
���±�ţ�1004-0609(2010)03-0442-09
�ֲ���ѹ��ѹ��A356ѹ����������֯��������
����ɣ��Ժ�������ԪԪ����־��
(����������ѧ ���ҽ������Ͻ������ι��̼����о����ģ����� 510640)
ժ Ҫ��
�о��ֲ���ѹ��ѹ��A356ѹ������ͬ��λ��������֯��������ܡ������������̬�¹���Si���Ӵ��Ϊ��ά״����״���ʲ����ȵ���״�ֲ���������չ���1.17~2.35 J�ķ�Χ�ڱ仯��T6�ȴ������Ŵ�״Al-Si���������Լ��٣�����Si���ӳ��ֳ���״��̰�״����ϸС���ȣ�Si���ӵij����Ⱥ�������������������ͣ�������չ���1.45~3.80 J�ķ�Χ�ڱ仯������̬��������ߡ�����2������²�ͬ��λ���Ķ��ѷ�ʽ����ѧ�ع������������������ɶ���֦������Si���ӳ����ȹ�ͬ������
�ؼ��ʣ�
A356ѹ��������ѹ��ѹ��������֯�����������
��ͼ����ţ�TG 174.443���� ���ױ�ʶ�룺A
Microstructure and impact properties of slow injection A356 die castings with partial squeeze
BAI Yan-fei, ZHAO Hai-dong, LI Yuan-yuan, KANG Zhi-xin
(State Engineering Research Center for Metallic Materials Net-shape Processing,
South China University of Technology, Guangzhou 510640, China)
Abstract: The microstructures and impact properties of slow injection A356 die casting with partial squeeze were investigated. The results show that as for the as-cast castings, eutectic Si particles are characterized as fibrous or long acicular shape as well as in homogenous distribution, and the impact absorbed energy varies from 1.17 to 2.35 J. After T6 heat treatment, the eutectic Si particles become small granular or short bacilliform, and the aspect ratio and area fraction of Si particles decrease evidently. The energy of the T6-treated castings is 1.45?3.80 J, which is higher than that of the as-cast castings. Furthermore, the fracture mechanisms of different regions in the castings were analyzed and discussed. Through mathematical regression analysis, it is indicated that the impact property depends on both the aspect ratio and secondary dendrite arm spacing of the Si particles.
Key words: A356 casting; slow injection die casting; microstructure; impact property
��ͳѹ�����ڽ���Һ�ڸ�ѹ���������������ǻ��Һ̬���������������״̬���ײ������������γɿ�ȱ�ݣ����Խ����ȴ���ǿ��������ѧ���ܵĸ����ܵ���Լ[1?4]����������Ϊ�˽��ѹ�����ڲ����ڵ������������⣬��������ǿ�ȡ����������Լ����ȴ�����ѹ������������һЩ����ѹ����������ѹ�似����������֮һ[5?6]������ѹ������У�����Һ����ƽ�ȣ���ѹ�������̣���֯���ܣ���ͨ���ȴ����������ѧ���ܡ�
���Ź�ҵ�ķ�չ��ѹ������ʹ���в���Ҫ���ܾ��غɣ����һ�Ҫ���ܴܺ�ij���������Ҫ��ѹ��������Ҫ�иߵ�ǿ�ȣ���Ҫ�����õij�����ԡ��о���Ҳ���ⷽ������һЩ�����о���MATTIA[7]��ͨ����ֵģ��ķ������о���ѹ������п��Գ�����Ե�Ӱ����ɡ����ºͽ���[8]�Լ����ܵ�[9]�ڶ����������������ܵ��о��з��֣����ž����ߴ�����ӣ�Al-Si��Al-Cuϵ�Ͻ�ij�����ܶ���С��LI��[10]�о�������������A319���Ͻ�֦�����Գ�����ܵ�Ӱ�죬�������֦�����Խ����������Խ������Ͻ����ڶԵ�ѹ��������������Ͻ���ϳ�����Ե��о���������ѹ��ѹ��������֯��������ܵ��о����ٱ�����Ϊ�ˣ����������о���̬��T6�ȴ�����������ѹ��A356ѹ����������֯�ͳ�����ܣ���������λSi��������������֦�����ͶϿ���ò�ı仯��̽������֯�Գ�����ܵ�Ӱ����ɡ�
1 ʵ��
1.1 ѹ������
ʵ���������ѹ��ѹ��������ΪA356�������Ͻ��仯ѧ�ɷ����1���С���������TOYO-3Sѹ��������������ʵ��������ȡ��λ����ͼ1��ʾ����ѹ����Ҫ���ղ���Ϊ��ģ���¶�200 �棬��ע�¶�680 �棬ѹ���ٶ�0.2 m/s����������D�������Ƚ�(��ͼ1(b))����Զ��ѹ���ϱ����ʴ˴����þֲ���ѹ�������յõ���������ͼ1(a)��ʾ��
��1 A356ѹ�����Ļ�ѧ�ɷ�
Table1 Chemical composition of A356 die casting (mass fraction, %)

��ʵ������ѹ������ΪF���T�飬����F��Ϊδ�ȴ�������������T�����A356��T6�ȴ������乤��Ϊ��������535 ����ܴ���8 h����¯ˮ�������£��������о���8 h���ϣ����ŷ����趨�¶�Ϊ180 �����ʽ����¯�У�����6 h�˹�ʱЧ���¯���䡣
1.2 ʵ�����
��ͼ1(b)��ʾ����������Ϊ4����(A��B��C��D)���������и�ķ�������F��T������ֱַ�ӹ���10������5 mm��10 mm��55 mm�ı��ı�V��ȱ�ڳ��������������״�ͳߴ���ͼ2��ʾ���ڰڴ�ʽ���������Ͻ��г�����飬����ٶ�Ϊ3.46 m/s���ڸ���λȡ�۷�����������ĥ����0.5%HF��ʴ������Leica��ѧ�������۲����������ֵ�����֯��������ͼ��������ϵͳ�Ը���λ����֯��100������Si���ӵij����ȡ�Si���������������֦�����(SDAS)���ж�������������Ͽڹ۲켰��������S?3700Nɨ����������Ͻ��С�
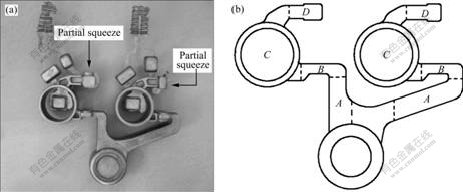
ͼ1 ʵ��ѹ������ȡ��λ��
Fig.1 Practical die casting (a) and regions (b) of sample obtainment
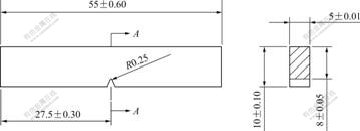
ͼ2 �����������״�ͳߴ�
Fig.2 Shape and dimensions of impact sample (mm)
2 ��������
2.1 ����֯
ͼ3��ʾΪ��ѹ��ѹ��������λȡ��������֯���Ͻ���Ҫ�ɦ�(Al)�����Si��ɡ�ͼ3�гʰ�ɫ��֦״��Ϊ��(Al)���ֲ��ھ��紦�ҳʻ�ɫ��Ϊ����Si���ӡ���ͳѹ�������ڽ���Һ���������ǻ���ײ������������γɿ�ȱ��[11]������ͼ3���Կ�������ѹ��ѹ����û�п�����֯���ܣ��ɽ����ȴ�����
��ͼ3(a)�ɼ�����̬��A��λ���ľ������Ժִܴ���������A��λ�ӽ��ϱ��ұں�Ϻ�(��ȴﵽ40 mm)��ɢ��������ȴ�ٶ���Խ�С��Ϊ������������̲�λ������ͼ3(b)���Կ�����C��λ���ڱں�ϱ���ɢ���������Ա�A��λ�ĺã���ˣ�����ϸС�����ȡ��ھֲ���ѹD��λ��������Ϻ������̹����������γɳ�������֦�������ھֲ���ѹ�������ã�ʹ��������Һ�����γɵĦ�֦��ǿ������������֦���䡢֦����Ͻ������������ײ��Ħ���ͼ��е����ã���֦���ᱻ�۶Ϻ�������γ�ϸС֦�������״������ͼ3(c)�м�ͷ����ʾ�����⣬���ݰ��̬������֯���γ�ԭ��[12]���ֲ���ѹ������ɵļ�������������ʹ���ֳ��������������ϸС֦������֦״��Ϊ��Ǿޱ��״����ͼ3(c)�м�ͷ����ʾ�������ֲ�������Һ�ڼ������������·���Һ��ת�䣬�γɰ�״������ͼ3(c)�м�ͷ����ʾ����ˣ��ֲ���ѹD��λ����֯���������ϸС֦������Ǿޱ��״�����Ͱ�����ͬ��ɵġ�
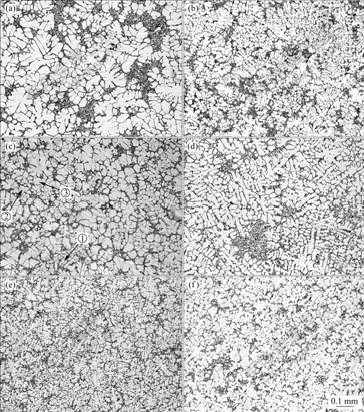
ͼ3 A356ѹ��������λ������֯
Fig.3 Microstructures of different regions in die castings: (a) As-cast, A; (b) As-cast, C; (c) As-cast, D; (d) T6, A; (e) T6, C; (f) T6, D
��T6�ȴ�����(��ͼ3(d))����ȻA��λ�����Ŵ�״�������������ͼ3(a)��ȣ��������Լ��٣��Ƚ�ͼ3(b)��(c)��ͼ(e)��(f)��֪�����ȴ������C��D��λ����֯�У�Si����ȷֲ��ڻ����ϣ�������ĸ������������������ԭ������T6�ȴ����Ĺ��ܴ����Σ�����Si���Ӵ������ڦ�(Al)���塣
ͼ4��ʾΪѹ����ȡ����SEM��ɢ�����������dz��ɫ����ΪSi���ӡ���ѹ��ѹ�����ж���֦����ࡢSi���ӳ����Ⱥ�����������2���С���ͼ4(a)��(b)�ͱ�2��֪����̬�Ĺ���Si���Ӵ��Ϊ��ά״����״���ʲ����ȵ���״�ֲ�������λ��Si���ӳ�����Ҳ��ͬ�����ֵ��A��Ϊ6.19����Сֵ��C��Ϊ3.36��������Χ�ϴ�
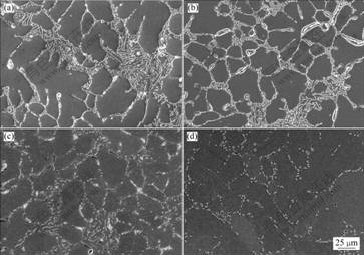
ͼ4 A356ѹ��������λ����֯��SEM��ɢ�������
Fig.4 Back-scattered electron images of different regions in die castings: (a) As-cast, A; (b) As-cast, D; (c) T6, A; (d) T6, D
��2 ����λȡ���Ķ���֦�����(S)��Si���ӵ�����ֵ
Table2 Secondary dendrite arm spacing (S) and Si particle characteristics of different specimens
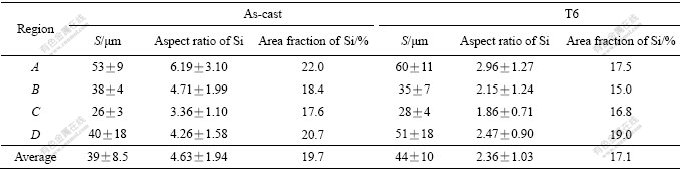
�о�����[13]����T6���ܴ���ʱ������Si����ͨ��Ҫ�����������顢��������3���Ρ���ˣ��ȴ�����Si���ӳ��ֳ���״��̰�״������ϸС���ȣ������ȵ�ƽ��ֵ���Խ���(��ͼ4(c)��(d)�ͱ�2)�����⣬������T6�ȴ����Ĺ��ܽΣ�����Si���������(Al)���壬Si���ƽ�������������̬ʱ������С��
2.2 �������
��3����Ϊ����λȡ���ij�����ܵ�ƽ��ֵ�����ڸ���λ����֯���죬�������չ�AKҲ�нϴ���죬��̬������AKֵ��1.17~2.35 J�ķ�Χ�ڱ仯��ƽ��ֵΪ1.68 J��T6̬����λ������AK��1.45~3.80 J�ķ�Χ�ڱ仯��ƽ��ֵΪ2.67 J�������̬�������Ը��ƣ�������ȴ����������ѹ�����ij�����ܡ����⣬���ڳ�����������������еı������٣�ѹ����������ܵı������٣�����MATTIA[7]�����ĵ�ѹ����A356���Ͻ���챶Աȣ����Է��֣���ȥ����A��λ�⣬����2�ֲ�ͬ�����µõ���������ij�����չ�AKƽ��ֵ�ֱ�Ϊ1.84 J��3.08 J������������������ѹ����A356���Ͻ��������̬��T6̬������Ӧ��AKֵ(1.54 J��2.49 J)��������ѹ��ѹ�������н����õij�����ܣ�������Ϊ��ѹ������н���Һ����ƽ�ȣ���ѹ�������̣��������ס����ɵ�����ȱ�ݣ���֯���ܡ�
��3 ����λȡ���ij�����չ�
Table3 Impact absorbed energies of different samples(J)

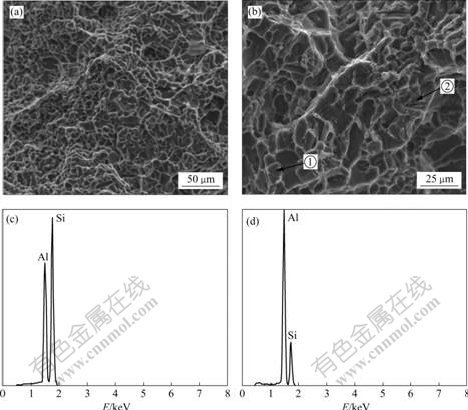
ͼ5��ʾΪ��̬�����ij���Ͽ���ò����ͼ5(a)��(b)�����Կ�������̬�¶Ͽ���֯���н϶�Ľ������漰�����繵��������Ҫ�Ǵ��Խ������ѣ����⣬�ڶϿڱ��滹�ɹ۲쵽������չ���ơ�ͼ5(c)��5(d)�ֱ�Ϊͼ5(b)�м�ͷ�ٺ͢ڴ���EDS�ס���ͼ5(c)�пɿ�����AlԪ�ط��⣬������2�������Եķ壬�ֱ�ΪSi��FeԪ�أ�ͬ������ͼ5(d)�пɹ۲쵽��Ҫ��Al��Si 2��Ԫ�ط壬�������̬�³���Ͽڴ���������Ҫ�����ڴ������-Fe����Si���Ӹ�����

ͼ5 A356��̬�����ij���Ͽ���ò��������
Fig.5 Fracture morphologies and EDS analyses of as-cast samples: (a) Fracture morphology at lower magnification; (b) Microscopic fracture morphology at higher magnification; (c) EDS result of �� in Fig.5(b); (d) EDS result of �� in Fig.5(b)
