

Effects of addition of NH4HCO3 on pore characteristics and compressive properties of porous Ti-10%Mg composites
WANG Yue-qin, TAO Jie, ZHANG Jin-long, WANG Tao
College of Material Science and Technology, Nanjing University of Aeronautics and Astronautics,
Nanjing 210016, China
Received 23 June 2010; accepted 8 October 2010
Abstract:
Porous Ti-Mg composites were successfully fabricated through powder metallurgy processing with ammonium hydrogen carbonate (NH4HCO3) as a space-holder. The effects of NH4HCO3 on properties of porous composites were comprehensively investigated. The pore characteristics and compressive properties of the specimens were characterized by X-ray diffractometry (XRD) and scanning electron microscopy (SEM). The results show that the porosity of the porous composites can be tailored effectively by changing the amount of NH4HCO3 added, and the use of NH4HCO3 has no influence on the microstructure and phase constituents of the Ti-10%Mg porous composites. The open porosity and compressive strength as well as compressive elastic modulus vary with the adding amount and particle size of NH4HCO3. When the mass fraction of NH4HCO3 added is 25%, elastic modulus and compressive strength of composites with porosity of around 50% are found to be similar to those of human bone.
Key words:
Ti-Mg composite; NH4HCO3; powder metallurgy; porosity; compressive;
1 Introduction
It is well known that Ti and Ti alloys are nowadays the most attractive metallic biomaterials due to their excellent mechanical properties, wonderful biocompatibility, and good corrosion resistance[1]. However, one of the major problems concerning metallic implants in orthopedic surgery is the mismatch of elastic moduli between the bone (0.1�C30 GPa) and metallic implants (110 GPa for Ti). Bone is insufficiently loaded due to the mismatch, as called ��stress-shielding��[2]. Recently, these materials with porous structure have attracted increasing interest because they can provide not only a favorable environment for bone ingrowths, but also matching mechanical properties (particularly, elastic modulus and stiffness) to the surrounding bone, which would be expected to reduce the extent of ��stress-shielding��[3-4].
A number of approaches to the fabrication of porous Ti and Ti alloys have been reported, such as loose powder sintering, slurry foaming[5], hollow sphere sintering[6], reactive sintering[7] and gas entrapped techniques[8]. However, most of the above-mentioned methods either provide a limited porosity or controlled porosity. Powder metallurgy technique using space- holder materials comes into action with its advantages like adjustable porosity amount, pore shape, and pore size distribution[9-13].
For porous Ti and Ti alloys, due to the ability to decompose completely at relatively low temperature to avoid the reaction with the host powders, ammonium hydrogen carbonate (NH4HCO3) is considered a great space-holder material. Many researches have been reported on the effects of space holder amount to the property of ammonium hydrogen carbonate (NH4HCO3) as the space-holder material by powder metallurgy technique, such as porous titanium, porous Ti-18Nb-4Sn alloys, porous Ti-16Nb-4Sn alloys, porous TiNbZr alloys and porous NiTi shape memory alloys. However, to the best knowledge of the authors, there is less systematic study on the effects of space-holder material particle size.
In the present study, porous Ti-10Mg (mass fraction, %) composites with varying porosity are fabricated by powder metallurgy route, using ammonium hydrogen carbonate (NH4HCO3) as space-holder material. The effects of amount and particle size space of holder on the porosity, pore size, phase constitution and compressive strength of the porous Ti-10Mg composites were systematically investigated.
2 Experimental
2.1 Ball milling of Ti and Mg powders
Titanium/magnesium powder mixtures (10% Mg in mass fraction, balance Ti) were mixed together using n-hexane as a process control agent. Milling was performed at room temperature in a planetary ball mill (QM-3SP4) with steel containers and steel balls with a rotational speed of 300 r/min for 10 h. The mass ratio of the ball to powder was 10:1. To prevent the powders from oxidation during processing, the ball-milling vials were vacuumized and then filled with 99.99% pure argon gas.
2.2 Fabrication of porous Ti-10Mg samples
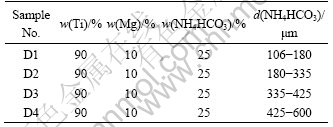
The ball-milled powders were thoroughly mixed with ammonium hydrogen carbonate (NH4HCO3) as space-holder agent. Five kinds of samples were designed using different amounts of NH4HCO3, as listed in Table 1. Four kinds of samples were designed with different particle sizes of NH4HCO3, as listed in Table 2. Those mixtures of ball-milled powders and NH4HCO3 were cold pressed into green compacts in a double ended steel die at 550 MPa using a hydraulic press and the green compacts were heat treated in two steps. The first step was carried out at 80 ��C for 4 h to burn out the space-holder material, and then the compacts were heated up to 110 ��C for 2 h to remove residual moisture in the vacuum furnace. In the second step, the compacts were heated up to 630 ��C, held for 2 h with argon to prevent atmosphere in a tubular furnace and cooled down to room temperature. The sintered samples were washed with ethanol in an ultrasonic cleaner, and then dried in an oven at 75 ��C.
Table 1 Five kinds of samples with different amounts of NH4HCO3
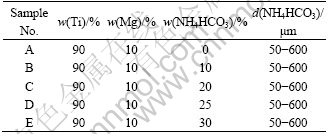
Table 2 Four kinds of samples with different particle sizes of NH4HCO3
2.3 Characterization of prepared porous Ti-10Mg samples
The porosity and open porosity were determined by Archimedes��s method for porous Ti-10Mg composites with the theoretical density of 3.89 g/cm3. The phase constituents of the fabricated porous samples were determined by XRD analysis with Cu K�� radiation at 40 kV within a range of diffraction angles from 10�� to 80�� at a scanning speed of 2(��)/min. The microstructure characteristics of the samples were characterized with scanning electron microscope.
2.4 Mechanical properties evaluation of porous Ti-10Mg samples
Mechanical properties of porous Ti-10Mg samples were studied by the compression test on a SANS compression testing machine at room temperature using the cylindrical shaped samples with the dimensions of 10 mm��10 mm. Those samples were compressed at a strain rate of 0.5 mm/min. Average compressive strength and modulus values were calculated from three specimens.
3 Results and discussion
3.1 Phase constituents of porous Ti-10Mg composites
XRD patterns of the sintered porous Ti-10Mg composites are shown in Fig.1. In order to investigate the influence of NH4HCO3 on the phase constituents of Ti-10Mg composites, samples without NH4HCO3 (sample A) and with 30% NH4HCO3 (sample E) were prepared. In both samples A and E, the main phases are Ti and Mg. The XRD pattern of porous sample E is similar to that of sample A, indicating that the addition of NH4HCO3 has little effect on the constituents.
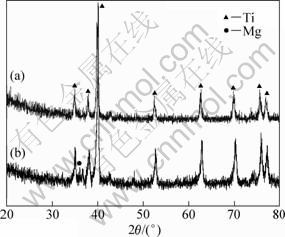
Fig.1 XRD patterns of porous samples without NH4HCO3 (a) and with 30% NH4HCO3 (b)
3.2 Total porosity and open porosity
The porosity and open porosity of the sintered porous composites prepared from different amounts of NH4HCO3 are shown in Fig.2. The open porosity is expressed as a percentage of the interconnected pore space in total porosity. As can be seen, the porosity and open porosity tend to increase from 13.8% and 5.4% to 54.8% and 63.0%, respectively, with increasing the amount of NH4HCO3. The formation of pores in the sintered composites can mainly be attributed to the vacancies resulting from the decomposition of NH4HCO3 and original pores in the green compacts. The porosity of the sample with 25% NH4HCO3 was around 50% (volume fraction), which is promising for biomedical applications since the optimal porosity of implant materials for ingrowths of new-bone tissues is in the range of 20%-50%[14].
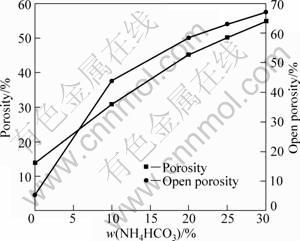
Fig.2 Effects of NH4HCO3 amount on porosity and open porosity of samples
The particle size of NH4HCO3 has little effect on the porosity of samples. However, the open porosity increases linearly from 58.0% to 71.0% with increasing the particle size of NH4HCO3. An open porous structure allows bone tissue in-growth of the implant in the body and thus provides the desired degree of firm fixation[7].
The results of the above mentioned indicate that the porosity depends mainly on NH4HCO3 additive amount, while open porosity depends on not only the added NH4HCO3 amount but also the particle size of NH4HCO3. Therefore, the porosity of Ti-10Mg composites can be controlled by adjusting the initial NH4HCO3 content, and the open porosity can be controlled by adjusting the initial NH4HCO3 content and the particle size. The open pores are favorable to bone tissue ingrowth and body fluid transportation[15-16].
3.3 Microstructure characterization
Porous Ti-10Mg composites with porosities in the range of 13.8%-54.8% were successfully fabricated by adding different amounts of NH4HCO3. The structures of porous composites are different with the change in the percentage of space holder, as shown in Fig.3. Only micropores can be seen in the sample without NH4HCO3 (Fig.3(a)). It can be seen that in these porous Ti-Mg composites with NH4HCO3 as space-holder, there are two types of pores, micropores and macropores (Figs.3(b), (c), (d)). These micropores may be attributed to the trapped residuals of NH4HCO3 decomposition, the nonmetallic impurities existing in the raw powders, the insufficient sintering and the volume shrinkages occurred during the process of sintering; while the macropores are obtained by the decomposition of NH4HCO3 particles. It can also be seen that the number and size of pores increase with increasing the amount of NH4HCO3. Most of the macropores are in 100-400 ��m, in which the optimal pore size has been found[17]. And with increasing the amount of NH4HCO3, those pores exhibit a feature of basically homogeneous distribution with less sharp corners, which contributes to decrease the stress concentration. Moreover, the porous sample is characterized by pore interconnectivity, which is an important criterion for porous implant to deliver nutrition and transport body fluid.
The structures of porous composites with NH4HCO3 of different particle sizes are presented in Fig.4. As can be seen, the pore sizes are almost in 200-400 ��m for the four kinds of samples, which indicates that the particle size of NH4HCO3 has little influence on the pore size of titanium alloy. This special phenomenon may be attributed to the cohesive nature of NH4HCO3, which makes it prone to agglomeration, so that in the process of mixing, NH4HCO3 agglomerates. From the above mentioned results, we can say that the pore size mainly depends on the content of NH4HCO3 but not on the particle size of NH4HCO3.
3.4 Mechanical properties
The compressive stress��strain curves of the prepared porous Ti-10Mg composites with different amounts of NH4HCO3 are shown in Fig.5. No significant deformation of the stress plateau is found in the compressive stress��strain curves. When the compressive stress reaches the maximum, brittle failure does not occur immediately, but deformation continues under low stress caused by the porous structure. The higher porosity leads to a larger strain under low stress.
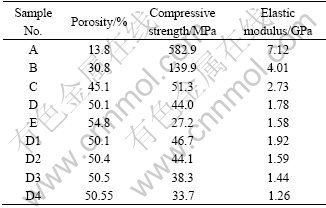
The elastic modulus was determined from the initial linear slope of the stress��strain curve. The ultimate compressive strength defined as the maximum stress in the curve is listed in Table 3. The increase of NH4HCO3 content leads to a decrease of the compressive strength and elastic modulus from 582.9 MPa and 7.12 GPa to 27.2 MPa and 1.58 GPa, respectively. The compressive strength and the elastic modulus values of the porous samples with NH4HCO3 decrease from 46.7 MPa and 1.92 GPa to 33.7 MPa and 1.26 GPa with increasing NH4HCO3 particle size. This may be attributed to the increase of the open porosity with increasing NH4HCO3 particle size. The deformation mainly occurs through holes in the samples with open pore, while the deformation of the samples with closed pore mainly depends on the pore walls. So, the strength and elastic modulus of samples decrease with increasing open porosity at the same porosity. In this study, it can be observed that the values for the porous samples with NH4HCO3 amount of 25%-30% meet those of cancellous bone (compressive strength: 5-10 MPa; modulus: 0.05-0.1 GPa)[19], and elastic modulus in the range of 1.26-1.92 GPa is comparable to natural bone (0.1-30 GPa). The low modulus of the porous titanium would prevent stress from shielding and the bone in-growth from the surrounding tissue would produce a good matching with the mechanical properties of the bone, the system to be replaced. The compressive strength of porous sample is higher than that of cancellous bone, which can meet the mechanical requirements of cancellous bone.
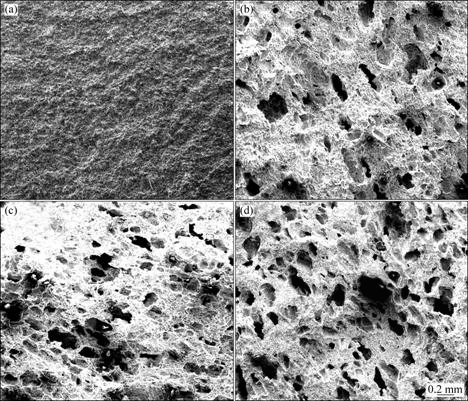
Fig.3 SEM images of porous composites with different amounts of NH4HCO3: (a) Sample A; (b) Sample B; (c) Sample C; (d) Sample D
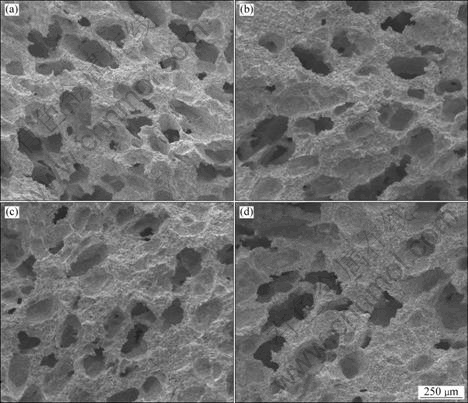
Fig.4 SEM images of porous composites with NH4HCO3 of different particle sizes: (a) Sample D1; (b) Sample D2; (c) Sample D3; (d) Sample D4
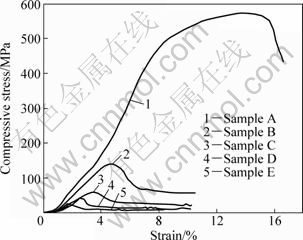
Fig.5 Compressive stress��strain curves of porous Ti-10Mg composites with different amounts of NH4HCO3
Table 3 Compressive strength and elastic modulus of porous Ti-10Mg composites
4 Conclusions
1) The porous Ti-10Mg composites with the porosity in the range of 13.8%-54.8% and macropore size in the range of 100-400 ��m were successfully fabricated by powder sintering route from Ti and Mg powders with space holder of NH4HCO3 powder to regulate the pore feature and mechanical property. The effects of amount and particle size of space holder on the porosity, pore size, phase constitution and compressive strength of porous Ti-10Mg composites were systematically investigated.
2) The phase constituents of the sintered porous Ti-10Mg composites are insensitive to the amount of added NH4HCO3.
3) The porosity and open porosity tend to increase with increasing amount of added NH4HCO3, while only the open porosity increases with increasing the particle size of NH4HCO3.
4) The compressive strength and elastic modulus of the porous samples decrease significantly with increasing the amount and particle size of NH4HCO3.
5) The porosity of 30.8%-54.8% and macropore size of 100-400 ��m for the sintered porous Ti-10Mg composites meet the need of cancellous bone. The compressive strength (27.2-139.9 MPa) and elastic modulus (1.26-4.01 GPa) for the sintered porous Ti-10Mg composites are close to those of human bone.
References
[1] WEN C E, YAMADA Y, SHIMOJIMA K, CHINO Y. Processing and mechanical properties of autogenous titanium implant materials [J]. Journal of Materials Science: Materials in Medicine, 2002, 13(4): 397-401.
[2] OH I H, NOMURA N, MASAHASHI N, HANADA S. Mechanical properties of porous titanium compacts prepared by powder sintering [J]. Scripta Materialia, 2003, 49(12): 1197-1202.
[3] RYAN G, PANDIT A, APATSIDIS D P. Fabrication methods of porous metals for use in orthopedic applications [J]. Biomaterials, 2006, 27(13): 2651-2670.
[4] STPIEERE J P, GAUTHIER M, LEFEBVRE L P, TABRIZIANA M. Three-dimensional growth of differentiating MC3T3-E1 pre- osteoblasts on porous titanium scaffolds [J]. Biomaterials, 2005, 26(35): 7319-7328.
[5] LI J P, LI S H, DE GROOT K, LAYROLLE P. Preparation and characterization of porous titanium [J]. Key Engineering Materials, 2002, 218-220: 51-54.
[6] DUNAND D C. Processing of titanium foams [J]. Advanced Engineering Materials, 2004, 6(6): 369-376.
[7] BARRABES M, SEVILLA P, PLANELL J A, GIL F J. Mechanical properties of nickel-titanium foams for reconstructive orthopedics [J]. Material Science and Engineering C, 2008, 28(1): 23-27.
[8] MURRAY N G D, DUND C. Effect of thermal history on the superplastic expansion of argon-filled pores in titanium: Part I, Kinetics and microstructure [J]. Acta Materialia, 2004, 52(8): 2269-2278.
[9] LAPTEV A, VYAL O, BRAM M, BUCHKREMER H P, STOVER D. Green strength of powder compacts provided for production of highly porous titanium parts [J]. Powder Metallurgy, 2005, 48(4): 358-364.
[10] KOTAN G, BOR A S. Production and characterization of high porosity Ti-6Al-4V foam by space holder technique in powder metallurgy [J]. Turkish Journal of Engineering and Environmental Sciences, 2007, 31(3): 149-156.
[11] WEN C E, MABUCHI M, YAMADA Y, SHIMOJIMA K, CHINO Y, ASAHINA T. Processing of biocompatible porous Ti and Mg [J]. Scipta Materialia, 2001, 45(10): 1147-1153.
[12] ESEN Z, BOR ?. Processing of titanium foams using magnesium spacer particles [J]. Scripta Materialia, 2007, 56(5): 341-344.
[13] BRAM M, STILLER C, BUCHKREMER H P, STOVER D, BAUR H. High-porosity titanium, stainless steel and superalloy parts [J]. Advanced Engineering Materials, 2000, 2(4): 196-199.
[14] THIEME M, WIETERS K P, BERGNER F, SCHARNWEBER D, WORCH H, NDOP J, KIM T J, GRILL W. Titanium powder sintering for preparation of a porous FGM destined as a skeletal replacement implant [J]. Material Science Forum, 1999, 308: 374-380.
[15] SUCHANEK W, YOSHIMURA M. Processing and properties of hydroxyapatite-based biomaterials for use as hard tissue replacement implants [J]. Journal of Materials Research, 1998, 13(1): 94-117.
[16] CHANG, Y S, OKA M, KOBAYASHI M, GU H O, LI Z L, NAKAMURA T, IKADA Y. Significance of interstitial bone ingrowth under load-bearing conditions: A comparison between solid and porous implant materials [J]. Biomaterials, 1996, 17(11): 1141-1148.
[17] HERNANDEZ R, POLIZU S, TURENNE S, YAHIA L. Characteristics of porous nickel-titanium alloys for medical applications [J]. Biomedical Materials and Engineering, 2002, 12(1): 37-45.
[18] ELICES M. Structural biological materials: Design and structure�Cproperty relationships [M]. New York: Pergamon Press, 2000: 31-72.
����NH4HCO3�Զ��Ti-10%Mg���ϲ��ϵ�
��϶������ѹ�����ܵ�Ӱ��
�����ڣ��� �ܣ��Ž������� ��
�Ͼ����պ����ѧ ���Ͽ�ѧ�뼼��ѧԺ���Ͼ� 210016
ժ Ҫ������̼����立�ĩ������ұ���Ʊ������-þ���ϲ��ϣ����Զ���ϲ��ϵ����ܽ����ۺϿ��졣����X��������(XRD)��ɨ���������(SEM)�Կ�϶���Ժ�ѹ�����ܽ��б��������������ͨ������̼����淋ļ��������Կ��Ƹö�ײ��ϵĿ�϶�ʣ�̼����臨Զ��Ti-10%Mg���۽ṹ�������û��Ӱ�죻��ײ��ϵĿ����ʺͿ�ѹǿ������̼����淋��������������ı仯���仯����̼�����������Ϊ25%(��������)ʱ���õ���϶��Լ50%�Ķ�ײ��ϵĿ�ѹǿ���뿹ѹģ�����˹ǵ����ơ�
�ؼ��ʣ�Ti-Mg���ϲ��ϣ�̼����泥���ĩұ�𣻿�϶�ʣ�ѹ��
(Edited by YANG Hua)
Corresponding author: TAO Jie; Tel: +86-25-84895378; E-mail: taojie@nuaa.edu.cn
DOI: 10.1016/S1003-6326(11)60824-8
