
���±�ţ�1004-0609(2017)-01-0072-10
ZA27�Ͻ�����������ѹ������֯��������Ϊ
�� ��1����Ԫ��1, 2���� ��1���ż�Ԩ1�����ʹ�1, 3�������1, 2
(1. ����������ѧ ʡ��������ɫ�����Ƚ��ӹ��������ù����ص�ʵ���ң����� 730050��
2. ����������ѧ ��ɫ�����Ͻӹ��������ص�ʵ���ң����� 730050��
3. ������ѧ ������ұ��ѧԺ������ 110004)
ժ Ҫ��
�������������Ʊ�ZA27���̬���ϣ��о�����ѹ�����ι����е�����֯��������Ϊ�����������ZA27���̬������480 ����±���3 min���ܹ��Ʊ���ϸС��Բ�����ֲ����ȵij�����(Al)������ƽ�������ߴ�52.32 ��m�������ڳ��ι����з���Һ��ƫ�����������ϴ�λ�����ο������ɡ����״����ʣ��Һ����������ͬ��λ�����̷�ʽ��ͬ������û�дִ����֦�����ڡ�����ȴ���ʽ�С�IJ�λ���������̷�ʽ��ҪΪ�������������������ڹ�����֯���а�����������������ȴ���ʽϴ�λ��ҪΪ�κ����̣����ξ�����Ŀ�࣬������֯ϸС�����ξ������ܹ��Ը�Zn�Ħ�(Al)���κˣ�Ҳ����ֱ���Ԧ����κ�������Cu�����ڹ��������С�
�ؼ��ʣ�
�����������������������̬��������������ZA27�Ͻ���
��ͼ����ţ�TG146.1���� ���ױ�־�룺A
Zn-Al�Ͻ������������������ܡ��ϸߵ�ǿ�ȣ�������ԭ�������۷ḻ���������ռ�ӵ�й㷺����;[1]����Zn-Alϵ�кϽ��У�ZA27�Ͻ����ѧ������ã�����ǿ�ȿɴ�400 MPa����[2]��ZA27�Ͻ�Ľᾧ�¶ȷ�Χ��(108 ��)[3]������������������γ��������ף����������Բ��Ʒ�ʸߡ�
���̬�������ںϽ��-Һ�����������̳��Σ������Һ̬�ӹ������Լӹ����ŵ㣬��Һ̬�����¶ȵͣ����������٣�������������ѣ������Լӹ������¶ȸߣ����ڱ��Σ��Գ����豸Ҫ�ͣ������ģ������������ɱ���֮���͡����ڰ��̬���ι�������һ���Ĺ�����ڣ��Ұ��̬������Һ̬�����ȴ��ι����в��������ܹ���Ч�ؼ������ף����������ӺϽ���������ܺ���ѧ����[4-6]�����̬���ΰ���������κ�������Ρ������������ʵ���Զ�������������Ч�ʵ͡��ɱ��ߣ����Գ��θ��ӵ������������ξ��й������̶̡������γɸ���������ɱ��͵��ŵ㣬��˵õ��˹㷺�Ĺ�ע��Ϊ���ܹ��Ʊ����ʺ�������εİ��̬���ϣ�������ѧ����̿���������ͨ��[7-8]��CRP [9]��SRC[10]��NRC[11]�Ȱ��̬�ƽ�������
���̬���ϳ���������ƽ�������ߴ硢Բ���ȡ���״�����ܹ����ص�Ӱ������������ѧ���ܺͳ������ܣ�Ȼ��������ѹ��������ʣ��Һ����Խ϶࣬ʣ��Һ���������Ϊ���������յ���֯����ѧ�������ž���������[12-14]��Ϊ�˳������ZA27���̬����ѹ��������Ϊ�����б�Ҫ�ԺϽ������������̽����о����������߲��������������ƽ�����[15]�Ʊ�ZA27���̬���ϣ��������������ƽ������ʹ�ͳѹ���������Ͽ���������������ѹ��������������������ѹ�������Ʊ���������ι��̽����о�������ZA27���̬����ˮ����֯���о������������ƽ����̽γ�����(Al)�������γɺ��ݱ䣬�������̬����ѹ����ͬ��λ����֯��̽�ְ��̬���ϵĶ������̹��̺Ͱ�����������Ӧ��
1 ʵ��
ʵ�����ò���ZA27�Ͻ��ɴ�п(99.99%����������)������(99.99%����������)����þ(99.99%����������)����ͭ�м�Ͻ�(Cu50%����������)���ƶ��ɣ���ɷ�(��������)ΪZn��71.235%��Al��26.5%��Cu��2.25%��Mg��0.015%��Һ���ߺ������¶ȷֱ�Ϊ484 �桢376 �档�����ƺõ�ZA27����Ͻ�����������¯�м����ۻ������Ͻ���ȫ�ۻ����в��¡����Ͻ������¶ȴ�710 ��ʱ����C2Cl6���г����������������á��������¶Ƚ���510 �棬������ֱ�ӽ���Ԥ���¶�Ϊ200 ��Ľ�����ģ���У���Ȼ��ȴ���Ʊ�d15 mm�� 150 mm�Ľ������ϣ��ӹ���5 mm��5 mm��5 mm��С����״������������������ó�������ϴ����ɺ���á�
��ͬ�ֳɷֵ�ZA27�Ͻ��ۻ��������ú��������¶�Ϊ560 �棬��5%�������������뵽�����в�Ѹ�ٽ��裬Ȼ���뵼�������������������뽬���ռ�����ʹ���ȵ�ż���£���õ�������ںͳ��ڴ����¶ȷֱ�Ϊ520 ���480 �档���ռ����Ľ�����480 ��ֱ���±���0��3��5��10 min��ˮ��ȡ����ͼ1��ʾΪ�����������ƽ�����ʾ��ͼ[16]��

ͼ1 �����������ƽ�����ʾ��ͼ
Fig. 1 Schematic diagram of slurry prepared by self- inoculation rheological die casting
ѡȡ480 ����±���3 min�Ľ�����Ϊѹ�����齬�ϣ�����ѹ�����顣ѹ��Ԥ��200 �棬ģ��Ԥ��200 �棬ѹ���ٶ�1.2 m/s����ѹ�ٶ�Ϊ1.6 m/s��ѹ�������2 mm���ϱ�ֱ��Ϊd 80 mm����ѹ������ͬ��λȡ��(��ͼ2)���о�����ѹ�����ι��̺�������Ϊ��������ˮ�㡢ѹ������Ԥĥ�������4%HNO3(�������)ˮ��Һ��ʴ��ʹ��MEF-3���������۲������֯��ʹ��Image-Pro Plus 5.0�����ⶨ�����ߴ硢��״����(Խ�ӽ�1ԽԲ��)�ͳ�����(Al)����������ʹ��FED450��ɨ��羵��BSED��EDS������
2 ʵ����
2.1 ZA27����Ͻ���̬����ˮ����֯

ͼ2 ���̬ѹ���������ò��ȡ����λ
Fig. 2 Macrostructure of semi-solid die casting sample and sampling positions
ͼ3��ʾΪ���̬������480 ��ֱ���0��3��5��10 min��ˮ����֯����ͼ3���Կ�����ZA27�����������������Ѹ���������������ܹ��Ʊ���Ǿޱ״��ϸС��֦״������(Al)�������پ������±��£�������(Al)֦�����۶ϣ��컯�����Ի��Բ���ij�����(Al)������
����ˮ�㷨�о����̬����ʱ������ˮ�㷨ȡ�����ѿ���(���ȡ�����Լ������)��ˮ�㷨�ľ�������[17]��������ʵ�����õĹ����������ʵ�ʹ��������������Ӱ�챾ʵ��Ĺ��ɺͽ����ͼ4��ʾΪ��ͬ���±���ʱ���³�����(Al)����ƽ�������ߴ硢��״���ӡ�����������ߡ���ͼ4�ɷ��֣���480 ����±���3 min�ܹ��Ʊ����Ϻõ�ZA27���̬���ϣ��ҹ�������ʺ��������Ҫ������(Al)����ƽ�������ߴ�50.32 ��m����ˣ�ѹ������ѡȡ�˲������Ʊ��İ��̬���ϡ�
2.2 �����ڲ�ͬλ������֯
���̬���ϳ����̵�λ������ΪA��B��C��D��E��F��ͼ5��ʾΪѹ������ͬȡ��λ�õ�����֯����ͼ5���Կ�����������(Al)�������ȷֲ���������֯�У���λ��A��F��������(Al)������Ŀ���ϼ��٣�ƽ�������ߴ�������Ҳ��С��
��ͬ��λ��������֯������״������(Al)������1���������̦�(Al)����(��2+��3)������֯���ɡ���1���ȷֲ���ʣ��Һ�����������֯�С���2�ǰ��̬���ϵ���ѹ���γɵĦ�(Al)��������3�ǰ��̬���Ͻ�����ǻ��ʣ��Һ�������γɵĦ�(Al)����[13, 18]�����Կ������ڲ�ͬ��λ��ZA27���̬����������֯���Բ�ͬ��������A��B��C����������1������Χ�����С���ֺ��״֦������������λ��֯��û�����Ե��������������⣬A��B��C����3�����κ˺������Եij�����������֯��ò���������ھֲ������д��Ǿޱ״��֦������D��E��F����3�����ߴ��ر�ϸС��

ͼ3 ��480 �汣�²�ͬʱ����̬����ˮ�������֯
Fig. 3 Microstructures of semi-solid slurry water quenched at 480 �� for different isothermal holding time

ͼ4 ���±��¹��̽��ϳ�����(Al)ƽ�������ߴ硢��״���Ӻ����ʱ仯����
Fig. 4 Change curves of average grain size (a), shape factor (b) and solid fraction (c) during isothermal holding process
3 ����������
3.1 ���̬����֯���γɻ���
�ɽ����������Ʊ����̬���Ϸ�Ϊ3����(��ͼ6)����1�Σ������м��������������ٽ��²��������־��ˣ���2�Σ����������������ٴν��������������˺�֦����֦���ڵ������ϼ�������;��������κˣ���3�Σ����±��¾������̡�
����Һ�м�����������Ѹ�ٽ��裬�Ͻ������е��¶Ƚ���Ѹ���½������ھ��ȡ���ʱ�������в��������д����ľ��˲���������������������������嵹�뵼�������������������������ڵ��������漤��������£�����Ѹ���κ˳����γ����̿ǣ��ں�������ǿ�ҳ�ˢ������ʹ�����̿ǰ����γ����뾧�������¾��뵽�����С�����ʱ�����¶ȸ���Һ�����¶ȣ�������ľ����в��ֻ������ۻ������������ڵ��������������Ͻ������¶Ƚ������½�����Һ���߸���ʱ�������ڵ�������������κˣ�����Щ�����ܹ�������������ͬʱ��Һ�����������������ײ�����ϵ������ʹ�γɸ���ľ������ڵ�������ĩ�ˣ�˫�ɺϽ����彫���ϲ�����������ʹ�����¶ȳ���Ũ�ȳ����ȡ���ͼ3(a)��ʾ�������ռ����еİ��̬����ֱ��ˮ�㣬�������������Ϊ�����Ǿޱ״��Ȼ���ϵ��±��£����±��³��ڽ�����һ���������ԣ���֮��Χǿ���ȳ����ô�ʹ�����¶ȳ������ʳ����ȡ���ʱ��������Ostwald�컯�뾧���ϲ�����[19]����ZA27�Ͻ������1������ʣ��Һ����ܶ����ϴ���ˣ����ŵ��±���ʱ��Ľ�һ���ӳ����������������������¾ۼ��ڽ����ϲ㣬�Ӿ���Ostwald�컯��ϲ���������(���������)�����½��Ͼ����Ժͳ��������ߴ�����Խ���(��ͼ3(c)��(d))��

ͼ5 ѹ������ͬȡ��λ�õ�����֯
Fig. 5 Microstructures of different positions in die casting

ͼ6 ���̬����֯�γɽ�ʾ��ͼ
Fig. 6 Schematic diagram of semi-solid spherical grain forming stage
3.2 ѹ������ͬλ����֯��ò
Ϊ�˸���ֱ�۵�������֯�г�����1����ƽ�������ߴ硢��״���Ӻ����������ѹ������ͬ��λȡ��������֯����ͳ�ƣ��Ӷ��ó����ս��(����1)��������1������Ŀ��ƽ�������ߴ硢�����������A��B��C��D��E��Fλ�ò��ϼ��٣����������IJ�λ(F��)�ﵽ��Сֵ��������Ϊ��Һ����Թ�����С���ڳ��ι������ȳ��͵Ľ���Һ��϶�Ӷ�����Һ��ƫ����
��1 ������ͬ��λ������(Al)��Ŀ��ƽ�������ߴ硢��״���ӡ��������
Table 1 Primary ��(Al) number average grain size, shape factor and solid fraction of primary particles at different positions of casting

����������Ҫ��Һ���������ʵ�֣����̬�����ڳ��ι����У�������Һ���������һ��й��ྦྷ�������ͱ��Ρ����̬����������ι��̰���4���������ƣ�Һ���������ơ�Һ-���ྦྷ������������ơ����ྦྷ���们�ƻ��ơ����ྦྷ�����λ���[20]�������������£�������Ϊ1.2 m/s��Һ���������ƿ����Ժ�С���ڴ˳����ٶ��³�ͷ�Ӵ�ѹ���еĽ��ϣ��������ݵ����ƺ����Һ-���ྦྷ��������������������Ρ������ij��ͷ�ʽ�ܹ���������Һ��ƫ��������ΪF���г�����1������ʵ���й�������ϵ�(20%����)�����ྦྷ��������ɢ�ֲ��ڽ����С����ι���������D��E��F��������Һ��ƫ�������ྦྷ�����٣����ྦྷ�����ѽӴ�����˹��ྦྷ����Ļ��ƻ���������(��ͼ5(e)��(f))��
3.3 ��������
����������ѹ�����ο��Խ����̷�Ϊ�������̣�һ�����̺Ͷ������̡�һ�����̼�ZA27�Ͻ���̬�����Ʊ����̡����������ǽ����̬���ϵ���ѹ�ң�ʣ��Һ����ѹ�ҡ�ģ���ڵ�������Ϊ���������̷�Ϊ3���Σ���һ�����ǽ��ϵ���Ԥ��200 ���ѹ���ڱ����γ����̿ǣ��������̿����κ˳���ͳ���ǰ����ģ�߱����γɵľ������ڶ����ǽ��ϳ�����ѹ��ʣ��Һ���ڸ���ȴ������Ѹ�������γ�ϸС�ľ���(��Ҫ�ڱ��ڴ�)����������ʣ��Һ���������Ӧ��
���̬����ѹ������ʱ���ڳ�ͷѹ�������£����ϲ��������Ӵ����ģ�����̣��ܿ��ֱ����ϳ�ˢ���������У�ѹ�Һͳ��ι������γɵ�һЩ�ϴ�֦�����������顢���ۡ��ۻ������������룬���ճ��ɶ��Φ�2���������ξ��벻ͬ�����¶��Φ�2��������Ŀ��ͬ������F�����ξ��볤�����Φ�2������Ŀ�϶ࡣ
�������ó�������ں�2 mm����ѹ�ΰ��̬�����ڸ�ѹ�½Ӵ����ģ�ߣ���������������ģ�ߣ���˾��кܸߵĹ���ȡ������κ���[21]����ʽ��
 (1)
(1)
ʽ�У�kΪ������������GΪ�κ˹���QΪԭ��Խ��Һ-��������ɢ�����ܣ�kΪ��������������TΪ����ѧ�¶ȡ��Դ����Һ����Եó�����Թ������0.15Tm~0.25Tm֮�䣬�κ���ͻȻ����������ν�����κˡ���ʵ���У�ģ��Ԥ���¶�Ϊ200 �棬���Ͻ����¶�Ϊ480 �棬���Թ��Ƴ����ڼ���D��E��F������ȴ���0.2Tm(100 ��)���ң��ﵽ��Ч�κ��¶ȣ���������κ�(�ں���淽��ȡ��)���������̳����ر�ϸС�Ħ�3����(��ͼ7(d)~(f))���ڴ��ڼ䣬һ�γ�����1�����Ͷ������̦�2�������������ƣ���ˣ�ƽ�������ߴ�ϸС��Բ����

ͼ7 ZA27�Ͻ�����ѹ������������֯BSED��
Fig. 7 BSED images of second solidification microstructure of ZA27 alloy rheo-diecasting at different positions
A��B��C��������ȴ����������Ҫ������������������1�����Ͷ������̦�3����������ò���в�ͬ��������1����������뷽���С���ֺ״���������ֲ������᳤����֦��(��ͼ7(a)~(c))���������ڰ��̬���ϵ��±��¹�����ͨ��Ostwald�컯����[18]ʹ�ý����������·��䣬��֮�������̳��ι����н��ϳ���Һ��ƫ������ˣ���������̽Σ��������뷽������������������ڳ���������Ѹ�ٳ����𣬲�����Һ�����������ڷ��������ڸ��������г������������������ᾧDZ���ͷŶ࣬���Ҹ�������������������Ũ�ȳ��غ϶����ƶ������������Ӷ�ֻ���ڳ������������γ�һ�������㣬�������������̾�����Ҫ����Һ��ۼ����κ˲��������������������ڳ�����1������������Һ��ֱ���κ���������С�������ڳ�����1������Χ��Ҫ�������������������������ļ�����ʣ��Һ�����Ƚ�һ�����ӣ��ﵽҺ�������κ���������Һ��ۼ���ʣ��Һ�ʼ�κ˳����γɦ�3���������ڦ�3��������ѹ�������������ϳ��ɡ����״�������֦�3�����ڽϴ�Ĺ�����»᳤����֦��(��ͼ7(b)��(c))�����ʣ��Һ���������Ӧ��
����ѹ�������ж������̰���3���� [22]����һ�Σ������ڳ�����1�����������ڶ��Σ���Һ���ڲ������κ˲������������Σ�ʣ��Һ���������Ӧ���γɹ����塣��3�����̷�ʽ��������֯��ò��Ҫ����ȴ���ʾ������ڽϸߵ���ȴ��������Ҫ����Һ����ֱ���κ˲��������ڽϵ͵���ȴ������ҪΪ����������
3.4 ZA27����Ͻ������Ӧ�빲����Ӧ
�����������ɷ�Ϊ3����[23-24]��������Ӧ�Ρ�����ת��κ�ֱ�����̽Ρ�������Ӧ��ͨ����������Һ�෴Ӧ���ɰ�����Ĺ���(��+L����)��������ת����Ҫ��ͨ������ԭ�ӵ���ɢʹ��ʼ���ܽ�����Ϊ������Ĺ���(������)����ֱ����������Һ��ֱ�����Ѵ��ڵİ���������������Ĺ���(L����)��ZA27�Ͻ��ڽ����Ʊ���������Ҫ�γɳ�����1�������Ͻ���ģ�����¶ȴﵽ440 �����ҿ�ʼ����������Ӧ[25]��ģ���и�ZnҺ�����������1����������1����ǰ��Һ��ﵽ������Ӧ�ɷֵ㣬����(��+L����)��Ӧ���γ�һ����࣬������ͻ���ֹ������Ӧ�Ľ�һ��������֮��İ����������Ϳ�������1�����Ĺ�����ɢת��ʵ�֡��ڰ���ת���ͬʱ������(��2+��3)�κ������������ų����Ӷ���С��Һ��ZnŨ���ݶȣ��谭�˳�����1����ǰ��Zn����ɢ��ʹ������1����ǰ��Һ���Zn���ͻ��ڳ�����1�����İ���ת�����ֱ�������������࣬�ھֲ��ɷֹ������ﵽ�����κ�����������Һ��ֱ���������ɸ�Al ���࣬ʣ��ĸ�ZnҺ���������Ӧ��
��2����Ϊ����ijɷֶ�Ӧͼ8�и���λ�ã�������֪��ɫ��Ϊ���࣬��ɫΪ����(����������Ӧ���ɦ�+��)����ɫΪ�������ࡣ����A����F��������1����ǰ�ذ�����Ӧ�̶����Բ�ͬ����ͼ8(a)��(b)������ȴ�ٶȿ죬����ת�䱻���ƣ�������1����ֻ��һ��ܱ��Ħ��ࡣ������1����ǰ�سɷֹ���������Zn��û��ȫ�ﵽ����ɷֵ㣬���ڸߵĹ������ֱ���Ԧ�(Al)�ͦ�����ֱ���κ˲��������̡�ͼ8(c)��(d)������ȴ�ٶ������Ӷ�ʹ����ת���֣�ͨ��Znԭ�Ӻ�Al����ɢ����������;����������������ڰ���ת������Ц������������������1����ǰ����Ҫ���Ԧ���Ϊ���˵ľ��������ڰ�����Ӧ�Ͱ���ת���γɵĦ���ɷ���ͬ��ͨ��BSED�Ѿ��ֲ��������Զ�������1������ʣ��Һ��ۼ���(��ͼ8(b)��(d))������F����ȴ���ʴ������̹�����ϸС��3��Ҫ�Ԧ�(Al)���κˣ�Ȼ���Ԧ�����������A������ȴ����С������ʱ�䳤��ZnԪ�����㹻ʱ����ɢ����ʣ��Һ��ۼ��������ߣ�����ֱ���Ԧ����κˡ�
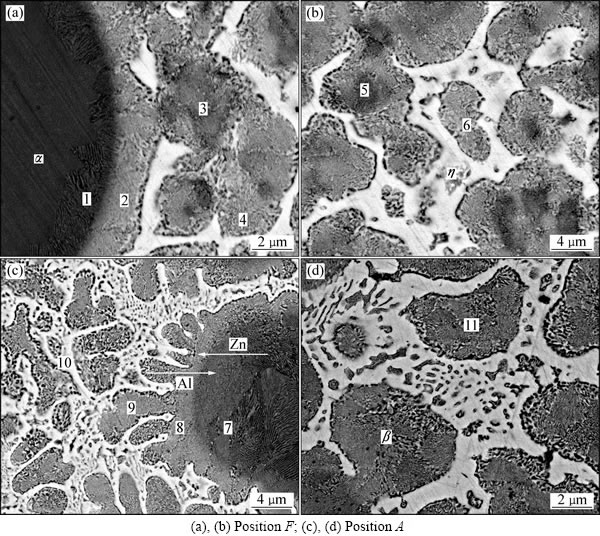
ͼ8 ZA27�Ͻ������Ӧ
Fig. 8 Peritectic reaction of ZA27 alloy
��2 ZA27�Ͻ�ѧ�ɷ�
Table 2 Chemical compositions of ZA27 alloy

ZA27�ǵ��͵İ����Ͻ�[26-27]����ƽ�����������£������й������ࡣ�ڷ�ƽ�����������£����ʲ��ܳ����ɢ����-Һ������Ũ�Ȳ�ͬ�ҷֲ������ȡ������̷������Zn�����������ӣ�Һ����Zn�������Ͻ��͡������ǰ��̬����(��ͼ9)�����ų�������Zn�����������ӣ�ͼ9(a)��Zn�ھ�����Ե�仯��ͼ9(b)�Ŀ졣һ�ξ�����Zn�����������ڶ��ξ����ģ�ͼ9(b)��Zn��Al��ֵС�������ٶȲ�ͬ���¹��ྦྷ��������Zn�ĺ�����ͬ�����ս�����������֯�ijɷֺ���ò������ȴ��������ٶȴ�ʹ�ó�������ǰ�����ʱ仯���ͣ����������κ���Ŀ���������ɸ�Zn���Φ�3���������ι���������Zn������(��ɢʱ���)�����յ��¹�����֯ϸС��ɢ�������С���������ٶ�С����������ʱʣ��Һ��������ԭ�����㹻��ʱ����ɢ������Zn�����٣�����ԭ�Ӳ�����Һ�����ʹ�ù�����֯�ۼ����ֻ����Ӷ��ڹ������������������������ࡣ�ӱ�2��֪��CuԪ�������̵Ľ��в�����ʣ��Һ������ɢ������������̵Ħ��������CuԪ�أ���MgԪ�غ������٣������̹����д����ھ����С�
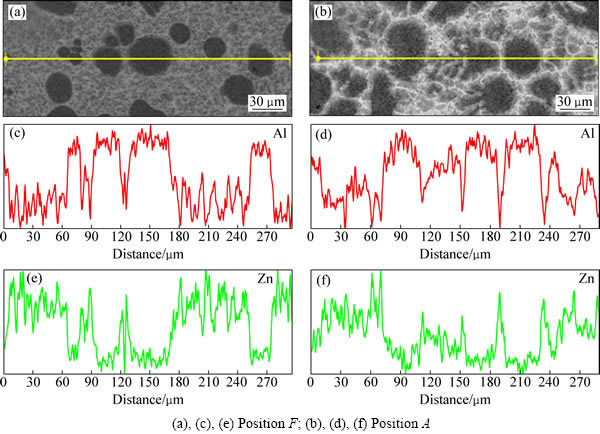
ͼ9 ����ѹ��ZA27�Ͻ�EDS����
Fig. 9 EDS analysis of ZA27 alloy rheo-diecasting
4 ����
1) �������������ƽ�������480 ����±���3 min���ܹ��Ʊ���ϸС��Բ����������(Al)�����ֲ�����ZA27���̬���ϣ�������(Al)ƽ�������ߴ�52.32 ��m��
2) ѹ������ͬ��λ����֯�����Բ�����ų���˳����������ϼ��٣�����Һ��ƫ����
3) ����������ѹ�����ΰ����������̹��̣��ƽ�����(һ������)��ʣ��Һ��������ι���(��������)��ʣ��Һ����������ͬ��λ�Ķ������̷�ʽ��ͬ������ȴ����С�IJ�λ��ҪΪ������������3������ѹ���³��ɡ����״��������ȴ���ʴ�IJ�λ����ҪΪ�κ����̡�
4) ZA27�Ͻ���̬����ѹ��������Ӧ��3�ַ�ʽ��������1�������ΰ�������Ӧ������ת���ֱ��������������ȴ����ԽС��������ӦԽ��֣���Һ��ۼ����ȿ����Ԧ�(Al)�κˣ�Ҳ����������ֱ���κˡ�
REFERENCES
[1] �����, �� Զ, �� ��, �ҽܽ�. ZA27�Ͻ������֯[J]. �й���ɫ����ѧ��, 2002, 12(2): 294-299.
CHEN Ti-jun, HAO Yuan, SUN Jun, DI Jie-jian. Microstructure of casting ZA27 alloy[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(2): 294-299.
[2] �Ժ���, ������, ½ ��, ���ٷ�, ��־��, л ��, Ҧ ��. �����ϴ�����ZA27�Ͻ���֯�����ܵ�Ӱ��[J]. ����, 2013, 62(10): 1018-1023.
ZHAO Hong-le, WU Rui-rui, LU Yang, WANG Rong-feng, LI Zhi-yong, XIE Bin, YAO Heng. Effect of melt mixing treatment on the microstructures and mechanical properties of ZA27 alloy[J]. Foundry, 2013, 62(10): 1018-1023.
[3] ����Ȼ, ������, �� ��. ����п��ͭ�Ͻ�[M]. ����: ��ѧ��ҵ������, 2006: 21.
GENG Hao-ran, WANG Shou-ren, WANG Yan. Casting alloy of copper and zinc[M]. Beijing: Chemical Industry Press, 2006: 21.
[4] FAN Z. Semisolid metal processing[J]. International Material Reviews, 2002, 47(2): 49-85.
[5] FLEMINGS M C. Behavior of metal alloy in the semi-solid state[J]. Metall Trans B, 1991, 22(3): 269-293.
[6] STEPHEN P M , KURT B. Semi-solid casting of aluminum alloy: A status report[J]. Modern Casting, 1997(2): 41.
[7] ������, ë����, ���ڴ�. ��������ιܽ�ע���Ʊ����̬A356���Ͻ���[J]. �й���ɫ����ѧ��, 2011, 21(1): 95-101.
CHEN Zheng-zhou, MAO Wei-min, WU Zong-chuang. Semi-solid A356 Al-alloy slurry prepared by serpentine pipe with multiple curves casting[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(1): 95-101.
[8] ��־��, ë����, ��ΰ��, ֣־��. ���̬A380���Ͻ������̹���������֯���ݱ�[J]. �й���ɫ����ѧ��, 2015, 25(5): 1153-1162.
LIU Zhi-yong, MAO Wei-min, WANG Wei-pan, ZHENG Zhi-kai. Microstructure evolution of A380 aluminum alloy semi-solid slurry during solidification[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(5): 1153-1162.
[9] PAN Q Y, FINDON M, APELIAN D. The continuous rheoconversion process(CRP)[C]//8th International Conference on semi-solid Process of alloys and Composites. Cyprus: Metallurgical Science and Technology, 2004.
[10] HELMUTK K, UGGOWITZER P J. Metallurgy and processing of high-integrity light metal pressure casting[J]. Aluminium, 2007, 83(7/8): 96-97.
[11] KAUDMANN H, MUNDI A, UGGOWIRZER P J, POTZINGER R, ISHIBASHI N. An update on the new rheo-casting-development work for Al and Mg alloys[J]. Die Casting Engineer, 2002(4): 16-19.
[12] JI S, DAS A, FAN Z. Solidification behavior of the remnant liquid in the sheared semisolid slurry of Scripta Materialia Sn- 15 wt.%Pb alloy[J]. 2002, 46: 205-210.
[13] HITCHCOCK M, WANG Y, FAN Z. Secondary solidification behaviour of the Al-Si-Mg alloy prepared by the rheo-diecasting process[J]. Acta Materialia, 2007, 55: 1589-1598.
[14] CHEN Z W, ZHANG H F, LEI Y M. Secondary solidification behaviour of AA8006 alloy prepared by suction casting[J]. Mater Sci Technol, 2011, 27(9): 769-775.
[15] ��Ԫ��, �� ��, �� ӱ. ���������̬�ƽ��������о�[J]. �������켰��ɫ�Ͻ�, 2010, 30(3): 227-230.
LI Yuan-dong, YANG Jiang, MA Ying. Research of Semi-solid slurry was prepared self-inoculation method[J]. Special Casting & Nonferrous Alloys, 2010, 30(3): 227-230.
[16] ��Ԫ��, ���˺�, ������, ������, �ܺ�ΰ, ������. 2024�������Ͻ���̬������������ȴ�ͱ��¹����е���֯�ݱ�[J]. �й���ɫ����ѧ��, 2013, 23(1): 44-48.
LI Yuan-dong, LIU Xing-hai, LI Yan-lei, SUO Jiang-long, ZHOU Hong-wei, ZHANG Xin-long. Microstructure evolutions of semisolid slurry of 2024 wrought aluminum alloy during continuous cooling and isothermal holding[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(1): 44-48.
[17] POMPE O, RETTENMAYR M. Microstructural changes during quenching[J]. Journal of Crystal Growth, 1998, 192: 300-306.
[18] JI S, MA Q A, FAN Z. Semisolid processing characteristics of AM Series Mg alloys by rheo-diecasting[J]. Metallurgical and materials transactions A, 2006, 37: 779-787.
[19] VOORHEES P W, HARDY S C. Ostwald ripening in a system with a high volume fraction of coarsening phase[J]. Metallurgical Transactions A, 1988, 19(11): 2713-2721.
[20] CHEN C P, TSAO C Y A. Semi-solid deformation of non dendritic struction-I. phenomenological behavior[J]. Acta mater, 1997, 45(5): 1955-1968.
[21] ������, �� ��, ��ӽ��. ���Ͽ�ѧ����[M]. �Ϻ�: �Ϻ���ͨ��ѧ������, 2010: 5.
HU Geng-xiang, CAI Xun, RONG Yong-hua. Fundamentals of materials science[M]. Shanghai: Shanghai Jiao Tong University Press, 2010: 5.
[22] ��Ԫ��, �����, �� ӱ, �ַ���, �� Զ. ������� AZ91D þ�Ͻ����֯�����������Ϊ[J]. �й���ɫ����ѧ��, 2008, 18(1): 18-23.
LI Yuan-dong, CHEN Ti-jun, MA Ying, YAN Feng-yun, HAO Yuan. Microstructural characteristic and secondary solidification behaviorof AZ91D alloy prepared by thixoforming[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(1): 18-23.
[23] KERR H W, KURZ W. Solidification of peritectic alloys[J]. International Materials Reviews, 1996, 41(4): 129.
[24] ��˫��, ������, ������, �� ��, ����־. �����Ͻ�Ķ�������������[J]. ϡ�н��������빤��, 2005, 34(2): 235-239.
LI Shuang-ming, LU Hai-yan, LI Xiao-li, LIU Ling, FU Heng-zhi. Directional solidification and growth of peritectic alloys[J]. Rare Metal Materials and Engineering, 2005, 34(2): 235-239.
[25] AASHURI H. Globular structure of ZA27 alloy by thermo mechanical and semi-solid treatment[J]. Materials Science and Engineering A, 2005, 391: 77-85.
[26] ZHU Y H, MAN H C, LEE W B. Exothermic reaction in eutectic Zn-Al alloys[J]. Materials Science and Engineering A, 1999, 268: 147-153.
[27]  Microstructural and sliding wear behaviour of a heat-treated zinc-based alloy[J]. Tribology Letters, 2006, 25: 173-184.
Microstructural and sliding wear behaviour of a heat-treated zinc-based alloy[J]. Tribology Letters, 2006, 25: 173-184.
Microstructure and solidification behavior of ZA27 prepared by self-inoculation rheological die casting
QIU Jin1, LI Yuan-dong1, 2, LI Ming1, ZHANG Ji-Yuan1, GUAN Ren-guo1, 3, CHEN Ti-jun1, 2
(1.State Key Laboratory of Advanced Processing and Recycling of Nonferrous Metals, Lanzhou University of Technology, Lanzhou 730050, China;
2. Key Laboratory of Non-ferrous Metal Alloys, Ministry of Education, Lanzhou University of Technology, Lanzhou 730050, China;
3. College of Materials and Metallurgical, Northeastern University, Shenyang 110004, China)
Abstract: The semi-solid slurry of ZA27 casting alloy was prepared by self-inoculation method. And then, the microstructure and solidification behavior during rheo-diecasting forming process were studied. The results show that the semi-solid slurry of ZA27 alloy with the morphology of fine, round and uniform distribution of primary ��(Al) grains can be prepared when the slurry is isothermally holded at 480 �� for 3 min, the average size of primary grain is 52.32 ��m. Segregation of liquid phase would be occured during the forming process of semi-solid slurry, the secondary solidified grains grow into ��vermicular�� in the area of the high stress. Remaining liquid has different solidification ways in the different parts of castings, but without coarse dendrites. In the positions of low cooling rate, the peritectic phase (��) can be generated in eutectic microstructure, where the attachment growth is the mainly way for secondary solidification. On the contrary, in the position of high cooling rate, the mainly way is nucleation solidification with a lot of secondary crystal nucleus and the fine eutectic microstructure. The grains of secondary solidification can either nucleate by ��(Al), or grow directly by the nucleus of �� phase. Cu element is enriched in the eutectic �� phase.
Key words: self-inoculation method; secondary solidification; semi-solid state; peritectic; eutectic; ZA27 alloy
Foundation item: Project(51464031) supported by the National Natural Science Foundation of China
Received date: 2015-12-15; Accepted date: 2016-04-20
Corresponding author: LI Yuan-dong; Tel: +86-931-2976795; E-mail: liyd_lut@163.com
(�༭ �� ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51464031)
�ո����ڣ�2015-12-15�������ڣ�2016-04-20
ͨ�����ߣ���Ԫ�������ڣ���ʿ���绰��0931-2976795��E-mail��liyd_lut@163.com
ժ Ҫ���������������Ʊ�ZA27���̬���ϣ��о�����ѹ�����ι����е�����֯��������Ϊ�����������ZA27���̬������480 ����±���3 min���ܹ��Ʊ���ϸС��Բ�����ֲ����ȵij�����(Al)������ƽ�������ߴ�52.32 ��m�������ڳ��ι����з���Һ��ƫ�����������ϴ�λ�����ο������ɡ����״����ʣ��Һ����������ͬ��λ�����̷�ʽ��ͬ������û�дִ����֦�����ڡ�����ȴ���ʽ�С�IJ�λ���������̷�ʽ��ҪΪ�������������������ڹ�����֯���а�����������������ȴ���ʽϴ�λ��ҪΪ�κ����̣����ξ�����Ŀ�࣬������֯ϸС�����ξ������ܹ��Ը�Zn�Ħ�(Al)���κˣ�Ҳ����ֱ���Ԧ����κ�������Cu�����ڹ��������С�
[1] �����, �� Զ, �� ��, �ҽܽ�. ZA27�Ͻ������֯[J]. �й���ɫ����ѧ��, 2002, 12(2): 294-299.
[3] ����Ȼ, ������, �� ��. ����п��ͭ�Ͻ�[M]. ����: ��ѧ��ҵ������, 2006: 21.
[4] FAN Z. Semisolid metal processing[J]. International Material Reviews, 2002, 47(2): 49-85.
[7] ������, ë����, ���ڴ�. ��������ιܽ�ע���Ʊ����̬A356���Ͻ���[J]. �й���ɫ����ѧ��, 2011, 21(1): 95-101.
[15] ��Ԫ��, �� ��, �� ӱ. ���������̬�ƽ��������о�[J]. �������켰��ɫ�Ͻ�, 2010, 30(3): 227-230.
[21] ������, �� ��, ��ӽ��. ���Ͽ�ѧ����[M]. �Ϻ�: �Ϻ���ͨ��ѧ������, 2010: 5.