ͼ6��ʾΪT6̬�����ij���Ͽ���ò����ͼ6(a)�ɿ������ӶϿڴ��ɹ۲쵽����ϸС���ܼ������ѣ������Զ�����ò���Ƚ�ͼ5��ͼ6�����Կ�����T6�ȴ���������չ���Ƶ������������٣��ߴ�Ҳ��С������������T6���ܴ���ʱ������Si����ת��Ϊ��״��̰�״��Բ�������ӣ�����������������չ��ͼ6(c)��(d)Ϊͼ6(b)�м�ͷ�ٺ͢ڵ�EDS�ף��ɿ������Ƹ������Ϊ����Si���ӣ���δ���ִ��Ԧ�-Fe�࣬������ΪT6�ȴ���ʹ��-Fe������ڦ�(Al)���塣
ͼ6 T6̬A356�����ij���Ͽڼ�������
Fig.6 Fracture morphologies and EDS analyses of T6-treated samples: (a) Fracture morphology at lower magnification; (b) Microscopic fracture morphology at higher magnification; (c) EDS result of �� in Fig.6(b); (d) EDS result of �� in Fig.6(b)
2.3 ����֯�Գ�����ܵ�Ӱ��
2.3.1 �Ͽ�����֯
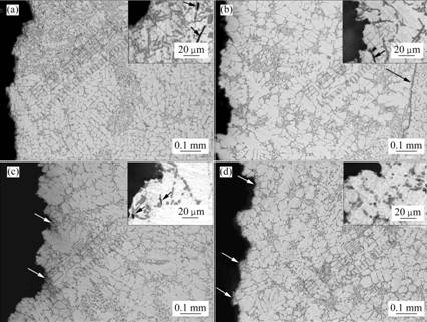
ͼ7��ʾΪ����λ�����ij���Ͽ���������ò���������Ͻ�Сͼ��ʾΪ�߱���ѧ�����¶Ͽڱ�Ե����������֯����ͼ7���ϽǸ�Сͼ�п��Թ۲쵽����ֱ�����췽������Ƽ�Si������Al����ķ���������ڳ����Ƚϴ��ҳ���ά״��Si���Ӵ�����ͼ�к�ɫ��ͷ��ʾ������״Si���Ӵ������Ƽ�������١�
��ͼ7(a)���Թ۲쵽����̬A��λ���������ų߶Ƚϴ���Ŵ�״����Si������չ��������������ǰ������һ�µĦ�(Al)֦��ʱ�����Ƽ��Ϧ�(Al)֦�����γɴ�
�����ѡ�������Ϊ��A356�Ͻ���д�߶ȵ�֦�����ʱ��֦�������Ϸֲ����ܼ���Si���ӣ��ṩ������������չ��ͨ�������´�������ģʽ[14]����ͼ7(b)��ʾ������̬�ֲ���ѹD��λ�ĶϿڸ������ɹ۲쵽��Լ 1 mm���ڲ����ơ������ƽ����ۣ����ž�����չ��������ƫת��������չ��·���ϳ����������ھֲ���ѹ��λ�������Ե������ϸС֦������Ǿޱ��״�����Ͱ���(��ͼ3(c))����������չ����������ʱ��ֻҪƫת�϶̾��뼴�ɼ����ؾ�����չ���Ӷ������ؾ�����(��ͼ7(b)��ɫ��ͷ��ָ)��
QIAN��[15]ָ������T6�ȴ������Al-7.0%Si�������Ͻ𣬵�����֯Ϊ����֦��ʱ�������������£�����Al-Si���������������ƣ���������չ���������м�Ħ�(Al)֦����������һ���γɽϳ������ƣ��������������ʧЧ������ѵķ�ʽΪ�������ѡ���ͼ7(c)��(d)�İ�ɫ��ͷ��ʾ����T6�ȴ�����С���Ŵ�״����Si���ӷֲ��ڳ���Ͽڱ�Ե�����������Ƽ��Ϧ�(Al)֦�����ʴ���������ò���������������о�������Ǻϡ��ھֲ���ѹD��λʱ������T6�ȴ���ʹ����Si���ӵij����Ⱥ��������������С�����������ؾ�����չ����ˣ��ڶϿڸ�����û�й۲쵽��ͼ7(b)��ʾ���ؾ����ơ�
ͼ7 A356ѹ��������λ�����ij���Ͽ���������ò
Fig.7 Optical micrographs showing microstructures of longitudinal surface sectioned along impact axis of impact fracture for different specimens: (a) As-cast, A; (b) As-cast, D; (c)T6, A; (d) T6, D
2.3.2 ����֯�������ܵĹ�ϵ
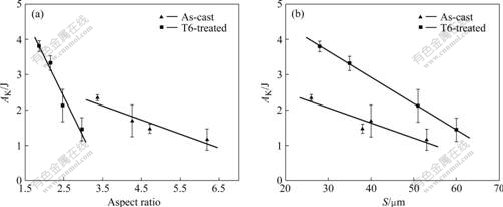
��ѹ�������У���������ľ�����γɵĿ�ȱ�ݶ�ѹ��������ѧ����Ӱ��ϴ�������ѹ��ѹ����û�����ף���ˣ������Si���ӳ�Ϊ��ѧ���ܵ���ҪӰ������[14]��Si���ӵij����Ⱥ�����֯�Ķ���֦����������������ܵ�Ӱ����ͼ8��ʾ����ͼ8(a)���Կ�����������̬��T6�ȴ������������������չ�����Si���ӵij����ȵ��������³��½����ơ���ԭ�������������������£�Si���Ӻ���Χ�Ħ�(Al)�����Ƿǹ�����棬�����ű��εIJ�Э���ԡ���ˣ����ϱ���ʱ���ڽ�����ܲ���Ӧ�����У����ִ�ij���״����״Si���ӻ�������Ӧ�����С���������Сʱ��Si���Ӿͻᷢ�����ѣ������(Al)������룬�Ӷ��շ����Ƶ��γɣ���Ϊ���Ƶ���Դ���ڳ����Ƚ�С����״Si���Ӹ������׳���Ӧ�����е㣬���������������Ӷ����³�����չ������ӡ�
ͼ8 Si���ӵij����Ⱥ�����֯�Ķ���֦����������������չ���Ӱ��
Fig.8 Influence of aspect ratio of Si particles (a) and secondary dendrite arm spacing S (b) on impact absorbed energy (AK)
���ǣ���̬������C��λ�ij�����Ϊ3.36���������չ�Ϊ2.35 J��T6��A��λ�ij�����Ϊ2.96���������չ�����1.45 J���ý����������Ȼ��ͬ��ò��Si�����շ������γɵ����ò�ͬ����������չ�������ȫȡ����Si���ӡ��������ϵĶ����������������Լ�������չ2���ι��ɵģ������Ƶ���չ��֦������� ��[16]����ͼ8(b)�ɿ����������ij�����չ������֦������������½����ơ�ԭ�������Ų������Ա��ε��������ƿ�ʼ��չ��������չȡ����������չ�������������Ƶ���չ���������Ƶ���չ���ɳ��йء���ˣ�ϸС��֦�������ڼ�С������չ�����ɳ̣���ǿ���Ƶ���չ������������Ƶ���չ��Ҫ���սϸߵ��������Ӷ���߲��ϵij�����ܡ�
�ۺϿ������������ضԸ���λ����������չ���Ӱ�죬�Զ���֦�����(S)�볤����(A)Ϊ������AKΪ����ֵ�����Ƴ�AK��SA�Ĺ�ϵͼ��ͼ9(a)��ʾ���ɿ�������SA������AK���½����ơ���������չ�AK��SA�ֱ�����Ȼ��������������ѧ�ع鴦�����õ�ͼ9(b)���ع����ϵ��R2=0.9510��Ϊ�߶����[17]��������ѹ��ѹ�����ij���������ɶ���֦�������Si���ӵij����������ع�ͬ�����ģ������߾��и߶ȵ������ԡ�
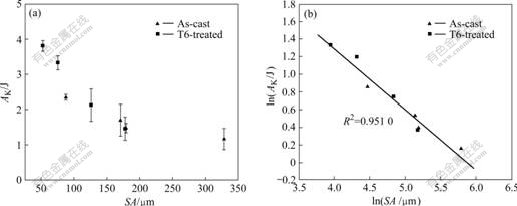
ͼ9 ������չ�(AK)�����֦�����ͳ����ȵij˻�(SA)�Ĺ�ϵ
Fig.9 Relationships between impact absorbed energy (AK) and secondary dendrite arm (S) spacing and aspect ratio (A)
3 ����
1) ��̬��ѹ��ѹ��������Si���Ӵ��Ϊ��ά״����״���ʲ����ȵ���״�ֲ���������չ���1.17~2.35 J�ķ�Χ�ڱ仯������Ͽ�������Ҫ�����ڴ������-Fe����Si���Ӵ���������ҪΪ�������ѷ�ʽ�����ھ��������ϸС֦������Ǿޱ��״�����Ͱ����ľֲ���ѹ�������ؾ����ơ�
2) ��T6�ȴ�����Si���ӳ��ֳ���״��̰�״�������ȵ�ƽ��ֵ���Խ��ͣ�Si���ƽ���������Ҳ������С��������չ�����̬�������Եĸ��ƣ��������������Դ��Si���ӣ������ֲ���ѹ��λ���ڵĸ���λ��Ϊ�������ѡ�
3) ����̬��T6�ȴ���ʵ��������ѧ�ع������������ѹ��A356ѹ�����ij���������ɶ���֦�������Si���ӵij����������ع�ͬ�����ģ������߾��и߶������ԡ�
[1] BREVICK J R. Die casting defects causing rejections during machining[J]. Die Casting Engineer, 1997(5): 42?46.
[2] WILLIAM G W. Die casting defects causes and solutions[M]. Wheeling: North American Die Casting, 1997.
[3] Ǯ��ѡ. ѹ�������̵�����̽��[J]. �������켰��ɫ�Ͻ�, 2002, 47(4): 47?53.
QIAN Wan-xuan. Discussion on the theory of mold filling process in die casting[J]. Special Casting & Nonferrous Alloys, 2002, 47(4): 47?53.
[4] GOKHALE A M, PATEL G R. Analysis of variability in tensile ductility of a semi-solid metal cast A356 Al-alloy[J]. Materials Science and Engineering A, 2005, 392: 184?190.
[5] SEO P K, PARK K J, KANG C G. Semi-solid die casting process with three steps die system[J]. Journal of Material Processing Technology, 2004, 153: 442?449.
[6] ������, ������, ��������, �ɱ��ú�, ��������. ѹ����ADC12���Ͻ���ѹ������֯����ѧ���ܵ�Ӱ��[J]. ����, 2007, 56(11): 1161?1170.
JI Lian-qing, XIONG Shou-mei, MASAYUKI M, YOSHIHIDE M, SHINGO I. Effects of casting pressure on microstructure and mechanical properties of super slow speed die castings of ADC12 aluminum alloy[J]. Foundry, 2007, 56(11): 1161?1170.
[7] MATTIA M, GIULIO T, FRANCO B, GIAN L G. Impact behaviour of A356 alloy for low-pressure die casting automotive wheels[J]. Journal of Materials Processing Technology, 2009, 209: 1060?1073.
[8] ����, ��. ���Ͻ������ں�Ի�е���ܵ�Ӱ��[J]. �������켰��ɫ�Ͻ�, 1994, 14(2): 1?4.
WAN Jian-xin, JIN Chang-geng. The influence of wall thickness on the mechanical properties of aluminium castings[J]. Special Casting & Nonferrous Alloys, 1994, 14(2): l?4.
[9] �� ��, ������, �� ��, ��ʥ��. ������ͭ�Ͻ�ij�����Բ���[J]. ��ѧ�빤��, 1999, 7(S1): 245?247.
L? Jie, LIU Bo-cao, YANG Kai, DAI Sheng-long. The impact toughness of Al-Cu casting alloy[J]. Material Science and Technology, 1999, 7(S1): 245?247.
[10] LI Z, SAMUEL A M, SAMUEL F H, RAVINDRAN C, DOTY H W, VALTIERRA S. Parameters controlling the performance of AA319-type alloys. Part ��: Impact properties and fractograph[J]. Materials Science and Engineering A, 2004, 367: 111?122.
[11] ZHAO H D, WANG F, LI Y Y, XIA W. Experimental and numerical analysis of gas entrapment defects in plate ADC12 die castings[J]. Journal of Materials Processing Technology, 2009, 209: 4537?4542.
[12] FAN Z. Development of the rheo-diecasting process for magnesium alloys[J]. Materials Science and Engineering A, 2005, 413: 72?78.
[13] TASH M, SAMUEL F H, MUCCIARDI F, DOTY H W. Effect of metallurgical parameters on the hardness and microstructural characterization of as-cast and heat-treated 356 and 319 aluminum alloys[J]. Materials Science and Engineering A, 2007, 443: 185?201.
[14] WANG Q G. Microstructural effects on the tensile and fracture behavior of aluminum casting alloys A356/357[J]. Metallurgical and Materials Transactions A, 2003, 34: 2887?2899.
[15] QIAN L, TODA H, NISHIDO S, KOBAYASHI T. Experimental and numerical investigations of the effects of the spatial distribution of a phase on fracture behavior in hypoeutectic Al-Si alloys[J]. Acta Materialia, 2006, 54: 4881?4893.
[16] WANG Q G, APELIAN D, LADOS D A. Fatigue behavior of A356-T6 aluminum cast alloys. Part��: Effect of casting defects[J]. Journal of Light Metal, 2001, 66: 73?84.
[17] �� ʱ. Ӧ��ͳ��ѧ[M]. ����: �廪��ѧ������, 2005: 217?256.
LI Shi. Applied statistics[M]. Beijing: Tsinghua University Press, 2005: 217?256.
������Ŀ�����Ҹ����о���չ�ƻ�������Ŀ(2008AA03A239)�������������������˲�֧�ּƻ�������Ŀ(NCET-08-0209)���㶫ʡ��Ȼ��ѧ����������Ŀ(05006498)
�ո����ڣ�2009-03-30�������ڣ�2009-06-18
ͨ�����ߣ��Ժ��������ڣ���ʿ���绰��020-87112948-302��E-mail: hdzhao@scut.edu.cn
ժ Ҫ���о��ֲ���ѹ��ѹ��A356ѹ������ͬ��λ��������֯��������ܡ������������̬�¹���Si���Ӵ��Ϊ��ά״����״���ʲ����ȵ���״�ֲ���������չ���1.17~2.35 J�ķ�Χ�ڱ仯��T6�ȴ������Ŵ�״Al-Si���������Լ��٣�����Si���ӳ��ֳ���״��̰�״����ϸС���ȣ�Si���ӵij����Ⱥ�������������������ͣ�������չ���1.45~3.80 J�ķ�Χ�ڱ仯������̬��������ߡ�����2������²�ͬ��λ���Ķ��ѷ�ʽ����ѧ�ع������������������ɶ���֦������Si���ӳ����ȹ�ͬ������
