
���±�ţ�1004-0609(2012)05-1371-06
�����ٻ�����ͿWC-10Co4CrͿ����ͻ���ĥ����Ϊ
������1, 2�������1, 3������ϲ4��������4���� ��2
(1. ���ϴ�ѧ ��ĩұ������ص�ʵ���ң���ɳ 410083��
2. ����ְҵ����ѧԺ �����з�ĩұ���Ƚ������ص�ʵ���ң����� 271100��
3. ���ϴ�ѧ ��ѧ����ѧԺ����ɳ 410082��4. �Թ�����Ӳ���������˾���Թ� 643011)
ժ Ҫ��
���ó����ٻ�����Ϳ(HVOF)�����Ʊ��ṹWC-10Co4CrͿ�㣬�ֱ���ý���������ɨ��羵 (SEM)��X��������(XRD)�ͻ���ĥ���豸����Ϳ����۽ṹ�ͻ���ĥ����Ϊ���������������Һ��ú��ȼ��HVOF��Ϳ���ṹWC-10Co4CrͿ�����̼�̶Ƚϵͣ�Ϳ���н�����WC��W2C�࣬���ަ���(Co3W3C�� Co6W6C)�Լ�����W��Ϳ���۽ṹ���ܣ���϶��ԼΪ1%��ƽ����Ӳ��Ϊ1 322HV0.3������ͬ���������£�WC-10Co4CrͿ���Ħ������(Լ0.8)���ڲ����(1Cr18Ni9Ti)��Ħ������(Լ0.5)���们�������ʧ����Ϊ�����Ϳ���1/146����������Ŀ�����ĥ�����ܡ�Ϳ���ڻ���ĥ�������������ճ��������䣬Ȼ����WC������ĥ��
�ؼ��ʣ�
WC-10Co4CrͿ���������ٻ�����Ϳ(HVOF)������ĥ����
��ͼ����ţ�TG174���� ���ױ�־�룺A
Sliding wear behavior of
high-velocity oxy-fuel sprayed WC-10Co4Cr coatings
LI Song-lin1, 2, XIANG Jin-tao1, 3, ZHOU Wu-xi4, LI Yu-xi4, CHEN Wen2
(1. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China;
2. Key Laboratory for Powder Metallurgy in Advanced Manufacturing,
Laiwu Vocational and Technical College, Laiwu 271100, China;
3. School of Chemistry and Chemical Engineering, Hunan University, Changsha 410082, China;
4. Zigong Cement Carbide Co., Ltd., Zigong 643011, China)
Abstract: The micro-structured WC-10Co4Cr coatings were deposited by the high-velocity oxy-fuel (HVOF) spray process. The microstructure and sliding wear behavior of the coatings were respectively characterized by optical microscopy, scanning electron microscopy (SEM), X-ray diffraction (XRD) and sliding wear test. The results show that decarborization of the coating is low by using liquid kerosene as fuel. Only WC and W2C exist in the sprayed coating, while there is no �� phase (Co3W3C, Co6W6C) or the soft phase W. The coating is highly densified with porosity as low as about 1% and the microhardness of the coating is 1 322 HV0.3. The coefficient of friction for WC-10Co4Cr coating (about 0.8) is higher than that for 1Cr18Ni9Ti stainless steel (about 0.5) and the volume loss of sliding wear is only 1/146 of that of 1Cr18Ni9Ti, indicating the excellent sliding wear resistance performance of the WC-10Co4Cr coating. The failure of the WC-10Co4Cr coating during sliding wear is due to binder phase loss followed by wearing of WC particles.
Key words: WC-10Co4Cr coating; high-velocity oxy-fuel (HVOF) spray; sliding wear
����ͿWC-Co�����մ�Ϳ��������õ���ĥ�Ժ���ʴ�ԣ��㷺Ӧ���ں��պ��졢������������ұ����������[1]��Ŀǰ���ձ���ô���������(APS)�ͳ����ٻ���(HVOF)��Ϳ�����Ʊ�WC-CoͿ�㡣��APS������ȣ�����HVOF���������Ϳ�������Ľ������Ϳ���϶�ʽϵ͡�����Ʒ�������١�HVOFϵͳ�У�������ǹ����ƺ�ʹ�õ�ȼ�����Ͳ�ͬ������ϵͳ����࣬�����ݱ����Ҫ����������ȼ�ϣ�����ʹ��ȼ�ϵIJ�ͬ���ַ�Ϊ����ȼ�ϳ����ٻ�����Ϳ(HVOGF)��Һ��ȼ�ϳ����ٻ�����Ϳ(HVOLF)�����ࡣHVOLFϵͳ��HVOGFϵͳ����ȼ�ϸ��� ���������Ի�ø߶�������Ӷ���ýϸ߿������ٵ��ŵ㣬��Խ��Խ�õ��о��ߵĹ�ע[2-5]��
����Ϊֹ��HOVF����Ϳ���о���Ҫ������ʵ���ȼ��ȼ��ģ������飬���ڶ���WC-CoCr��ϵ���о�������HVOGFϵͳ��ʵ���Ʊ��ͱ������棬���۽ṹ������ĥ��ĥ�𡢳�ʴƣ�������Լ�����ѧ��ʴ���ܵ��о������ҳϵ�[6]�о��˷�ĩ���Ⱥ�WC�����ߴ��Ϳ�����ܵ�Ӱ�죻�ܿ��µ�[7]�о���300M �ֻ����ϸ��ٻ�����ͿWC-17Co ��WC-10Co4Cr Ϳ���ƣ�ͺͿ�������ʴ���ܣ�ָ�����ٻ�����ͿWC-10Co4Cr Ϳ���Ǹ��õĵ��Ӳ��������ϣ��Ź⻪��[8]�о���DJ-2700(����ȼ��)��TAFA JP-5000(����ú��ȼ��)�Ʊ���WC-10Co4Cr Ϳ��Ŀ�ɰ����ʴ��Ϊ��������TAFA JP-5000(����ú��ȼ��)�Ʊ���Ϳ���Ӳ�Ⱦ�����DJ-2700(����ȼ��)ϵͳ�Ʊ���Ϳ���Ӳ�ȣ���������Ҳ��һЩ���������WC-CoCr��ϵ���о���Ϊ���룬��Ӧ��HVOGF��HVOLF��Ϳ�Ʊ�WC-CoͿ��Ļ���ĥ�������о���Һ�����ȼ�ϵ�ģ���о��Լ�Һ�庽��ú�͵�3-Dģ���о� ��[5, 9-10]��SCHWETZKE��KREYE[4]�о���ʹ�ò�ͬ��ȼ��(���顢��ϩ�Լ�����ú��)����Ϳ����ת�����Ϳ�����ܵ�Ӱ�죬ͨ���Աȷ��֣�ʹ�ú���ú����̼����W2C���������������ʹ�ñ������ϩ��̼����W2C���������ZHANG��[11]����Ϳ���۽ṹ���о�Ҳ������Һ��ȼ��ϵͳ���������ȼ��ϵͳ�ܻ�ø����ܡ���ϸ��ö����۷�ĩ������Ϳ��ṹ��
WC-CoͿ����ʴ���ܽϲ���Լ���������������Ӧ�ã�WC-CoCrͿ���ڴ�ͳӲ�ʺϽ������ӽ��������γ��ܸ�ճ���࣬�Ӷ����и��������ʴ���ܣ�������ˮ����Һ��ʪ����ʴ�����У���ֽ������ѹ�������[12-13]�������ٻ�����ͿWC-CoCr�����մ�Ϳ�����Ч�����Ӳ������㷺Ӧ�����������չ���ʹ������������ӳ�[14]��ʵ��Ӧ�ù�����WC- CoCrͿ���ͻ���ĥ�����ܶ��ӳ�������ʹ������������Ҫ���������ҵ�Ľᾧ��ͭ�塢������¯���ȹ�������Ϳ����ͻ���ĥ�����ܶ��ڸ��Ƹְ����������ͳɱ�������Ҫ[15]��Ȼ�����й�ʹ�ú���ú����ȼ�ϵ�HVOF�Ʊ�WC-10Co4Cr Ϳ���ͻ���ĥ����о����������٣���ˣ��������߽��о�����Һ��ȼ��(����ú��)����TAFA JP-5000��Ϳϵͳ�Ʊ�WC- 10Co4CrͿ�㣬�о�Ϳ����۽ṹ���ͻ���ĥ����Ϊ��Ϊ��������Ϳ���ڿ�����ĥ���ʵ��Ӧ���ṩ�������ݡ�
1 ʵ��
1.1 ʵ��ԭ��
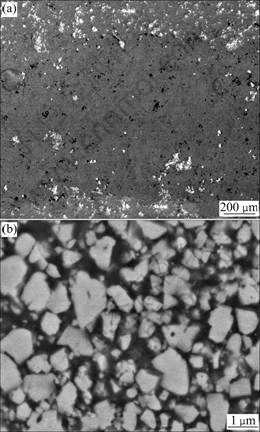
��Ϳԭ��Ϊ�ž��սᷨ�Ʊ���WC-10Co4Cr��ĩ(�Թ�����Ӳ���������˾����)����ĩ����20~45 ��m����װ�ܶ�5.09 g/cm3������ò��ͼ1��ʾ��ͼ1(a)��ʾ��ĩ���ζȸߣ������Ժá��ұ���ֲڶ�ף����ַ�ĩ��ò������HVOF���̣�ͼ1(b)��ʾ��ĩ�ṹ���ܡ�WC������״������ƽ�������ߴ�Լ1 ��m��WC-10Co4Cr�Ļ�ѧ�ɷ����1���С�
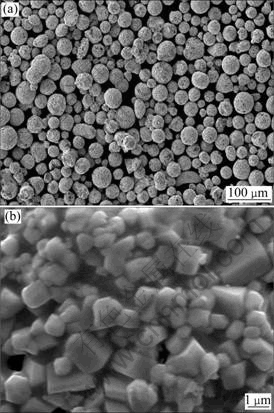
ͼ1 WC-10Co4Cr��ĩ��SEM��
Fig. 1 SEM images of WC-10Co4Cr starting powders: (a) Low magnification; (b) High magnification
��1 WC-10Co4Cr��ĩ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of WC-10Co4Cr starting powder (mass fraction, %)
![]()
1.2 Ϳ���Ʊ�
���ߴ�Ϊ25 mm��16 mm��6 mm�IJ����(1Cr18Ni9Ti)Ƭ�Ⱥ��ñ�ͪ������ϴ���͡�16#�ظ�����ɰ�ֻ����ƾ���ϴ����ɵ�ǰ������Ȼ���������TAFA JP-5000�����ٻ�����ǹϵͳ�Ʊ�����ͿͿ�㡣��Ϳ���ղ�����ѡ���ǻ��ڻ�ýϵ͵���Ϳ�¶Ⱥͽϸߵ���Ϳ���ʶ�������ʵ����ڴ�ȷ���Ĺ��ղ������2���С�ͨ����Ч���ڵ���ˮ�䣬���ٻ�����Ϳ�����л�����¶�ʼ�տ�����100 �����£���Ϳ��Ϳ����300 ��m�����ڻ���ĥ�����ܼ���Ϳ���1Cr18Ni9Ti����ֱ��������ͬ����ĥ�����⡣Ϳ����������������ͬ����ĥ�����⣬�����۽ṹ�ͽ��������
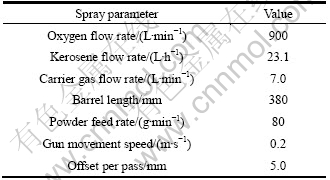
��2 HVOF��Ϳ���ղ���
Table 2 Processing parameters of HVOF spraying
1.3 ���ܱ���
����Nova Nano SEM 230������ɨ��羵����Ϳ���۽ṹ������Rigaku D/max 2500��X�����Ƿ�����ĩ��Ϳ������ࣻӦ��MeF3A 6532-01���������۲�Ϳ��ṹ������Ϳ��Ŀ�϶�ʣ������������ֹ�˾������5104����Ӳ�ȼƲⶨͿ��������Ӳ�ȣ������غ�Ϊ3 N����ѹʱ��Ϊ10 s����5��ֵȡƽ��ֵ��Ϳ��Ͳ���ֲ��ϵ��ͻ���ĥ�����ܲ�������CETR��˾������UMT-3�Ļ���ĥ���豸�ⶨ��Ħ����Ϊֱ��10.5 mm�������С��ʵ���غ�Ϊ10 N��ת��Ϊ600 r/min������ʱ���Ϊ120 min��ÿ����Ʒ������һ���µ������С��
2 ���������
2.1 �������
ͼ2��ʾΪWC-10Co4Cr��ĩ��Ϳǰ���X���������ס���ͼ2��֪����ĩ��XRD���н���WC���Co�࣬��Co3W3C�ȵ�����壬����MURTHY��VENKATARNMAN���о��������[16]�����ĩ��ȣ�Ϳ��XRDͼ��WC�ķ�λ������ͬ��Ϳ����û��Co�������壬�������ڳ���������WC��Co����ܽ⣬��2��=44�㸽��Ϳ����һ�Ͽ���������壬���������Ϳ���������ڿ���ײ��������ϣ������Լ��ߵ��ٶ���ȴ�Ӷ��γɷǾ������������¡�SUDAPRASERT��[9]���о�Ҳ��������HVOGF��Ϳ�Ʊ���WC-CoͿ����W2C��ķ�ǿ�����Ը���HVOLF�Ʊ���WC-CoͿ����W2C��ķ�ǿ�ȣ��Ҳ���HVOGF��Ϳ�Ʊ���WC-CoͿ���зǾ��Ҳ��HVOLF�Ʊ���WC-CoͿ���зǾ�����ԣ���ǰ����W������XRD�����������������Ϳ������ WC�������һ���̶ȵ���̼��������W2C ��̼�࣬����̼�����أ�û�г��ִ��ԵĦ���(Co3W3C�� Co6W6C)��W�ࡣ��Ϊ����ú��Һ��ȼ����ǹJP- 5000������ȼ�Ϻ�������ǹ��Ⱦ��нϵ͵������¶ȺͽϸߵĿ����ٶȣ�WC-10Co4Cr��ĩ���������й����������̶ȵͣ��Ӷ����ڻ����ṹ��Ϊ��һ�����ܵ�WC-10Co4CrͿ�㡣
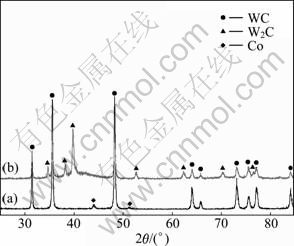
ͼ2 WC-10Co4Cr��ĩ��Ϳ���XRD��
Fig. 2 XRD patterns of WC-10Co4Cr powder and coating: (a) WC-CoCr powder; (b) WC-CoCr coating
2.2 �۽ṹ����
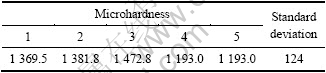
Ϳ�����Ľ���ṹ��ͼ3��ʾ����ͼ3���Կ�����Ϳ��dz����ܣ���϶ϸС����ɢ���ȣ�ʹ��ͼ������������Ϳ��Ľ����϶��ԼΪ1%��Ϳ�����Ӳ�����3���У���ƽ����Ӳ��Ϊ1 322 HV0.3����ƫ��Ϊ124��GHABCHI��[17]��������ȼ��DJ��ǹ�Ʊ���WC-10Co4Cr����ṹͿ�����϶��Ϊ2%����Ӳ��Ϊ1 265 HV0.3��ZHANG��[11]����Ϳ���۽ṹ���о�Ҳ������Һ��ȼ��ϵͳ���������ȼ��ϵͳ�ܻ�ø����ܡ���ϸ��ö����۷�ĩ������Ϳ��ṹ����ˣ�ʹ�ú���ú��ȼ�Ϻ�JP-5000��ǹϵͳ�Ʊ���WC-10Co4CrͿ����и����ܵĽṹ���ߵ���Ӳ�ȡ�
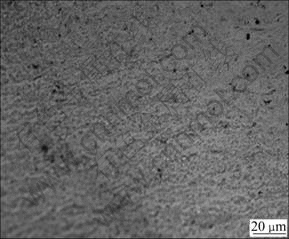
ͼ3 Ϳ�����Ľ���ͼ
Fig. 3 Cross-section morphology of sprayed coating
��3 ��ͬͿ����Ʒ����Ӳ�ȼ�����
Table 3 Microhardness (HV0.3) of different coatings and standard deviation
Ϳ��ı�����ò��ͼ4(a)��ʾ����ͼ4(a)���Կ�������ĩ������ײ�������������ѳ��̯ƽ���ʲ˻��ͻ�״��˵�����ڼ����¶ȸߣ���������Ϳ���������������г�����ڡ����Σ����н�ǿ������϶�������ҿ���֮���ҧ������ǿ��ʹ��Ϳ�����ܣ��Ҳ�������������ǿ��ͼ4(b)��ʾΪͿ�����ı�ɢ��羵��Ƭ�����Կ������д�Բ�ߵ�WC����������WC������ճ���ಿ�ַֽ����¡������������Ӹ���ײ�����壬����ӹ����͵�ճ�������������Ӷ��γ�W2C����WC��������ò���������⣬�������ͼ�л�����һЩ���Ų��߽�ֲ���С��ĺ�ɫ��ò�������ǽ�С�Ŀ�϶��������������塣
2.3 ������ĥ������
�ֱ�ѡȡͿ��Ͳ����(1Cr18Ni9Ti)��һ����������ͬת�١��غɺ�ʱ���½��л���ĥ�����飬Ϳ��ĥ���ı��������������ͼ5��ʾ����ͼ5���Կ�����Ϳ�㾭��ĥ������δ�����Ԫ�أ�Ϳ���������ʧ����Ϳ�㱾���ɷֵı仯���¡�
Ϳ����ۻ�������ʧΪ0.2 mg (����������ʧ��Ϊ1.37��10-5 cm3)������ֵ��ۻ�������ʧΪ15.8 mg (����������ʧ��Ϊ0.002 0 cm3)������������ʧ��ԼΪͿ���146����Ϳ����ֳ��ܸߵ��ͻ���ĥ�����ܣ���Ӧ�����������ع�ͬ���õĽ����������WC-10Co4CrͿ�㱾����������ĥ�ԣ������HVOLF��Ϳ�Ʊ�WC-10Co4CrͿ����ֵ�����W2C�йأ�һЩ�о����ѷ��ֿ�����ĥ�����ܵ�������Ϳ�����ֽ�̶��йأ��ر���W2C����ΪW2C��Ӳ�ȱ�WC��Ӳ�ȸ�[18-19]��Ϳ���벻��ֵ�Ħ������������ͼ6��ʾ����ʼ�β���ֵ�Ħ��������500 s����0.2���²����������ӣ���3 000 s������0.55���²�����Ϳ���Ħ��������1 000 sǰѸ�ٴ�0.49�仯��0.77��Ȼ����1 000 s����0.8���²�����
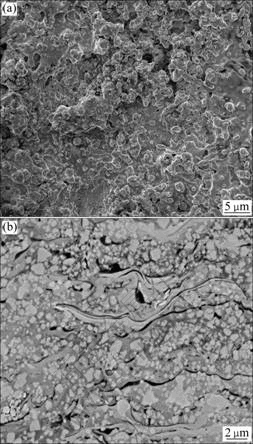
ͼ4 WC-10Co4CrͿ�����ò
Fig. 4 Micrographs of of WC-10Co4Cr coating: (a) Surface, (b) Cross section
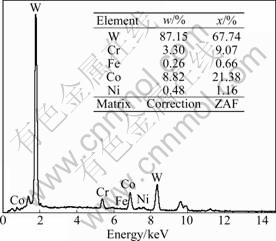
ͼ5 ĥ���Ϳ������EDS�������
Fig. 5 EDS results of worn surface of coating
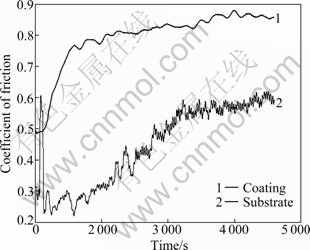
ͼ6 Ϳ�㻬��Ħ�������ı仯����
Fig. 6 Friction coefficient of coating as function of test time for sliding wear
����ĥ���Ϳ��ı�����ò��ͼ7��ʾ�����ͼ6��Ħ�����߿��Է���Ϳ��Ļ���ĥ����Ϊ����ͼ7(a)������������Ϳ�����ĥ���İ��ۣ�����������������Ħ������Ϳ�������繵���ã��۱��澭�繵�����к�����������״ĥ��[20]�����Ħ�����ߣ�ĥ�����Ϳ����ճ����Ӳ�ȱ�����ﯵĵͣ������С����ճ����������ʹ��ĥ����ң�Ħ�������ڶ�ʱ����Ѹ������ͨ����ɢ�������Ƭ(��ͼ7(b))��֪��ĥ���ı�����ִ������ĩ������ò���Ƶ����״WC������WC�������ֻ���ȫ���ѣ���������ͻ�������������������������ɵ�¡��֮�����ѵ�WC����������ճ�����ת�ƶ����Ƴ�[17]���Ƴ���WC����һ���ֱ�Ħ������������һ���ֳ�Ϊ�Ӵ������������ĥ�������Ӿ�Ϳ���ĥ��������ĥʱ���������Щ��м����ϸС��ϸС����ĥ������Ϳ��Ӵ�������ƻ����ü��ᣬĥм��Ϳ���ĥ����������WC���ӳߴ�Ľ��Ͷ�����[21]�����Ħ�������仯ͼ(��ͼ6)������ճ�����Ƴ���Ħ����Ҫ������Ӳ�����WC��Ħ�����䣬Ħ����������ĥ������а����WC��������ת��Ϊĥ��������Ϳ��Ħ������������Ҳ���Կ�����1 000~4 500 s�����л�������������������Ե�ʡ�ͨ��WC������Co֮����Խ�Ϳ�����ĥ��Խ��ڲ��ú���ú����ΪҺ��ȼ�ϵ�HVOF�����У�ֻ������WC������W2C�࣬��������W�ij��֣������о�֤����������W2C����������Ϳ��Ŀ�����ĥ���ԡ�����ۺϵ����ص���HVOLF�Ʊ���Ϳ����ֳ������ͻ���ĥ�����ܡ�
ͼ7 ĥ���Ϳ���SEM��
Fig. 7 SEM images of coating after wear: (a) Low magnification; (b) High magnification
3 ����
1) ���ø��ٻ�����Ϳ����(HVOF)�Ʊ���WC- 10Co4CrͿ������ΪWC���W2C�࣬����һ���̶ȵ���̼�������Ԧ���(Co3W3C��Co6W6C)�Լ�����W���֣�����ʹ��Һ�庽��ú����ȼ�ϵ�JP-5000��ǹϵͳ�ܻ����̼�١���ṹ�ϵ�һ��Ϳ�㡣
2) ����JP-5000��ǹ��Һ�庽��ú����ȼ�ϵ�ϵͳ��Ϳ�Ʊ���WC-10Co4CrͿ���۽ṹ���ܣ���ƽ����Ӳ��Ϊ1 322 HV0.3����϶��Լ1%��
3) ��ĥ���غ�Ϊ10 N��ת��Ϊ600 r/min��ĥ��ʱ��Ϊ120 min�������£�����ֵ������ʧ��ԼΪWC-10Co4CrͿ���146����WC-10Co4CrͿ���Ħ��������1 000 s���ȶ���0.8���ң�WC-10Co4CrͿ���ڻ���ĥ�������������ճ�����ĥ��Ȼ����WC������ͻ�������ѡ������ĥ��Ϳ���ĥ�������WC�����Ѻ�����ĥ��ĥ��Ϊ����
REFERENCES
[1] HE J H, SCHOENUNG J M. Nanostructured coatings [J]. Materials Science and Engineering A, 2002, 336(1/2): 274-319.
[2] SMITH R W, KNIGHT R. Thermal spraying: I. Powder consolidation from coating to forming [J]. Journal of Metals, 1995, 47(8): 32-39.
[3] SOBOLEV V V, GUILEMANY J M. Dynamic processes during high velocity oxyfuel spraying [J]. International Materials Reviews, 1996, 41(1): 13-32.
[4] SCHWETZKE R, KREYE H. Microstructure and properties of tungsten carbide coatings sprayed with various high-velocity oxygen fuel spray systems [J]. Journal of Thermal Spray Technology, 1999, 8(3): 433-439.
[5] KAMNIS S, GU S. Numerical modelling of propane combustion in a high velocity oxygen-fuel thermal spray gun [J]. Chemical Engineering and Processing, 2006, 45(4): 246-253.
[6] ���ҳ�, �˴���, ���ͳ�, ��ΰ��, �� ��. ��ͬ��ĩ�����ٻ�����ͿWC-l0��Co4��CrͿ�������[J]. Ӳ�ʺϽ�, 2009, 26(2): 87-91.
ZHANG Zhong-cheng, DENG Chun-ming, ZHU Hui-chao, NI Wei-bang, ZHAO Li. WC-10%Co4%Cr coatings prepared by different feedstocks [J]. Cemented Carbide, 2009, 26(2): 87-91.
[7] �ܿ���, �˴���, �� ��, �ν���, �˳���. 300M�ֻ����ϸ��ٻ�����ͿWC-17Co��WC-10Co4CrͿ���ƣ�ͺͿ�������ʴ����[J]. ϡ�н��������빤��, 2009, 38(4): 671-676.
ZHOU Ke-song, DENG Chun-ming, LIU Min, SONG Jin-bing, DENG Chang-guang. Characterizations of fatigue and salt spray corrosion resistance of HVAF sprayed WC-17Co and WC-10Co4Cr coatings on the substrate of 300M steel [J]. Rare Metal Materials and Engineering, 2009, 38(4): 671-676.
[8] �Ź⻪, �� ��, �� ��, ������. HVOF��ͿWC-10Co-4CrͿ���ɰ����ʴ��Ϊ[J]. �й����湤��, 2007, 20(4): 16-28.
ZHANG Guang-hua, LI Shu, LIU Yan, WANG Hua-ren. Slurry erosion behavior of HVOF sprayed WC-10Co-4Cr coatings [J]. China Surface Engineering, 2007, 20(4): 16-28.
[9] SUDAPRASERT T, SHIPWAY P H, MCCARTNEY D G. Sliding wear behaviour of HVOF sprayed WC-Co coatings deposited with both gas-fuelled and liquid-fuelled systems [J]. Wear, 2003, 255(7/12): 943-949.
[10] KAMNIS S, GU S. 3-D modelling of kerosene-fuelled HVOF thermal spray gun [J]. Chemical Engineering Science, 2006, 61(16): 5427-5439.
[11] ZHANG D, HARRIS S J, MCCARTNEY D G. Microstructure formation and corrosion behaviour in HVOF-sprayed Inconel 625 coatings [J]. Material Science and Engineering A, 2003, 344(1/2): 45-56.
[12] SIDHU T S, PRAKASH S, AGRAWAL R D. Studies on the properties of high-velocity oxy-fuel thermal spray coatings for higher temperature applications [J]. Materials Science, 2005, 41(6): 805-823.
[13] HEARLEY J A, LITTLE J A, STURGEON A J. The effect of spray parameters on the properties of high velocity oxy-fuel NiAl intermetallic coating [J]. Surface and Coating Technology, 2000, 123(2/3): 210-218.
[14] RAMNATH V, JAYARAMAN N. Characterization and wear performance of plasma sprayed WC-Co coatings [J]. Materials Science and Technology, 1989, 5(4): 382-388.
[15] MATTHEWS S, JAMES B. Review of thermal spray coating applications in the steel industry: Part 1. Hardware in steel making to the continuous annealing process [J]. Journal of Thermal Spray Technology, 2010, 19(6): 1267-1276.
[16] MURTHY J K N, VENKATARAMAN B. Abrasive wear behaviour of WC-CoCr and Cr3C2-20(NiCr) deposited by HVOF and detonation spray processes [J]. Surface and Coating Technology, 2006, 200(8): 2642-2652.
[17] GHABCHI A, VARIS T, TURUNEN E. Behavior of HVOF WC-10Co4Cr coatings with different carbide size in fine and coarse particle abrasion [J]. Journal of Thermal Spray Technology, 2010, 19(1/2): 368-377.
[18] QIAO Y, FISCHER T E, DENT A. The effects of fuel chemistry and feedstock powder structure on the mechanical and tribological properties of HVOF thermal-sprayed WC-Co coatings with very fine structures [J]. Surface and Coating Technology, 2003, 172(1): 24-41.
[19] HARVEY M D F, STURGEON A J, BLUNT F J, DUNKERTON S B. Investigation into the relationship between fuel gas selection, wear performance and microstructure of HVOF sprayed WC-Co coatings [C]// Thermal Spraying: Current Status and Future Trends. Kobe, 1995: 471-475.
[20] GAHR K H Z. Wear by hard particles [J]. Tribology International, 1998, 31(10): 587-596.
[21] �� ��, ����ˬ, ������, �ﶬ��, ����˩, �ϻ���, ���Ӣ. ����ȼ�ո���ȼ����ͿWC-CoCrͿ�������֯������[J]. �����ȴ���, 2008, 32(2): 36-40.
MA Guang, YU Yan-shuang, WANG Guo-gang, SUN Dong-bai, FAN Zi-shuan, MENG Hui-min, YU Hong-ying. Microstructure and properties of AC-HVAF sprayed WC-CoCr coating [J]. Heat Treatment of Metals, 2008, 32(2): 36-40.
(�༭ ����Ƽ)
������Ŀ������ʡ��Ȼ��ѧ�����ص���Ŀ(10JJ2037)�������з�ĩұ���Ƚ������ص�ʵ���ҿ��Ż���������Ŀ
�ո����ڣ�2011-04-22�������ڣ�2011-09-16
ͨ�����ߣ������֣����ڣ���ʿ���绰��0731-88830614��E-mail: lisl@csu.edu.cn
ժ Ҫ�����ó����ٻ�����Ϳ(HVOF)�����Ʊ��ṹWC-10Co4CrͿ�㣬�ֱ���ý���������ɨ��羵 (SEM)��X��������(XRD)�ͻ���ĥ���豸����Ϳ����۽ṹ�ͻ���ĥ����Ϊ���������������Һ��ú��ȼ��HVOF��Ϳ���ṹWC-10Co4CrͿ�����̼�̶Ƚϵͣ�Ϳ���н�����WC��W2C�࣬���ަ���(Co3W3C�� Co6W6C)�Լ�����W��Ϳ���۽ṹ���ܣ���϶��ԼΪ1%��ƽ����Ӳ��Ϊ1 322HV0.3������ͬ���������£�WC-10Co4CrͿ���Ħ������(Լ0.8)���ڲ����(1Cr18Ni9Ti)��Ħ������(Լ0.5)���们�������ʧ����Ϊ�����Ϳ���1/146����������Ŀ�����ĥ�����ܡ�Ϳ���ڻ���ĥ�������������ճ��������䣬Ȼ����WC������ĥ��
