����ڲ����ڴ���λ��,��˽��洦þ�Ͻ�Ӳ��ֵ���ߡ���ͼ11(b)�з��ֽ��洦������λ���ܶȽ�С,��˴�����Ӳ��ֵ�仯��������

ͼ1 0 AZ31/1060��ը���ϰ���������Ӳ�ȷֲ�Fig.10 Hardness across bonding interface of AZ31/1060 com-posite plate after explosive welding
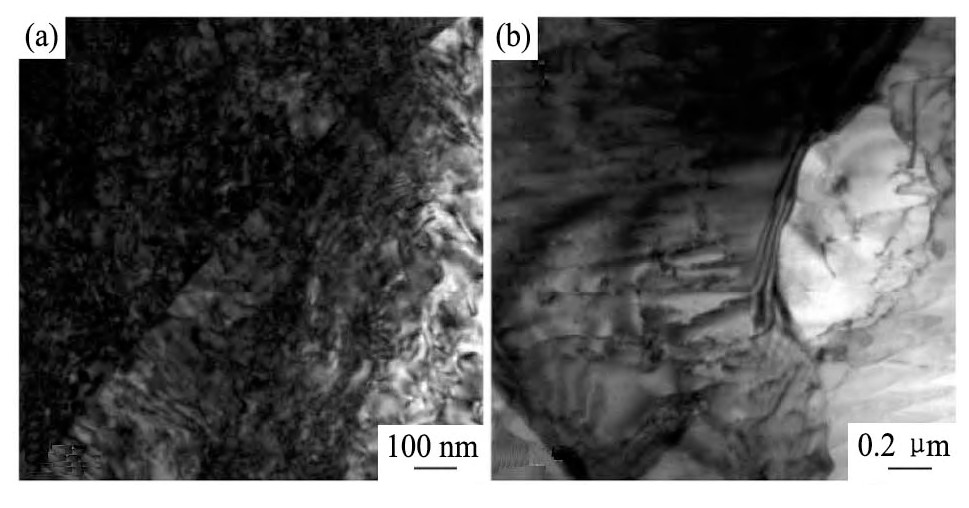
ͼ1 1 AZ31/1060��ը���ϰ����������羵��ƬFig.11TEM images of AZ31/1060 composite plate near bonding interface
(a)AZ31;(b)1060
3����
1.ͨ����ը���ӵķ���������Ч��ʹAZ31þ�Ͻ��1060�����渴��,�����ʿ��Դﵽ99.4%��
2.AZ31þ�Ͻ��1060������Ͻ���ɲ��νṹ,��þ�Ͻ�һ����ڴ����α��,���ŵ�������������,����֯����Ϊ�α������ϸС�������������������͵��ᾧ����
3.AZ31/1060��ը���ϰ�Ŀ���ǿ��Ϊ175MPa,������Ϊ3.3%,����ǿ��Ϊ62.2 MPa�����������ʱ,þ�Ͻ��ȶ���,������þ�Ͻ���Ѻ����̶���,�ڶ��ѹ�����,���ֲ����ڽ��洦�����ѡ��ڼ��й�����,����ճ����þ�Ͻ�һ��,���ֲ��Ͻ���ι̡�
4.��Ͻ��洦����һ��Ӳ�ȱ仯����,þ�Ͻ�һ��Ӳ��ֵ���ߵ�HV0.025197�����ŵ�������������,Ӳ��ֵ��С��������ȶ�ֵHV0.02590����,Ӳ�Ȳ���ԼΪ200��m��
�����
[11] Findik F.Recent developments in explosive welding[J].Materials&Design,2011,32(3):1081.
