
���±�ţ�1004-0609(2015)-01-0072-08
6061_T4���Ͻ�˫������Ħ����T�ͽ�ͷ��֯������
���1, 2�������1, 2���� ��1, 2
(1. ����ѧ ���Ͽ�ѧ�빤��ѧԺ����� 300072��
2. ����ѧ ������ִ����Ӽ����ص�ʵ���ң���� 300072)
ժ Ҫ��
�ֱ���ý���Ħ����(FSW)��������˫�������շ����Ʊ����Ͻ�T�ͽ�ͷ���Աȷ���������˫��FSW-T�ͽ�ͷ��ȱ�ݡ�����֯��Ӳ�ȼ��������ܡ������������Ե�������ͷ��˫�������տ���Ч����FSW-T�ͽ�ͷȱ�ݳߴ缰����ȱ�ݷֲ�״̬������ȱ����ʧ��������ͣ��ǽ�ȱ�ݳ��Ƚ��ͣ�˫������ͷ��ǰ����ͺ��˲����֯�����ܲ����������Խ��ͣ���������Χ�Ͳ����С��˫������ͷ��������������ߣ��ڽ��ͱڰ巽�������������ձ�Ϊĸ�ĵ�80%���ϣ����Ը��ڵ�������ͷ���������ܡ�
�ؼ��ʣ�
6061-T4���Ͻ�������Ħ������T�ͽ�ͷ��˫��������ѧ������
��ͼ����ţ�TG453.9���� ���ױ�־�룺A
Microstructure and property of 6061-T4 aluminum alloy T-joints by friction stir welding under single pass and double passes
XIE Yong-hui1, 2, YANG Xin-qi1, 2, CUI Lei1, 2
(1. College of Materials Science and Engineering, Tianjin University, Tianjin 300072, China;
2. Tianjin Key Laboratory of Advanced Joining Technology, Tianjin University, Tianjin 300072, China)
Abstract: 6061-T4 aluminum alloy T-joints were jointed by friction stir welding under single pass and double passes. The welding defects, microstructure, hardness profiles and tensile strength under different welding passes were observed and discussed. The results show that, compared with the single pass welding joints, double passes welding joints have such advantages as follows, the size and distribution of defects are modified, the area of tunnel defects decreases or disappears and the kiss bonding decreases; the inhomogeneity of microstructure and property at advancing side and retreating side decreases greatly; besides, the area and difference of softened zone reduce; the tensile property improves evidently to 80% of that of the base metal, which is better than that of the single pass welding joints.
Key words: 6061-T4 aluminum alloy; friction stir welding; T-joint; double passes welding; mechanical property
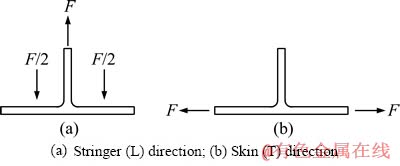
����Ħ������Ӣ�������о�����1991�������һ�ֹ������ӷ��������㷺Ӧ�������Ͻ�[1-2]��T�ͽ�ͷ�DZ������Ͻ��һ����Ҫ������ʽ���ڷɻ��������ӽ�ڰ弰��������ṹ�������й㷺Ӧ�á��ڹ��⣬�����о���[3-9]�����Ͻ����Ħ����T�ͺ��칤�ս������о������Dz��ó�����蹤��������о�ʵ��T�ͽ�ͷ����Ħ�������̣�������Բ��ô�ӡ��ԽӺͶԴ��(��ͼ1)�Ľ����ڰ�������γ�T������Ч���ӣ������˺��ӹ��ա�ȱ�ݼ���֯���ܵ��Ӱ�졣TWI���þ�ֹ������Ħ��������ʵ���˽Ǻ����T������[10]���ڹ��ڣ�Ҳ���о��߶Խ���Ħ����T�ͽ�ͷ�����˻����о�[11-17]���ڿ��������Ͻ�FSW-T�ͽ�ͷר�üо����蹤�����ϣ������о��˺��ӹ��ղ��������ڰ���Ϸ�ʽ��FSW-T��ͷȱ�ݡ���֯����ѧ���ܵ�Ӱ�졣������������ں��ӹ��ռ��̶��о���ʽ�仯��T�ͺ������ӽ��洦�ײ�������������ȱ��,���¶Խ�T�ͽ�ͷ�ڰ巽��ʹ��T�ͽ�ͷ��巽������ǿ�Ƚϵͣ��ֲ�ȱ�ݵĴ��ڽ���T�ͽ�ͷƣ�����ܲ�������Ӱ�졣��ˣ���ξ�����������ȱ����Ӧ�ý���Ħ����T�ͽ�ͷ�Ĺؼ����ڡ�
�ڴˣ�����������FSW-T��ͷ˫�������նԽ�ͷ�ڲ�ȱ�ݵ�Ӱ���о�Ϊ�ص㣬ͨ���뵥����FSW-T��ͷȱ�ݡ�����֯��Ӳ�ȼ���ͷ������ѧ���ܽ��жԱȷ���������Ϊ̽�����������FSW-T��ͷȱ�ݼ����FSW-T��ͷ�ۺ���ѧ�����ṩ�¹��ա�
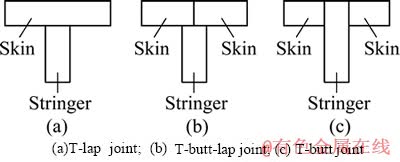
ͼ1 T�ͽ�ͷ�����ʽ
Fig. 1 Combination modes of T-joint
1 ʵ��
�������Ϊ3 mm��6061-T4(���ܴ���+��ȻʱЧ)���Ͻ�壬��ѧ�ɷ����1���У�����ǿ��189MPa����FSW-RS32-015�ͽ���Ħ����ר���豸�ϲ��ô��T�ͺͶԽ�T�ͽ�ͷ���к��ӡ����У�������Ϊ�Σ�����氼��5�㣬���ֱ��(D)20 mm������ֱ��(D1)5.5 mm������ֱ��(D2)2 mm�������볤(h)4.5 mm�����ߴ�350 mm��65 mm��3 mm���ڰ�ߴ�350 mm��90 mm��3 mm��T�Ӽо߹սǰ뾶2.5 mm����ͼ2��ʾ��
ͼ3��ʾΪ��������˫����ʾ��ͼ����ͼ3��֪����������ʱ������ͷ��ʱ����ת��˫������ʱ������ʱ���˳ʱ����ͬһ�������ӣ�����Ӱ�����ز��䡣���蹤�����2.5�㣬ѹ����0.15 mm�������ٶ�Ϊ100 mm/min�����ຸ�ӹ��ղ������2���С�
��1 6061-T4���Ͻ�ѧ�ɷ�
Table 1 Chemical composition of 6061-T4 aluminum alloy (mass fraction, %)

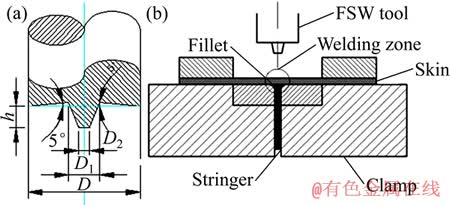
ͼ2 ����Ħ��������ͷ��װ��ʾ��ͼ
Fig. 2 Schematic diagram of FSW tool (a) and assembly drawing (b)
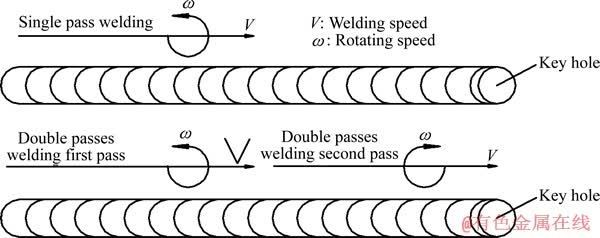
ͼ3 ��������˫����ʾ��ͼ
Fig. 3 Schematic of single pass and double passes welding
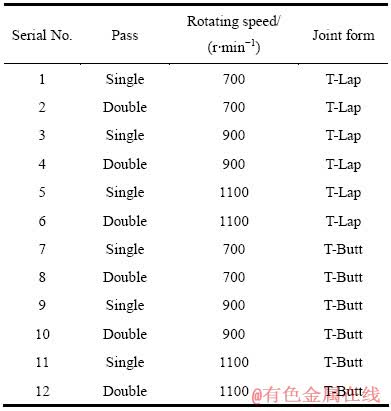
��2 ����Ħ�������ӹ��ղ���
Table 2 Welding parameters of FSW
�����и��ĥ�����������û������Һ��ʴ��OLYMPUS GX51��ѧ�����۲�ȱ�ݺ�����֯�������432SVD��ά��Ӳ�ȼƲ��Խ�塢�ڰ庸�����Ӳ�ȷֲ��������غ�250 N������ʱ��10 s��Ӳ�Ȳ��Ե���0.5 mm��ÿһ�淶ȡ�������������ڰ�ߴ�93 mm��25 mm��3 mm�����ߴ�62 mm��25 mm��3 mm��ʹ��CSS-44100��������������ֱ����Ž��(L)���ڰ�(T)���������-λ�ƿ��Ʒ�ʽ�������Σ������ٶ�1 mm/min�����ط�ʽ��ͼ4��ʾ��
ͼ4 ����Ħ����T�ͽ�ͷ�������ʾ��ͼ
Fig. 4 Schematic diagram of FSW T-joint tensile test
2 ��������
2.1 �����ò��ȱ��
ͼ5��ʾΪ���ͽ�ͷ��������ò�����ݲ�����������֯����������Ħ����T�ͽ�ͷ�ڽ��ͱڰ��з�Ϊ4����������(NZ)������Ӱ����(TMAZ)����Ӱ����(HAZ)��ĸ����(BM)������ת�ٺͺ��ٵķ�����죬�ڰ��Ϊǰ����(AS�������ٶȺ���ת�ٶ���ͬһ��)�ͺ��˲�(RS�������ٶȺ���ת�ٶ��෴һ��)����ʵ����˫������ͷ�������ϸ������ϵ�ǰ����ͺ��˲࣬Ϊ�������㣬�õ�һ������ڰ�ǰ����ͺ��˲ࡣ
��ͼ5(a)��5(c)��ʾ���������ӿ�ʵ�ֽ��ͱڰ�T�ͽ�ͷ���ӣ������ɽ��蹤�߶��͡���ѹ���Լо����ƹ�ͬ���ö��γɵĶ���Բ�����ɺ�ֺ���ڱڰ庸��ǰ���ֺຸ��λ����ȱ�ڣ����ָ�ֺȱ��(Root toe defect)���ڱڰ庸��ǰ����Բ�ǹ��ɺ�ֺ��Ե��������ȱ��(Tunnel)��������������Ч�������棬����Ӧ�����С���ͼ6(c)��6(d)��ʾ����ͷ�����ǽ�(Kiss bonding)�͡�Z����(Zigzag line)��������ȱ�ݡ����˽�庸��ǰ����ͺ��˲�Բ�ǹ��ɺ�ֺ��Ե�ǽ�ȱ���⣬�ں��˲�������ź�ǰ��Ӵ�λ��������ǽ�ȱ�ݣ����T�ͽ�ͷ�ͶԽ�T�ͽ�ͷ��ǰ���ͷ��ʽ��ͬ���ǽ�ȱ�ݵ�������ڲ��죻�ǽ�ȱ��Ϊ����Ħ����ԭʼ����֮���γɵ�һ������ȱ�ݣ������Ѿ�ͨ��ұ�������γ��������ȱ�ݵĺ��죬������ǿ�������������ܲ����ȡ���ǰ���࣬���Ͻ���������㾭������������ɢ�����ں����У����ڸ�ʴ������ĸ�Ĵ��ڲ��죬��ʴ�����µİ��ݿն�����Ϊ��Z���ߣ�һ����Ϊ�Ծ�����������Ӱ��[14, 18]��
��ͼ5(b)��5(d)��ʾ��˫�����ӿ�ʵ�ֽ��ͱڰ�T�ͽ�ͷ���ӣ�ͬ������Բ�����ɺ�ֺ����ͼ5(d)��ʾ����ֺȱ�ݴ�ȱ�ڷ�Χ���͡��ǽ�ȱ��ֻ�����ڽ�庸��ǰ����ͺ��˲�Բ�ǹ��ɺ�ֺ��Ե����ǰ����ͺ��˲�ͬʱ���ڡ�Z���ߡ�
ͼ6��ʾΪ����Ħ����T�ͽ�ͷȱ����ò����ͼ6(a)��(b)��ʾ�����Ͳ����£�����ڵ�������ͷ��˫������ͷ����ȱ����ʧ�����˲��ǽ�ȱ�ݱ���Z���ߴ�ϣ�������������, ǰ����ͺ��˲�Բ�ǹ��ɺ�ֺ�����ڡ�Z���ߡ�ͼ6(e)��(f)��ʾ�ֱ�Ϊ���в�����ǰ����ͺ��˲��ǽ�ȱ�ݳ��ȣ���ȵ�������ͷ��˫������ͷǰ�����ǽ�ȱ�ݳ������н��ͣ����˲��ǽ�ȱ�ݳ������Խ��͡�
����Ħ���������У�ǰ�������Ա��ν����ܵ���������ǰ�������ͽ�����ǰ�����Խ������ѹ���ķ������ö����������˲��ܵ����������������������ǰ�����Խ������ѹ����ͬ�����ö�����[19]��ǰ����Բ���������Խ�������˲�ת�ƽ��������˲�������������µĿ�ǻ����ǰ�������µ��������Խ����Ͳ��ֺ��˲�����Ľ�������ȫ���������������¿�ǻʱ����ǰ����Բ�������������ȱ��[15]����ͼ6(a)��ʾ������ȱ��ֻ����ǰ���ࡣ˫�����ڶ�������ʱ����һ�������������ȱ�ݵ�ǰ�����Ϊ�ڶ����ĺ��˲࣬�����������������̷�����֪���϶�����Խ��������ǰ���ڵ�����ȱ�ݣ��������ȱ�ݵ��������������ʧ������Ħ���������У�����״̬������ҪΧ�ƽ���������������ת�ƺͻ�ϣ����ڽ���ͷ���߷������˶����٣�������ͱڰ����洦��������������������ǽ�ȱ��[14]��CUI��[15]�о�ָ��������ǰ����ͺ��˲�������������Ա��β��Գƣ����˲���׳����ǽ�ȱ�ݡ�˫�����ڶ�������ʱ����һ��������ڽϳ��ǽ�ȱ�ݵĺ��˲��Ϊ�ڶ�����ǰ���࣬�ʶ�Բ�ǹ��ɺ�ֺ�������ǽ�ȱ�ݳ��Ƚ��͡���һ��������˲�������ź�ǰ��Ӵ�λ��������ǽ�ȱ�ݣ��ڶ�������ǰ���˴�״̬��û�����ӵ�������Ч���ӣ��ұ�Ϊǰ���࣬�����������ӳ�֣�������ǵ��´˴��ǽ�ȱ�ݳ������Խ��͵�ԭ��
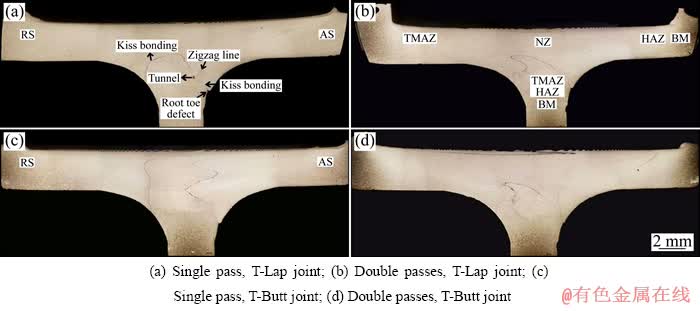
ͼ5 ����Ħ����T�ͽ�ͷ�������ͺ����ò
Fig. 5 Morphologies of typical cross sections of FSW T-joint
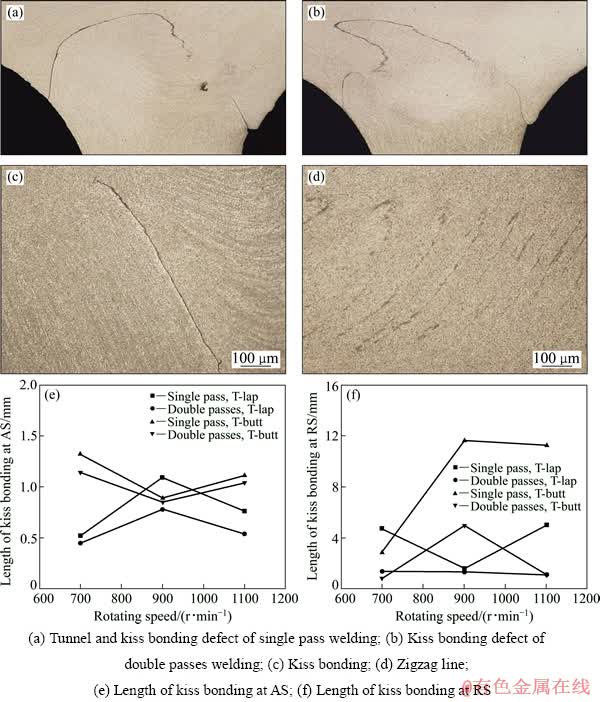
ͼ6 ����Ħ����T�ͽ�ͷȱ����ò
Fig. 6 Defects morphologies of FSW T-joint
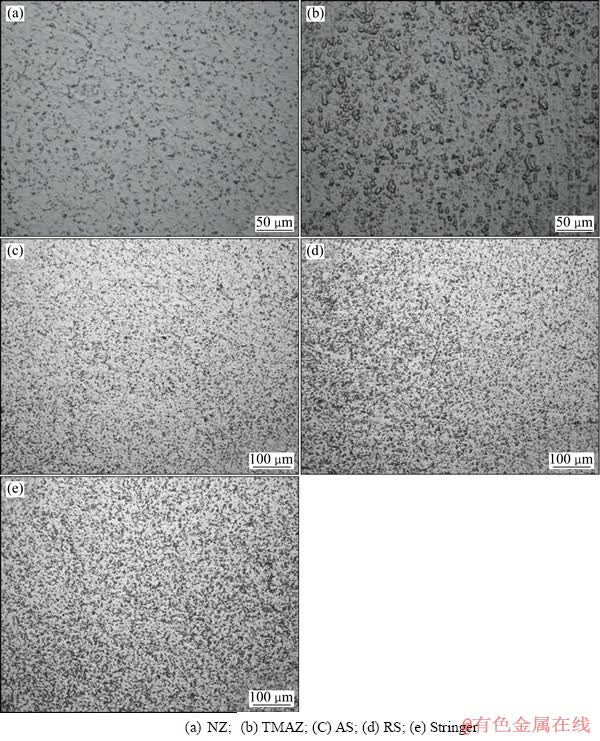
2.2 ����֯
ͼ7��ʾΪ���͵�������ͷ����֯�������������˸��º��������Ա��Σ�������̬�ٽᾧ���γ�ϸС�ĵ��ᾧ��ǿ��������ΪMg2Si��Mg5Si6��Al7Cu2Fe��(Al, Fe,Si)��[20]���ؾ���ֲ����ߴ��С�ҽ��м����������ȴֻ�������Ӱ����ǿ���������ؾ���ֲ�����Ժ����������ڽ϶�Ĵֻ����ӡ��ڰ�ǰ���ຸ����������Ӱ�����������ԣ����˲ຸ����������Ӱ��������ģ������庸����������Ӱ�����������ԡ�
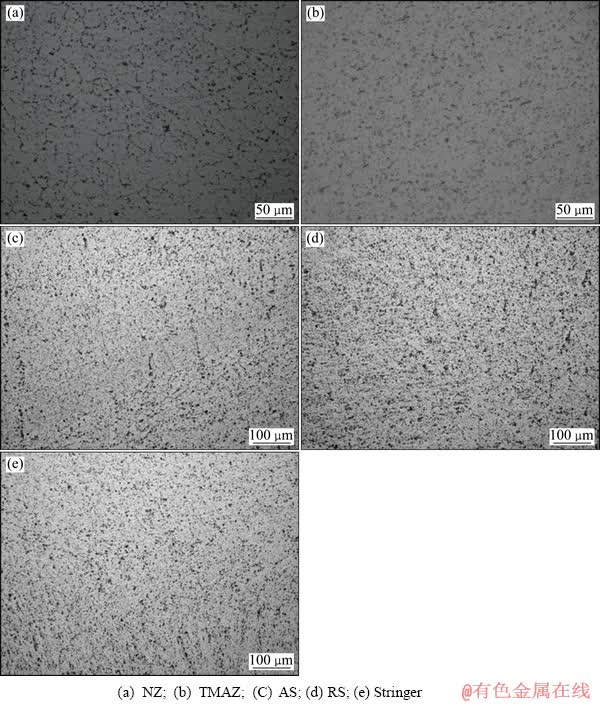
ͼ7 ������T�ͽ�ͷ������������Ӱ���������ɴ�������֯
Fig. 7 Microstructures of NZ��TMAZ and transitional region between NZ and TMAZ at single pass welding
ͼ8��ʾΪ����˫������ͷ����֯��������ͬ��ΪϸС�ĵ��ᾧ��ǿ���������ؾ���ֲ����ߴ��С���������������ȴֻ�������Ӱ����ǿ���������ؾ��羧�ڴ��¾��ȷֲ������Գ���ֻ����ڰ�ǰ���ࡢ���˲�ͽ��λ�õĺ�����������Ӱ��������ģ����
��Ե�������ͷ��˫������ͷ������ǿ�����������г�������Ӱ����ǿ�����������Դֻ��������ž���ֲ���Ϊ�ؾ��羧�ڴ��¾��ȷֲ����ڰ�ǰ���ຸ����������Ӱ����֮��Ĺ����������Ա��ģ��������ں�����������Ӱ������λ���ڴ�������Ե��Ħ�����Ƚ϶࣬ǿ�����������ȴֻ�������ڵ�������˫���������Ƕ��κ�����ѭ�����ӣ�ǿ���������������ȳ���ֻ����������ڰ�ǰ����ͺ��˲ຸ����������Ӱ�������ɴ��������Բ����ԭ��һ�����ǽ���ͷ��Χ���������IJ��Գ��ԣ�ǰ���������������·������û��Ť�������Ա��η����뺸�ӷ���һ�£�����ͷ������תֱ�Ӽ������Խ������γ����ӽ��棻���˲����ͷ��ǰ�˴��������Խ�����ת��������γ����ӽ��棬���Ա��η����뺸�ӷ����෴���뺸���������һ�£�������������Ť�������ԣ����ǰ����ĸ�Ľ����ͺ��������Ա��νϴ����˲�ĸ�Ľ����ͺ����������Ա��ν�С[14]����һ��������Ϊǰ���ಿλ������Ӻ��˲��������������ֵ��µ�������ͷǰ���ຸ����������Ӱ�������ɴ���֯����ϴ�[14]��˫�����ڶ�������ʱ����һ��������������Ӱ�������ɴ��������Բ����ǰ�����Ϊ�ڶ����ĺ��˲࣬ĸ�Ľ����ͺ��������Ա��ν�С�����ϻ����ϳ�֣����¹��ɴ���ģ����
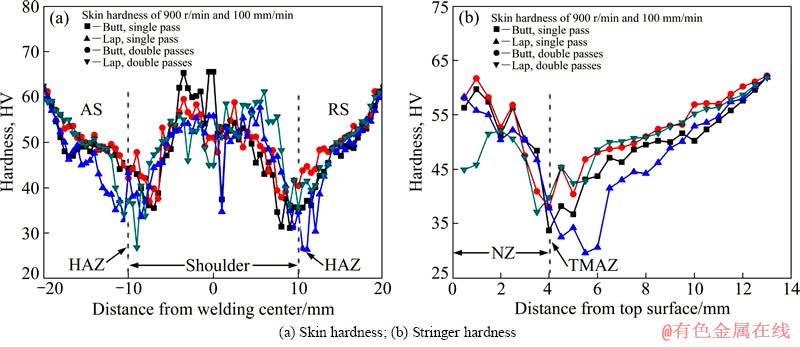
2.3 ��Ӳ��
����Ħ����T�ͽ�ͷ��Ӳ�ȷֲ���ͼ9��ʾ����������ͷ���űڰ岿λ�ʡ�W���ηֲ������Ӳ��λ������·�ǿ���������ܽ�;ۼ��ֻ�����Ӱ�������������ƶ���Ӳ�����������Ӳ��λ�ڶ�̬�ٽᾧ�γɵ�ϸ������������ǰ���ྦྷ�����δ��������Ӻͼӹ�Ӳ����ԭ��[17]������ǰ���ຸ������Ӳ���Ը��ڿ������˲ຸ�����ġ����Ž�岿λ�ʡ�N���ηֲ�����������·����˱��洦����ǿ��������ܽ���ڵ�Ӳ����������Ӱ����������֯�ִ���ǿ�����ܽ���ڵ�Ӳ��������Ӳ����֮��Ϊ�ϸ�Ӳ�ȵĺ����������Ӳ��������Ӱ������
ͼ8 ˫����T�ͽ�ͷ������������Ӱ���������ɴ�����֯
Fig. 8 Microstructures of NZ��TMAZ and transitional region between NZ and TMAZ at double passes welding
˫������ͷ���űڰ岿λ�ʡ�W���ηֲ������Ӳ������Ӱ������������Ӳ�Ƚϸߣ�ǰ����ͺ��˲�Ӳ�ȷֲ����¶Գơ����Ž�岿λ�ʡ�N���ηֲ���������Ӳ�Ƚϸߣ����Ӳ��������Ӱ������
����ڵ�������ͷ��˫������ͷ�ڰ岿λǰ����ͺ��˲�Ӳ�ȷֲ����¶Գƣ��ȽϾ��ȣ�������Ӳ�Ƚϵͣ���������Χ��С����ֵ�ϸߡ�
��ͼ7(a)��8(a)��֪��˫�����������ڶ������ӳߴ�ϴ��ҵڶ�������ʱ����һ��������Ӳ�Ƚϸߵ�ǰ�����Ϊ�ڶ����ĺ��˲࣬��Ӳ�Ƚ��ͣ�ǰ����ͺ��˲ദӲ�ȷֲ����¶Գơ�����ڵ�������˫������ͷ����Ӱ������λǿ�������Ӵֻ��������̶����ӣ������ں;���ǿ����������������������Ӳ�ȣ�Ӳ����̶߳ȴ��ڽ��ͳ̶ȣ��ʶ�Ӳ����ֵ��ߡ�
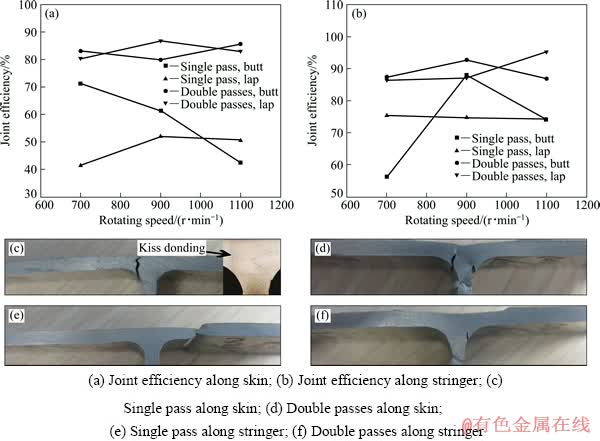
2.4 ��������
ͼ10��ʾΪT�ͽ�ͷ��������ǿ�ȼ�����λ��, ����λ�÷�Ϊ���ڰ��ϴ�������Ӱ���������У����ڰ��ϴ������ǽ�ȱ�ݣ�������ò�ô�ȱ�ݴ������ƣ���ͼ10(c)ʾ������Ӱ������Ħ���ȣ�Ӳ�ȼ����½�������������
��������ͷϵ���ϵ��Ҳ����ϼ�ֵ��75%���ң����űڰ巽����أ�ͳһ���ڽ��ڰ��ϴ�(ȱ�ݴ�)��ȱ���ǽ���ǿ�ȵ���Ҫ���أ����Ž�巽����أ�����λ�ýϷ�ɢ��
˫������ͷϵ���ϸ��Ҳ���С���ձ�ﵽ80%���ϣ����űڰ巽����أ�ͳһ���ڱڰ�����Ӱ����(������)�����Ž�巽����أ�����λ�ýϷ�ɢ��
ͼ9 ����Ħ����T�ͽ�ͷ����Ӳ��
Fig. 9 Microhardness of FSW T-joint
ͼ10 T�ͽ�ͷ��������ǿ�ȼ�����λ��
Fig. 10 Tensile strength and fracture location of FSW T-joint
����ڵ�������ͷ��˫�������T�ͽ�ͷ�����űڰ巽��ǿ�����12%~16%�����Ž�巽��ǿ�����60%~100%���Խ�T�ͽ�ͷ��ǿ�ȴ������17%���ϡ�����˫���������ڱڰ巽����أ�����Ӱ��������ȱ�ݱ�Ϊ����Ӱ������������˵��һ���̶��Ͻ�����ȱ�ݶԽ�ͷ�������ܵIJ���Ӱ�졣
����ǿ�ȺͶ���λ����Ҫ��ȱ�ݡ�����֯�ͽ�ͷ�����̶�Ӱ�죺1) ����ڵ�������˫����T�ͽ�ͷȱ�ݾ��нϼѵ����͡���������С����ò������ȱ����ʧ��������ͣ��ǽ�ȱ�ݳ��ȱ�̡�2) ����֯���ɴ���һ�������ڣ�˫������ͷ��֯�������Խ��ͣ�����˱������ڵĽ�ͷǿ�ȣ�˫������ͷ����Ӱ����ǿ�����ֻ������ھ��ں;���ֲ����ȣ���Ȼ����������������ǿ����ߣ����ں;������Э��������ߡ�3) ˫������ͷӲ�ȷֲ�������ȣ���������Χ�Ͳ����С���ʶ�˫������ͷ�����������������ڵ�������ͷ�ġ�
3 ����
1) ˫����T�ͽ�ͷ��������ȱ�ݣ������Ը���ȱ�ݡ���ϵ�����������ȱ����ʧ��������ͣ��ǽ�ȱ�ݳ��Ƚ��͡�
2) ��ϵ�������˫������ͷǿ������������࣬�ߴ���������Ӱ�������ں;�����ȷֲ����ڰ�ǰ���ຸ����������Ӱ�������ɱ��ģ������֯�������Խ��ͣ���������֯�����С��
3) �뵥������ȣ�˫������ͷӲ�ȷֲ����Ӿ��ȣ���������Χ��С����ֵ��ߡ�˫������ͷ���������������ڵ�������ͷ���ձ�ﵽĸ��83%���ϡ����ڱڰ巽����أ�����Ӱ��������ȱ�ݱ�Ϊ����Ӱ������������һ���̶��Ͻ�����ȱ�ݶԽ�ͷ�������ܵIJ���Ӱ�졣
REFERENCE
[1] MISHRA R S, M A Z Y.Friction stir welding and processing[J]. Materials Science & Engineering Reports, 2005, 50(1/2): 1-78.
[2] NANDAN R, DEBROY T, BHADESHIA H K D H. Recent advances in friction-stir welding��Process, weldment structure and properties[J]. Progress in Materials Science, 2008, 53(6): 980-1023.
[3] BUFFA G, FRATINI L, MICARI F, et al. Material flow in FSW of T-joints: Experimental and numerical analysis[J]. International Journal of Material Forming, 2008(Suppl.1): 1283-1286.
[4] BUFFA G. On the material flow in FSW of T-joints: Influence of geometrical and technological parameters[J]. International Journal of Advanced Manufacturing Technology, 2009, 44(5/6): 570-578.
[5] FRATINI L, BUFFA G, SHIVPURI R. Influence of material characteristics on plastic-mechanics of the FSW process for T-joints[J]. Materials & Design, 2009, 30(7): 2435-2445.
[6] DONATI L, TOMESANI L, MORRI A. Structural T-joint produced by means of friction stir welding (FSW) with filling material[J]. International Journal of Material Forming, 2009, 2(Suppl. 1): 295-298.
[7] TAVARES S M O. Friction stir welding of T-joints with dissimilar aluminum alloys: Mechanical joint characterization[J]. Science and Technology of Welding and Joining, 2010, 15(4): 312-318.
[8] TAVARES S M O. Friction stir welding of t-joints in dissimilar aluminum alloys[C]//Proceedings of the ASEM International Mechanical Engineering Congress and Exposition, 2009, 4: 265-273.
[9] FRATINI L. On the FSW of AA2024-T4 and AA7075-T6 T-joints: An industrial case study[J]. International Journal of Advanced Manufacturing Technology, 2010, 48(9/12): 1149-1157.
[10] �����, ���ȫ, ������. ��ֹ������Ħ�������о���չ[J]. ����ѧ��, 2012, 33(5): 108-112.
LIU Hui-jie, LI Jin-quan, DUAN Wei-jun. Progress in the stationary shoulder friction stir welding[J]. Welding Journal, 2012, 33(5): 108-112.
[11] ��Ч��. ���Ͻ�2024-T4����Ħ������ӽ�ͷ��֯�����ܷ���[J]. ���ղ���ѧ��, 2012, 32(3): 51-56.
XU Xiao-dong. Study on the fatigue behaviour of friction stir welded lap joint of 2024-T4 aluminum alloy[J]. Journal of Aeronautical Materials, 2012, 32(3): 51-56.
[12] �� ��, �����. 6061-T4���Ͻ����Ħ����T�ͽ�ͷȱ�ݼ�����[J]. ���ղ���ѧ��, 2012, 32(4): 26-31.
ZHOU Guang, YANG Xin-qi. Study on microstructural evolution and tensile behaviors in friction stir welding of 6061-T4 T-joints[J]. Journal of Aeronautical Materials, 2012, 32(4): 26-31.
[13] ZHOU Guang. Study on the microstructures and tensile behaviors of friction stir welded T-joints for AA6061-T4 alloys[J]. Journal of Materials Engineering and Performance, 2012, 21(10): 2131-2139.
[14] �� ��. ���Ͻ����Ħ����T�ͽ�ͷ���ӹ��ռ���֯�����о�[D]. ���: ����ѧ, 2012.
ZHOU Guang. Study on the welding parameters and microstructure properties of friction stir T-welded joints for 6061 aluminum alloy[D]. Tianjing: Tianjing University, 2012.
[15] CUI Lei, YANG Xin-qi, ZHOU Guang. Characteristics of defects and tensile behavior of friction stir welded T-joints[J]. Materials Science and Engineering A, 2012, 543(1): 58-68.
[16] CUI Lei, YANG Xin-qi, XIE Yong-hui. Process parameter influence on defects and tensile properties of friction stir welded T-joints on AA6061-T4 sheets[J]. Materials & Design, 2013, 51: 161-174.
[17] ������. 6061-T4���Ͻ�T�ͽ�ͷ����Ħ��������[J]. �й���ɫ����ѧ��, 2013, 23(11): 3046-3055.
HOU Xiao-peng. Friction stir welding process of 6061-T4 aluminum alloy T-joints[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(11): 3046-3055.
[18] LIU H J, CHEN Y C, FENG J C. Effect of zigzag line on the mechanical properties of friction stir welded joints of an Al-Cu alloy[J]. Scripta Materialia, 2006, 55(3): 231-234.
[19] �� ��, л����, �� ��. ���Ͻ����Ħ�������ӹ���ȱ�ݷ���[J]. ��е����, 2008, 46(522): 5-9.
WANG Lei, XIE Li-yang, LI Bing. Analysis of defects in friction stir welding of aluminum alloy[J]. Machine Building, 2008, 46(522): 5-9.
[20] FENG A H, CHEN D L, MA Z Y. Microstructure and low-cycle fatigue of a friction-stir-welded 6061 aluminum alloy[J]. Metallurgical and Materials Transactions A-Physical Metallurgy and Materials Science A, 2010, 41(10): 2626-2641.
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(50775159)
�ո����ڣ�2014-05-20�������ڣ�2014-10-17
ͨ�����ߣ�����᪣����ڣ���ʿ���绰��13820035153��E-mail��xqyang@tju.edu.cn
ժ Ҫ���ֱ���ý���Ħ����(FSW)��������˫�������շ����Ʊ����Ͻ�T�ͽ�ͷ���Աȷ���������˫��FSW-T�ͽ�ͷ��ȱ�ݡ�����֯��Ӳ�ȼ��������ܡ������������Ե�������ͷ��˫�������տ���Ч����FSW-T�ͽ�ͷȱ�ݳߴ缰����ȱ�ݷֲ�״̬������ȱ����ʧ��������ͣ��ǽ�ȱ�ݳ��Ƚ��ͣ�˫������ͷ��ǰ����ͺ��˲����֯�����ܲ����������Խ��ͣ���������Χ�Ͳ����С��˫������ͷ��������������ߣ��ڽ��ͱڰ巽�������������ձ�Ϊĸ�ĵ�80%���ϣ����Ը��ڵ�������ͷ���������ܡ�
[10] �����, ���ȫ, ������. ��ֹ������Ħ�������о���չ[J]. ����ѧ��, 2012, 33(5): 108-112.
[11] ��Ч��. ���Ͻ�2024-T4����Ħ������ӽ�ͷ��֯�����ܷ���[J]. ���ղ���ѧ��, 2012, 32(3): 51-56.
[12] �� ��, �����. 6061-T4���Ͻ����Ħ����T�ͽ�ͷȱ�ݼ�����[J]. ���ղ���ѧ��, 2012, 32(4): 26-31.
[14] �� ��. ���Ͻ����Ħ����T�ͽ�ͷ���ӹ��ռ���֯�����о�[D]. ���: ����ѧ, 2012.
[17] ������. 6061-T4���Ͻ�T�ͽ�ͷ����Ħ��������[J]. �й���ɫ����ѧ��, 2013, 23(11): 3046-3055.
[19] �� ��, л����, �� ��. ���Ͻ����Ħ�������ӹ���ȱ�ݷ���[J]. ��е����, 2008, 46(522): 5-9.
