
�й���ɫ����ѧ�� 2004,(06),956-960 DOI:10.19476/j.ysxb.1004.0609.2004.06.014
2519���Ͻӽ�ͷ����֯������
���ϴ�ѧ���Ͽ�ѧ�빤��ѧԺ,���ϴ�ѧ���Ͽ�ѧ�빤��ѧԺ,���ϴ�ѧ���Ͽ�ѧ�빤��ѧԺ,���ϴ�ѧ���Ͽ�ѧ�빤��ѧԺ,���ϴ�ѧ���Ͽ�ѧ�빤��ѧԺ ��ɳ410083 ,��ɳ410083 ,��ɳ410083 ,��ɳ410083 ,��ɳ410083
ժ Ҫ��
���ý���4047��˿��2519���Ͻ�����ۻ����������屣����(MIG),�Ժ��ӽ�ͷ����ѧ���ܺ�����֯�������о����������,2519���Ͻ����ܽϺ�,������ѭ��������,���ӽ�ͷ����ѧ��������ڻ��ķ����˽ϴ�仯��2519���Ͻӽ�ͷ����ѧ���ܵ��ڻ��ĵ�����,���촦�ǺϽ��ͷ���������,����Ǻ�����Ӱ�����ڵ�������,ǿ�������ӷ�����ʱЧ���ֻ����γ�����������Ҫԭ��
�ؼ��ʣ�
��ͼ����ţ� TG407
����飺�����(1968),��,��ʦ,��ʿ�о���.;
�ո����ڣ�2003-10-17
���������ص�����о���չ�滮������Ŀ(G1999064908);
Microstructures and properties ofwelded joint of 2519 aluminum alloy
Abstract��
2519 aluminum alloy was welded by using imported 4047 welding wire with method of MIG. The mechanical properties and microstructures of welded joint were studied. The results show that the weldability of 2519 aluminum alloy is fairly good, but due to the weld thermal cycle, the mechanical properties of the welded joint have changed greatly to the base metal relatively. The mechanical properties of 2519 aluminum alloy welded joint are worse than those of the base metal. The weld zone is the