
���±�ţ�1004-0609(2013)S1-s0193-05
Ti35�Ͻ���Nb������ʺ���
���ƽ1, 2����Ӣ��1������ƽ1���� ��2���պ���1��������1���ηɷ�1
(1. ������ɫ�����о�Ժ������ 710016��
2. ������ͨ��ѧ ���Ͽ�ѧ�빤��ѧԺ������ 710049)
ժ Ҫ��
��Ti35�Ͻ��Nb���ټ�벻�������ը�������ֹ��շ��������������飬ͨ����ѧ������ɨ��羵���������о������ֹ��շ�����Nb/Ti35���ӽ��渽����֯��ò�ͳɷֵ�Ӱ�졣�����������ը���Ϸ�������Ti35�Ͻ���Nb���ڽ��渽���������ը���У���ը���о������Ti-Ta-Nb������Ͻ�������ۻ���϶����Щ��ò�����ͳɷֲ����ڽ�ͷ�ڸ�ʴ�Ի�����ʹ�á�Nb/Ti35벻����ӵĺ��ӽ�ͷ���洦δ���ֿ��Ȳ����ȱ�ݣ�Nb�ں�����洦���ݶȹ��ɣ����ӽ�ͷ���нϺõ���ѧ���ܣ�벻������շ�������Ti35�Ͻ���Nb��Ϊ���С�
�ؼ���: Ti35�Ͻ��ꣻ벻�������ը���ϣ�����
��ͼ����ţ�TG 146.4���� ���ױ�־�룺A
Dissimilar metal jointing of Ti35 alloy to Nb
WU Jin-ping1, 2, YANG Ying-li1, XI Zheng-ping1, SUN Jun2, SU Hang-biao1, LUO Yuan-yuan1, SONG Fei-fei1
(1. Northwest Institute for Nonferrous Metal Research, Xi��an 710016, China;
2. School of Materials Science and Engineering, Xi��an Jiaotong University, Xi��an 710049, China)
Abstract: The dissimilar metal joints of Ti35 titanium alloy to Nb were carried out with explosive cladding and argon tungsten-arc welding (TIG) processes. The effects of processes on metallographic microstructure and composition besides the bonding interfaces were investigated by means of optical microscope, scan electron microscope and energy spectrum. The results show that molten region in swirl and molten fracture layers comprised of Ti-Ta-Nb mixtures occur along the interface of Nb/Ti35 exploding joint. This is disadvantageous for joint to using in corrosive conditions. However, molten fracture layers are not observed in the TIG joint. Nb content is changed slowly along the interface of Nb and welding seam. Adequate mechanical properties are also obtained in the welding joint. These results indicate that TIG process is feasible to bonding Ti35 alloy and Nb.
Key words: Ti35 alloy; niobium; argon tungsten-arc welding; explosive cladding; interface
Ti35�ѺϽ���Ϊһ��Ti-Ta��Ԫ�Ͻ������������Խ����о���ǿ�ҵĶۻ����������ḯʴ�Ի����о����н��ŵ���ʴ�ԣ��ں˹�ҵ�����Ź㷺��Ӧ��[1-5]���ڹ�ҵӦ���У�Ti35�ѺϽ�Ҫ����������������������һ�𡣵����������ͻ�ѧ���ܴ��ڽϴ��������ֽ������ϵ����ӣ�ͨ�������ӹ��շ���������Ԫ����ɢ�����洦�γɴ����࣬���������ӽ�ͷʧЧ[6]��
��ը���ϼ�����ͨ��˲ʱ�ı�ը�������2�ֲ���ѹ����һ���ڽ������γ�ұ���ϣ�����˲ʱ��ϣ�2�ֲ��ϼ���������Ԫ�ؼ�����ɢ�������˴�����IJ�������ˣ��÷��������ֲ��ϵ������еõ��㷺��Ӧ��[7-9]��Nb/Ti35���ϲ���Ӧ���ڸ�ʴ�Ի����У���ը���Ͻ����ϵĺû������Ͻ�����ò���ɷֲַ��Բ��ϵ���ѧ���ܼ���ʴ�����нϴ��Ӱ�졣
Ŀǰ����û��������ϱ���Ti��Nbֱ�ӽ����ټ�벻�����������Ti-Nb��Ԫ�Ͻ���ͼ[10-11]�����������������Ԧ��ࡢ��+�»������ڣ������������仯�������������ټ�벻����ķ�������Nb��Ti35�ĺ��������ǿ��еķ���֮һ��
��������ͨ����ը�������ټ�벻���2�ַ�������Nb��Ti35���������飬�о����ӽ�����֯��ò��ɷֲַ������������ӽ�ͷ����ѧ���ܱȽϡ�Ϊ��ҵ��Ӧ����Ti35��Nb����������ӷ���ѡ���ṩʵ�����ݼ�����֧�֡�
1 ʵ��
��ը���ӵĸ��IJ���1.5 mm���˻�̬��Nb�塣����ѡ��6 mm����˻�̬Ti35�ѺϽ�
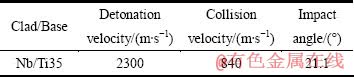
ʵ����õ�ըҩΪ�ͱ�����炙��ըҩ����ը����Ԥ�ý�Ϊ�㣬����ƽ�а�װ�����б�ը���ϡ�����ѡ�ñ�ը���ϴ������ޣ�ʵ�鶯̬�������1��ʾ��
��1 ��ը���Ϲ��ն�̬����
Table 1 Dynamic parameters for exploding processing
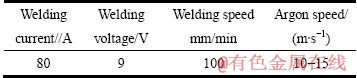
��������ú��Ϊ1.5 mm�����˻�Nb���Ti35�Ͻ�壬���˿Ϊֱ��1.0 mm��Ti35�Ͻ�ר��Ti35HS��˿���ټ�벻�������ǰ�������弰��˿�ñ�ͪ���øɾ������Ӳ������2��ʾ��
��2 ��Ҫ���Ӳ���
Table 2 Main welding parameters of TIG
��ըƽ������벻����ӽ�ͷ�����и�ȡ����ͨ����ĥ������������Ϊ3:1��HNO3��HF���и�ʴ�����ý�������(OM)��JSM-5800ɨ��羵 (SEM)��������(EDS)�Ը��Ͻ������֯���ɷֽ��з���������ά��Ӳ�ȼƲ������渽������Ӳ�ȡ��ڼ��������豸�϶Ա�ը������м������飬벻�����ͷ����������������Ͻ��п���ǿ�Ȳ��ԡ�
2 ���������
2.1 ������֯��ò
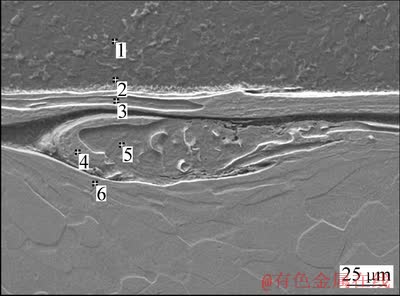
Nb/Ti35��ը���ӽ�Ͻ���ʴ�״������ò��ͼ1��ʾ��ÿ���������һ���У��������пն��������Ͻ�������һ�ྦྷ�����������������䣬�����ر�ը������Ĵ������������������Ų���������������Ti35�Ļ���ۻ�������������γ�1����������ͬʱ�����Ž�����1�����Եġ���϶�������������ʵ���ըҩ��Ϊ�ɺ��Դ��ڵ����ޣ�ҩ������ʹ����ʴ�״�����ڽ���������ۡ�
ͼ2��ʾΪNb/Ti35���ӽ�ͷ��ĸ�ĺͺ������֯��ò�����ӹ�����Nb��Ti35ĸ�Ķ������ۻ������ں��Ӳ��õ���Ti35�Ͻ�ר�ú�˿����Ti35�Ͻ�һ�࣬�����Ti35�Ͻ�ĸ�Ļ����ۺ���һ����Nbһ�࣬����ʱ��ĸ��Nb�������ۻ����������Nbĸ�ķֽ��Ϊ���������ڳ��˿�ɷֽӽ���Ti35�Ͻ�ĸ�ģ���˿��Ti35�Ͻ���۵���Nb���۵��нϴ�IJ�࣬��ˣ������µĺ�˿���Ľ�벻������ӹ��գ��������ڸ���Nb/Ti35벻�����ͷ�����ܡ�
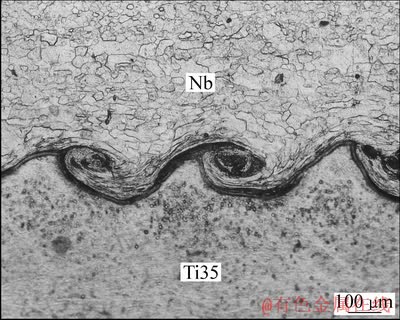
ͼ1 Nb/Ti35��ը���Ͻ�����ò
Fig. 1 Nb/Ti35 explosion cladding interface morphology
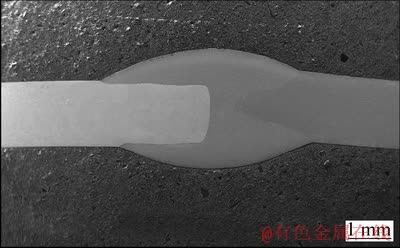
ͼ2 Nb/Ti35벻������ӽ�ͷ��֯��ò
Fig. 2 Nb/Ti35 welding interface morphology
2.2 ���滯ѧ�ɷ�
��Nb/Ti35��ը���ӽ�Ͻ����������гɷַ���(ͼ3)��������3���С���Ti35�Ͻ�һ���1����2����ֻ���ѡ���ɷ֣���ɷ���Ti35ĸ�ijɷ���ͬ���������10~12 ��m�����⣬û�������ɢ���������ڱ�ը���Ϲ�������˲����ɵģ�Լ1��10-5 s�����ۻ������̹����У�Ԫ����������ɢ��
ͼ3 Nb/Ti35��ը���Ͻ���ɷ�
Fig. 3 Composition at interface of explosion cladding
��3 Nb/Ti35��ը���Ͻ���ɷ�
Table 3 Composition at interface of explosion cladding (mass fraction, %)
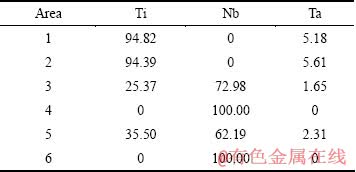
3����5����Ҫ��Ti-Ta-Nb�Ͻɣ���������Ti35�Ͻ��ڽϸߵij���������ۻ����γɵĻ�е����4����6��Ϊ���ꡣ�ڱ�ը�����У�����ڽϸߵ�Ӧ�����£����洦�ľ��������������Ա��ζ����顣����������������
��ը���Ϲ����У��������ײ�ٶȹ�����γ��˽ϴ�����С����������е����ʴ��Dz����������ʡ���Щ�������ʶԲ��ϵ���ʴ���нϴ�����ˣ����Ժ��ʹ�ù����У����Ϊ����ʧЧ�ĸ�Դ��
����ʵ��֤��[8]������Ti35�Ͻ�ר�ú�˿Ti35HS����Ti35�Ͻ�ʱ�����Ͻ�Ԫ��Ta�ں�����Ti35�Ͻ�Ľ����ƽ�����ݶȱ仯��ʹ������ĸ�Ļ�����õ�ǿ����ƥ�䡣
�ں�����ĸ��Nb֮�䣬��һ�������Ŀ�Լ10~15 ��m���ۺ�������ͼ4��ʾ�����ۺ����пɿ���Ti��Nb���ɢ��Ti�������ܺ����ڼ����½������ں���������ĸ�ĵ��ۻ���ʹ���ں�����֯�й�����һ��������Nb��
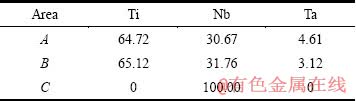
��4�г�A��B��C 3�������Ti��Nb��Ta������������Nb�ڽ��渽���ĺ������У�������31%���ҵ�Nb������Զ����棬Nb���������ں��������½���
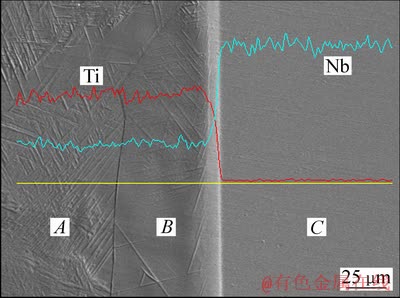
ͼ4 벻���������Nb����ijɷֱ仯
Fig. 4 Element distribution lines along interface of Nb and welding seam
��4 벻�����ͷ������Nb���渽���ijɷ�
Table 4 Composition at interface of Nb and welding seam (mass fraction, %)
2.3 ��ͷ��ѧ����
Nb/Ti35��ը���Ͻ��渽����Ӳ�ȷֲ���ͼ5��ʾ��
�ӱ�ը���浽Ti35�Ͻ�Ӳ�ȳ��ɸߵ��ͷֲ����ڱ�ը���渽����Ti35�Ͻ�Ӳ�����ߣ�������͡��ӱ�ը���浽�꣬Ӳ��Ҳ�ɸߵ��ͷֲ���������洦Ti35�Ͻ�Nb�ı�ը����������ļӹ�Ӳ���йء�
Nb/Ti35벻�����ͷ������Ӳ�ȷֲ���ͼ6��ʾ�����촦Ӳ����ߣ��ﵽ250 MPa���ң������һ��������Nb�ۻ���ɢ�������У����һ���Ĺ���ǿ����ͬʱ����ʱ���������Ԫ�ضԺ���Ҳ��һ����ǿ�����á��ڿ��������Ti35��Nb���࣬Ӳ��ֵ����С�ĵͰ��������������Ӱ�������ϵ�ǿ�Ƚ����йء�
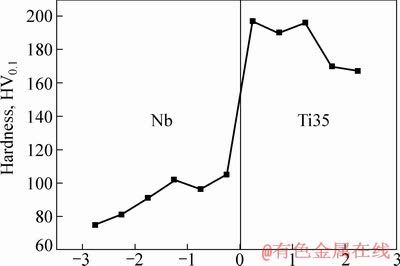
ͼ5 Nb/Ti35��ը���Ͻ����Ӳ��
Fig. 5 Distribution of microhardness along interface of explosion cladding
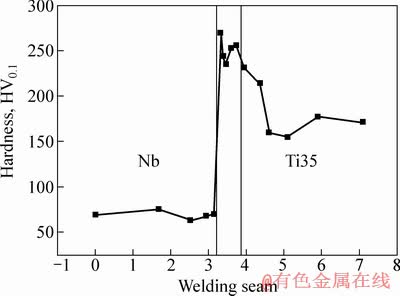
ͼ6 Nb/Ti35벻��������Ӳ��
Fig. 6 Distribution of microhardness along joint of welding
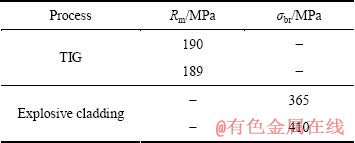
Nb��Ti35�Ͻ�ը���Ͻ���Ŀ��������벻������ӽ�ͷ������ʵ������ʾ(��4)��Nb/Ti35��ը���Ͻ���Ŀ���ǿ�ȴﵽ350 MPa���ϣ�����ǿ������ʹ����ѧ����Ҫ��Nb/Ti35벻�����ͷ����ǿ�ȴ���180 MPa���������λ����Nb�ˣ�ͬʱNb/Ti35벻�����ͷ�����ǿɴ�140�����ϣ����������������ã� �����벻�����Nb��Ti35�ĺ��촦ǿ�ȴ���ĸ��Nb��ǿ�ȣ�ͬʱ���촦Ҳ���н��ŵ����Ժ����ԡ�
��5 벻����뱬ը���Ͻ�ͷ����ѧ����
Table 5 Mechnical properties of joints of welding and explosion cladding
3 ����
1) ���ñ�ը���Ϸ�������Ti35�Ͻ���Nb���������ǿ���ܹ�����ʹ����ѧ����Ҫ����ը���洦���ڱ�ը���к��ۻ���϶����ը���к��ۻ���϶��Ti-Ta-Nb�������ɣ��ýṹ�����ڸ��Ͻ�ͷ�ڸ�ʴ�����е�Ӧ�á�
2) �����ټ�벻���������Ti35�Ͻ���Nb�ǿ��еģ�벻������ӽ�ͷ���洦δ���ֿ��Ȳ����ȱ�ݣ�Nb�ں�����洦���ݶȹ��ɣ����ӽ�ͷ�нϺõ�ǿ�Ⱥ������������ܣ����ӽ�ͷ�ı�����ò���ʺ�Ӧ���ڸ�ʴ�Ի����С�
REFERENCES
[1] BALDEV R, KAMACHI M U. Materials development and corrosion problems in nuclear fuel reprocessing plants[J]. Progress in Nuclear Energy, 2006, 48(4): 283-313.
[2] SANO Y, TAKEUCHI M, NAKAJIMA Y, HIRANO H, UCHIYAMA G, NOJIMA Y, FUJINE S, MATSTMOTO S. Effect of metal ions in a heated nitric acid solution on the corrosion behavior of a titanium-5% tantalum alloy in the hot nirtric acid comdensate[J]. Journal of Nuclear Materials, 2013, 432(1/3): 475-481.
[3] KAREN S, ALAIN R. Preparation and characterization of Ti-Ta alloys for application in corrosive media[J]. Materials Letters, 2003, 57: 3010-3016.
[4] TAKAO Y, SHIGEKI T, SHINICHI O, et al. Gamma-ray irradiation effect on corrosion rates of stainless steel, Ti and Ti-5Ta in boiling 9N nitric acid[J]. Journal of Nuclear Materials, 1996, 228: 162-167.
[5] MYTHILI R, SAROJA S, VIJAYALAKSHMI M. Characterization of passive oxide film on a Ti-5%Ta-1.8%Nb alloy on exposure to severe oxidizing conditions[J]. Materials Characterization, 2010, 61(12): 1326-1334.
[6] WANG H T, WANG G Z, XUAN F Z, TU S T. Fracture mechanism of a dissimilar metal welded joint in nuclear power plant[J]. Engineering Failure Analysis, 2013, 18: 134-148.
[7] SONG J, KOSTKA A, VEEHMAYER M, RAABE D. Hierarchical microstructure of explosive joint: Example of titanium to steel cladding[J]. Materials Science and Engineering A, 2011, 528(6): 2641-2647.
[8] WANG Bing-feng, CHEN Wei, LI Juan, LIU Zhao-lin, ZHU Xie-bin. Microstructure and formation of melting zone in the interface of Ti/Ni/Cr explosive cladding bar[J]. Materials & Design, 2013, 47: 74-79.
[9] SUDHA C, PRASANTHI T N, MURUGESAN S, SAROJA S, KUPPUSAMI P, VIJAYALAKSHMI M. Study of interface and base metal microstructures in explosive clad joint of Ti-5Ta-1.8Nb and 304l stainless steel[J]. Science and Technology of Welding & Joining. 2011, 16(2): 133-139.
[10] ������. ��Ԫ�Ͻ�״̬ͼ��[M]. ����: ұ��ҵ������, 2004: 280.
LIU An-sheng. Binary alloy phase-diagrams[M]. Beijing: Metallurgical Industry Press, 2004: 280.
[11] ���ƽ, ��Ӣ��, �Ժ���, ������, �� ��, ��ݶ��, �� ��. Ti35�ѺϽ�ĺ�����֯������[J]. ϡ�н��������빤��, 2008, 37(Suppl.3): 205-208.
WU Jin-ping, YANG Ying-li, ZHAO Heng-zhang, ZHAO Yong-qing, ZHAO Bin, GUO Di-zi, LIN Qiao. The welding microstructure and weldability of Ti35 alloy[J]. Rare Metal Materials and Engineering, 2008, 37(Suppl.3): 205-208.
(�༭ ������)
������Ŀ������ʡ�ص�Ƽ������ŶӼƻ����ѺϽ��з������Ŷӡ�(2012KCT-23)
�ո����ڣ�2013-07-28�������ڣ�2013-10-10
ͨ�����ߣ����ƽ��������ʦ����ʿ�о������绰��13991884771��E-mail��jinpingwu7@126.com
ժ Ҫ����Ti35�Ͻ��Nb���ټ�벻�������ը�������ֹ��շ��������������飬ͨ����ѧ������ɨ��羵���������о������ֹ��շ�����Nb/Ti35���ӽ��渽����֯��ò�ͳɷֵ�Ӱ�졣�����������ը���Ϸ�������Ti35�Ͻ���Nb���ڽ��渽���������ը���У���ը���о������Ti-Ta-Nb������Ͻ�������ۻ���϶����Щ��ò�����ͳɷֲ����ڽ�ͷ�ڸ�ʴ�Ի�����ʹ�á�Nb/Ti35벻����ӵĺ��ӽ�ͷ���洦δ���ֿ��Ȳ����ȱ�ݣ�Nb�ں�����洦���ݶȹ��ɣ����ӽ�ͷ���нϺõ���ѧ���ܣ�벻������շ�������Ti35�Ͻ���Nb��Ϊ���С�
