
���±�ţ�1004-0609(2009)07-1176-06
þ�Ͻ�����ȱ�����Ա����ֺ���������
�ܺ�ѧ1, 2����˼Զ1, 2���ι�ǿ1, 2���λ���1
(1. �����ѧ ���Ͽ�ѧ�빤��ѧԺ������ 400045��
2. �����ѧ ����þ�Ͻ���Ϲ��̼����о����ģ����� 400030)
ժ Ҫ��
ͨ��������������羵��������Ա�����ֵģ�⣬�۲�þ�Ͻ�����ȱ��(�������ɺ�����)�ڱ��ι����е���ò�仯��ȱ�ݸ���Ӧ���ֲ����������Ա�����������ȱ�ݵ���ѧ��Ϊ�����þ�Ͻ�����ȱ�����Ա����ֺϹ���Ϊ��ȱ�����ѹ��������պϡ���������������б�����渽���ٽᾧ��ȱ�ݲ����ֺϡ�������������ι�����ȱ�ݸ���Ӧ���������ԣ����κ�Ӧ�����д�ͣ���������ȱ�ݵ����ֺ�������
�ؼ��ʣ�
��ͼ����ţ�TG 146���� ���ױ�ʶ�룺A
Closing and repairing process of Mg alloy casting imperfections in
plastic deformation
CAO Han-xue1, 2, LONG Si-yuan1, 2, YOU Guo-qiang1, 2, LIAO Hui-min1
(1. College of Materials Science and Engineering, Chongqing University, Chongqing 400045, China;
2. National Engineering Research Center for Magnesium Alloys, Chongqing University, Chongqing 400030, China)
Abstract: The effects of press deformation on the morphologies evolution of Mg alloy casting imperfections (shrinkage porosity and cavity) and the stress distribution around the casting imperfections were observed by electro microscopy, transmission electron microscopy (TEM) and numerical simulation. The mechanical behavior of casting imperfections closing in pressing was investigated. The closing mechanism of press deformation on Mg alloy casting imperfections was proposed, which was volume of casting imperfections shrinking��interfaces closing��shearing deformation of ��-Mg matrix grains around interfaces��dynamic recrystallization around interfaces��casting imperfections closing partly. The results show that the stress concentration becomes more evident in pressing and reduces greatly after deformation. At the same time, the casting imperfections are closed and repaired partly.
Key words: magnesium alloy; casting imperfections; plastic deformation
�о������ڲ�����֯���ݻ������ڸĽ����ϵ���ѧ���ܺ�Ԥ��ʧЧ��Ϊ������Ҫ���塣�ڲ��ϵ���������У������γ�ijЩ�ն�������(�������е����ɡ���������)��ȱ�ݡ�������ѧ�о�����������������Զ��ѵ��ṹ���������ڽ���������ȱ�ݵĴ����Լ�����֮�����ۺ�����[1]��þ�Ͻ��е�����ȱ��(���ɡ�����)�����Ϊ����ʧЧ������Դ��ȱ�ݶԲ�����Ϊ�IJ������ӻ����²��ϵ����ˣ����˵��ۻ������յ��²��ϵ�ʧЧ[2?3]��Ŀǰ����þ�Ͻ����ʧЧ��Ϊ�Լ�����ȱ�ݶ�þ�Ͻ����ܵ�Ӱ���о��϶࣬��ʧЧ�����о�Ҳ������[4?6]��
����̬þ�Ͻ�������Ա��Σ������ܹ�ͨ���ӹ�Ӳ�����ƺ���ߺϽ����ѧ���ܣ�ͬʱ��������������������Ʋ����ṹ����ò���ٷֲ�״̬���������ֺϺ���������ȱ�ݣ�������һ����ߺϽ��ǿ�ȡ�
��������ͨ��ѹ���������飬��Ͻ���۲졢��羵����ֵģ�⣬�۲����Ա��ι�����AM60Bþ�Ͻ�����ȱ��(�������ɺ�����)����ò�仯���ɣ�����������������þ�Ͻ�����ȱ�ݵ��ṹ��ѧ��Ϊ��Ϊ���Ա�������þ�Ͻ�����ȱ�ݡ����þ�Ͻ����ѧ�����ṩ�ο���
1 ʵ��
���ý������������췽���������������������ӹ��ɶ��ߴ�Ϊ10 mm��10 mm��10 mm�ķ����������ֱ�����ѹ������ͽ���۲졣
��������У��������������¯�м��ȵ�400 �棬����30 min��ͬʱ��ѹ��װ�ü��ȵ�400 �棬Ȼ����100 mm/min�ı����ٶȽ���ѹ��ʵ�顣��һ��������ѹ����Ϊ30%(ѹͷ��ѹ3 mm)���ڶ���������ѹ����Ϊ45%(ѹͷ��ѹ4.5 mm)��������������ѹ����Ϊ60%(ѹͷ��ѹ6 mm)�����Ŀ�������ѹ����Ϊ70%(ѹͷ��ѹ7 mm)��
��ѹ��ǰ������������м��ʿ���ƽ�����桢Ԥĥ���3%������ƾ���ʴ���ڹ�ѧ����(OM)�¹۲첻ͬ������������ȱ�ݵ���ò�ݻ����ɡ�
������������Ƭ�����Ӽ���������Tecnai20��羵�۲�ȱ�ݽ��渽��������֯��
����Deform���Ա���ģ����������400 ��� 100 mm/min�����¶Ժ�������ȱ�ݵ�þ�Ͻ�����(ģ��)����ѹ�����飬�۲첻ͬ������������ȱ��(����������)��ò�ݻ���Ӧ���ֲ����仯���ɡ�
2 ���
þ�Ͻ������̹����У�����Һ̬���������������IJ���������������������̵IJ�λ���ֱ��氵ɫ�����⻬�Ŀ����ߴ�Ƚϴ�����еĿ���Ϊ�������ף��ߴ�ϸС���ҷ�ɢ�Ŀ���Ϊ��ɢ�����ף�������ɡ�þ�Ͻ����ɡ����׳���������þ�Ͻ�����ྦྷ���Լ���������ڶ��ཻ�紦(��ͼ1)��
��ͼ1(a)���Կ�������þ�Ͻ���̬��֯�У��������ž���ʲ��������֦״�ֲ�����Դͷ�����������״��������е�����ͨ��������β�������γ���״������֯��ʴ����й۲�(��ͼ1(b))������Կ������ɳ������Եڶ���ۼ�������֦״��������ڶ�����β���������������Χ�����⣬������ױ߽�ʲ�����ij�״����������ָ�����þ�Ͻ�������ܶ��½���
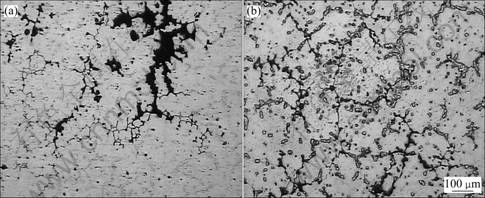
ͼ1 ��̬þ�Ͻ�AM60B�е���������
Fig.1 Shrinkage cavity and porosity in cast AM60B magnesium alloy: (a) Shrinkage cavity; (b) Shrinkage porosity
ͼ2��ʾΪ��̬���ɡ�������ò�ڲ�ͬ�������µ���ò����֯�仯��
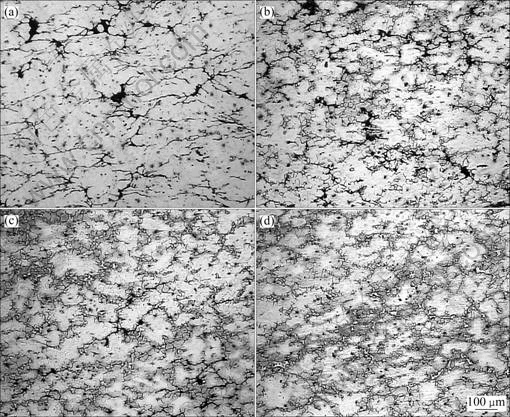
ͼ2 ��ͬ�����������ɡ�������ò�仯
Fig.2 Morphology evolution of shrinkage porosity and cavity with different deformations: (a) 30%; (b) 45 %;( c) 60%; (d) 70%
��ͼ2(a)�ɿ���������30%ѹ�����κ��ؾ���ֲ�����״�������Ż������ת�������죬�ش�ֱѹ������ֲ�������״Ҳ��ԭ������״��Ϊ��״�������ijߴ���ѹ��������������С����ͼ2(b)�ɿ� ������������45%ѹ�����κ�ϸС�ľ�������ͨ��������ļ�ѹ��ת���Ѿ��պϣ����ڽ����˴�����ϸС�ĵ��ᾧ���������ѷ����ٽᾧ��ƽ����ѹ����������ױ������༷ѹ�ɳ���״�������ָ�ɶ�С��϶���ڻ�������ٽᾧ�����䲻����ֲ�����ֱ��ѹ���������������ѹ����������ѹ�����ž�״�������Ż������ת�����ı�λ����������ѹ������ƽ�С���ͼ2(c)�ɿ�������������60%ѹ�����κ������Ѿ���ʧ�����ɽ����ϵ��ٽᾧ����������ӡ�ƽ����ѹ������������Ѿ��պϣ����ڱպϽ�������ٽᾧ��������ֱ��ѹ��������ž�״������ѹ���������½�һ����С�����Ż�����ת������λ�������ڱպϣ����������༷ѹ�ɳ���״����ͼ2(d)�ɿ�������������70%ѹ�����κ������Ѿ��պϣ����ȱպϵĽ��棬�ٽᾧ�����������ԡ�
ͼ3��ʾΪ���渽����λ����������ͼ3�ɼ����ڽ��渽��(�ر��ǿ����˲�)������λ���������������ǽṹ�ij��֣���˵��������Χ�����������أ�Ϊ�ٽᾧ�����IJ����ṩ��������
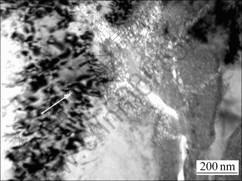
ͼ3 ���渽����λ������
Fig.3 Dislocation pileupgroup around interfaces
Ϊ�˽�һ���˽����������ɡ������漰����Χ��Ӧ���ֲ����仯���ɣ�������ֵģ����з����������ͼ4��ʾ��
��ͼ4��֪��P1Ϊȱ�ݼ�˴�Ӧ�������㣬P2��P3Ϊȱ�ݽ���Ӧ�������㣬P4Ϊ��ȱ�ݴ�Ӧ�������㡣�ڱ��γ���(������պ�ǰ)��P1���Ӧ��ֵ���Դ�����������(��������Ӧ������)����Ӧ��ֵ���ű��εĽ���Ѹ�����ﵽһ��ֵ����Ծʽ�½�(�������ɽ���Ӵ����Ӧ�����е����ͷ�)��֮����ƽ��������һ��ֵ��Ȼ��ƽ���½������ֳ�þ�Ͻ����Ա��εĶ�̬�ٽᾧӦ���ص㡣P2��P3��ʾ���Ӧ����P1��Ӧ����Ծʽ�½�ʱ����һ�յ㣬֮����ƽ�����������ֳ�þ�Ͻ����Ա��ε�Ӧ���ص㡣P4����ʼ�ձ���þ�Ͻ����Ա��ε�Ӧ���ص㡣
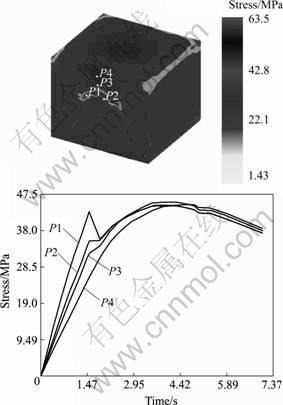
ͼ4 ���ɡ����������Ա��ι����е�Ӧ���仯
Fig.4 Stress evolution of shrinkage porosity and cavity in plastic deformation
�ɴ˿ɼ��������Ա��ι����У�ȱ�ݽ�����Χ��Ӧ���ֲ����仯�Ǹ��ӵģ����������Χ��Ӧ����Ӧ��������ء�
3 ����������
3.1 þ�Ͻ�����ȱ�ݲ�������
������������Ҫ���ɽ����������������Һ���½���ѹ���½��γɣ����ʳɷָ����Լ����������������Ҳ�ٽ������γɡ��������γɵ�ԭ�����ƣ�����Ҳ�����ڽ�����������������������������γɵġ�
þ�Ͻ�Ľᾧ�¶ȷ�Χ�Ͽ���һ�����Ժ�״���̷�ʽ�������̡���������Һ̬ת��Ϊ��̬ʱ��������������������ͱڴ������ò��ϵؽ��У�����Һ������¶Ȳ��Ͻ��͡������������¶Ƚ����������¶�ʱ�������Ϳ�ʼ�����γ�һ����С���壬���������������ʱʣ�������Һ�彫���������ֽ����Զ��������������̵Ľ��У����̵ľ����֦��״�����������֦����������������Լռ70%(�������)ʱ����֦�϶����֦���������γɹǼܣ�֦����δ���̵�Һ�屻֦���ָ�ͷ��Ϊһ����������ͨ��С�۳ء�����Щ���ָ��֦�����Һ����������ʱ�����ڽ�����Һ̬��������������ֵ֮�ʹ��ڹ�̬���������ֵ�ϸС���ò���Һ��IJ��䣬�����������̵ĵط��γ�С����[7?8]����ͼ1��ʾ��
3.2 þ�Ͻ�����ȱ�����Ա����ֺ���������
���ݵ����ն�ЧӦ����ģ�ͼ�����������ι����е�Ӧ����Ӧ�����ʷֲ����ɣ�þ�Ͻ�����ȱ�������Ա��ι����е��ֺ�����������ͼ5��ʾ��

ͼ5 þ�Ͻ�����ȱ���ֺ���ѧ����ʾ��ͼ
Fig.5 Dynamical process schematic of cast imperfection closing for Mg alloy: (a) Casting imperfection; (b) Interface closing; (c) Stress concentrating; (d) Dynamic recrystallization (�ҡ�Normal stress; vn��Normal velocity; ��1, ��2��Tangential stress; v1, v2��Tangential velocity)
���衵�[9]����������������Թ�ԭ���Լ�Rayleigh- Ritz�����������������пն�ģ����Զ��Ӧ�䳡��ƽ������Ӧ�������µ����������н������ķ��������ó�����ն�ƽ���뾶a�ı仯�Ĺ�ʽ��
![]()
ʽ�У�![]() Ϊ�ն���˲ʱ�뾶��
Ϊ�ն���˲ʱ�뾶��![]() ��
��![]() �ֱ�ΪԶ����ƽ��Ӧ���͵�ЧӦ����
�ֱ�ΪԶ����ƽ��Ӧ���͵�ЧӦ����![]() ΪԶ���ļ�����Ӧ���ʡ����У�
ΪԶ���ļ�����Ӧ���ʡ����У�
![]()
![]()
��þ�Ͻ��ѹ�����ι����У�����Ӧ���ʱ�Ϊѹ��Ӧ����(��Ϊ��ֵ)�������ܵ�Ӧ������պ�������ʱ�෴�����![]() ȡ��ֵ����
ȡ��ֵ����![]() ��Ϊ��ֵ����ˣ�ʽ(1)�е�˲ʱ�뾶
��Ϊ��ֵ����ˣ�ʽ(1)�е�˲ʱ�뾶![]() ��
��![]() �ɷ��ȹ�ϵ��
�ɷ��ȹ�ϵ��
����ѹ�����εĽ��У�ѹ��Ӧ����![]() Խ��Խ��
Խ��Խ��![]() ��ֵҲԽ��Խ����ˣ��ն�˲ʱ�뾶
��ֵҲԽ��Խ����ˣ��ն�˲ʱ�뾶![]() ���ű��εĽ���Խ��ԽС(ȱ�������ѹ�������в����ܼ�����)��������ʹȱ�ݽ���պ�(��ͼ5(b))���պϺ��ȱ�ݽ��沢û���γ����õĽ�ϣ����ű��εĽ��У�ȱ�ݽ��滹�ᷢ��Ǩ�Ʋ���ʧ��
���ű��εĽ���Խ��ԽС(ȱ�������ѹ�������в����ܼ�����)��������ʹȱ�ݽ���պ�(��ͼ5(b))���պϺ��ȱ�ݽ��沢û���γ����õĽ�ϣ����ű��εĽ��У�ȱ�ݽ��滹�ᷢ��Ǩ�Ʋ���ʧ��
ȱ�ݽ����Ǩ�Ƽ���ʧ���̣������ò����������ھ����������е�Ǩ�ƹ��̽��н��͡�
�ɾ����������ڲ��������������Ա��ι����е��˶�����������֪[10]�����������ڲ���������Ӧ�ֱ����������������������غ㡣�����������������෨���ٶ�(vn)��������(������Ϊ��С��ȡ�������ͬ)��������������������ٶ�(v1��v2)���Բ���������(������Ϊ��С��ͬ�������෴)����Ӱ�������غ㣻ͬʱ��Ϊ�����㶯���غ�������غ㣬������������ķ���Ӧ���Ҳ�Ӧ��ϣ�������ļ�Ӧ����1�ͦ�2���Լ��(��ͼ5(b))��
���ű����������ӣ�ѹ���������ɽ����˵�Ӧ���߶ȼ���[11?12](��ͼ4��ͼ5(c))����Ӧ���������ϵļ���Ӧ��ʱ���ô�þ�Ͻ�����ཫ����������λ�������ڻ���[13?15]�������ڽ��������輴����λ������(��ͼ3)��
���⣬ѹ�����ν����½�������ľ�������ת�������ڴ�ֱ����ķ����ٶȱ����������������ٶȿ��Բ�������������������б��ʹ���渽���ֲ�������Ť�����ֲ���Ť������ɻ��䣬�Ӷ���Ϊ��̬�ٽᾧ�����κ˵ĵط������¶Ƚϸ�ʱ���ڽ��渽���������ǻ��滬�ƺͽ����ƶ�ʹŤ�����������ͷžֲ�Ӧ������(��ͼ4)��
����Ӧ���������Ť���Ľ��渽��ͨ����̬�ظ��γ��Ǿ���������ͨ���Ǿ����Ǩ�ƺ��Ǿ��ĺϲ������Χ�ƽ����γ��ٽᾧ�¾���(��ͼ5(d))[16?20]��
�����Ϸ�����֪��þ�Ͻ�����ȱ���ֺϹ��̿ɹ���Ϊ��ȱ�����ѹ���������˵�Ӧ���߶ȼ��С�����պϡ���������������б�����渽����̬�ظ��γ��Ǿ����Ǿ����Ǩ�ƺ��Ǿ��ĺϲ�������γ��µĶ�̬�ٽᾧ������������ʧ(ȱ���ֺ�)��
4 ����
1) ��þ�Ͻ���̬��֯�У��������ž���ʲ��������֦״�ֲ�����Դͷ�����������״��������е�����ͨ��������β�������γ���״������֯��ʴ����й۲죬�ɿ������ɳ������Եڶ���ۼ�������֦״��������ڶ�����β���������������Χ��
2) ��ֵģ������ʾ�������Ա��ι����У�ȱ�ݽ�����Χ��Ӧ���ֲ����仯���临�ӣ����������Χ��Ӧ����Ӧ��������ء�
3) ���༰TEM�۲���ʾ�����渽��(�ر��ǿ����˲�)�ײ�������λ�����������ǽṹ�ij��֣�˵��������Χ�����������أ����ٽᾧ���������κ˵ĵط���
4) þ�Ͻ�����ȱ�ݾ�ȱ�����ѹ��������պϡ���������������б�����渽����̬�ظ��γ��Ǿ����Ǿ����Ǩ�ƺ��Ǿ��ĺϲ�������γ��µĶ�̬�ٽᾧ������������ʧ�ȹ��̺���Բ����ֺϡ�
[1] ������J E. ������ѧ��ѡ�ķ����Ӧ��[M]. ��һ��, �۱���, ��. ����: ұ��ҵ������, 1932.
[2] LEE C D. Effect of grain size on the tensile properties of magnesium alloy[J]. Mater Sci Eng A, 2007, 459: 355?360.
[3] GALL K, BIALLAS G, MAIER H J, GULLETT P, HORSTEMEYER M F, MCDOWELL D L, FAN Jing-hong. In-situ observations of high cycle fatigue mechanisms in cast AM60B magnesium in vacuum and water vapor environments[J]. International Journal of Fatigue, 2004, 26: 9?70.
[4] SAJURI Z B, MIYASHITA Y, HOSOKAI Y, MUTOH Y. Effects of Mn content and texture on fatigue properties of as-cast and extruded AZ61 magnesium alloys[J]. International Journal of Mechanical Sciences, 2006, 48: 198?209.
[5] MAYER H, PAPAKYRIACOU M, ZETTL B, STANZL- TSCHEGG S E. Influence of porosity on the fatigue limit of die cast magnesium and aluminium alloys[J]. International Journal of Fatigue, 2003, 25: 245?256.
[6] LU Y, TAHERI F, GHARGHOURI M. Study of fatigue crack incubation and propagation mechanisms in a HPDC AM60B magnesium alloy[J]. Journal of Alloys and Compounds, 2008, 466: 214?227.
[7] �ֱ�Ǫ, ���ٳ�. �������������о�G/T1/2�����ۻ�����Ӧ��[J]. ����, 1996, 4: 13?15.
JIA Bao-qian, LIU Bai-cheng. Theoretical derivation of criterion G/T1/2 for predicting the shrinkage cavity and porosity in castings and its application[J]. Foundry, 1996, 4: 13?15.
[8] LAURENT V, RIGAUT C. Experimental and numerical study of criteria functions for predicting micro porosity in cast aluminum alloys[J]. AFS Transaction, 1992, 100: 647?655.
[9] ����, M.Ү��. ���Դ�Ӧ���ṹ��ѧ[M]. ����: ��ѧ������, 2003.
LI Guo-chen, YENA M. Micro-structural mechanics of large plastic strain[M]. Beijing: Science Press, 2003.
[10] �Ե���. �������������ѧ�ⷨ[M]. ����: ������ѧ������, 2003.
ZHAO De-wen. Mathematical solution for forming force of nonindividual body[M]. Shenyang: Northeast University Press, 2003.
[11] �����, ������. ���ƶ˲���[M]. ����: ������ͨ��ѧ������, 2001.
KUANG Zhen-bang, MA Fa-shang. Crack tip fields[M]. Xi��an: Xi��an Jiaotong University Press, 2001.
[12] ����Ȫ. ������ѧ[M]. ����: ��ѧ������, 2006.
XU Jin-Quan. Interface mechanics[M]. Beijing: Science Press, 2006.
[13] NAVE M D, BARNETT M R. Microstructures and textures of pure magnesium deformed in plane-strain compression[J]. Scripta Materialia, 2004, 51: 881?885.
[14] BARBAGALLO S, CAVALIERE P, CERRI E. Compressive plastic deformation of an AS21X magnesium alloy produced by high pressure die casting at elevated temperatures[J]. Mater Sci Eng A, 2004, 367: 9?16.
[15] XIA Ming-xu, ZHENG Hong-xing, YUAN Sen, LI Jian-guo. Recrystallization of preformed AZ91D magnesium alloys in the semisolid state[J]. Materials and Design, 2005, 26: 343?349.
[16] WANG R M, ELIEZER A, GUTMAN E. Microstructures and dislocations in the stressed AZ91D magnesium alloys[J]. Mater Sci Eng A, 2002, 344: 279?287.
[17] ???EKA L, GREGERA M, PAWLICAA L, DOBRZA?SKIB L A, TA?SKIB T. Study of selected properties of magnesium alloy AZ91 after heat treatment and forming[J]. Journal of Materials Processing Technology, 2004, 157/158: 466?471.
[18] GOURDET S, MONTHEILLET F. An experimental study of the recrystallization mechanism during hot deformation of aluminium[J]. Mater Sci Eng A, 2000, 283: 274?288.
[19] KANICHI H, KUNIO M. Deformation behavior and forging of magnesium wrought alloy[J]. Materials Science Forum, 2003, 426/432: 557?562.
[20] WATANABE H, MUKAI T, MABUCHI M, HIGASHI K. Super plastic deformation mechanism in power metallurgy magnesium alloys and composites[J]. Acta Mater, 2001, 49: 2027?2037.
������Ŀ�������пƼ����ؼƻ�������Ŀ(CSTC2008AB4111��CSTC2007AA4008)
�ո����ڣ�2008-10-13�������ڣ�2009-04-30
ͨѶ���ߣ��ܺ�ѧ����ʦ����ʿ���绰��023-65112626��E-mail: chxchx2001@126.com
(�༭ ����Ⱥ)
ժ Ҫ��ͨ��������������羵��������Ա�����ֵģ�⣬�۲�þ�Ͻ�����ȱ��(�������ɺ�����)�ڱ��ι����е���ò�仯��ȱ�ݸ���Ӧ���ֲ����������Ա�����������ȱ�ݵ���ѧ��Ϊ�����þ�Ͻ�����ȱ�����Ա����ֺϹ���Ϊ��ȱ�����ѹ��������պϡ���������������б�����渽���ٽᾧ��ȱ�ݲ����ֺϡ�������������ι�����ȱ�ݸ���Ӧ���������ԣ����κ�Ӧ�����д�ͣ���������ȱ�ݵ����ֺ�������
