
��/Һ�ȶ�������γ���ǿ���Ͻ�����֯�����ܵ�Ӱ���о�
������ɫ�����о���Ժ��ɫ���������Ʊ��ӹ������ص�ʵ����,������ɫ�����о���Ժ��ɫ���������Ʊ��ӹ������ص�ʵ����,������ɫ�����о���Ժ��ɫ���������Ʊ��ӹ������ص�ʵ����,������ɫ�����о���Ժ��ɫ���������Ʊ��ӹ������ص�ʵ����,������ɫ�����о���Ժ��ɫ���������Ʊ��ӹ������ص�ʵ����,������ɫ�����о���Ժ��ɫ���������Ʊ��ӹ������ص�ʵ���� ����100088,����100088,����100088,����100088,����100088,����100088
ժ Ҫ��
����������μ����Ʊ���Al11Zn2.8Mg1.8Cu����ǿ���Ͻ�, �о���G/M�ȶԲ�������֯�����»�е���ܵ�Ӱ�졣�������:������γ�����������֯���ȡ�ϸС, ��������Ϊ���λ�������, T���S����������ȼ�С (���������) ;����G/M�ȵ�����, ������γ��������ľ����ߴ���С, ���۵㹲���������Ҳ����, ���յ������͡��о�������������G/MֵΪ4��55.0kg/kg, ��ʱ������Ϊ1525��m, ���ܶȿɴﵽ94%96%, �յ��ʿ��Դﵽ60%65%, ������ǿ��Ϊ800830MPa, ͬʱ��������9%���ϡ�
�ؼ��ʣ�
�������;7XXXϵ��ǿ���Ͻ�;����֯;��ѧ����;G/M��;
��ͼ����ţ� TG113
�ո����ڣ�2005-11-16
�������ҡ�863�������ƻ��²�������ʮ�塱�ص���Ŀ���� (2001AA332030);
Influence of G/M Ratio on Microstructures and Properties of Spray-Formed Ultra-High Strength Aluminum Alloys
Abstract��
The Al11Zn2.8Mg1.8Cu ultra-high strength aluminum alloy was prepared by spray forming technology, and the influence of G/M ratio on microstructures and properties of alloys was studied. The results show that the microstructures of the alloy are homogeneous and the grains are spherical or approximate spherical morphology with an average grain size of 10 to 50 ��m. The secondary phase along the grain boundary and inside the grain is fine, and the micro-segregation and macro-segregation are restrained in the alloy. The increase of the G/M ratio leads to refinement in grain size, decrease in the amount of phase S and T, decrease in yield, improvement in room temperature mechanical properties. When the G/M ratio is 4.5��5.0, the grain size is 15��25 ��m, the density is 94%��96%, the ultimate tensile strength of the alloy is 800��830 MPa, and the elongation rate is above 9%, after T6 heat treatment.
Keyword��
spray forming technology; ultrahigh-strength aluminum alloy; microstructures; G/M ratio;
Received�� 2005-11-16
���Ͻ���Ϊ��������������͵����ʽṹ����, ���б��ص͡� �ӹ��� �ɱ��͵��ŵ�, һֱ��һ�ֹؼ��ľ������ò��ϡ� 7XXXϵ���Ͻ������Ͻ�ϵ����ǿ����ߵĺϽ�, ������70��ķ�չ, �������Ϲ������Ѵ�ɹ�ʶ����7XXXϵ�Ͻ��ǿ���� (Zn+Mg) ��������߶�����, ����������7XXXϵ���Ͻ��е�Zn����������, �����еĺ��ƫ�������������е���������Ӵ�, ����Ӱ�������ij�Ʒ�ʺͲ��ϵ�����ʹ������, ���¸�ϵ�Ͻ��ǿ�Ⱥ���ͻ��700 MPa���
1 ʵ ��
�������ʵ���ڱ�����ɫ�����о���Ժ�������Ƶ�SF-200��������豸�Ͻ���, ѡ�ù�ҵ��Al, ��Zn, ��Mg, ��Cu, AlZr��AlNi�м�Ͻ�, �Ͻ������ɷ�ΪAl11Zn2.8Mg1.8Cu�� �����������ι��ղ�������: �����¶�800��850 ��, ��������400��500 mm, б���20�㡫30��, ��������ת�ٶ�30��60 r��min-1, �½��ٶ�1��3 mm��s-1��
������̬�Ͻ������Ƥ����420 ����м�ѹ, Ȼ��ѡ����T6��ʱЧ�ȴ�������, T6����Ϊ: 450 ���1 h+475 ���1.5 h���ܴ���+120 ��/20 h�� Ȼ��������ܲ��Ժ���֯����, ��NEOPHOT-2�ͽ��������¹۲����̬��֯���, �Ͻ����ѧ���ܲ�����MTS-810��������Ͻ��С�
2 ���������
2.1 ��������������������������������ʱ� (G/M��)
������γ�������������֯״����������ι����е���ȴ�ٶȴ���һ���Ķ�Ӧ��ϵ, ���������չ������漰���Ĵ��Ƚ���ֻ����������ͽ�������, �����������������������������������������ʱ� (G/M��) �ĸ�� G/M��ֵ�����ۺϱ����Ͻ��������������ȴЧ��, G/M��ֵԽ��, ����Ч��Խ��, ����Һ�ε�ƽ���ߴ�ԽС, ��ȴ�ٶ�Խ��, �������������������ʱ������ຬ��Խ��; ��֮, G/M��ֵԽС, ����Һ�ε�ƽ���ߴ�Խ��, ��ȴ�ٶ�ԽС, �������������������ʱ������ຬ��ԽС��
2.2 G/M�ȶ�����֯��Ӱ��
ͼ1�����������ղ��� (�����¶ȡ� ������ת�١� �������½��ٶȵ�) ����һ�µ�ǰ����ϵͳ�о���G/M����3��5֮��仯 (��Ӧ�Ų�ͬ����ȴ�ٶ�) �Գ�����������֯��Ӱ����ɡ�
��ͼ1 (a) �� (b) ��������ؿ���, ����������֯��Ҫ���ɦ�֦����͵��۵㹲�������, ��֦���ľ��������ﵽ100 ��m����, �������߿��Դﵽmm��, �����۵㹲���� (T���S��) ��ֲ���֦��֮�� (���ͨ�����Դﵽ��m��) , ��Щ�ִ��һ���������ڼ�ѹ�����к��ѵõ��������, ���ص�Ӱ����ϵ�ǿ�Ⱥ����ԡ� ����ͼ1 (c) �� (h) �п��Կ���, ������γ�������������֯�dz�����, ����ϸС, ��������Ϊ���κ�������, ƽ�������ߴ��Լ��10��50 ��m֮��, ԭ������̬�´������ڵ�T���S����������ȼ�С, �������������̹�������ȴ�ٶȽϸ�, T�������������ͷ���������Ϊ, ʹ�����ĺϽ�Ԫ�ع����ڻ����л���С�ߴ����������̬���ڡ�
��ͼ1�ͱ�1��֪, ��G/M��Ϊ5.5ʱ, �Ͻ������̹�������ȴ�ٶ�ƫ��, ����Һ�ε��������������ʱ���ຬ��ƫ��, ���ϵľ�����Ϊ6��10 ��m����, ���ڵ�������ߴ�С����������, ���������ﲻ����, ���dz��������ܱ�30 mm��Χ�ڴ��ڴ������ۿ�, ���ܶ�ֻ��91%��92%, ͬʱ�յ���ֻ��58%��60%; ��G/M�ȴﵽ4.5��5.0ʱ, ������������, �ﵽ15��25 ��m, �������������ò�� �ߴ硢 �����仯����, ����϶����������, ���ܶȿɴﵽ94%��96%, �յ��ʿ��Դﵽ60%��65%; ��G/M��Ϊ4.0ʱ, ���ϵľ�����Ϊ30��35 ��m, ������ȻΪ���λ�������, ���ڵ�һ���������������ࡢ �ߴ�����, ͬʱ������������һ������, ���������, ��ʱ���ϵ����ܶȴ�ԼΪ96%, �յ���Ϊ69%; ��G/M��Ϊ3.0��3.75ʱ, �����ߴ��Լ��35��50 ��m����, ������������������, ���ҳߴ�ϴ�, �������������С�ߴ�����ɴ���ȼ�С, ���Ǵ���һЩ�ϴ�ĺ����������, ��ʱ����������ƽ�����ܶȿ��Դﵽ96%��97%, �յ��ʿ��Դﵽ70%��75%��
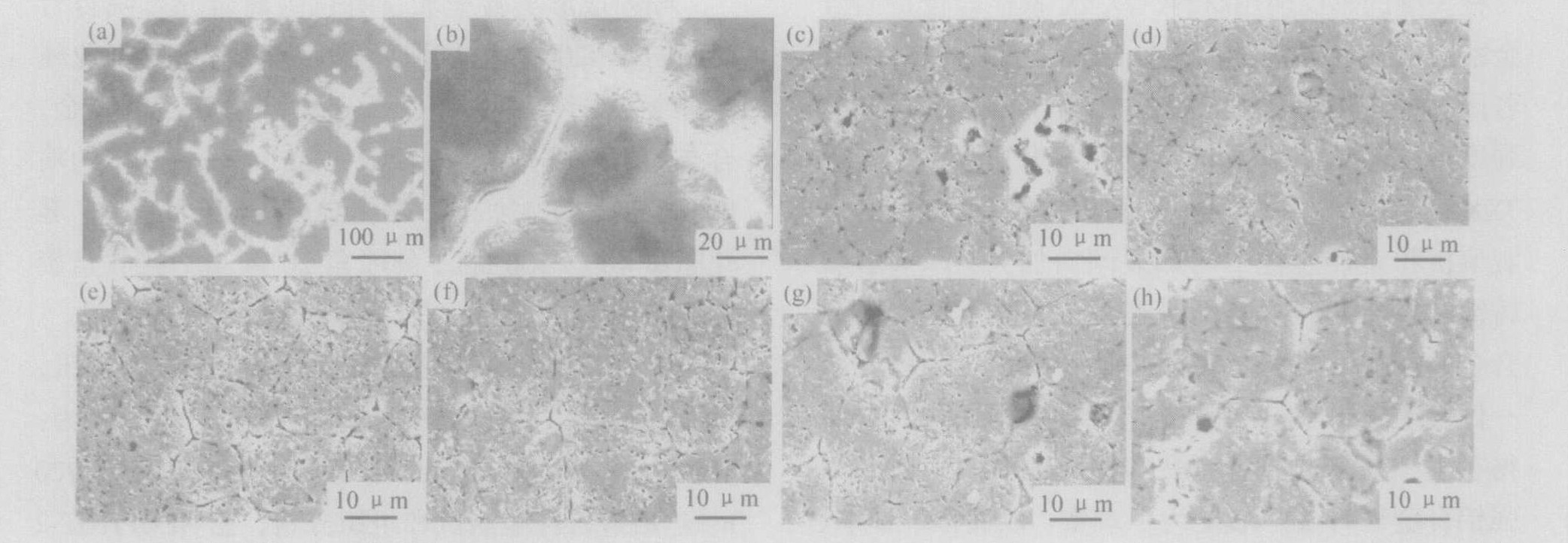
ͼ1 Al11Zn2.8Mg1.8Cu�Ͻ���̬�Ͳ�ͬG/M�ȶ�Ӧ��SEM��
Fig.1 SEM of as-casted Al11Zn2.8Mg1.8Cu alloy and as-deposited Al11Zn2.8Mg1.8Cu alloy with different G/M ratio
(a) ��̬; (b) ��̬; (c) G/M=5.5; (d) G/M=5.0; (e) G/M=4.5; (f) G/M=4.0; (g) G/M=3.5; (h) G/M=3.0
��1 ��������/�����������ʱ� (G/M) ��Al11Zn2.8Mg1.8Cu�Ͻ�������������ԡ� ���ܶȺ�ʵ���ʵ�Ӱ��*
Table 1 Influence of G/M ratio on forming, density and yield of as-deposited Al11Zn2.8Mg1.8Cu alloy
| G/M�� (kg/kg) |
�������������� (���������ڲ����ס� �������) |
������/ ��m |
ƽ�����ܶ�/ (�����ܶ�) % |
�յ���/ % |
| 3.0 | �л�״�������������� | 50��60 | 96��97 | 75 |
| 3.5 | ���������ڲ����������ɽ϶� | 40��45 | 96��97 | 73 |
| 3.75 | ���������ڲ����ɽ��� | 35��40 | 95��96 | 70 |
| 4.0 | ����������������� | 30��35 | 95��96 | 69 |
| 4.5 | ���������������� | 18��25 | 95��96 | 65 |
| 5.0 | �ܱ�10 mm��Χ���������� | 15��20 | 94��95 | 60 |
| 5.5 | �ܱ�30 mm��Χ���������� | 6��10 | 91��92 | 58 |
* ���Ʊ���ȫ������������ֱ�������ڦ� 200��250 mm��Χ; ��������ƽ�����ܶȵIJ����ǽ�����������Ƥ (�ܱ�3 mm, ����2 mm, �ײ�5 mm) �������ˮ�����м���; ��������ʵ����=������������/�����Ͻ�����
�ɴ˿�֪, G/M�ȶԲ��ϵ�����֯�;������кܴ��Ӱ��, �������ò�ͬ�Ĺ����Ʊ��IJ��Ͼ����ȴ�Լ��10��50 ��m֮��仯�� ����
�ۺϿ��Dz��ϵ�����֯�� �����ȡ� ���ܶȡ� �յ���, ��ʵ���Ż�ѡ����������G/MֵΪ4.5��5.0 kg/kg (��Ӧ������ѹ��Ϊ0.7��0.8 MPa, ������ֱ��Ϊ3.5 mm) , ��ʱ������Ϊ15��25 ��m, ���ܶȿɴﵽ94%��96%, �յ��ʿ��Դﵽ60%��65%��
2.3 ����̬��������ɷ���
��Al11Zn2.8Mg1.8Cu�Ͻ����������XRD������� (ͼ2) ��֪��������Ʊ��ij���ǿAl11Zn2.8Mg1.8Cu�Ͻ��е���Ҫ�����Ϊ: ��-Al�� ���������MgZn2�� �ķ������CuAl2������б�������Al2CuMg�� ����, ��XRD����ͼ��������ǿ�ȿ����ж�MgZn2�����϶ࡣ
2.4 G/M�ȶ����ܵ�Ӱ��
ͼ3�Dz�ͬG/M�ȹ��������Ʊ��IJ��Ͼ�450 ��/1 h+480 ��/1.5 h+120 ��/20 h (����T6����) ��������ϵ�ǿ�Ⱥ����Եı仯����, ��ͼ3���Կ���, ����G/M�ȵ�����, �Ͻ�ļ�����ǿ��������, ��G/M��4.0����ʱ, ���ϵ�ǿ����700��800 MPa֮��, û�г�ַ��ӳ�������ο������̵�����; ��G/M�ȴﵽ4.0����ʱ���ϵļ�����ǿ�ȶ����Դﵽ800 MPa����; ��G/M��Ϊ4.5ʱ, �Ͻ�ļ�����ǿ�ȿ��Դﵽ830 MPa, ͬʱ�����ʱ�����9%; ���ǵ�G/M�ȸ���5.0ʱ���ϼ�����ǿ��ֵ��������, ͬʱ�����ʲ��ȶ�, �������ڴ�ʱ�Ĺ����������Ʊ��IJ����д��ڴ�����ϸС�������ɺ��пն�, ����G/M�ȵ�����, ���������й��п�����, �ں����ȼ�ѹ������, һЩ�ն�û�бպϻ�, ��ɲ��ϵ������ʱȽϷ�ɢ��
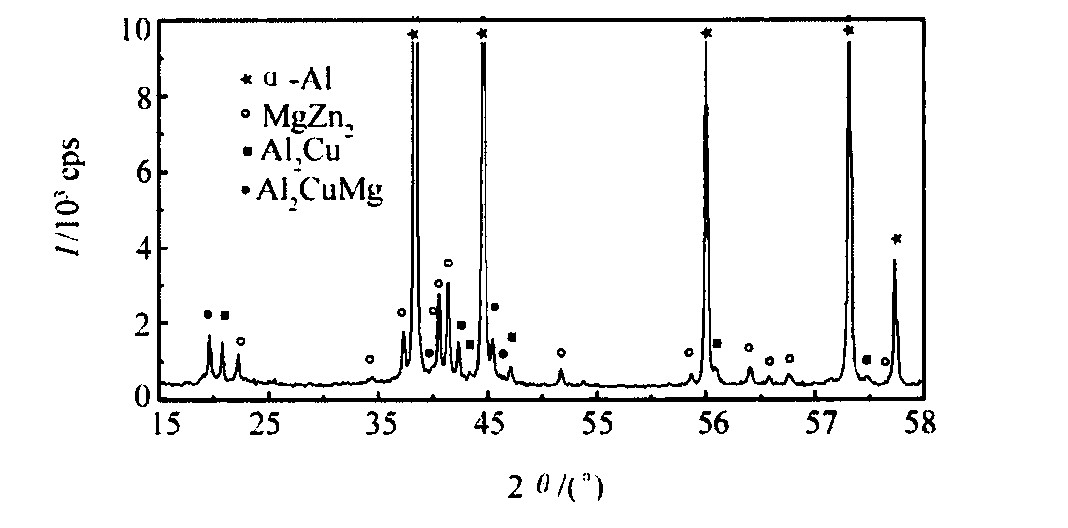
ͼ2 ����̬Al11Zn2.8Mg1.8Cu��XRD����ͼ
Fig.2 X-ray diffraction spectrum of as-deposited Al11Zn2.8Mg1.8Cu alloy
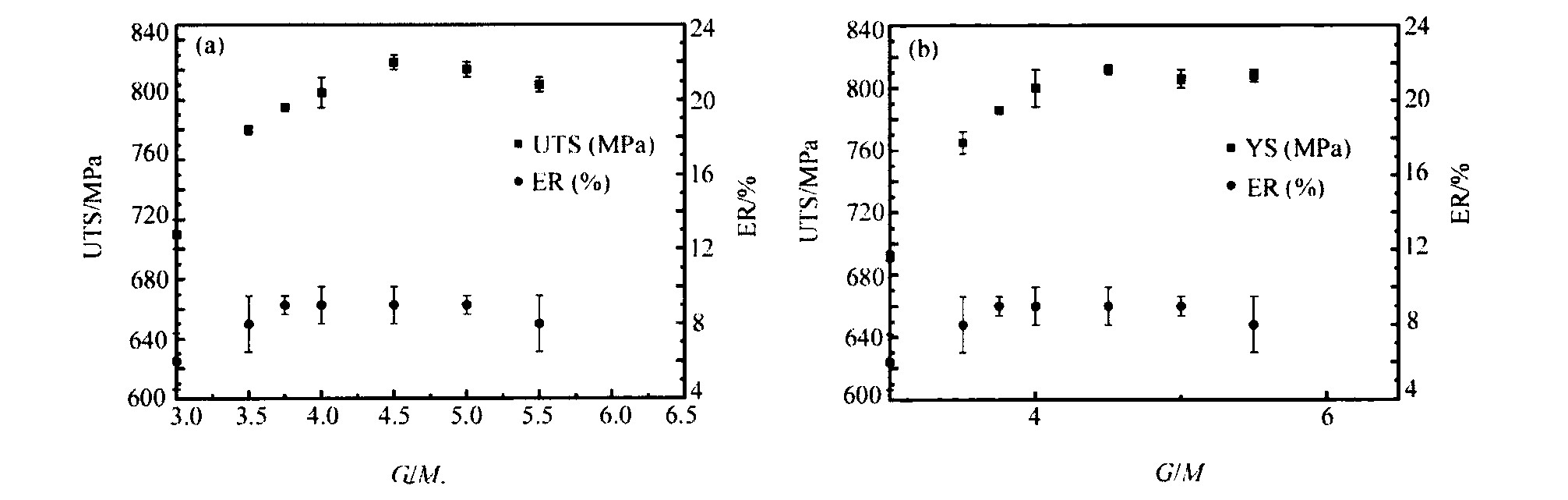
ͼ3 Al11Zn2.8Mg1.8Cu�Ͻ�G/M�ȶ�Ӧ����ѧ����
Fig.3 Properties of sprayformed Al11Zn2.8Mg1.8Cu alloy with different G/M ratio
(a) ������ǿ��; (b) ����ǿ����������
3 �� ��
1. ������γ�������������֯�dz����ȡ� ϸС, ��������Ϊ���λ�������, ƽ�������ߴ��Լ��10��50 ��m֮��, ԭ������̬�´������ڵ�T���S����������ȼ�С��
2. ����G/M�ȵ�����, ������γ��������ľ����ߴ���С, ���۵㹲�������������, ���յ���Ҳ���͡� ʵ�������������G/MֵΪ4.5��5.0 kg/kg (��Ӧ������ѹ��Ϊ0.7��0.8 MPa, ������ֱ��Ϊ3.5 mm) , ��ʱ������Ϊ15��25 ��m, ���ܶȿɴﵽ94%��96%, �յ��ʿ��Դﵽ60%��65%��
3. ����G/M�ȵ�����, �Ͻ�ļ�����ǿ��������, ��G/M��4.0����ʱ, ���ϵ�ǿ����700��800 MPa֮��; ��G/M�ȴﵽ4.0����ʱ���ϵļ�����ǿ�ȿ��Դﵽ800 MPa����; ��G/M��Ϊ4.5ʱ, �Ͻ�ļ�����ǿ�ȿ��Դﵽ830 MPa, ͬʱ�����ʱ�����9%; ���ǵ�G/M�ȸ���5.0ʱ���ϼ�����ǿ��ֵ��������, ͬʱ�����ʲ��ȶ���
�����
