
DOI: 10.11817/j.issn.1672-7207.2017.03.008
�����ٻ�����ͿWC-12CoͿ�����Ħ��-ĥ������
������1���¾�1, 2
(1. ���ݴ�ѧ ��е����ѧԺ������ ���ݣ�213016)
2. ���ݴ�ѧ ����ʡ���ϱ����ѧ�뼼���ص�ʵ���ң����� ���ݣ�213164)
ժ Ҫ��
��Ϳ����H13�ֱ����Ʊ�WC-12CoͿ�㣬ͨ��ɨ��������X�������Ǻ������Ƿ��������-������ò������ͻ�ѧԪ����ɡ�������/ƽ��Ӵ���ʽ����Ϳ�����ĥ�����飬ͨ��ɨ��羵�������Ƿ���ĥ����ò�ͻ�ѧԪ�صı仯�����۸��¶�Ϳ��Ħ��������ĥ�����ܵ�Ӱ�졣�о����������Ϳ��������ܣ�����Ľ��ܽ�ϣ���600��700��800 ��ʱͿ��ƽ��Ħ�������ֱ�Ϊ0.395 5��0.327 1��0.266 4��600 ��ʱͿ�������ĥ��Ϊ����700 ��ʱͿ��������ĥ��Ϊ����������ĥ��ĥ��800��ʱͿ�������ص�����ĥ��Ϊ����
�ؼ��ʣ�
�����ٻ�����Ϳ��WC-12CoͿ����������������Ħ��������ĥ��������
��ͼ����ţ�TG335.86��O354.3 ���ױ�־�룺A ���±�ţ�1672-7207(2017)03-0608-09
Friction-wear properties of HVOF sprayed WC-12Co coatings at high temperatures
WANG Jinchun1, KONG Dejun1, 2
(1. College of Mechanical Engineering, Changzhou University, Changzhou 213016, China;
2. Jiangsu Key Laboratory of Materials Surface Science and Technology, Changzhou University,
Changzhou 213164, China)
Abstract: The WC-12Co coating was sprayed on H13 hot worked die steel by high velocity oxygen fuel (HVOF), and the surface-interface morphologies, phases and chemical element compositions of the obtained coatings were analyzed with SEM (scanning electronic microscope), XRD (X-ray diffractometer), and EDS (energy dispersive spectroscope). And the friction and wear behaviors were investigated at high temperatures by means of ball/plane contact, the worn morphologies and the changes of chemical elements on the coating surface after the wear tests were analyzed with SEM and EDS, and the influences of high temperature on the friction coefficient and wear performance were discussed. The results show that the coating interface is dense and combined closely with the substrate. At the temperatures of 600, 700 and 800 ��, the average friction coefficients are 0.395 5, 0.327 1 and 0.266 4, respectively. The wear mechanism of WC-12Co coating is an adhesive wear at 600 ��, and the wear mechanism is the oxidative wear accompanying with abrasive wear at 700 ��, while the wear mechanism is the serious oxidative wear at 800 ��.
Key words: high velocity oxygen fuel (HVOF); WC-12Co coating; surface; interface; friction coefficient; wear performance
H13��һ��C-Cr-Mo-Si-V������ģ�߸�[1]���������õ����ԡ���ǿ�ԡ����ȶ��ԡ������������Ϳ���ƣ�����ܵ��ŵ㣬�㷺Ӧ�����ȶ͡��ȼ�ѹ��ѹ����ģ������[2]������ģ�ߵĹ����¶�ԼΪ600 �棬��������Ӵ�����ѹ��Ħ�������У�ĥ��ϳ����¸�Ϊ���أ���������ģ�ӹ����Ƚ��ͣ�����ʧЧ[3]����ˣ�������ģ�߱����Ʊ�����ĥ���Ϳ�㣬�ӳ���ʹ��������Ϊ���ϱ�������о����ȵ㡣����Ϳ�γɵ�WC-Co�����մ�Ϳ��������õ���ĥ�ԺͿ������ԣ��ѱ��㷺Ӧ���������������г����ٻ�����Ϳ(HVOF)���е������¶Ⱥ������ٶȵ��ŵ㣬���Լ�����Ϳ������WC��ĩ������̼������������[4]������Ӳ�ȸߡ���ĥ�������졢�������ܺõ��ŵ㣬����Ӧ��������ģ�߱�����Դ�����Ȼ�����й�WC-CoͿ����о���Ҫ�����ڷ�ĩ����[5-6]����Ϳ����[7-8]������֯[9-11]����ѧ����[12]�ȷ��棬����Ϳ�������ĥ�����ܵ��о����١��ڴˣ���������������ģ�߸�H13Ϊ������ϣ����ó����ٻ�����Ϳ������������Ʊ�һ��WC-12CoͿ�㣬��������600��700��800 �����ʱĦ��-ĥ����Ϊ���Ա�Ϊ��������ģ�߱�����Դ�����Ӧ���ṩʵ�����ݡ�
1 ʵ��
����ΪH13����ģ�߸ֳɷ�(��������)Ϊ��C 0.32%~0.45%��Si 0.80%~1.20%��Mn 0.20%~0.50%��Cr 4.75%~5.50%��Mo 1.10%~1.75%��V 0.80%~1.20%��S��PС�ڵ���0.03%������ΪFe����Ϳ��ĩΪDG WC-12Co(����������%)����Ϳǰ���þƾ���ϴ�������棬Ȼ����75 ��m�ظ���ĥ�϶��������������ɰ�ֻ���������XM-8000��������Ϳϵͳ�Ͻ�����Ϳ���飬�Ժ���ú��Ϊȼ�ϣ���ѹO2Ϊ��ȼ���壬N2Ϊ�ͷ����塣�乤�ղ���Ϊ��ѹ1.25 MPa����ѹ1.58 MPa��ˮ��40 �棬��ǹѹ0.95 MPa���Ʊ���Ϳ����������ĥ�����JSUPRA55�ͳ�����ɨ��羵�۲�Ϳ�����-������ò��ͨ��HV-1000����ά��Ӳ���Dz���Ϳ�����Ӳ�ȣ���Ϳ������ȡ5���㣬�غ�Ϊ300 g��ѹͷ����ʱ��Ϊ15 s��ȡ��ƽ��ֵ��ĥ��������HT-1000����Ħ��ĥ��������Ͻ��У�Ħ����ʽΪ��תʽ����ĥ��Ϊֱ��5 mm��Si3N4�մ�����¯�����¶�Ϊ600��700��800 �棬�����غ�Ϊ20 N��Ħ��������ת��Ϊ1 000 r/min��Ħ���뾶Ϊ4 mm������ʱ��Ϊ40 min������ĥ�������Ħ�������ɸ���Ħ��ĥ��������Դ��������ٻ�ã���ͨ��ɨ��羵�������Ƿ���Ϳ��ĥ�����ò�ͻ�ѧԪ�ص���ֲ���ĥ��������ͨ��CFT-I�Ͷ�ܲ��ϱ����ۺ����ܲ����Dz�����á�
2 ����������
2.1 Ϳ�����-������ò��������
ͼ1(a)��ʾΪWC-12CoͿ�������ò���ɼ�������������ԣ��������ڳ����ٻ�����Ϳ�����ͣ��ʱ��϶̣��������Co�ۻ������մ���WC����û����ȫ�ۻ�����ɢ�����ڵĽ���Co�У�����������״̬���и��ٳ�����Ե�ʡ�ͼ1(b)��ʾΪͿ�������ò���ɼ�Ϳ�����ܣ����ԼΪl50 ��m��������Ͻ��ܡ��ڳ��������������������Ϳ������ֱ��Σ���������״�Ŀ�����ײ������ʱ��WCǶ�뵽������棬�γɻ���ҧ��״̬��ͬʱ������̬Co�������õ���ʪ�ԣ�����WC�����ײ���İ����У��������ܽӴ��������γ����û���״̬����������ĥ�������Ϳ���������ͼ1(a)����ʾλ�ý���EDS������֪��Wԭ�ӷ��ߺ�ǿ��Cԭ�ӷ��߽�ǿ����ͼ1(c)��ʾ��Ϳ��ijɷ�(��������)ΪW 72.93%��C 16.32%��Co 7.90%��Cr 0.45%��O 2.40%�����һ����֤��Ϳ�����Ҫ�ɷ�ΪW��C��ͬʱ��Ϳ�������Co��Cr��O���ڣ�����Co����Ϳ��ĩ����ɳɷ֣�CrΪ������Ԫ�أ�O�Ĵ������Ը�ѹO2����ȼ�����йء�
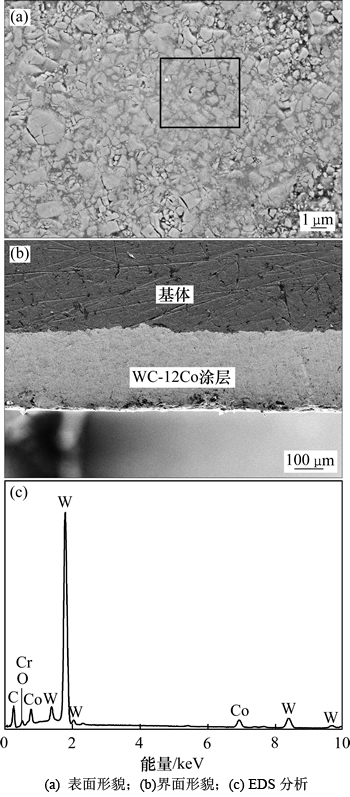
ͼ1 WC-12CoͿ�����-������ò��EDS����
Fig. 1 Surface-interface morphologies and EDS of WC-12Co coating
2.2 ĥ��ǰXRD����
ͼ2��ʾΪ��Ϳǰ����������XRDͼ�ס���ͼ2�ɼ�����-Fe��MoC��Cr23C5��Ϊ�����������࣬���Ц�-Fe���������ǿ���ǻ������Ҫ������ࡣWC��Co��ΪWC-12CoͿ���������࣬��WC����ռ�ı����ϸߡ�ͬʱ��XRD����ʾͿ������W2C��W��Ĵ��ڣ��������ڳ����ٻ�����Ϳ(HVOF)�����г���������WC��������̼����������W2C��Ϳ���иߺ�����WCȷ����Ϳ��ĸ�Ӳ�ȣ�����ά��Ӳ���Dz��Ϳ��ƽ����Ӳ��(HV0.3)Ϊ1 326���������������ĥ���ܡ�
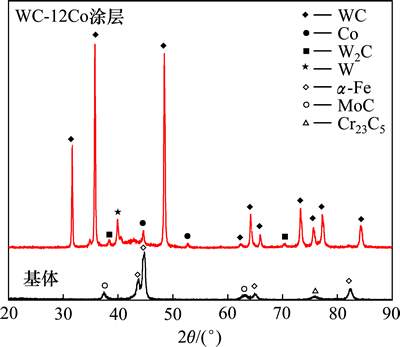
ͼ2 WC-12CoͿ��ͻ���XRD����
Fig. 2 XRD analysis of WC-12Co coating and substrate
2.3 Ħ��������ĥ������
ͼ3(a)��ʾΪĦ��������ĥ��ʱ��Ĺ�ϵ���ߡ���ͼ3(a)�ɼ���������ĥ�������(0~40 min)��Ϳ����600��700��800 ��ʱƽ��Ħ�������ֱ�Ϊ0.395 5��0.327 1��0.266 4�������¶ȵ����ߣ�Ħ��������С�����������ڸ�����Ϳ������γɵ�����Ĥ�����������Ϳ���Ħ������[13]��ĥ����̷�Ϊĥ�Ϻ��ȶ�2���Σ�Ϳ��Ħ��������ĥ�Ͻβ����ϴ����ȶ��������ڹ̶�ֵ����600 ���700 ��ʱ��Ħ������δ�����ϴ�IJ������������ĥ���Ϳ��û�з���ʧЧ����800��ʱ��ĥ��κ��ڳ�����Ħ�������轵���ƣ�����Ϳ�㷢�����䡢��ĥ����ʧЧ���йء�ĥ�۵�������ͼ3(b)��ʾ�������¶ȵ����ߣ�Ϳ��ĥ�۵Ľ���������600��700��800 ��ʱĥ�ۿ��ȷֱ�Ϊ0.76��1.10��2.20 mm����ȷֱ�Ϊ3.38��12.11�� 91.11 ��m����CFT-I�Ͷ�ܲ���������Դ����������֪��600��700��800 ��ʱĥ������ֱ�Ϊ0.04��0.15��2.90 mm3��700 ��ʱĥ�����Ϊ600 ��ʱĥ�������3.75������800 ��ʱĥ������ߴ�600 ��ʱĥ�������73����ĥ����������������ӡ��ɴ˿ɼ���Ϳ���ڵ���700 ��ʱ���������õ���ĥ���ܣ�����800 ��ʱͿ����ĥ�����������͡�
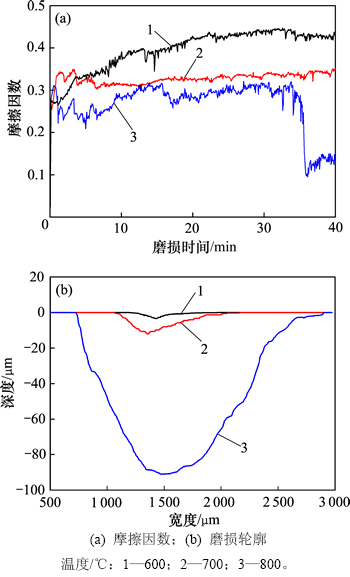
ͼ3 WC-12CoͿ��Ħ��������ĥ������
Fig. 3 Friction coefficients and wear profile of WC-12Co coating
2.4 ĥ����ò
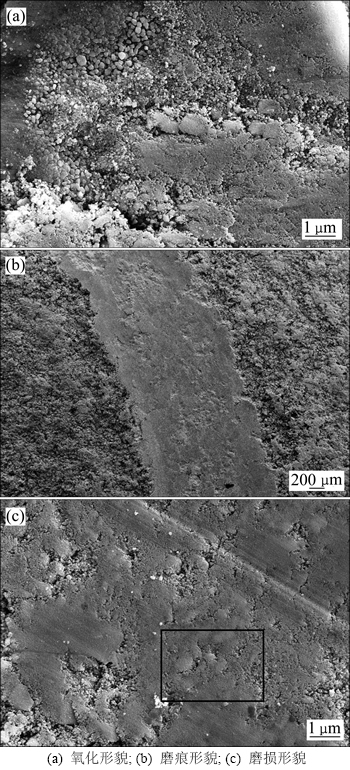
600 ��ʱͿ����渲����һ����ϸС�����������ɵ�Ĥ�㣬��������������ף���ͼ4(a)��ʾ����ò��Ƚ�dz�����Ƚ�խ(��ͼ4(b)��ʾ)�������Ϳ����600 ��ʱ���ֳ��Ϻõ���ĥ���ܡ�ĥ�������������Ե��������(��ͼ4(c)��ʾ)��Ϳ����Co��WԪ�ط���������Ӧ�����ɵ��������ڷ���ĥ������м������䣬��Ϳ���ĥ�����������ã���ʱ�����ĥ��Ϊ����Ҫĥ����ơ�
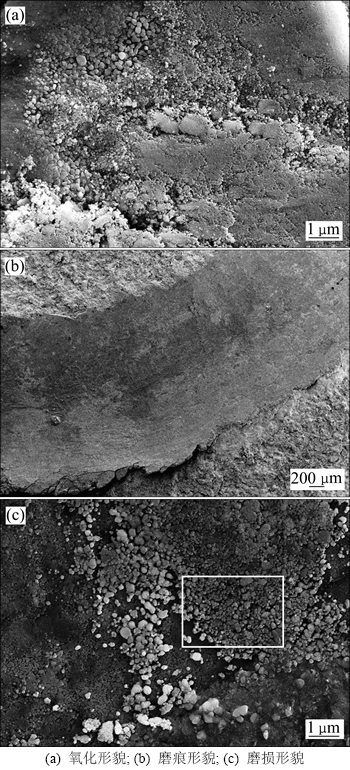
700 ��ʱͿ��ĥ����������Ĥ���������𡢿��Ѻ���������(��ͼ5(a)��ʾ)������Ϳ�����������Ӧ���ɵ����ɡ����Ĥ�������йء�����ĥ�۱��������˴����������ĥ�������Ħ�������������ͣ�����ͼ3(a)�н��һ�¡�700 ��ʱĥ����ȺͿ�����600 ��ʱ���������ͼ5(b)��ʾ��ĥ����������������繵�Ͱ����������ͼ5(c)��ʾ����������������Ͷ�Ϳ�����ĥ�����¡���700 ��ʱCo��W����������Ӧ�����ɵ������ﱣ����Ϳ�㣬��ˣ�ĥ�������ҪΪ����ĥ�𣬲���������ĥ��ĥ��
ͼ4 600 ��ʱWC-12CoͿ��ĥ����ò
Fig. 4 Worn morphologies of WC-12Co coating at 600 ��
ͼ5 700 ��ʱWC-12CoͿ��ĥ����ò
Fig. 5 Worn morphologies of WC-12Co coating at 700 ��
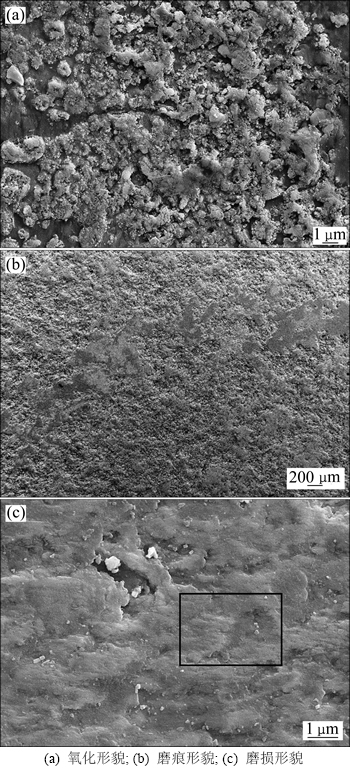
800 ��ʱĥ���Ϳ�������ڴ���Ĥ����������(��ͼ6(a)��ʾ)��800 ��ʱĥ�ۿ��ȡ������������(��ͼ6(b)��ʾ)�������������Ĥ���ɡ��״�ϣ�����Ϳ��������Ӧ���ң�WC�ֽ�Ƚ����أ�ʹͿ����������½���������֧������Ĥ�ֿ�ĥ�𣬴Ӷ�ʹĥ��������������ӣ����յ���Ϳ��ʧЧ��ĥ��������ڴ�����״�����Ƭ״����(��ͼ6(c)��ʾ)���������������¶����ߣ�����������ң����ɽϺ�Ĥ�����ڽṹ���ɣ���ĥ������м����ܵ����У���ˣ����ص�����ĥ��Ϊ����Ҫĥ����ơ�
ͼ6 800 ��ʱWC-12CoͿ��ĥ����ò
Fig. 6 Worn morphologies of WC-12Co coating at 800 ��
2.5 ĥ������EDS����
ͼ4(c)�������������ͼ7(a)��ʾ��600 ��ʱĥ���Ϳ��ɷ�(��������)ΪW 37.83%��C 17.76%��Co 9.93%��Cr 0.70%��O 30.39%��Fe 1.21%��Na 0.15%��Mg 0.24%��Al 1.26%��K 0.18%��Ca 0.19%��Ti 0.16%������W��C��CoΪͿ����Ԫ�أ�ռ��������65.52%��O����������Ϊ30.39%����Ϳ�����Co��WԪ�ط���������Ӧ�йء�Cr��FeΪ������Ԫ�أ�ռ��������1.91%�������600��ʱĥ���Ϳ�㱣���ŽϺõ������Ժ������ԡ�ͼ5(c)�������������ͼ7(b)��ʾ��700 ��ʱĥ���Ϳ��ɷ�(��������)ΪW 39.79%��C 16.66%��Co 10.27%��Cr 0.77%��O 29.98%��Fe 0.87%��Al 1.25%��K 0.17%��Ca 0.23%������W��C��CoΪͿ����Ԫ�أ�ռ��������66.72%��O����������Ϊ29.98%����W��CoԪ�ط���������Ӧ�йء�Cr��FeΪ������Ԫ�أ�ռ��������1.64%�������700��ʱĥ���Ϳ���Ա����ŽϺõ������Ժ������ԡ�ͼ6(c)�������������ͼ7(c)��ʾ��800 ��ʱĥ���Ϳ��ɷ�(��������)ΪW 24.06%��C 17.95%��Co 5.03%��Cr 1.42%��O 35.02%��Fe 16.52%������W��C��CoΪͿ����Ԫ�أ�ռ��������47.04%����ͼ7(a)��(b)�Աȿ�֪������������������Լ19%��Cr��FeΪ������Ԫ�أ�ռ��������17.94%����ͼ7(a)��(b)�Աȿ�֪�����������������Լ16%���ɴ˿�֪��800 ��ʱĥ���Ϳ�����������Ժ������Ա��ƻ����������������¶�����ĥ��Ӵ�ĥ��Ħ�������仯�ϴ�O�����������ߴ�35.02%������Ϳ�����W��CoԪ��������Ӧ�Ľ����
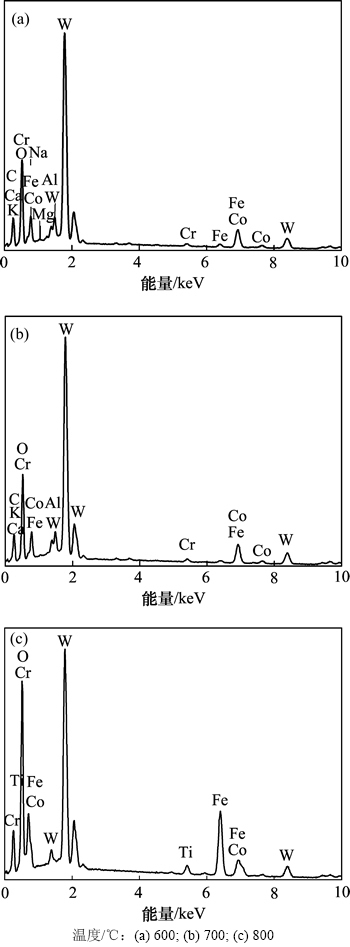
ͼ7 ��ͬ�¶���ĥ����EDS����
Fig. 7 EDS analysis of wear tracks at different temperatures
2.6 ĥ���XRD����
ͼ8��ʾΪͿ��ĥ�۵�XRDͼ�ס��ɼ���WO3��CoWO4��������������ֳ��ϸߵ�ǿ�ȡ���600 ��ʱĥ���Ϳ����������2����ǿWC����壬�ֱ�����������Ϊ30.8���31.66�㴦�����������¶ȵ����ߣ�WO3��CoWO4�������������ǿ��WC��ǿ���½�[14-15]����700 ���800 ��ʱ��WC��ǿ�������½���Co��W��������������Ӧ��������Ӧ���������Ϳ����Ӳ��������ֽ⣬������Ϳ��ĥ��ij���������ͬʱ������WO3��CoWO4�����������Ĵ��ڣ���֤��ͼ7������ĥ���Ϳ�����ߺ�����O��W��CoԪ��������Ӧ�Ľ����
2.7 ĥ����������
��ͼ4(b)��ĥ����ò������ɨ��������仯ѧԪ�����(��������)ΪW 39.95%��C 17.76%��Co 10.20%��O 32.09%��W��C��Co��Ϳ��������ֲ���Ϊ���ȣ�û�з�������������ͼ9(a)~(c)��ʾ�����У�W��C��Ϳ��������ֲ�һ�£�����֤��ͼ7(a)��������600 ��ʱĥ���Ϳ�㱣���ŽϺ������ԵĽ��ۡ�Oԭ����Ϳ��������������Ϊ32.09%������Ϊ�ߺ���������ֲ��ȽϾ��ȣ���ͼ9(d)��ʾ��
��ͼ5(b)��ĥ����ò������ɨ��������仯ѧԪ�����(��������)ΪW 39.79%��C 16.66%��Co 10.27%��O 33.28%������700 ��ʱĥ����ò��ȱ���ȱ����Ȼ��W��C��Co��Ϳ�������Ϊ���ȷֲ�����W��C����ֲ�����һ�£���ͼ10(a)~(c)��ʾ������֤��ͼ7(b)��������700 ��ʱĥ���Ϳ���Ա����ŽϺõ������ԵĽ��ۡ�O��Ϳ��������������Ϊ33.28%������Ϊ�ߺ���������ֲ�Ҳ��Ϊ���ȣ���ͼ10(d)��ʾ��
��ͼ6(b)��ĥ����ò������ɨ��������仯ѧԪ�����(��������)ΪW 24.06%��C 17.95%��Co 5.03%��O 52.96%��W��C��Co��Ϳ��������ֲ������ȣ�������ƶ��������ͼ11(a)~(c)��ʾ������������800 ��ʱWC�ֽ�Ƚ����أ�Ϳ��ij��������½�������Ƭ״�����������¡�O��Ϳ���������������ߴ�52.96%������Ϊ�ߺ�������ͼ11(d)��ʾ�����Ǹ�����Ϳ�㷢����������Ӧ��Ե�ʡ�
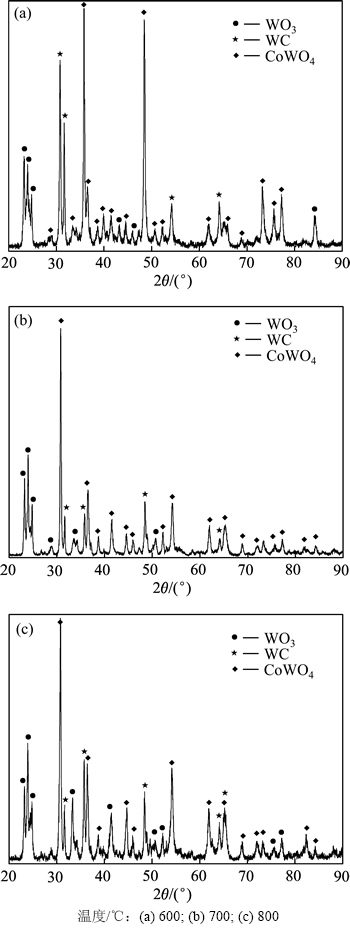
ͼ8 ��ͬ�¶���WC-12CoͿ��ĥ�۵�XRD����
Fig. 8 XRD analysis of wear tracks on WC-12Co coating at different temperatures
������������֪��Ϳ���ڵ���700 ��ʱĥ�����Ա��ֽϺ������ԣ����ֳ��Ϻõ���ĥ���ܡ�����800 ��ʱͿ��������Ա��ƻ�������ĥ�����������͡�
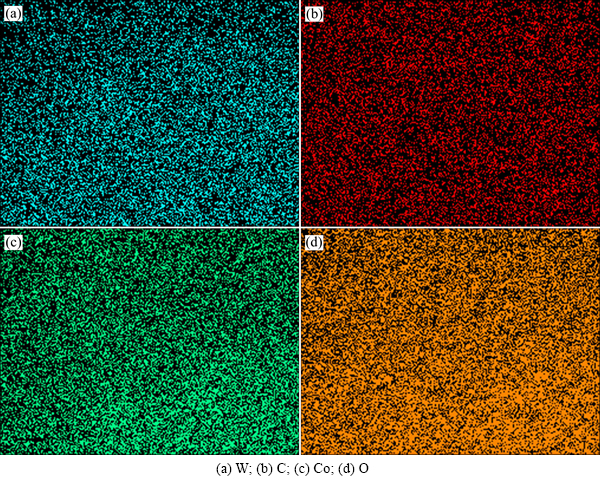
ͼ9 600 ��ʱWC-12CoͿ��ĥ����ɨ�����
Fig. 9 Plane scans of wear track on WC-12Co coating at 600 ��
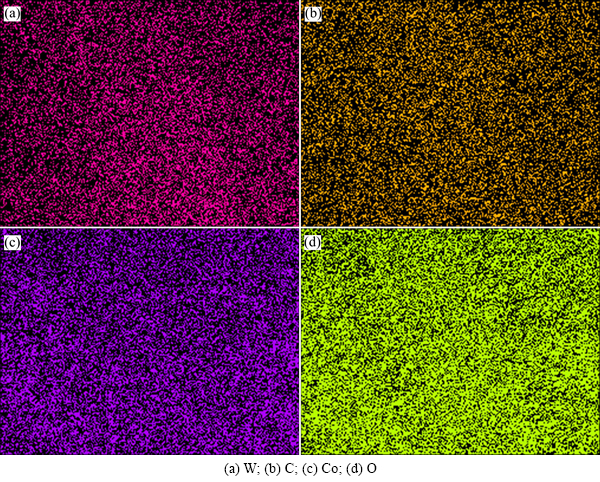
ͼ10 700 ��ʱWC-12CoͿ��ĥ����ɨ�����
Fig. 10 Plane scans of wear track on WC-12Co coating at 700 ��
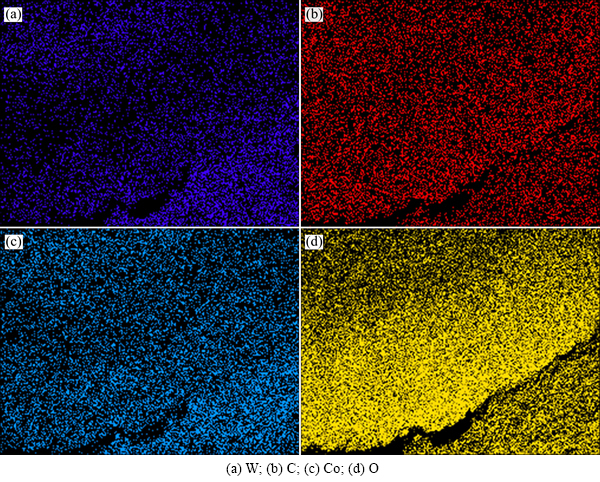
ͼ11 800 ��ʱWC-12CoͿ��ĥ����ɨ�����
Fig. 11 Plane scans of wear track on WC-12Co coating at 800 ��
3 ����
1) WC-12CoͿ��������Ӽ�����ԣ��������ܣ�������Ľ��ܽ�ϣ��ߺ�����WC�����ȷ�����Ӳ�ȣ��������������ĥ���ܡ�
2) ��600��700��800 ��ʱͿ��ƽ��Ħ�������ֱ�Ϊ0.395 5��0.327 1��0.266 4�������¶����ߣ�Ϳ���ĥ����������������ӡ�
3) ��600 ��ʱͿ����Ҫ�������ĥ��700 ��ʱͿ��������ĥ��Ϊ����������������ĥ��ĥ��800 ��ʱͿ�㷢�����ص�����ĥ��
4) Ϳ���ڵ���700 ��ʱĥ��ֽϺ������ԣ����ֳ��Ϻõ���ĥ���ܣ�����800 ��ʱ�������Ա��ƻ�������ĥ�����������͡�
�ο����ף�
[1] GE P L, BAO M D, ZHANG H J, et al. Effect of plasma nitriding on adhesion strength of CrTiAlN coatings on H13 steels by closed field unbalanced magnetron sputter ion plating[J]. Surface and Coatings Technology, 2013, 229: 146-150.
[2] ��ʿս, ����, ����. ϡ��Ԫ����H13����ģ�߸ֱ���ǿ���е�Ӧ������[J]. ϡ��, 2007, 28(6): 88-91.
LI Shizhan, WANG Leigang, HUANG Yao. Summary of application of RE elements in surface strengthening of H13 hot die steel[J]. Chinese Rare Earths, 2007, 28(6): 88-91.
[3] WANG Dan, LI Heng, YANG He, et al. Tribological evaluation of surface modified H13 tool steel in warm forming of Ti-6Al-4V titanium alloy sheet[J]. Chinese Journal of Aeronautics, 2014, 27(4): 1002-1009.
[4] MA Ning, GUO Lei, CHENG Zhenxiong, et al. Improvement on mechanical properties and wear resistance of HVOF sprayed WC-12Co coatings by optimizing feedstock structure[J]. Applied Surface Science, 201, 320: 364-371.
[5] WANG Q, CHEN Z H, DING Z X. Performance of abrasive wear of WC-12Co coatings sprayed by HVOF[J]. Tribology International, 2009, 42(7): 1046-1051.
[6] QIAO Y F, LIU Y R, FISCHER T E. Sliding and abrasive wear resistance of thermal-sprayed WC-Co coatings[J]. Journal of Thermal Spray Technology, 2001, 10(1): 118-125.
[7] SAHRAOUI T, GUESSASMA S, ALI J M, et al. HVOF sprayed WC-Co coatings: Microstructure, mechanical properties and friction moment prediction[J]. Materials & Design, 2010, 31(3): 1431-1437.
[8] ������, �α���, ��ΰ��, ��. ���ղ����Ա�ը��ͿWC-CoͿ�����ܾ����Ե�Ӱ��[J]. ����ѧ��, 2011, 47(1): 115-122.
WANG Tiegang, SONG Binghong, HUA Weigang, et al. Influence of process parameters on the performance uniformity of detonation gun sprayed WC-Co coatings[J]. Acta Metallurgica Sinica, 2011, 47(1): 115-122.
[9] ���, ������, ��ԲԲ, ��. ��������Ϳ�����ṹWC-12CoͿ����ṹ���γɻ������о�[J]. ���Ϲ���, 2006(6): 40-45.
LI Boyu, DONG Xinglong, LIU Yuanyuan, et al. Microstructure and format ion mechanism of nanostructured WC-12Co coatings deposited by plasma flame spray[J]. Materials Engineering, 2006(6): 40-45.
[10] ��ӭ��, �ܷ�, ����, ��. ��������ͿWC-CoͿ�������֯��Ӳ��[J]. ϡ�н��������빤��, 2007, 36(S2): 731-734.
FU Yingqing, ZHOU Feng, GAO Yang, et al. Microstructure and hardness properties of low power plasma sprayed WC-Co cermet coatings[J]. Rare Metal Materials and Engineering, 2007, 36(S2): 731-734.
[11] ������, ������, ���ǻ�, ��. �����ٻ�����ͿWC-17CoͿ���۽ṹ�������о�[J]. ���Ϲ���, 2011(11): 85-88, 96.
CUI Yongjing, WANG Changliang, TANG Zhihui, et al. Microstructure and performance of WC-17Co coatings fabricated by high velocity oxy-fuel spraying[J]. Materials Engineering, 2011(11): 85-88, 96.
[12] FACTOR M, ROMAN I. Use of microhardness as a simple means of estimating relative wear resistance of carbide thermal spray coatings, Part 2: wear resistance of cemented carbide coatings[J]. Journal of Thermal Spray Technology, 2002, 11(4): 482-495.
[13] ��Ⱥ��, ������, Ҧ����, ��. Co/���WC���⸴��Ϳ������ṹ�����ĥ�������о�[J]. �й�����, 2014, 41(5): 1-6.
ZHANG Qunli, XU Weixian, YAO Jianhua, et al. Microstructure and high temperature wear resistance performance of Co/mesoporous WC laser composite coating[J]. Chinese Journal of Lasers, 2014, 41(5): 1-6.
[14] MINDIVAN H. Wear behavior of plasma and HVOF sprayed WC-12Co+6%ETFE coatings on AA2024-T6 aluminum alloy[J]. Surface and Coatings Technology, 2010, 204(12/13): 1870-1874.
[15]  W. The microstructure and tribological properties of liquid-fuel HVOF sprayed nanostructured WC-12Co coatings[J]. Surface and Coatings Technology, 2013, 220: 276-281.
W. The microstructure and tribological properties of liquid-fuel HVOF sprayed nanostructured WC-12Co coatings[J]. Surface and Coatings Technology, 2013, 220: 276-281.
(�༭ �Կ�)
�ո����ڣ�2016-03-04�������ڣ�2016-04-02
������Ŀ(Foundation item)������ʡ�Ƽ�֧�żƻ�(��ҵ)��Ŀ(BE2014818) (Project(BE2014818) supported by the Science and Technology Pillar Program of Jiangsu Province)
ͨ�����ߣ��¾�����ʿ�����ڣ����²��ϱ�����Դ����о���E-mail: kong-dejun@163.com
ժҪ�����ó����ٻ�����Ϳ����H13�ֱ����Ʊ�WC-12CoͿ�㣬ͨ��ɨ��������X�������Ǻ������Ƿ��������-������ò������ͻ�ѧԪ����ɡ�������/ƽ��Ӵ���ʽ����Ϳ�����ĥ�����飬ͨ��ɨ��羵�������Ƿ���ĥ����ò�ͻ�ѧԪ�صı仯�����۸��¶�Ϳ��Ħ��������ĥ�����ܵ�Ӱ�졣�о����������Ϳ��������ܣ�����Ľ��ܽ�ϣ���600��700��800 ��ʱͿ��ƽ��Ħ�������ֱ�Ϊ0.395 5��0.327 1��0.266 4��600 ��ʱͿ�������ĥ��Ϊ����700 ��ʱͿ��������ĥ��Ϊ����������ĥ��ĥ��800��ʱͿ�������ص�����ĥ��Ϊ����
[2] ��ʿս, ����, ����. ϡ��Ԫ����H13����ģ�߸ֱ���ǿ���е�Ӧ������[J]. ϡ��, 2007, 28(6): 88-91.
[8] ������, �α���, ��ΰ��, ��. ���ղ����Ա�ը��ͿWC-CoͿ�����ܾ����Ե�Ӱ��[J]. ����ѧ��, 2011, 47(1): 115-122.
[9] ���, ������, ��ԲԲ, ��. ��������Ϳ�����ṹWC-12CoͿ����ṹ���γɻ������о�[J]. ���Ϲ���, 2006(6): 40-45.
[10] ��ӭ��, �ܷ�, ����, ��. ��������ͿWC-CoͿ�������֯��Ӳ��[J]. ϡ�н��������빤��, 2007, 36(S2): 731-734.
[13] ��Ⱥ��, ������, Ҧ����, ��. Co/���WC���⸴��Ϳ������ṹ�����ĥ�������о�[J]. �й�����, 2014, 41(5): 1-6.
