

Characteristic evaluation of Al2O3/CNTs hybrid materials for micro-electrical discharge machining
Hyun-Seok TAK1, Chang-Seung HA2, Ho-Jun LEE2,
Hyung-Woo LEE1, Young-Keun JEONG1, Myung-Chang KANG1
1. National Core Research Center for Hybrid Materials Solution, Pusan National University,
Busan 609-735, Korea;
2. Department of Electrical Engineering, Pusan National University, Pusan 609-735, Korea
Received 21 April 2010; accepted 10 September 2010
Abstract:
The characteristic evaluation of aluminum oxide (Al2O3)/carbon nanotubes (CNTs) hybrid composites for micro-electrical discharge machining (EDM) was described. Alumina matrix composites reinforced with CNTs were fabricated by a catalytic chemical vapor deposition method. Al2O3 composites with different CNT concentrations were synthesized. The electrical characteristic of Al2O3/CNTs composites was examined. These composites were machined by the EDM process according to the various EDM parameters, and the characteristics of machining were analyzed using field emission scanning electron microscope (FESEM). The electrical conductivity has a increasing tendency as the CNTs content is increased and has a critical point at 5% Al2O3 (volume fraction). In the machining accuracy, many tangles of CNT in Al2O3/CNTs composites cause violent spark. Thus, it causes the poor dimensional accuracy and circularity. The results show that conductivity of the materials and homogeneous distribution of CNTs in the matrix are important factors for micro-EDM of Al2O3/CNTs hybrid composites.
Key words:
Al2O3/CNTs hybrid materials; micro-electrical discharge machining; micro-hole; electrical conductivity;
1 Introduction
Alumina is one of the most popular ceramic materials due to its exceptional properties in hardness, strength, wear resistance, resistance to chemical degradation and low density. The alumina having excellent resistance to heat has been used for structural materials such as cylinder liner, bushing and bearing, but its application is significantly restricted by brittleness and fabrication difficulties[1]. Recently, carbon nanotubes (CNTs) in the alumina composites have been used as a reinforcing material to improve the fracture toughness[2].
Since carbon nanotubes are featured with outstanding mechanical, chemical, thermal, and electrical properties as well as nano-sized characteristics, they have received attention as a new advanced material in the great applicable potential areas such as electronic remission sources, composites, electronic wave screening materials, and fuel cells[3]. Because of their low density (about 2 g/cm3) and high elastic modulus (about 1.8 TPa), CNTs are mentioned as a promising reinforcing material in composites[4-6].
The electrical discharge machining (EDM) is known as one of the effective methods for micro-fabrication machining because EDM can shape hard metals and process complex-shaped holes by arc erosion in all kinds of conductive materials[7]. In addition, the EDM does not make a direct contact between the electrode and the workpiece. Thus, this process eliminates mechanical stresses, clatter and vibration problems during machining. In recent years, EDM of advanced engineering ceramics is increasingly being investigated[7-8].
In this study, alumina matrix composites reinforced with CNTs were fabricated through CNT purification, mixing, compaction and sintering processes. Four Al2O3/CNTs composites having various CNTs contents were synthesized. Electrical characteristic of hybrid Al2O3/CNTs composites was investigated for the micro-EDM process. From those results, micro-EDM based on the R-C discharged circuit was conducted to investigate the machining characteristics of Al2O3/CNTs hybrid composites by varying the voltage and condenser values. Optical characterization of machined holes was verified by field emission scanning electron microscope (FE-SEM). The characteristic evaluation of Al2O3/CNTs hybrid composites for micro-EDM was discussed by machined holes.
2 Experimental
2.1 Al2O3/CNTs hybrid composite
��-Al2O3 powders (Al2O3 99.9%, mass fraction, Sumitomo Chemical, Osaka, Japan) containing about 0.1% MgO and muti-wall CNTs were used for making Al2O3/CNTs composites. CNTs supplied by Applied Carbon Nano Technology Co., Ltd., Pohang, Korea, were fabricated by a catalytic chemical vapor deposition (CCVD) method using ethylene (C2H4) and Fe2O3-MgO catalyst. As CNTs grow on the catalytic layer, it is necessary to eliminate catalyst elements from CNTs by the acid treatment[9]. To prevent the aggregation between CNTs each other and to improve distribution of CNTs in the solution, CNTs were processed under wet ball milling and ultrasonic dispersion in ethanol. The CNTs solution which is composed of 0.5-2.0 g CNT and 250 mL ethanol was ball-milled by using a planetary ball milling machine (FRITSCH, Germany) with 250 g ZrO2 balls (diameter: 5-10 mm) for 5 h at 180 r/min. The ball- milled solution was sonicated by using Sonosmasher (model: ULH-700W, Young Wha Scientific Co., Ltd., Korea) for 1 h to achieve non-aggregated and homogeneously dispersed CNTs in ethanol. CNTs were dried at 80 ��C in an oven, and were then mixed with alumina powders with the volume fraction of CNT 1%-10% to make Al2O3/CNTs mixtures. For homogeneous mixing of CNTs and alumina powders, Al2O3/CNTs mixtures, ethanol, and ZrO2 balls (mass ratio of 1:2:5) were put into a cylindrical polyethylene container, and were ball- milled for 5 h at 250 r/min to fabricate Al2O3/CNTs mixture slurry. This slurry was dried at 80 ��C in an oven to eliminate ethanol, and was meshed to obtain fine Al2O3/CNTs mixture powders (size: under 45 ��m). The mixture powders were put in graphite mold and were sintered for 10 min at 1 380 ��C and 40 MPa by Spark Plasma Sintering (model: SPS-3.20 MK-V, SPS Syntex, Japan) process.
Four Al2O3/CNTs composites with adding CNTs up to 10% (volume fraction) were fabricated. Fig.1 shows the schematic diagram of the fabrication procedures of the Al2O3/CNT composites. The electrical conductivity was measured by the hall effect measurements (model: HMS-3000, ECOPIA, USA).
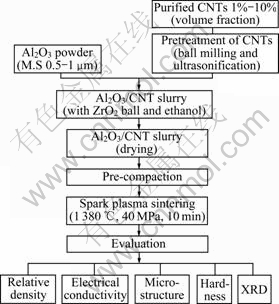
Fig.1 Schematic diagram of fabrication procedures Al2O3/CNT composites
2.2 Set up for micro-EDM
A multi-purpose miniature machine tool developed by Hybrid Precision Co., Pusan, Korea for high-precision micro-machining was used for conducting the micro-EDM experiments on hybrid Al2O3/CNTs composites. The maximum travel range of the machine is 260 mm (X)��10 mm (Y)��100 mm (Z) with the resolution of 0.1 ��m in X, Y and Z directions.
The electrode was a 300 ��m-diameter tungsten (W) rod. The electrode is rotated by the motor for improvement of machining accuracy. The dielectric fluid was commercially available EDM fluids having relatively high flash point, high auto-ignition temperature and high dielectric strength.
A series of experiments were carried out using RC-circuit to evaluate the characteristics of machined holes. The resistance was set at 1 k��, and then voltage and condenser were varied. 100, 150 and 200 V of voltages and 100, 1 000, 10 000 pF of capacitor were chosen, respectively.
3 Results and discussion
Fig.2 shows the electrical conductivity graph of Al2O3/CNTs composites. The electrical conductivity increases slightly as the CNT increases but at 5% (volume fraction) CNT content abruptly increases. It might be inferred from this result that CNT can be connected each other to flow the electron. So, in this study, 5% (volume fraction) CNT content is a critical point in the electrical conductivity.
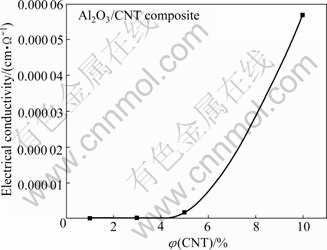
Fig.2 Electrical conductivity Al2O3/CNT composites after SPS process
The surface qualities of the micro holes by micro-EDM such as the dimensional accuracy and the circularity have been analyzed according to the various power conditions. Fig.3 shows the FE-SEM images of micro-holes machined by the EDM process. Due to the low electrical conductivity, 1% CNTs and 3% CNTs composites were not machinable by micro-EDM process.
Figs.3 (a) and (c) show the holes on the 5% CNTs composite and Figs.3(b) and (d) show the holes on the 10% CNTs composite. Then, the 300 ��m-diameter tungsten rod was used as an electrode. The entrance diameter of the hole shown in Fig.3(a) was about 440 ��m with 82 min of machining time under conditions of 200 V and 10 000 pF capacitance. Under the same power condition, the diameter of the hole shown in Fig.3(b) was 560 ��m with 33 min of machining time. When the capacitance was increased up to 10 000 pF, it was found that the entrance diameter of the holes shown in Figs.3(c), (d) were about 500 ��m and 621 ��m with 63 min and 27 min of machining time, respectively.
Although a same diameter of the tool electrode was set up for Fig.3, the machined diameter of the hole in Fig.3(b) was larger than the hole in Fig.3(a) by approximately 100 ��m-diameter due to the corner wear of the electrode in addition to linear wear. The micro- holes machined on 5% CNTs composite have good circularity. It can be seen from Fig.3 that, at almost all levels of discharge energy the micro-holes obtained were full of burrs and recast layers from high energy. Due to the poor electrical conductivity, Al2O3/CNT composite is not easy to be machined by EDM process. Thus, the high electrical energy for making micro-holes on the composite resulted in the poor surface quality.
The taper angle was measured to evaluate the dimensional accuracy of the micro-holes[10]. Fig.4 shows the taper angle of the micro-holes under the different machining conditions of the micro-EDM process. In the case of dimensional accuracy, 200 V and 1 000 pF capacitance on Al2O3/5% CNT caused the lowest taper angle. This indicates that a higher electrical conductivity causes the violent sparks resulting in a larger diameter. Furthermore, the machining time was reduced by 49 min since material remove rate (MRR) increased.
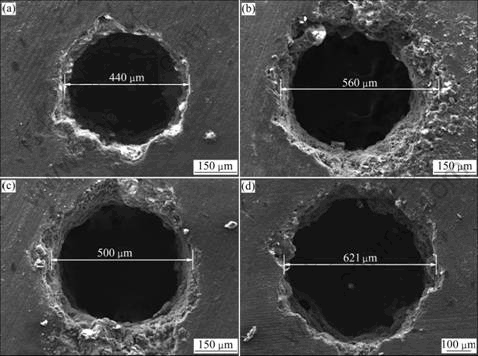
Fig.3 FE-SEM images of micro-hole machined by EDM process: (a) 200 V, 1 000 pF; (b) 200 V, 1 000 pF; (c) 200 V, 10 000 pF; (d) 200 V, 10 000 pF
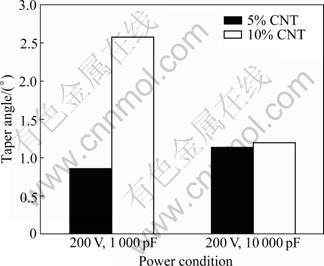
Fig.4 Comparison of taper angles under power conditions
The electrical conductivity of Al2O3/10% CNT is superior to other contents. However, in terms of machining characteristics, the electrical conductivity of Al2O3/5% CNT is better than that of others. These results are not easy to explain. But the above results were estimated from the optical method.
Fig.5 shows the optical microscope images of Al2O3/CNTs composites. The distributed CNTs are observed as black spot in the alumina matrix. As the CNTs content increased, increasing the amount of black spots was observed. But especially, many tangles of CNT are observed in Al2O3/10% CNT composites. This leads to better electrical conductivity but causes violent spark between the material and the electrode. Therefore, the circularity of the micro-holes on 5% CNTs composite has also been improved compared with 10% CNTs composite. The homogeneous distribution of CNTs in matrix results in better circularity of machined hole.
4 Conclusions
1) The electrical conductivity has a increasing tendency as the CNTs content is increased. The electrical conductivity has a critical point at Al2O3/5% CNT. So the machining time of Al2O3/CNTs composites for hole has increasing trend with an increase in CNT concentration.
2) Lots of tangled CNTs observed in Al2O3/10% CNT composites cause violent spark, leading to poor dimensional accuracy and circularity.
3) The dimensional accuracy and circularity of Al2O3/5% CNTs composites are superior to other ones due to homogeneous distribution of CNTs in matrix.
4) To achieve accuracy machining of Al2O3/CNTs composites by EDM, the conductivity of the materials and homogeneous distribution of CNTs in the matrix are important factors for micro-holes.
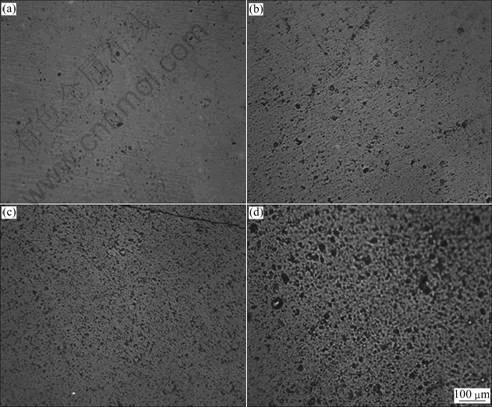
Fig.5 Optical micrographs of Al2O3/CNT composite sintered by SPS device: (a) Al2O3/1% CNTs; (b) Al2O3/3% CNTs; (c) Al2O3/5% CNTs; (d) Al2O3/10% CNTs
References
[1] AGRWAL S, RAO P V. Experimental investigation of surface/ subsurface damage formation and material removal mechanisms in SiC grinding [J]. International Journal of Machine Tools & Manufacture,2008, 48: 698-710.
[2] CURTIN W A, SHELDON B W. CNT-reinforced ceramics and metals [J]. Materials Today, 2004, 7(11): 44-49.
[3] BAUGHMAN R H, ZAKHIDOV A A, DEHEER W A. Carbon nanotubes the route toward applications [J]. Science, 2002, 297: 787-792.
[4] FALVO M R, CLARY G J, TAYLOR II R M, CHI V, BROOKS F P, JR, WASHBURN S, SUPERFINE R. Bending and buckling of carbon nanotubes under large strain [J]. Nature, 1997, 389: 582-584.
[5] ZHAN G D, MUKHERJEE A K. Carbon nanotube reinforced alumina-based ceramics with novel mechanical, electrical, and thermal properties [J]. International Journal of Applied Ceramic Technology, 2004, 1(2): 161-171.
[6] KIM S W, CHUNG W S, SOHN K S, SON C Y, LEE S H. Improvement of flexure strength and fracture toughness in alumina matrix composites reinforced with carbon nanotubes [J]. Materials Science and Engineering A, 2009, 517: 293-299.
[7] PUT S, VLEUGELS J, BIEST O V, TRUEMAN C, HUDDLESTON J. Die sink electrodischarge machining of zirconia based composites [J]. British Ceramic Transactions, 2001, 100(5): 207-213.
[8] LIU C C. Microstructure and tool electrode erosion in EDMed of TiN/Si3N4 composites [J]. Materials Science and Engineering A, 2003, 363: 221-227.
[9] ZHAO N, HE C, LI J, JIANG Z, LI Y. Study on purification and tip-opening of CNTs fabricated by CVD [J]. International Journal of Applied Ceramic Technology, 2006, 41: 2204-2209.
[10] TAK H S, HA C S, KIM D H, LEE H J, KANG M C. A comparative study on discharge conditions in micro-hole EDM of tungsten carbide (WC-Co) material [J]. Transactions of Nonferrous Metals Society of China, 2009, 19: 114-118.
(Edited by LI Xiang-qun)
Foundation item: Project(2010-0008-277) supported by Program of Establishment of an Infrastructure for Public Use, and partly by NCRC (National Core Research Center) through the National Research Foundation of Korea funded by the Ministry of Education
Corresponding authors: Myung-Chang KANG; Tel: +82-51-510-7395; E-mail: kangmc@pusan.ac.kr; Ho-Jun LEE; Tel: +82-51-510-1544; E-mail: hedo@pusan.ac.kr