weakest point in welded joint, and the soften zone in heat-affected zone(HAZ) is the second weakest point in welded joint, which is formed due to the overageing of the main strengthening phase particles leading to coarsening.
Keyword��
2519 aluminum alloy; welded joint; microstructure;
Received�� 2003-10-17
2519���Ͻ���Al-Cuϵ�ȴ�����ǿ���Ͻ�, �Ǽ�5083(Al-Mg�Ͻ�)�� 7039(Al-Zn-Mg�Ͻ�)���Ͻ����20����80���������һ������װ�����Ͻ�, ��Ŀ�����ڷ���Ч�ܲ�����7039�Ͻ��ǰ�������װ�����Ͻ�ˮ�����������µĿ�Ӧ����ʴ����, �������õĺ��ӹ�����
����Ӱ�����ںϽ����ܷ����˱仯, ����Ӱ��װ�׳��庸�ӹ���������ǿ�Ⱥ�ʹ������
1 ʵ��
1.1 ����
2519���Ͻ�ijɷּ���1�� ���Ʊ���������Ϊ: ����Al-Cu, Al-Mn, Al-Ti��Al-Zr���м�Ͻ�Mg�� ��ҵ��Al���ƺϽ�; ��ʯī�����ھ�ʽ��¯�н�������, �����¶�Ϊ780 ��; ��KCl+NaCl����, ��������740 �潫�Ͻ�Һ����Ԥ����250 �����ģ��, �����ߴ�Ϊ100 mm��100 mm��25 mm�ĺϽ������� ������505 ��, 18 h���Ȼ�����, ϳ���20 mm��������ڵ�¯�м�����460 ��, ����2 h��������7 mm; ��������Ʒ�پ�430 ��, 2 h���м��˻�; ���������2.4 mm�� �Ͻ���α��ȴ�������Ϊ: 530 ��, 2 h����, ˮ��(ˮ��15 ��), �����8%, ��175 ��ʱЧ20 h(T87̬)�� ����ֱ��Ϊ1.6 mm�Ľ���4047��˿���к���, ��˿����Ҫ��ѧ�ɷּ���1��
��1 2519���Ͻӻ��ļ�4047��˿�Ļ�ѧ�ɷ� Table 1 Chemical compositions of2519 aluminum alloy and4047 welding wire(mass fraction, %)
| Alloy | Cu | Mg | Mn | Zr | Ti | ||||
| 2519 | 5.80 | 0.22 | 0.28 | 0.21 | 0.06 | ||||
| 4047 | 0.30 | 0.10 | 0.15 | ||||||
| Alloy | Fe | Si | Zn | Al | |||||
| 2519 | 0.15 | 0.06 | 0.20 | Bal. | |||||
| 4047 | 0.80 | 12.3 | 0.20 | Bal. | |||||
1.2 ʵ�鷽��
���ð��Զ�MIG���ӷ���2519 T87̬���Ͻ��������жԽ�, ���õ��溸, ���ӹ��ղ�������2�� �������غ������ȡ����, �ӹ�����������(����), ��CSS-44100����������Ͻ�������; ��HVA-10Aά��Ӳ�ȼ��ϲ�����ά��Ӳ��, �Ӻ������Ŀ�ʼ�����������; ��JSM-5600LVɨ��羵�Ϲ۲캸�ӽ�ͷ�Ͽ�; �����������֯�Ĺ۲���POLYVAR-MET��ѧ���������Ͻ��С� �ڻ��ĺ��뺸������8 mm����Ӱ����ȡ�����Ƴ���羵��, ��H-800��羵�Ϲ۲���ĺ���Ӱ�����������С��
2 ʵ����
2.1 2519���Ͻӽ�ͷ����ǿ��
���ӽ�ͷ��ƽ������ǿ�ȼ���3�� �ɼ�, ���ӽ�ͷ��ǿ�Ⱦ��Ȼ��ĵ�ǿ�ȵ�, ����ϵ��Ϊ0.6���ҡ�
2.2 2519���Ͻӽ�ͷ������֯
��2 ���Ӳ��� Table 2 Parameters of welding
| Current/A | Voltage/V | Welding speed/ (m��min-1) |
| 120 | 24 | 0.6 |
| Feed wire rate/ (m��min-1) |
Argon flow rate/ (L��min-1) |
Head of welding torch/mm |
| 4.0 | 12 | 15 |
��3 2519���Ͻ���ĺͺ��ӽ�ͷ��������(����) Table 3 Tensile strength of welding jointand base alloy of 2519 aluminum alloy
| Alloy | ��b/MPa | ��0.2/MPa | ��/% |
| Base alloy | 465 | 398 | 12.0 |
| Welding joint | 281 | 210 | 5.5 |
2519���Ͻӽ�ͷ��ͬ�����������֯��ͼ1��ʾ�� ��ͼ�ɼ�, 2519�Ͻӽ�ͷ�����¼����������, ��������WZ(Weld zone)�� �ۺ���FZ(Fusion zone)�� ��Ӱ����HAZ(Heat affected zone)�ͻ�����BM(Base metal)�� 2519���Ͻӽ�ͷ�ĺ�����Ϊ��֦״����̬��֯(ͼ1(a)); �ۺ���������һ�ྦྷ�����Ϊ���ᾧ����, ����С�����ȡ� ����������ɢ�ȷ�����������״��(ͼ1(b)); ������һ����֯ΪϸС�ĵ��ᾧ��֯, ������С��Ϊ����(ͼ1(c)); ��Ӱ�����ھ������Դֻ�, �������ֻ��ij̶Ȳ�һ��, ���ۺ����ֻ��ij̶Ƚϴ�(ͼ1(c))�� 2519��������֯Ϊ��ȫ�ٽᾧ��֯(ͼ1(d))��
2.32519���Ͻӽ�ͷ��Ӳ�ȷֲ�
2519���Ͻ��ĺ��ӽ�ͷ�ش�ֱ���췽���Ӳ�ȷֲ���ͼ2��ʾ�� ���Կ���, �������Ŀ���Լ5 mm, �������IJ�λӲ�����(HV81), Զ�뺸������, Ӳ�������ӡ� ������Ӱ�����оຸ������6 mm���Ҵ�, Ӳ���ٴν���, ������������ �����������Ӳ��ΪHV98�� �˺�, Ӳ��������, �ھຸ������Լ15 mm��, Ӳ�ȴﵽԭʼ���ĵ�Ӳ�ȡ�
2.42519���Ͻӽ�ͷ��羵����֯
2519�Ͻӽ�ͷ����������Ӱ������羵����֯��ͼ3��ʾ�� ���Կ���, 2519���Ͻ���Ӱ����ǿ�������������������Դֻ���
2.52519���Ͻӽ�ͷ�Ͽ�ɨ��羵����

ͼ1 2519���Ͻӽ�ͷ��ͬ���������֯ Fig.1 Microstructures of welded joint of 2519 aluminum alloy at different area (a)��WZ; (b)��WZ+FZ; (c)��HAZ+FZ; (d)��BM

ͼ2 �Ͻӽ�ͷӲ�ȷֲ� Fig.2 Distribution of hardness of welded joint
ͼ4��ʾΪ2519���Ͻ�ĸ�ĺͺ��ӽ�ͷ����Ͽڵ���ò�� ��ͼ4(a)���Կ���, �Ͻ���ĵ�����Ͽڶ����Ϸֲ��������С��ͬ������, �����ѽ���, ���Ϸ����˾��ҵ����������� ��ͼ4(b)�ɼ�, ���ӽ�ͷ������Ͽڶ����Ϸֲ������ѳߴ��С, �����ѵĴ�С�ӽ�, δ�������Ե���������, ���ֳ���̬�Ͽ�������
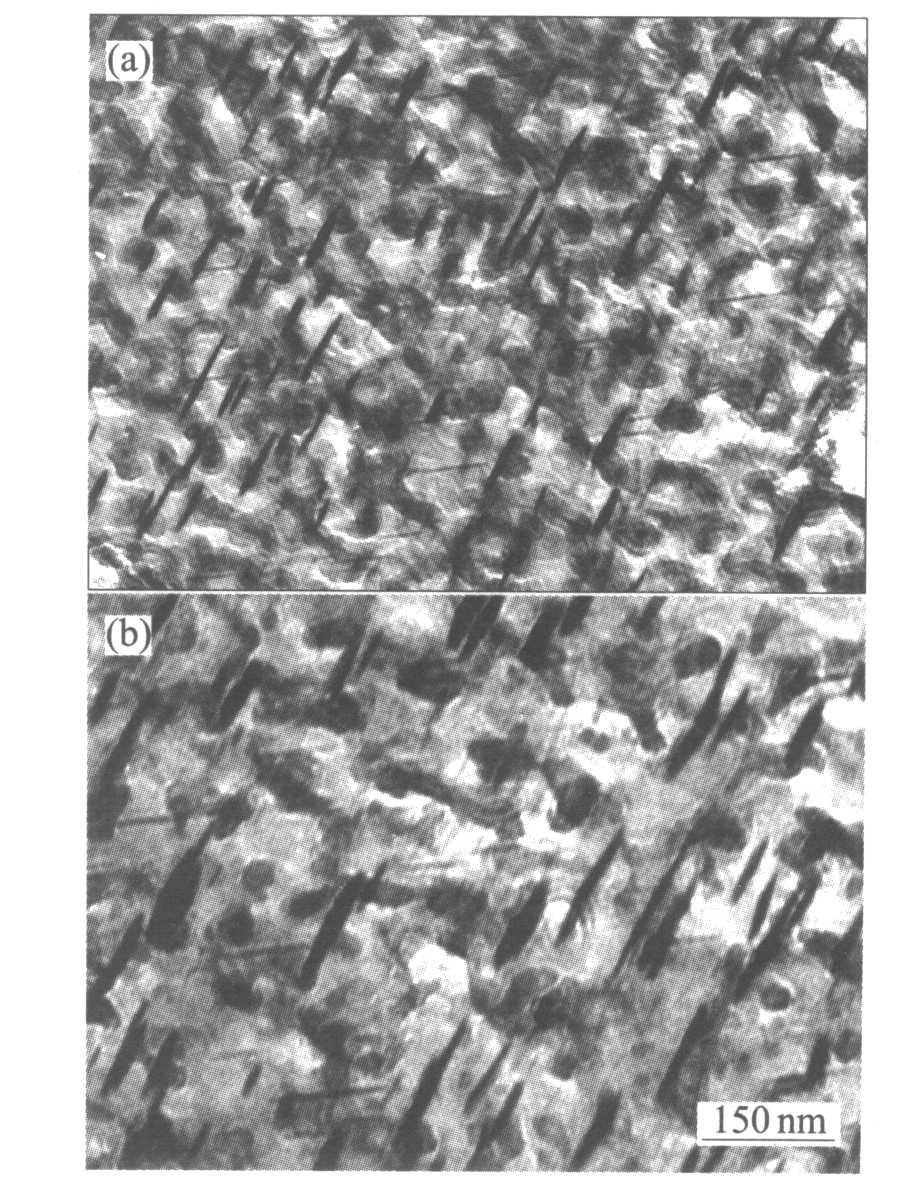
ͼ3 2519���Ͻӽ�ͷ��羵��֯ Fig.3 TEM images of welded joint of 2519 aluminum alloy (a)��BM; (b)��HAZ
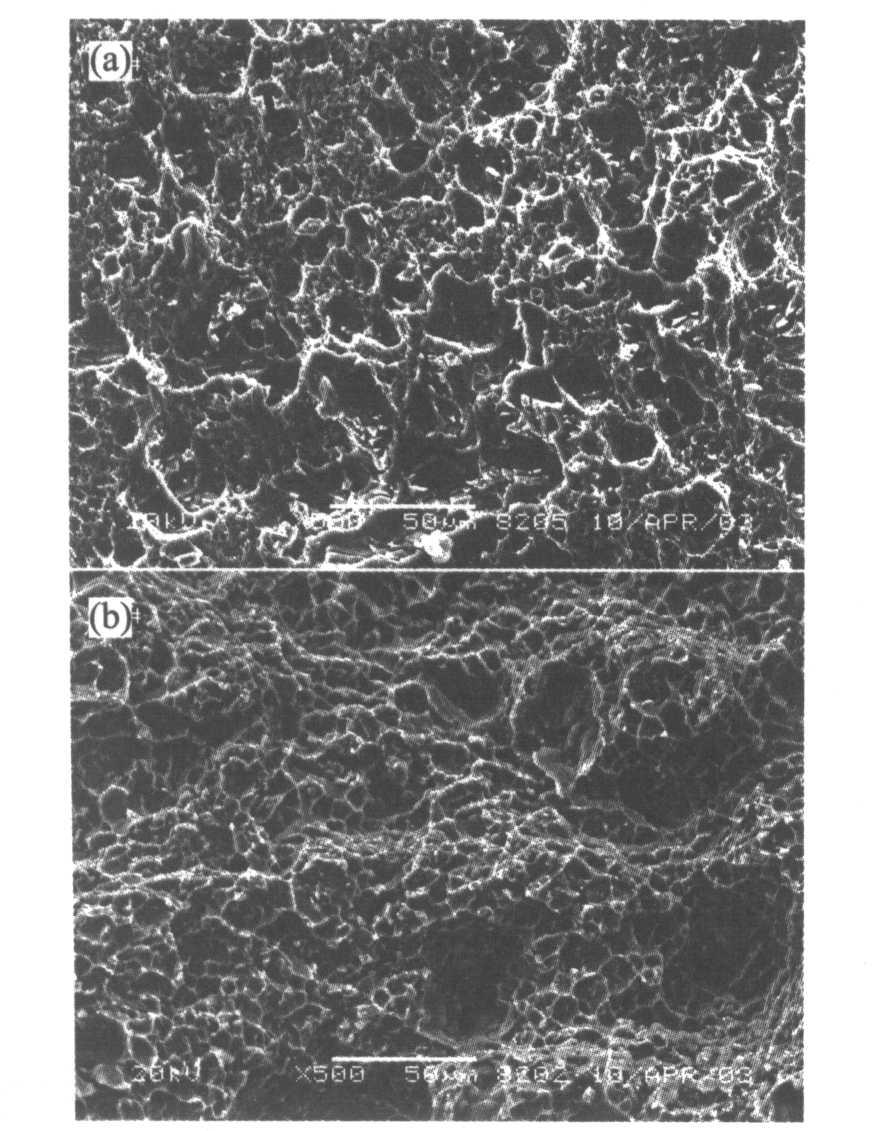
ͼ4 ���ӽ�ͷ�Ͽڵ�ɨ��羵��ò Fig.4 SEM morphologies of tensile fracture of welded joint and base metal of 2519 aluminum alloy (a)��Base metal; (b)��Welded joint
3 ����������
����ʵ��������, �ں��ӹ�����, ���ں�����ѭ��������, ���½�ͷ��ͬ������в�ͬ��Ӳ��ֵ, ����֯Ҳ�кܴ����� 2519���Ͻӽ�ͷ���¶Ƚ��͵ķ�������Ϊ�������� �ۺ����� ��Ӱ�����ͻ������� �����Ǻ�˿�ۻ�����Ľᾧ��֯, ������ȡ���ں�˿�Ͻ�Ļ�ѧ�ɷֺͽᾧ���̡� 2519�Ͻ�Ϊ��֦����̬��֯(ͼ1(a)), ������̬��֯�ṹ����, ǿ�ȡ� Ӳ�ȵ�, ���Բ ͼ2����, ���촦��Ӳ�����, ˵���ô�Ϊ���ӽ�ͷ��������� �ۺ����Ǻ�˿���������γɵ�һ�ֽ���Ͻ� ��ͼ1(b), 1(c)���Կ���, 2519���Ͻ��ۻ�����һЩϸС�ĵ��ᾧ��, ��Щ���ۻ��߽���ᾧ�����γ��ǷǾ����κ˵Ľ���� ����2519���Ͻ�ɷ��к���0.21%Zr(��������), ��ĸ�Ĵ��-�α�-ʱЧ�Ĺ�������ɢ������Al3Zr����, �ںϽ�ʱ, ���ڹ�Һ������洦��ֹ�߽�Ĵ���, ��ЩAl3Zr�������Ӳ������۳���Һ̬�����Ľ���Ͷ������ö������¶ȸ��ߵ��۳����ġ� ���, ��Щ�����ھ�ֹ�߽���ɢ�ֲ���Al3Zr�������ӳ�Ϊ��Һ̬�����ǽ����κ˵ĺ���, �Ӷ�������κ���, ʹ����ϸ��
4 ����
1) 2519���Ͻӽ�ͷ����ѧ���ܵ���2519���Ͻ���ĵ���ѧ����, ����ϵ��Ϊ0.6���ҡ�
2) ���ӽ�ͷ����������ں��촦, �����Ǻ��ӽ�ͷ����㡣
3) �ܺ��ӵ���Ӱ��, ǿ�������ӷ�����ʱЧ���ֻ����γ�����������Ҫԭ��
�����
