
J. Cent. South Univ. (2017) 24: 2783-2792
DOI: https://doi.org/10.1007/s11771-017-3692-5

Ultrafine microstructure and texture evolution of aluminum foil by asymmetric rolling
SONG Meng(����)1, LIU Xiang-hua(���)1, 3, LIU Xin(����)1, LIU Li-zhong(������)2
1. State Key Laboratory of Rolling and Automation (Northeastern University), Shenyang 110819, China;
2. School of Materials and Metallurgy, Northeastern University, Shenyang 110819, China;
3. Research Academy, Northeastern University, Shenyang 110819, China
 Central South University Press and Springer-Verlag GmbH Germany,part of Springer Nature 2017
Central South University Press and Springer-Verlag GmbH Germany,part of Springer Nature 2017
Abstract:
AA1060 aluminum foil was rolled from 4 mm to 20 ��m by asymmetric rolling without intermediate annealing. The microstructures and textures were investigated. The original coarse grains with an average grain size of 60 ��m were refined to fine equiaxed grains with an average grain size of about 500 nm with mainly large grain boundaries. During the rolling, the intensities of copper texture C-
Key words:
asymmetric rolling; AA1060 aluminum foil; texture evolution; dynamic recrystallization��
1 Introduction
In recent years, electronics, microelectromechanical systems (MEMS), and microsystems (MST), microforming technologies have attracted much attention [1, 2]. Therefore, micromaterials are in high demand. Metal foils are widely used as micromaterials. For example, Fe�CNi soft magnetism alloy foils are used in high-frequency pulse transformers; rare-earth metal foils are used in nuclear reactors; copper/titanium/tantalum foils are used in precision instruments; tungsten/ molybdenum foils are used in electronic components; aluminum foils are used in high-voltage capacitors [3]. High-quality foils are mainly produced using rolling methods such as cluster mill [4], accumulative roll bonding [5, 6], and asymmetric rolling [7].
Asymmetric rolling can be achieved by two approaches: one is by rotating the top and bottom work rolls with different angular velocities where the diameters of both the rolls are the same; the other is by rotating both the rolls of different diameters with the same angular velocity. The linear velocities of the surfaces of top and bottom rolls are different in asymmetric rolling. With different surface velocities, many benefits are obtained, such as a decrease in the rolling force, torque [8], and rolling passes [9]. Asymmetric rolling is particularly suited for the production of high-strength sheets and ultrathin foils such as iron steel [10], pure aluminum [11], magnesium alloys [12], and titanium and titanium alloys [13].
Ultrafine grains (UFGs) were obtained by asymmetric rolling, significantly improving the mechanical properties as one way to gain severe plastic deformation [14]. Earlier studies have shown that the shear band containing many twins and finer grain size formed by AZ31B warm asymmetric rolling [15] significantly increased the ductility of the material. The average grain size of AA1050 Al decreased from 0.1 mm to <2 ��m; it mainly included large grain boundaries after the low-temperature annealing by asymmetric rolling [11]. At room temperature, the average grain size of titanium was refined to 80 nm after the asymmetric rolling, and even 200 nm by annealing at a low temperature. Both the microhardness and strength significantly were improved [16]. Thus, the grain size achieved by asymmetric rolling can remarkably improve the material performance.
Shear textures along the thickness direction are formed by rotation of rolling textures because of asymmetric rolling [17]. Further, the shear deformation textures in ND//<111> effectively improved the plastic strain ratio. The deformation textures transformed from plane-strain compression to shear deformation textures, mainly containing {001}<110>, {111}<110> and {111}<112> [18], with the increase in different speed ratios under asymmetric rolling. In addition, the formation of shear deformation textures is influenced by the geometrical shape of deformation zone and the friction between roller and rolled piece, and the proportion of shear deformation textures significantly increased by changing the rolling direction [19].
In this work, ultrathin AA1060 aluminum strips with a thickness of 20 ��m were successfully rolled from 4 mm sheets without intermediate annealing. The evolution of microstructure was investigated by transmission electron microscopy (TEM), and the grain refinement mechanism was elucidated. The texture development was also studied using orientation distribution function (ODF) and orientation lines. Furthermore, the texture development mechanism from gradually increasing stage to rapidly decreasing stage was also studied.
2 Materials and experimental procedure
Hot rolled AA1060 aluminum was used as the raw material, and the chemical composition is shown in Table 1. It was processed to 40 mm in length, 40 mm in width, and 4 mm in thickness by wire electrical discharge machining. Then, AA1060 aluminum was annealed in a vacuum annealing furnace for making the microstructure uniform and eliminating the effect of hot rolling. Using high-purity Ar gas as the protecting atmosphere, it was heated to 500 ��C in 50 min at a rate of 10 ��C/s, then held for 2 h, and finally cooled to ambient temperature by furnace cooling. Thus, the average grain size reached about 60 ��m.
Table 1 Chemical composition of AA1060 aluminum (mass fraction, %)

The experiment was carried out in two steps: first, the samples were first cold rolled from 4 mm to 0.5 mm without lubrication using a d180 mm two-high mill and then rolled from 0.5 mm to 20 ��m using a 3M mill using asymmetric rolling. The total elongation was achieved up to 20000% without any intermediate annealing.
The 3M-I mill (micro metal-forming mill) developed by our research group is a new type of rolling mill with ultrathin rolling capacity. As shown in Fig. 1, the main parameters and characteristics are as follows: the diameters of backup roll and work roll are 120 mm and 50 mm, respectively, and the length of roll barrel is 130 mm. The maximum roll force is 200 kN. The speed ratio of the top roll to the bottom roll is 1.2, and the rolling linear speeds of the top and bottom rolls are 28.6 and 26 mm/s, respectively.
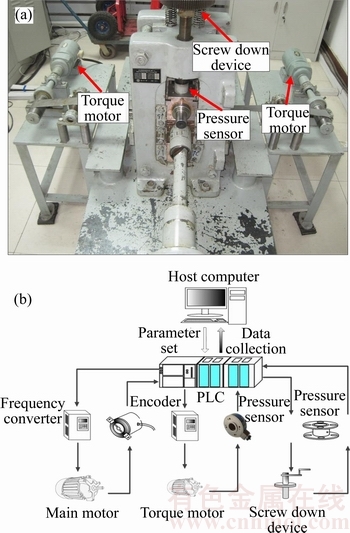
Fig. 1 Illustration of 3M-I asymmetric mill (a) and control system (b)
The textures were investigated using the Schulz back-reflection method on a semiautomatic texture measuring table of an X��Pert Pro X-ray diffraction system. The test voltage was 35 kV, the tube current was 20 mA, and the target tube material was Cu. The TEM samples were prepared by ion thinning and observed using a Tecnai G220 TEM with an acceleration voltage of 200 kV.
3 Results
3.1 Microstructure of aluminum foil
The bright-field TEM images of samples with different thicknesses along the transverse direction- rolling direction (TD-RD) are shown in Fig. 2. All the samples are cut from the middle of ultrathin strip for a better representation. Figure 2(a) shows the microstructure with a thickness of 300 ��m. The original coarse grains consist of grain cells. The cell walls are made of dislocation tangles, and the cell size is about 1 ��m. Clearly, the cell walls are arranged in a bending shape and had unequal length.
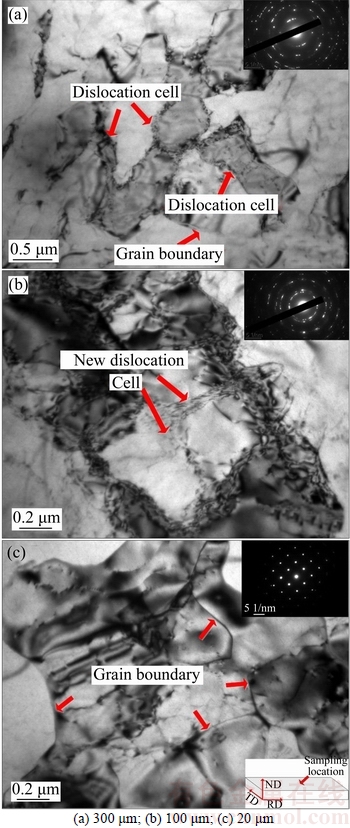
Fig. 2 Microstructure of commercially pure aluminum with different thicknesses:
Figure 2(b) shows the microstructures of the sample with a thickness of 100 ��m. The dislocation density of grain cells increases with the increase in deformation degree. First, the cell walls thicken because the dislocation piles up constantly. Second, new grain cells are gradually formed in the original cells leading to a continuous increasing deformation, and the cell size is about 600 nm. Figures 2(a) and (b) show that the contrast among the initial grains and grain cells is different and complex, indicating that the internal stress and lattice distortions are in a high level. The electron diffraction patterns show clear concentric circles, indicating that the adjacent grains have a higher orientation angle. The multidirectional gaps in diffraction rings show excessive internal stress.
Figure 2(c) shows the microstructures with a thickness of 20 ��m. The grain cells transformed to integral equiaxed subgrains with smooth and clear boundaries, and the average grain size is about 500 nm. At the same time, the dislocation density significantly decreases.
YU et al [20] reported that when a commercial pure copper sample was asymmetrically rolled, the microstress and dislocation density significantly decreased when the elongation was more than 10000%. YU et al [20] suggested that in very thin rolled samples, the deformation grain layers were thinner; therefore, the quantity of dislocation gradually saturated in grain. The grain boundary ratio significantly increased, resulting in dislocation annihilation when opposite sign dislocation climbed to grain boundaries. The dislocation density of ultrathin strip decreased owing to the grain boundaries as so many dislocation traps were present. In this work, smooth grain boundaries were observed in the samples with a thickness of 20 ��m, supporting the abovementioned view.
3.2 Texture evolution of aluminum foil
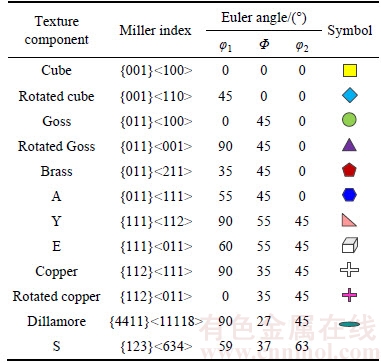
Sharp deformation textures caused by accumulating more plastic deformation significantly affect further thinning of the ultrathin strip. The textures of samples with different thicknesses were measured to understand the deformation features of an ultrathin strip. Figure 3 shows the texture components and fiber characterization of face-centered cubic (FCC) metals in ODF sections when ��2=0�� and 45��. Table 2 shows the miller indices and Euler angles of important texture components in FCC metals.
Figure 4 shows that the ODFs of rolling textures of commercially pure aluminum during the ultrathin strip rolling are 4 mm, 300 ��m, 200 ��m, 100 ��m, 50 ��m,30 ��m and 20 ��m, respectively. Figure 4(a) shows raw materials with 4 mm thickness after the homogenizing annealing. The orientation density of most regions is weak, and the maximum value is only 3.5 (f(g)=3.5). The grains aggregate to rotated cube RC-{100}<011> and Brass B-{011}<211>, and the distribution of entire textures is scattered. The grains gradually rotate to some main orientations of rolled textures in the rolling process. Figures 4(b)�C(e) show that the rotated cube textures disappear when the samples are thinned to 300 ��m. Furthermore, the grains mainly aggregate to copper C-{112}<111> and B, and a part of Goss G-{011}<100>. The grain orientation density gradually increases with increasing deformation degree until reaching the maximum value at 100 ��m thickness. Then, the G textures disappeared, and the grains mainly aggregated to C and B. This phenomenon is consistent with CHEN��s study on the texture evolution of rolled polycrystalline aluminum [21, 22], as validated by other studies. However, in ultrathin strip rolling process, the grain orientation density significantly decreases when the sample thickness is 30 ��m. The maximum value is 16 (f(g)=16). As the B and C texture densities decrease, the RC textures are formed again; Y-{111}<112> and E-{111}<110> are initially formed. Compared to 30 ��m, the maximum grain orientation density of 20 ��m does not change significantly (f(g)=16), and the aggregation degree of Y and E slightly increases.
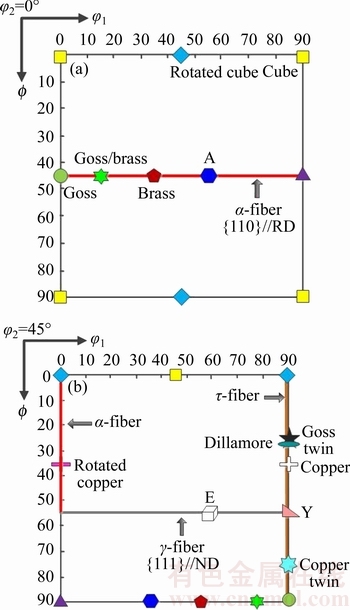
Fig. 3 Texture components and fiber characterization of FCC metals in ODF sections when ��2=0�� (a) and ��2=45��(b)
Table 2 Important texture components in FCC metals
4 Discussion
4.1 Finite-element (FE) simulation of ultrathin strip rolling process
To obtain the deformation zone characteristic, the process of asymmetrically rolled ultrathin strip is mainly studied by FE simulation using ABAQUS. In addition to the above parameters, the friction is 0.1, the elasticity moduli of AA1060 aluminum and work roll are 50 and 223 GPa, respectively, and the Poisson ratios of AA1060 aluminum and work roll are 0.32 and 0.28, respectively. Figure 5 shows the mesh for the elastically deformable work roll of ultrathin strip rolling model. Figure 5(a) shows the entire model of ultrathin rolling. The center of top and bottom work rolls is set to the reference point, which controls the reduction and angular velocities of the rollers. To enhance the computing efficiency, the contact meshes of rollers and samples are locally refined, and the transition regions are divided into a mixed mesh of triangles and quadrangles. Figure 5(b) shows that in the local mesh of contact arc of roller, the refined zone is 80��. Figure 5(c) shows the mesh details of work roll contact zone.
4.2 Grain refinement mechanisms of ultrathin strip by asymmetric rolling
The average grain sizes of AA1060 aluminum are refined from the original size of about 100 ��m to ultrafine equiaxed grains of about 200 nm by asymmetric rolling with a different speed ratio of 1.2. The shear zone of asymmetric rolling is crucial for grain refinement. Figure 6 shows the deformation characteristics of asymmetric rolling and symmetric rolling. In the asymmetric rolling, the deformation zone is divided into three parts: the backward slip zone, forward slip zone and shear zone. The shear zone is between the backward and forward slip zones, and the friction directions of the top and bottom surfaces are opposite. The samples are easier to deform due to the unique stress state of compression-tension in the shear zone. The grains are refined through shearing stresses in the shear zone by severe plastic deformation. Considering the compress and shearing strains of asymmetric rolling, the effective strain can be expressed as follows [23]:
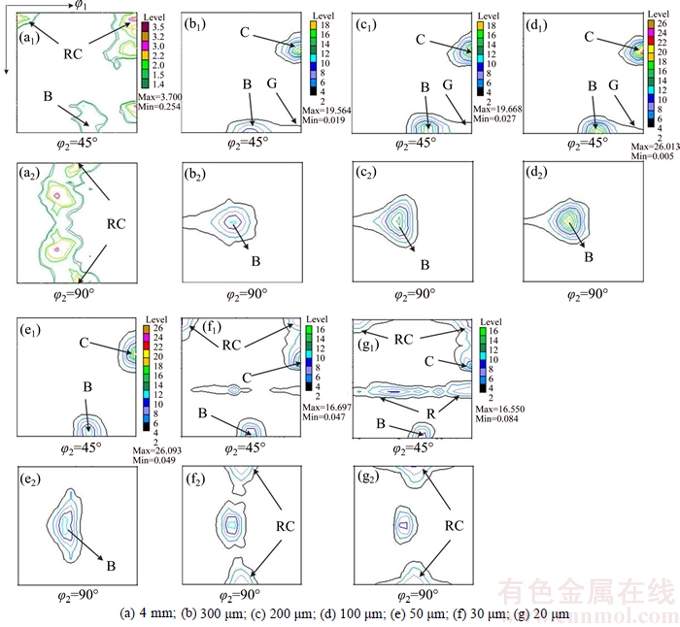
Fig. 4 ODF sections of rolling textures of AA1060 aluminum during ultrathin strip rolling with different thicknesses:
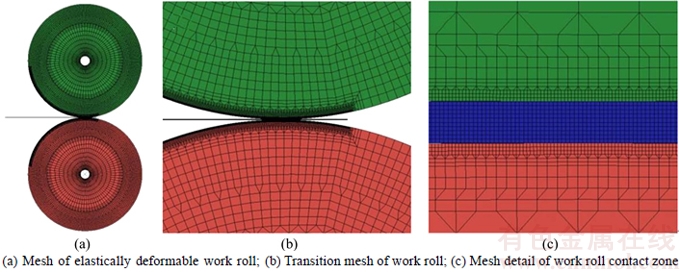
Fig. 5 Mesh for elastically deformable work roll of ultrathin strip rolling model:
 (1)
(1)
 (2)
(2)
 (3)
(3)
where t0 and t1 are the thicknesses of the samples before and after the rolling, and �� is the shear angle. In this experiment, the effective strain can be expressed as follows [24]:
 (4)
(4)
where ��SR and ��ASR are the effective strains in asymmetric rolling and symmetric rolling, respectively. The calculated effective strain is 5.8. The effective strain in the asymmetric rolling is 3.72, and that in the symmetric rolling is 3.22 under the same reduction. Therefore, the strain in asymmetric rolling is more than that in symmetric rolling. The average grain sizes are refined to about 200 nm, resulting in equiaxed grains at strain 5.8.
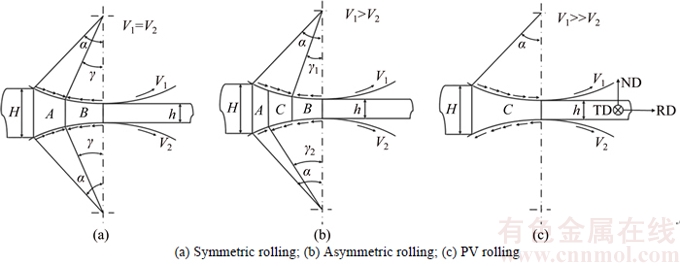
Fig. 6 Illustration diagrams of SR, ASR and PV rolling:(A��Backward slip zone; B��Forward slip zone; C��Shear zone)
CUI et al [25] reported that high-pure aluminum with a thickness of 6.9 mm and grain size of about 800 ��m was refined to equiaxed grains with size of about 2 ��m after the asymmetric rolling with 91.3% reduction [25]. Industrial titanium with 2.4 mm thickness was asymmetrically rolled to a reduction of 83%; nanograins with a grain size of 30-60 nm are observed on the industrial titanium surface. The shear force in the shear zone gradually decreases along the thickness direction, and the depth of nanolayer is 40-60 ��m [26]. In addition to the heavy deformation, the thickness of the samples is required to obtain homogeneous nanostructure grains. For AA1060 aluminum ultrathin strip rolling, the shear strain is passed into the center of the sample, when the shear strain in the shear zone is observed throughout the direction of thickness of the samples. Finally, the ultrafine grain ultrathin strip is produced.
Figure 7 shows the deformation meshes of asymmetric rolling and symmetric rolling (the thickness was 50 ��m). Figure 7(a) shows that the deformation meshes symmetrize about the central axis of the sample, and the shear deformation in the sample surface is large without the sample center layer. Figures 7(b) and (c) show the deformed meshes of asymmetric rolling. The meshes deform asymmetrically, and the shear strain is larger in the thickness direction. Compared to Figs. 7(a) and (c), the shear deformation degree of meshes increases with different speed ratios. Figure 8 shows the distribution of shear stress ��12 by rolling ultrathin strip with a thickness of 50 ��m asymmetrically and symmetrically. Figure 8(a) shows that the shear stress of symmetrical rolling is mainly distributed on the surface of entrance and exit sides of the sample and is symmetric with the shear zone center, indicating that the shear stresses of the top and bottom surfaces of the sample are opposite, and the theoretical value of shear stress in the sample center is zero. In contrast, as shown in Figs. 8(b) and (c), the shear stresses along the RD are reletively large by asymmetric rolling with speed ratios of 1.1 and 1.2, respectively. Both the surface and center of the samples are subjected to significant shear stress in the flattening zone. A clear gradient variation of shear stress is observed on two deformation sides. The shear deformation zone is significantly expanded as different speed ratios increase. These results confirm that shear stress exists along the entire thickness direction when the samples of AA1060 aluminum ultrathin strip are thinned to a certain extent by asymmetric rolling, thus providing facilities for center grain refinement.
Aluminum is a high stacking fault energy material. A higher stacking fault energy indicates a decreasing trend of stacking fault formation; therefore, the expanded dislocation aggregates into a perfect dislocation by forces and thermos activation, decreasing the slip barrier and benefit cross-slip of dislocation. Thus, the deformation of high stacking fault materials is usually based on dislocation slipping; the lower stacking fault materials are mainly made of twinning. Under the general deformation condition, dynamic recovery mainly occurs in high stacking fault materials, However, dynamic recrystallization occurs at a lower temperature, decreasing the deformation rate and super reduction as a high-pressure torsion or drawing, maintaining Zener�CHollomon parameters within a certain range.
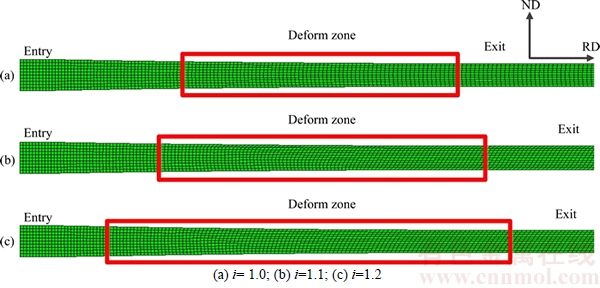
Fig. 7 Deform meshes of ultrathin strip rolling with different speed ratios:
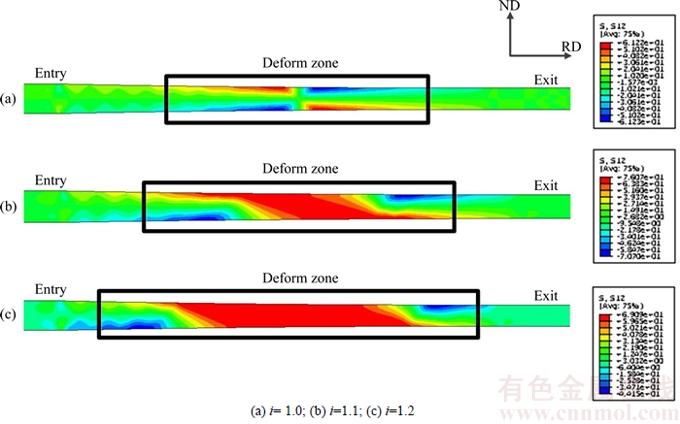
Fig. 8 Shear strain distribution in deformation zone at different speed ratios:
The Zener�CHollomon parameters can be expressed as follows:
 (5)
(5)
where  T, R and Q are the deformation rate, deformation temperature, gas constant and activation energy, respectively.
T, R and Q are the deformation rate, deformation temperature, gas constant and activation energy, respectively.
At room temperature, VARMA et al [27] found that in the wire drawing process of high-pure aluminum and aluminum alloy at a lower strain rate, dynamic recrystallization occurred when the strain concentrated to a certain degree, and the local strains are larger. Therefore, the dislocation cells reached the critical recrystallization nucleus size. Then, aluminum grain size clearly decreased. The evolution is divided into three parts: 1) dislocation cell formation, 2) dislocation cell wall thinning and grain cell refinement, and 3) recrystallization. In this work, dynamic recrystallization occurs in AA1060 aluminum ultrathin strips at room temperature because the combined action of asymmetric rolling introduces a heavy deformation. The above process can be described as follows: statistically stored dislocation (SSD) and geometrically necessary dislocation (GND) [28] are mainly formed during the severe plastic deformation of AA1060 aluminum ultrathin strips. Randomly scattered SSD in grains introduces isotropic plastic deformation by dislocation slipping; GND has a periodic regular arrangement and the same sign. Therefore, grain cells are formed in the coarse initial grains in the plastic deformation process [29], thus intensely inhibiting dislocation slip, introducing local inhomogeneous plastic and a large strain gradient, and enhancing work hardening and anisotropy. In the asymmetric rolling of AA1060 aluminum ultrathin strips, the dislocation density in grains increases with increasing plastic deformation. The initial grains are divided into many grain cells, and the cell walls are composed of GND (Fig. 9(a)). They are thickened because the dislocation piles up constantly (Fig. 9(b)). As the dislocation density reaches a certain critical value, the cell walls are thinned owing to the decrease in opposite sign dislocations (Fig. 9(c)) [30], making the cell wall smooth and transforming to the subgrain boundary. Dynamic recrystallization occurs as the substructure size reaches the critical size of recrystallization nucleus; then, the substructures completely transform to integral grains (Fig. 9(d)). Substructures are again formed in recrystallized grains with further plastic deformation. The ultrafine grains shown in Fig. 2(c) are finally obtained by repeating the above process.
4.3 Texture evolution
Recent studies have shown that asymmetric rolling strongly refines the microstructures and significantly affects texture distribution. The grains mainly aggregates to the �� and �� orientation lines in asymmetric rolling. In FCC metals, �� orientation lines refer to ��1=0���90��, ��=45��, ��2=90�� (or 0��), and the main orientations include Goss and B. �� orientation lines are between ��2=45���90��; ��1 and �� change with metal and deformation conditions. The main orientation includes B, S-{123}<634>, and C. �� orientation lines refer to ��1=90��, ��=0���90��, ��2=45���90��; the main orientation includes RC, C and Goss.
Figure 10 shows the ��, �� and �� orientation lines of different thickness ultrathin strips. The distributions of orientation density along the ��, �� and �� lines are even after the annealing. The rolling textures mainly aggregate to �� and �� lines, and a relatively few to �� line, with the increase in deformation degree. Figure 10(a) shows that the clear evolution of grains along the �� orientation lines during the rolling. With the rotation of grains to B, the grain orientation density increases with a higher deformation and reaches the maximum value at a thickness of 100 ��m. However, the orientation density significantly decreases at a thickness of 50 ��m, and the decreasing trend gradually becomes slow at thicknesses of 30 ��m and 20 ��m. Figures 10(b) and (c) show that the grains constantly rotate to C and S during the rolling. The orientation intensity has a similar variation trend as �� orientation line, indicating that it increases with a higher deformation and reaches the maximum at 100 ��m thickness, whereas significantly decreases at 50 ��m thickness. Figure 10(d) shows the �� orientation line position. ��1 gradually reduces, and �� increases with a higher deformation.
Many studies have shown the texture evolution of AA1060 aluminum and aluminum alloy in deformation. They found that the grains mainly aggregated to �� orientation line and gradually stabilized on B and S. In this work, the grain sizes of AA1060 aluminum are refined to about 200 nm by drawing, compressing, and shearing combinatorial deformation. In the deformation, the textures mainly aggregate to �� and �� orientation lines; however, the peak of texture orientation density is on C, followed by S. The texture orientation density first reaches the maximum value and then decreases after the plastic deformation accumulated to a certain degree. The orientation line distribution figure shows that the orientation density first reaches the maximum value at a thickness of 100 ��m and then significantly decreases in further thinned samples. The main reasons are as follows: 1) work hardening increases the number of cross-slip systems; 2) dynamic recrystallization mainly decreases the grain size [31]. MONDAL et al [32] studied the texture of high-pure aluminum rolled at 90% reduction; they found that the trend of grains rotating to stable orientations C and D-{4 4 11}<11 11 8> slowed down with the increase in deformation degree. In the above grain rotating process, the amount of multiple slip and cross-slip systems increases. Considering the rotation of slip system under plane-strain conditions, the multiple slip system causes the grain rotation deviation from C. Therefore, the final orientation is a consequence of multiple slip and cross-slip systems. The dynamic recrystallization occurs in AA1060 aluminum after severe plastic deformation, increasing the orientation angle of the substructure in the original grain and refined the grain sizes to about 200 nm. The grain boundary sliding gradually becomes the primary or secondary deformation mechanism [33] because of dynamic recrystallization and shear deformation. The random distribution of grain boundary angle is caused by a part of grain boundary sliding after the multirolling passes. Then, the final texture orientation of ultrathin strip is caused by both rolled texture and random distributed grain boundaries. Thus, work hardening and dynamic recrystallization are the main reasons for the first increasing and then decreasing trend of stable texture intensity in asymmetrically rolled AA1060 aluminum ultrathin strip.
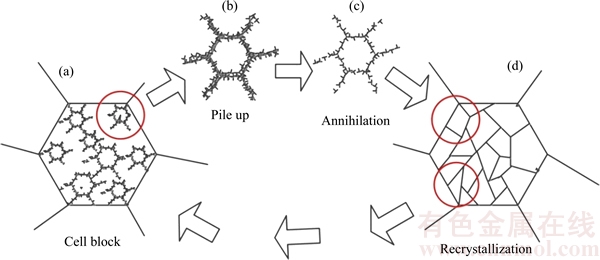
Fig. 9 Schematic model of grain refinement in asymmetrically rolled ultrathin strip
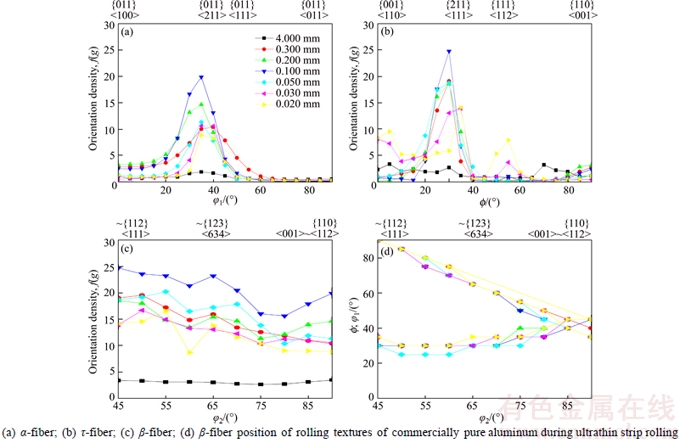
Fig. 10 Orientation line analysis:
5 Conclusions
1) Asymmetric rolling can effectively refine the grain size of AA1060 aluminum ultrathin strips. The grain sizes of AA1060 aluminum are refined from coarse grains (about 60 ��m) to ultrafine grains (about 500 nm), which are mainly high-angle grain boundaries, as the elongation reaches to 20000%.
2) Room-temperature dynamic recrystallization occurs in AA1060 aluminum ultrathin strips due to the accumulation of plastic deformation. It is composed of drawing, compressing, and shearing in the asymmetric deformation zone, causing shear strain throughout the normal direction of sample. Finer grain cells are formed by dislocation multiplication in the deformed grain and transformed to subgrains by opposite sign dislocation annihilation at cell walls. Dynamic recrystallization occurs as the subgrain size reaches critical nucleation radius; then, finer equiaxed grains are formed.
3) In the AA1060 aluminum ultrathin strip rolling process, the grains mainly aggregate to �� and �� orientation lines. The amount of deformed textures C-{112}<111> and B-{011}<211> gradually increases and reaches the maximum (f(g)=26) at a thickness of 100 ��m and then significantly decreases at a thickness of 20 ��m (f(g)=16) and formed RC-{100}<011>. These results can be attributed to work hardening and dynamic recrystallization because of severe accumulation of plastic deformation.
References
[1] RUPRECHT R, GIETZELT T, MULLER K, PIOTTER V,  J. Injection molding of microstructured components form plastics, metals and ceramics [J]. Microsysterm Technologles B, 2002, 8(4, 5): 351�C358.
J. Injection molding of microstructured components form plastics, metals and ceramics [J]. Microsysterm Technologles B, 2002, 8(4, 5): 351�C358.
[2] CRAIGHEAD H G. Nanoelectromechanical systems [J]. Science, 2000, 290: 1532�C1535.
[3] ENGLER O, HUH M Y. Evolution of the cube texture in high purity aluminum capacitor foils by continuous recrystallization and subsequent grain growth [J]. Materials Science and Engineering: A, 1999, 271(1): 371�C381.
[4] RINGWOOD J V. Shape control systems for Sendzimir steel mills [J]. Control Systems Technology, 2000, 8(1): 70�C86.
[5] RAEI M, TOROGHINEJAD M R, JAMAATI R. Nano/ultrafine structured AA1100 by ARB process [J]. Materials and Manufacturing Processes, 2011, 26(11): 1352�C1356.
[6] REZAEI M R, TOROGHINEJAD M R, ASHRAFIZADEH F. Effects of ARB and ageing processes on mechanical properties and microstructure of 6061 aluminum alloy [J]. Journal of Materials Processing Technology, 2011, 211(6): 1184�C1190.
[7] KIM W, LEE J, KIM W, JEONG H T, JEONG H G. Microstructure and mechanical properties of Mg�CAl�CZn alloy sheets severely deformed by asymmetrical rolling [J]. Scripta Materialia, 2007, 56(4): 309�C312.
[8] TZOU G Y, HUANG M N. Study on the minimum thickness for the asymmetrical PV cold rolling of sheet [J]. Journal of Materials Processing Technology, 2000, 105(3): 344�C351.
[9] HWANG Y M, TZOU G Y. Analytical and experimental study on asymmetrical sheet rolling [J]. Int J Mech Sci, 1997, 39(3): 289�C303.
[10] WAUTHIER A, REGLE H, FORMIGONI J, HERMAN G. The effects of asymmetrical cold rolling on kinetics, grain size and texture in IF steels [J]. Materials Characterization, 2009, 60(2): 90�C95.
[11] LEE J K, LEE D N. Texture control and grain refinement of AA1050 Al alloy sheets by asymmetric rolling [J]. International Journal of Mechanical Sciences, 2008, 50(5): 869�C887.
[12] JIN H, LLOYD D J. The reduction of planar anisotropy by texture modification through asymmetric rolling and annealing in AA5754 [J]. Materials Science and Engineering: A, 2005, 399(1, 2): 358�C367.
[13] JIANG Hai-tao, YAN Xiao-qian, LIU Ji-xiong, DUAN Xiao-ge, ZENG Shang-wu. Influence of asymmetric rolling parameters on the microstructure and mechanical properties of titanium explosive clad plate [J]. Rare Metal Materials and Engineering, 2014, 43(11): 2631�C2636.
[14] POLKOWSKI W, P JO��Z��WIK, SKI M P,  M, BOJAR Z. Microstructure and texture evolution of copper processed by differential [J]. Materials Science and Engineering: A, 2013, 564(3): 289�C297.
M, BOJAR Z. Microstructure and texture evolution of copper processed by differential [J]. Materials Science and Engineering: A, 2013, 564(3): 289�C297.
[15] CHO J H, JEONG S S, KIM H W, KANG S B. Texture and microstructure evolution during the symmetric and asymmetric rolling of AZ31B magnesium alloys [J]. Materials Science and Engineering: A, 2013, 566(12): 40�C46.
[16] LI Zhi-ming, FU Li-ming, FU Bin, SHAN Ai-dang. Effects of annealing on microstructure and mechanical properties of nano-grained titanium produced by combination of asymmetric and symmetric rolling [J]. Materials Science and Engineering: A, 2012, 558: 309�C318.
[17] SIDOR J, MIROUX A, PETROV R, KESTENS L. Microstructural and crystallographic aspects of conventional and asymmetric rolling processes [J]. Acta Materialia, 2008, 56(11): 2495�C2507.
[18] KIM K H, LEE D N. Analysis of deformation textures of asymmetrically rolled aluminum sheets [J]. Acta Materialia, 2001, 49(13): 2583�C2595.
[19] LEE S H, LEE D N. Analysis of deformation textures of asymmetrically rolled steel sheets [J]. International Journal of Mechanical Sciences, 2001, 43(9): 1997�C2015.
[20] YU Qing-bo, LIU Xing-hua, TANG De-lin. Extreme extensibility of copper foil under compound forming conditions [J]. Scientific Reports, 2013, 3: DOI: 10.1038/srep03556
[21] CHEN Zhi-yong, CAI Hong-nian, CHANG Ya-zhe, ZHANG Xin-ming, LIU Chu-ming. Texture evolution of polycrystalline aluminium during rolling deformation: experimental study [J]. Acta Metallurgica Sinica, 2008, 44(11): 1316�C1321. (in Chinese)
[22] CHEN Zhi-yong, CAI Hong-nian, CHANG Ya-zhe, ZHANG Xin-ming, LIU Chu-ming. Texture evolution of polycrystalline aluminium during rolling deformation: Theoretical simulation [J]. Acta Metallurgica Sinica, 2008, 44(11): 1322�C1331. (in Chinese)
[23] SAITO Y, SAKAI T, MAEDA F, KATO K. Deformation and recrystallization behavior of ferritic stainless steel in high speed hot rolling [J]. Tetsu-to-Hagane (J Iron Steel Inst Jpn), 1986, 72(7): 799�C806.
[24] DING Yi, JIANG Jian-hua, SHAN Ai-dang. Microstructures and mechanical properties of commercial purity iron processed by asymmetric rolling [J]. Materials Science and Engineering: A, 2009, 509(1, 2): 76�C80.
[25] CUI Q, OHORI K. Grain refinement of high purity aluminium by asymmetric rolling [J]. Materials Science and Technology, 2000, 16(10): 1095�C1101.
[26] LIU Gang, LIU Jin-yang, Wang Fu-hui, ZHAO Xiang, ZUO Liang. Formation of nanocrystallines in the surface layer of commerical pure titanium thin sheet during asymmetric rolling [J]. Acta Metallurgica Sinica, 2013, 49(5): 599�C604.
[27] VARMA S K, LEFEVRE B G. Large wire drawing plastic deformation in aluminum and its dilute alloys [J]. Metallurgical and Transactions A, 1980, 11(6): 980�C935.
[28] GEERS M G D, BREKELMANS W A M, JANSSEN P J M. Size effect in miniaturized polycrystalline FCC samples Strength versus weakening [J]. International Journal of Solids and Structures, 2006, 43: 7304�C7321.
[29] BAY B, HANSEN N, HUGHES D A, KUHLMANN-WILSDORF D. Overview no. 96 evolution of fcc deformation structures in polyslip [J]. Acta Metallurgica et Materialia, 1992, 40(2): 205�C219.
[30] VALIV R Z, ISLAMGALIEV R K, ALEXANDROV I V. Bulk nanostructured materials from severe plastic deformation [J]. Press in Materials Science, 2000, 45(2): 103�C189.
[31] TODAYAMA A, INAGAKI H. Recrystallization textures in high purity al cold rolled to very high rolling reductions [J]. Materials Science Forum, 2005, 495�C497: 603�C608.
[32] MONDAL C, SINGH A K. Effect of change of rolling planes on orientation rotation around the ��-fiber of high-purity aluminum plate subjected to 90% cold pre-deformation [J]. Scripta Materialia, 2012, 66(9): 674�C677.
[33] MISHIN O V, GERTSMAN V Y, VALIEV R Z, GOTTSTEIN G. Grain boundary distribution and texture in ultrafine-grained copper produced by severe plastic deformation [J]. Scripta Materialia, 1996, 35(7): 873�C878.
(Edited by FANG Jing-hua)
Cite this article as:
SONG Meng, LIU Xiang-hua, LIU Xin, LIU Li-zhong. Ultrafine microstructure and texture evolution of aluminum foil by asymmetric rolling [J]. Journal of Central South University, 2017, 24(11): 2783�C2792.
DOI:https://dx.doi.org/https://doi.org/10.1007/s11771-017-3692-5Foundation item: Projects(51374069, U1460107) supported by the National Natural Science Foundation of China
Received date: 2016-06-02; Accepted date: 2016-09-07
Corresponding author: LIU Li-zhong, Professor, PhD; Tel: +86�C13998291861; E-mail: liulizhong@smm.neu.edu.cn
Abstract: AA1060 aluminum foil was rolled from 4 mm to 20 ��m by asymmetric rolling without intermediate annealing. The microstructures and textures were investigated. The original coarse grains with an average grain size of 60 ��m were refined to fine equiaxed grains with an average grain size of about 500 nm with mainly large grain boundaries. During the rolling, the intensities of copper texture C-
