
DOI��10.19476/j.ysxb.1004.0609.2018.10.08
�����۸��������ϺϽ�����֯����ѧ����
���Ʋ����� ������ Ƽ������������ ��������
(�Ϻ������豸�����ܳ�����˾���Ϻ� 200245)
ժ Ҫ��
�������ϺϽ���нϵ͵�Ħ�����������õ���ĥ�Լ��������ԣ����㷺Ӧ���ں��ա����졢���������ػ�е���豸����㲿���������ĥ���ϡ����о��в��ü����۸�����(LCD)����20�ֻ����Ͻ����������ϺϽ��۸��������ù�ѧ����(OM)��ɨ���������(SEM)��X����������(XRD)����������(EDS)���۸�����ɲ������֯������ɺͳɷֲַ����м�������������������������Բ�ͬ����������ϺϽ�/20�ּ���ǿ�Ƚ��в��ԣ����ԶϿ���ò���м�����������������۸�������֯�зֲ��Ž϶��״������Ͻ����Ҫ��SnSb��Cu6Sn5����������������ɣ��������ϺϽ�/20���м�������Լ6 ��m�����ֺϽ��Ľ��ǿ����Ͻ���ȵ�����������������ϺϽ�/20�ֶϿ������������ѡ�
�ؼ��ʣ�
�����۸��������������ϺϽ���20�������ǿ����
���±�ţ�1004-0609(2018)-10-2016-08���� ��ͼ����ţ�TG665���� ���ױ�־�룺A
���ϺϽ���1839����������Babbitt�����ģ���Ҫ���������ϺϽ��Ǧ�����ϺϽ����ֲ��������������Ӳ�ʵ����֯��ɣ��������õļ�ĥ�ԡ���ĥ�ԡ�˳Ӧ�Ժ�Ƕ���Ե�Ħ��ĥ�����ܣ�����ڹ�ҵ����Ӧ�ù㷺[1-4]���������ϺϽ���нϵ͵�����ϵ����Ħ�����������õ���ĥ�ԡ���ʴ�ԡ������Ժ����Ա��㷺Ӧ�������ֻ������ֻ�����ȼ�����˵�����[5]���߱�����ĥ���ϣ�Ӧ���漰���������պ��켰���̻�е������[6]���������ϺϽ��Ʊ����շ����IJ�ͬ��������֯����ѧ��������Ҫ��Ӱ�죬�������ϺϽ����Ʊ������й�����ע���������Ѻ�������Ʒ���������Ϳ�����绡��Ϳ����[7]����������С�ߴ������ߣ�ͨ���������Ľ�ע���ս�ע�����ߵ��ڱ��棬�Ƴ�˫��������[8]�����Ľ�ע�����а��ϺϽ����ײ�����ƫ������֯�ִ��������ס����ơ���̥��ȱ��Ӱ�컬����е���ƣ�͡���ʴ����ĥ������ܣ���Ҫ�г��Ϻ��������ϺϽ�ȱ�ݲ㣬��ɲ��������˷�[3]��
Ϊ�������Ľ������ϺϽ����֯�����ܣ���ΰ[5]�����Ľ������ϺϽ�������ø��ܼ���������ɨ�裬�����������ϺϽ���漤������ʵ���о�������������������ۺ���֯�õ�ϸ����Ӳ����������ȷֲ��������������У�����������֯���ܣ������ơ�����ȱ�ݣ�ƽ��Ӳ��������25%��Ϊ�����������ϺϽ�������������Ľ��ǿ�ȣ��������[9]ͨ�����ڻ��������ͿFe-Cr-Al���⡢Ni-Al�Ͻ�˿���Խ�ϲ�����Ϊ���ɲ㣬���ԼΪ100 ��m��Ȼ����ʹ�õ绡��Ϳ�������ϺϽ�Ԥ���ߴ磬�ù��ɲ����߰��ϺϽ����������Ľ��ǿ�Ⱦ�����Ҫ���á���ʤȫ��[10]�о���ǥ���¶ȶ��������ϺϽ�/�ֻ�����ɲ���֯��Ӱ�죬�������������ǥ���¶ȵ����ߣ����ɲ������Ͻ���Ц���(Cu6Sn5)�������������٣�����(SnSb)�����žۣ��������¶�Ϊ320~340 ��ʱ���������ϺϽ�/�ֹ��ɲ�Ӳ��(HV)�ﵽ141.3~146.2��KOBERNIK��[11]���õ����ӵ绡���������������ϺϽ��ĩ�۷�̼�ֱ��棬�ۺ����ֲ��ż����������۷������FeԪ�ع��ɵĻ����֯���õ����������ϺϽ�Ϳ����и��õ���ĥ�ԡ�DIOUF��[4]ͨ���о����Ľ��������������������ϺϽ���ǿ�ȣ����ֽ�����������ȴ�ٶ�Ӱ������۽ṹ�Ӷ�Ӱ��Ͻ������Ľ�����ܡ����ڸ��������н�ԡʱ��������γɵ�FeSn2���㲻���ṩ�㹻��ճ��ǿ�ȣ���ˣ�S��R��L��[12]������п���н�ԡ�γ�FeZn9�м�㣬ʵ�ֳָı�����ϺϽ�ĸ�ճ��ǿ�ȡ����ô�ͳ��ʽ�Ʊ��������ϺϽ���ֵ���Ҫ����Ϊ�����ֽ������ǿ�Ƚϵͣ��������ϺϽ����֯�ִ������׳������ס�������ȱ�ݣ�����ȥ����������������ϺϽ�������˷ѡ�����������⣬��������������ü����۸��ķ�ʽ�ڵ�̼�ֱ����Ʊ��������ϺϽ��۸��㡣�����۸����μ��������ø��ܼ������ۻ����������γ��۳أ������Ͻ��ĩͬ���������۳������γ��۸����һ�ֹ��շ�������ҪӦ�����㲿������������Լ��������졣Ŀǰ��������δ���йؼ����۸��Ʊ����۵��������ϺϽ�����ױ�����
����������20�ֻ����ϲ��ü����۸��Ʊ��������ϺϽ��۸��㣬�۲�Ͻ�㼰���������֯��Ԫ�طֲ������Ͻ��������ɼ����ֺϽ����ǿ�Ȳ��ԶϿ���ò���з�����Ϊ�����۸��������ϺϽ������Ʊ�����㲿��������ĥ���ϵĹ��̻�Ӧ�÷�������˾��顣
1 ʵ��
ʵ����õļ����۸�����(LCD)�豸��Ҫ�ɼ������������е�ۡ�˫Ͳ�ͷ�������ˮ����������ƹ���ɣ���ͼ1(a)��ʾ�����������õ�Ƭʽ�����������������ʿɴ�6000 W��ʵ������в�������ģʽ������⡣���ô���Ϊ99.99%�ĸߴ������Ϊ��������ͷ�ĩ���������������������峣�ò�����ҪΪ������ͭ�Ͻ𡢸ֵȣ��ʱ�ʵ���в��óߴ�Ϊ100 mm��100 mm��20 mm��20������������������ϺϽ��۸����Ρ�ʵ��ǰ�Ի������ɰֽ��ĥ����ˮ�Ҵ���ϴ��ȥ���������۲����Ӽ��������ʡ������������ϺϽ��ĩ����Ϊ45~105 ��m���������ϺϽ��ĩ��Ӧ��ѧ�ɷ����1���С�ʵ��ǰ���������ϺϽ�����պ�����ڽ���70 ���º��400 min�Խ��ͷ�ĩ�е�ˮ���������ӷ�ĩ�������ԡ�
��1 �������ϺϽ�ѧ�ɷ�
Table 1 Chemical composition of ZSnSb11Cu6 powders (mass fraction, %)

20���۵�ԼΪ1500 �棬���������ϺϽ������¶�Ϊ240 �棬Һ����¶�Ϊ370 �棬����ڳ��ι��������輤�������ϵ͡����۸���һ��ʱ�����۸���ֱ����20�ֻ���Ӵ����۸����ղ���ֱ��Ӱ�����ֺϽ��Ľ��ǿ�ȡ����۸���һ��ʱ�����¶Ƚϵ�ɢ�ȽϿ죬�۳��ƶ������ܹ�Ѹ�����̡����۸�������ʱӦ����������������ֹ�۸������л������ۻ��������۸��������ϺϽ��ۻ������ʡ���ˣ����о��в��øı伤��ʵķ�ʽ�۸���һ��ͺ������۸�������ǰ�ڹ���ʵ�飬��һ�㹤�ղ���Ϊ�����2000 W���ӵڶ�����ʵ���Ϊ800 W�������۸�����ɨ���ٶȺ��ͷ����ʱ��ֲ��䣬�ֱ�Ϊv=20 mm/s��Q=19.97 g/min��
�������۸�����������ϺϽ����鰴��ISO4386���ӹ����������ѧ���ܲ�����������ͼ1(b)��ʾ�����������ߴ����2���У�����a��b��c��d�ֱ������ͬ�۸������µ��������������ֺϽ��Ӵ����ԼΪ200 mm2������ͼ1(c)��ʾ�IJ��Է������н�������ԣ�������ͬ�Ͻ���ȶ����Ͻ����ǿ�ȵ�Ӱ�죬��������Ͽڽ��й۲���������۸������в���ȡ��������ĥ��ʴ�����ڹ�ѧ����(OM)��ɨ��羵(SEM)�¹۲��۸��㼰���������֯������ɨ��羵������������(EDS)�����۸����Ԫ����ɺͷֲ�������X����������(XRD)���۸�������ɽ��м��ͷ�����
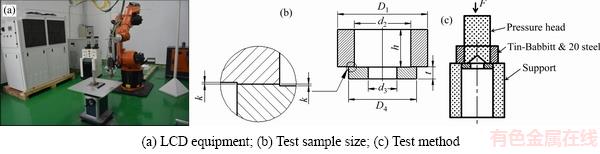
ͼ1 ����װ�������Է���
Fig. 1 Deposition equipment and test method
��2 ���������ߴ�
Table 2 Test sample sizes

2 ��������
2.1 �����ò
���յ�һ�㼤���P=2000 W�ͺ����㼤���P=800 W�Ĺ��ղ�����20�ֻ������۸��������ϺϽ�ʵ������ͼ2(a)��(b)��ʾ����ͼ2��֪���������ϺϽ��۸������ƽ���������Ե����ƻ�����ȱ�ݣ��۸��������й����Զѵ���������Ϊ����е�۴����۸�ͷ����ֱ���˶�������ʼ������λ�����ڼ��ٺͼ��ٹ��̼���������ʱ����Խϳ����������ϺϽ�������¶�ֻ��240 �棬��ˣ����۸���ʼ�����˴��������ۻ������۳���������ʣ�����۸������˲����й����ԵĶѵ������ս�������������ߴ罫�۸�����ӹ�������IJ���������ͼ2(c)��ʾ�������ղ��Է�������������������Ͻ��н�������ԡ����۸������в���ȡ�ߴ�Ϊ12 mm��12 mm�� 30 mm�������ϺϽ��۸����飬��ͼ2(d)��ʾ��ĥ�����XRD��⡣����4%������ƾ���Һ���и�ʴ������֯�۲졣
2.2 ����֯
����֯����������ܣ�ͼ3��ʾΪ��ѧ�����²��Լ���ͬλ�ô�������֯��ͼ3(a)��ʾΪ��ѧ������20�ֵ�����֯��20����Ҫ����������������ɣ������������Ӧ��ͼ�л�ɫ���֣�������Ӧ�ź�ɫ���֡�ͼ3(b)��ʾΪ20�����������ϺϽ����洦������֯����ͼ��֪���������ϺϽ����20�ֽ�Ͻ���Ϊһ����ɫ�м����㣬�м�����IJ��������������ϺϽ���20�ֻ���ʵ����ұ���ϣ����������ֺϽ��Ľ��ǿ��������Ҫ��ͼ3(c)��ʾΪ�������ϺϽ��۸�������֯����ͼ�ɼ����н϶�����ο�״��������ȷֲ����������ϺϽ�����С�������Ϊ��ɫ���ֵ������������࣬�������г���ɢ�ֲ��Ŀ�״���������ϸС��ɫ����״�����
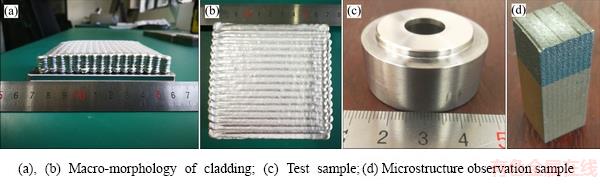
ͼ2 �����۸��������ϺϽ�ĺ����ò
Fig. 2 Macro-morphologies of tin-based Babbit alloy by LCD
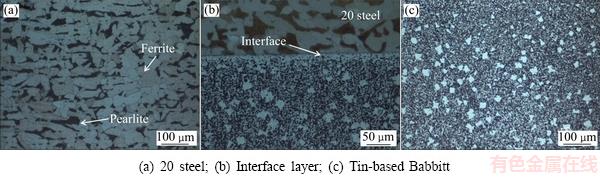
ͼ3 �����۸������Ͻ�ͬλ������֯
Fig. 3 Microstructures of tin-based Babbit alloy by LCD at different locations
��������[13]�ɳ����жϣ���״������Ϊ��(SnSb)�����࣬ϸС����״������Ϊ��(Cu6Sn5)�����࣬��ɫ����Ϊ�������������ࡣSnSb����Cu6Sn5�������Ӳ�ʵ��������Ħ�������������ڱ�����Ҫ��֧�����ã������Ļ�����������õ����ԣ���Ҫ���ĥ����[1]�����Ļ�������ĥ�������кܿ챻ĥ����°��������������ͣ�Ӳ�ʵ�������Ϊ��ĥ������Ҫ����֧����ѹ��[14]��
Ϊ����һ�������������ϺϽ������ɣ����о��в���X����������(XRD)���������ϺϽ������ɽ��м�⣬�������ͼ4��ʾ������������������ϺϽ����Ҫ�������������ࡢSnSb��Cu6Sn5�����仯��������ɡ�����ͭһ�������������γ�������������ǿ����������ã���ҪΪ�ķ����͡���һ�����ࡢͭ�����γɽ����仯����SnSb��Cu6Sn5�����ǵ��γ���ǿ���������ϺϽ���Ӳ�ȡ���ĥ�ԡ�
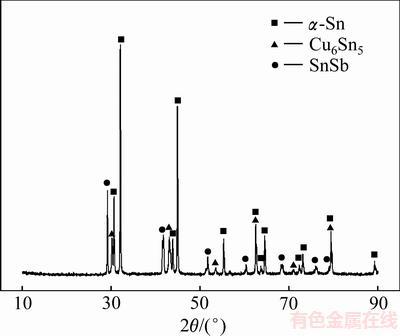
ͼ4 �������ϺϽ�XRD��
Fig. 4 XRD pattern of tin-based Babbitt alloy
��ɨ��羵�¶��������ϺϽ�������֯���й۲죬��ͼ5(a)��ʾ����֪�������ϺϽ�����֯����ɢ�ֲ������ο�״����������ѧ�����¹۲쵽������֯���ơ������ο�״��������оֲ��Ŵ���ͼ5(b)��ʾ�����ο�״��������Χ���ڲ��ֲ��Ž϶�����ɫ�̰�״�����Ϊ�������ο�״�����P�̰�״������Ԫ����ɣ��Կ�״����������ڲ��Ķ̰�״��������帽���Ķ̰�״���������EDS������������������3���С���֪���ο�״����������ҪΪ������Ԫ�أ�������Ħ��������Ϊx(Sn)/x(Sb)=45.83/33.83�����ǵ���������������Ԫ�ضԼ������Ӱ�첢���XRD������������֪�����ο�״������ΪSnSb�ࡣ��ϱ�3��EDS����������֪����1�͵�3��Ԫ����ɻ�����ͬ����������ͭĦ�������ȷֱ�Ϊx(Sn)/x(Cu)=36.01/40.56��x(Sn)/x(Cu)=36.00/42.19������ͬ����֪�����Ķ̰�״������Ϊͬһ�������࣬���ǵ������������SnԪ�غ�����Ӱ�첢���XRD�������֪���̰�״������ΪCu6Sn5�ࡣ
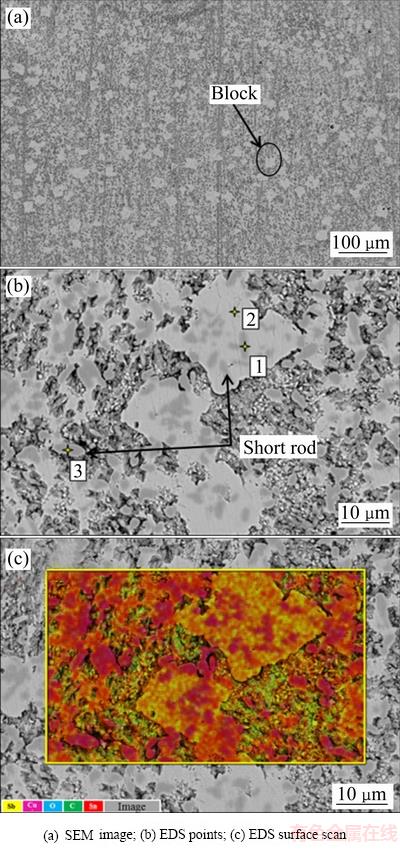
ͼ5 �������ϺϽ������֯
Fig. 5 Microstructures of tin-based Babbitt alloy
��3 �������ϺϽ�EDS��������
Table 3 EDS point analysis results of tin-based Babbitt alloy
����EDS��ɨ���������ϺϽ��Ԫ�طֲ����з����������ͼ5(c)��ʾ����ͬ��ɫ������ͬԪ�أ���ɫ�������̶ȴ���Ԫ�صĸ����̶ȡ���ͼ5(c)��֪����״��������ҪΪ��Ԫ�ظ������̰�״��������ҪΪͭԪ�ظ�������������ҪΪ��Ԫ�ء���ˣ���֤�˿�״������ΪSnSb�����仯�����࣬�̰�״������ΪCu6Sn5�����仯������Ľ��ۡ�Cu6Sn5��������������������������ͬʱ��SnSb�����仯��������������������Ϊ�����۸����ڿ��ټ��ȿ������̹��̣����������ϺϽ����̽Σ�Cu6Sn5�����ȴ�Һ��������������״SnSb��������Ҫ�ɰ�����Ӧ���ɣ���ʽ(1)������Sn-Sb��Ԫ��ͼ[15]��֪�����۳��¶Ƚ��͵�260 ��ʱ�������࣬Ȼ��ͨ��������Ӧ�������Ĺ�������࣬����Ӳ�ʦ�������������γ������������Ϸֲ���Ӳ�ʿ���������á�
��+L���� (1)
����������ᣬ�γɵĦ�����ܶȱȦ����С[14]��������ϸ������ƣ������ȴ�Һ����������Cu6Sn5��ʹǼܽṹ�ֲ�����ֹ��SnSb����ϸ�[16]��ʹ��Ӳ�ʵ������������ϺϽ�����֯�о��ȷֲ���SnSb���Cu6Sn5������Ӳ�ʽ����仯�����࣬��ֲ���������������ʹ���������ϺϽ�Ӳ���������Խ��͡�
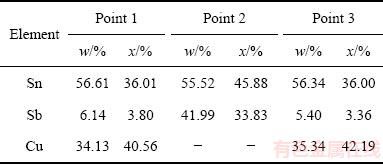
ͼ6��ʾΪ�������ϺϽ�/20�ֽ��������֯��Ԫ�طֲ�����ͼ6(a)��֪��20�����������ϺϽ�֮�����һ�����Ե������м����㣬�����ѧ�����¹۲쵽�����һ�¡����м��������EDS���������ͼ6(b)��ʾ����EDS��������(����3)��֪���м�������Ҫ������ͭ��������Ԫ����ɡ������۸��������ϺϽ��һ��ʱ���ʽϴ���20�ֱ����γ����۳أ��������ϺϽ���20�ַ���ұ��Ӧ������Fe-Sn��Ԫ�Ͻ���ͼ[17]��֪���������ڲ�ͬ�¶��»��в�ͬ����������ڣ���Fe3Sn��Fe3Sn2��FeSn��FeSn2����Щ�������Ϊ��Ӳ�࣬������Fe-Sn�����仯���������������������ϺϽ�/20�ֽ��ǿ�ȣ���������������������ֺϽ���洦�������ơ�
ͼ6 �������ϺϽ�/20���м�����
Fig. 6 Interface layer of tin-based Babbitt alloy/20 steel
Ϊ�����ؽ����Ԫ�طֲ������о�����EDS��ɨ����20�����������ϺϽ�����Ԫ����ɨ����ͼ6(c)��ʾ��ɨ��λ�ü�ͼ6(a)����ͼ��֪����ɨ�跽����Ԫ�غ������ͣ������ࡢͭԪ�غ����ؽ�������ߡ��������ϺϽ��ͭԪ�ر仯���Ƚϴ�����Ϊ�����������ϺϽ��ͭԪ�ز���ƫ�������ɦ��ർ�¡�������ɨ��Ԫ�طֲ���֪���������ϺϽ�/20���м�������6 ��m���ң�ͭԪ���ڽ��洦����ͻȻ���ߣ�˵�����ڽ��洦�оۼ������м�������γɱ������ֽ������ϼ�ʵ����ұ���ϣ������������ֲ��ϼ�Ľ��ǿ�Ⱦ�����Ҫ���塣
2.3 ���ǿ�ȼ��Ͽڷ���
������������������Բ�ͬ��ȵ��������ϺϽ���������в��ԣ�������ʽ(2)���н��ǿ�ȼ��㣺
 (2)
(2)
ʽ�У�FmaxΪ������Ӧ����AΪ200 mm2��
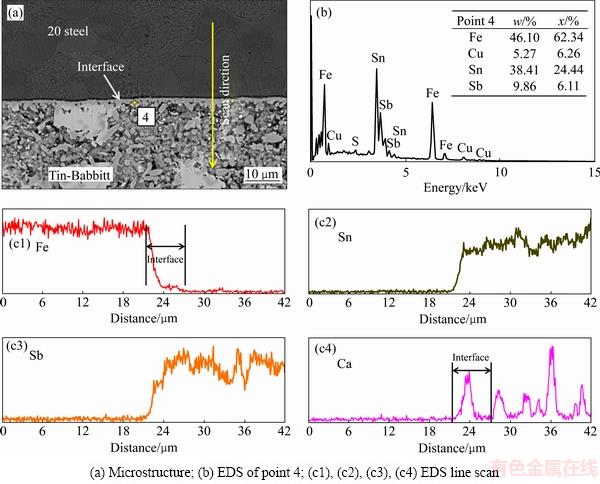
���Խ�����4���У����������ϺϽ���ȵ������ǿ��������һ�������ISO4386����Ĺ��ɡ�������Ϊ���Ͻ���Ƚ�Сʱ�����ڸնȵ͡����δ���ѹ�������ºϽ����Ҫ����˺�Ѷ�����ͼ7(a)��(b)��ʾ������Ҫ�����ǶϿڲ�ƽ������Ȧ����Ȧ�ߣ�����Ϊ���Ե�˺��״�����Ͻ��������ʱ����ն���Ӧ�����������ͣ���ʱ˺�����ò������������������״�����������Ϊ�����Ͽڱ���ƽ������ͼ7(c)��(d)��ʾ����Ͻ���ȵ����ӣ�����������˺��ת��Ϊ���ϣ���˽�������������ǿ�Ȳ����ȵ����Ӷ�����ʱ����ʱ�Ľ��ǿ��Ϊ���Խ��ǿ�ȡ�
��4 ��ͬ��ȶ�Ӧ�Ľ��ǿ��
Table 4 Different thickness of bonding strength

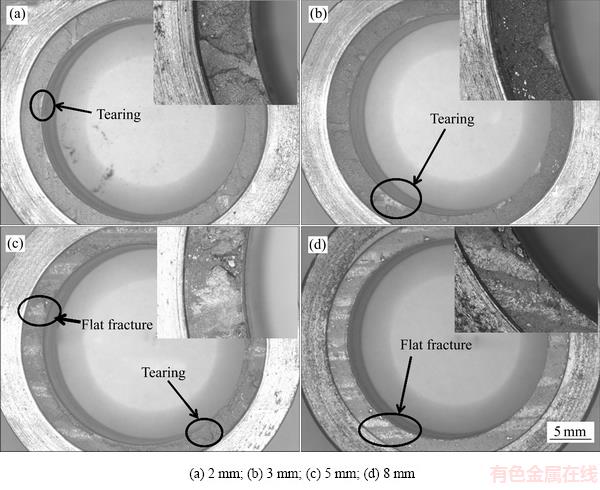
ͼ8��ʾΪ�������ϺϽ�/20�ֶϿڵ�SEM��ͼ8(a)��(c)��ʾΪ��ͬģʽ�¶Ͽڵ�����òSEM����ͼ8(a)��(c)��֪���Ͽ��Ϸֲ��Ž϶����ο�״������ӡ��ֱ��ͼ8(a)��(c)���оֲ��Ŵ���ͼ8(b)��(d)��ʾ��ͼ8(b)�жϿ��ϲ����ֲ��Ž���״�⻬�Ľ����棬���丽��Ҳ�ֲ��Ž�dz�����ѡ�������Ϊ�������ϺϽ�/20�ֶϿ������������ѡ�����������Ϊ���Ļ����࣬����������������Ҫ�������Զ����γ�ϸС������״�Ͽڡ�SnSb��Ϊ��״Ӳ�ʽ����仯�����࣬��Ƕ�ڻ������С�������������ã�����SnSb�����Խϲ���������һ����ӻ���������������ڻ������ϣ���һ���淢�����Զ��ѣ��γɽ����档ͼ8(d)��ʾΪ�ֲ��ڶϿ��ϵĿ�״SnSb��Ͷ̰�״Cu6Sn5�ࡣ
ͼ7 �������ϺϽ�Ͽں����ò
Fig. 7 Macro-morphologies of fracture of tin-based Babbitt alloy
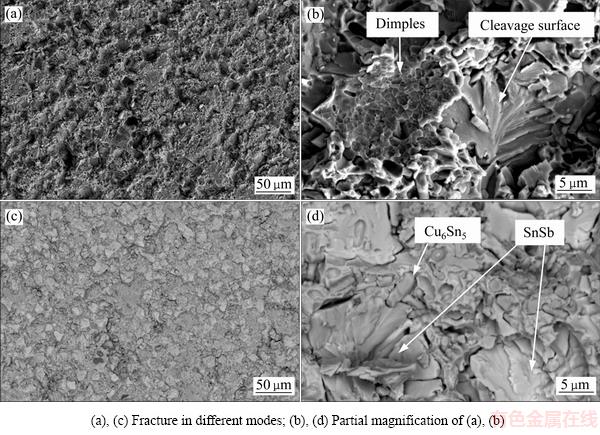
ͼ8 �Ͽ�����ò
Fig. 8 Micro-morphologies of fracture
3 ����
1) ���ü����۸����μ�����20�ְ����Ʊ����������ϺϽ��۸��㣬�۸�����ò���ã����ڻ�е������ʼ������λ�ô��ڼ��ٺͼ��ٹ��̣������ۻ����۸��������Ե�����й��ɵĶѵ�����������ò�Ϻã�������ƺ�����ȱ�ݡ�
2) �������ϺϽ�����֯��Ҫ��SnSb��Cu6Sn5����������������ɣ�Cu6Sn5�������������ֹ�˿�״������SnSb�ľۼ���ʹ��Ӳ����������ȷֲ��ڽ�������������������У�Cu6Sn5����ֲ���������������ͬʱҲ�ֲ��ڿ�״SnSb���ڡ��������ϺϽ���20�ּ��γ��˺��Լ6 ��m���м����㣬ʵ�������ֺϽ��ұ���ϡ�
3) ��Ͻ���ȵ������������ϺϽ�/20�ֶ�����ʽ��˺�ѵ�������ѣ����ǿ���������������ϺϽ�/20�ֶϿ������������ѡ�
REFERENCES
[1] ������, ������, ·�´�. ���ϺϽ�ZSnSb8Cu4��Ħ��ĥ����Ϊ[J]. �����ܷ�, 2014, 39(7): 5-10.
GUO Zheng-xing, HE Yong-yong, LU Xin-chun. Tribological performance of tin-based white metal ZSnSb8Cu4[J]. Lubrication Engineering, 2014, 39(7): 5-10.
[2] ZEREN A, FEYZULLAHOGLU E, ZEREN M. A study on tribological behaviour of tin-based bearing material in dry sliding[J]. Materials & Design, 2007, 28(1): 318-323.
[3] ZHOU F, ZHANG Q, SHI M, GUO J, LI H. The effect of TIG arc brazing current on interfacial structure and bonding strength of tin-based Babbit[J]. Journal of Adhesion Science & Technology, 2017, 31(21): 2312-2322.
[4] DIOUF P, JAVES A. Investigation of bond strength in centrifugal lining of Babbitt on cast iron[J]. Metallurgical and Materials Transactions A, 2010, 41(3): 603-609.
[5] �� ΰ. �������ϺϽ��Ħ���ϼ���������֯��Ӳ�ȵ��� ��[J]. �ȼӹ�����, 2015, 44(8): 32-34.
ZHANG Wei. Research on microstructure and hardness of tin-base Babbitt alloy made by laser remelting[J]. Hot Working Technology, 2015, 44(8): 32-34.
[6] ����÷, Ѧ����, ������, �� ��. �����ϺϽ�ZChSnSb11-6��ѧ���ܺ�����֯��Ӱ��[J]. �й���ɫ����ѧ��, 2014, 24(10): 2513-2518.
WANG Jian-mei, XUE Ya-wen, MA Li-xin, TANG Liang. Influence of creep on mechanical properties and microstructures of Babbitt alloy ZChSnSb11-6[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(10): 2513-2518.
[7] ����, �� ��, �� �, ������, ���绪. ZChSnSb11-6/20�Ÿ�˫�������ϲ��ϵ���ɢ����[J]. �й���ɫ����ѧ��, 2016, 26(7): 1451-1458.
ZOU Jun-tao, ZHAO Yan, WANG Chan, YANG Xiao-hong, LIANG Shu-hua. Diffusion bonding of ZChSnSb11-6/20 steel bimetal composites[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(7): 1451-1458.
[8] ������, ���̺�. ����������������������ϺϽ��������о�[J]. ��е����ʦ, 2008(9): 23-25.
LIU Bao-Xing, JIANG Ji-hai. Study on the techniques of the new sliding bearing founding alloy[J]. Mechanical Engineer, 2008(9): 23-25.
[9] ������, ��˼��, �ź��, ���Ԫ, ������, ���. �绡��Ϳ�������ϺϽ�Ϳ�����֯������[J]. ����ѧ��, 2010, 31(4): 17-20, 24, 113-114.
ZHANG Zhong-li, DUAN Si-hua, ZHANG Hong-bin, LI De-yuan, SUN Wen-zhe, YANG Chun-qi. Microstructure and properties of arc sprayed tin-based Babbitt alloy coating[J]. Transactions of the China Welding Institution, 2010, 31(4):17-20, 24, 113-114.
[10] ��ʤȫ, �� ��, ��һ��, ��ҵ��. ǥ���¶ȶ��������Ϻ� ��/�ֻ�����ɲ���֯��Ӱ��[J]. �������켰��ɫ�Ͻ�, 2016, 36(7): 694-697.
ZHANG Sheng-quan, ZHANG Bo, WANG Yi-chun, DING Ye-li. Effect of brazing temperature on the transition layer microstructure of the steel and Sn based Babbitt metal[J]. Special Casting & Nonferrous Alloys, 2016, 36(7): 694-697.
[11] KOBERNIK N V, MIKHEEV R S, KREMLEV S S. Plasma-powder deposition of Babbit alloys[J]. Welding International, 2014, 67(8): 49-52.
[12] S��R��L K, BEISS P, AKIN O. Bonding strength of the Babbitt alloy Sn-12Sb-6Cu-1.8Bi[J]. Materialwissenschaft Und Werkstofftechnik, 2010, 41(8): 657�C665.
[13] ��ʤȫ, ��һ��, �� ��, ��ҵ��. �����䴦����ZChSnSbll-6�Ͻ���֯���ܵ�Ӱ��[J]. �ȼӹ�����, 2016, 45(17): 88-90.
ZHANG Sheng-quan, WANG Yi-chun, ZHANG Bo, DING Ye-li. Effect of micro-chilling treatment on microstructure and properties of ZChSnSb11-6 alloy[J]. Hot Working Technology, 2016, 45(17): 88-90.
[14] �κ�ƽ, �� ��, ���廪. ��е��Sn-Sb�Ͻ�����Ӱ��[J]. ���켼��, 2004(9): 686-688, 690.
DUAN Hai-ping, FENG Hong, ZHAO Qing-hua. Effect of mechanical vibration on �� phase of Sn-Sb alloy[J]. Foundry Technology, 2004(9): 686-688, 690.
[15] ½�Ļ�. ����Ͻ�������[M]. ����: ��е��ҵ������, 1996: 10.
LU Wen-hua. Cast alloy & melting[M]. Beijing: China Machine Press, 1996: 10.
[16] ������, ��˼��, �� ��, �� ��. �绡��Ϳ�������ϺϽ���ĥ������[J]. ������ҵ��ѧѧ��, 2010, 32(1): 50-54.
ZHANG Zhong-li, DUAN Si-hua, DING Yong, LUO Chao. Wear performance of arc sprayed Sn-based Babbitt alloy coating[J]. Journal of Shenyang University of Technology, 2010, 32(1): 50-54.
[17] �� ��, �� ��, ë�Z��, �� ��. Fe-Sn�Ͻ���ϵ��Sn���������о�[J]. �й�ϡ��ѧ��, 2010, 28(S1): 400-403.
ZHAO Jing, SONG Bo, MAO Jing-Hong, LI Yan. Study on precipitation of tin in Sn-Fe alloys[J]. Journal of the Chinese Rare Earth Society, 2010, 28(S1): 400-403.
Microstructure and mechanical properties of tin-based Babbitt alloy made by laser cladding deposition
HAO Yun-bo, ZHAO Kai, YANG Ping, ZHU Zhong-liang, YANG Yang, WANG Lian-feng
(Shanghai Aerospace Equipment Manufacturer Co., Ltd., Shanghai 200245, China)
Abstract: Tin-based Babbitt alloy has a low coefficient of friction, good wear resistance and anti-adhesion, which is widely used in aerospace, shipbuilding, cranes and other equipment bearing parts surface wear-resistant materials. In this study, laser cladding deposition (LCD) was used to fabricate tin-based Babbitt alloy on a 20 steel substrate. Optical microscope (OM), scanning electron microscope (SEM), X-ray diffractometer (XRD) and energy dispersive spectrum (EDS) were used to test the microstructure, phase composition and composition distribution of the cladding layer and the transition layer. The universal tensile testing machine was used to test the bonding strength of the tin-based Babbitt/20 steel with different thicknesses. The fracture surface morphology was tested and analysed by SEM. The results show that there are many massive precipitates distributed in the microstructure of the cladding layer. The alloy layer is mainly composed of SnSb, Cu6Sn5 and tin-based solid solution phases. The thickness of interface of tin-base Babbitt/20 steel is about 6 ��m, the bonding strength between the two alloys increases with the thickness of the alloy layer increasing, and the fracture of the tin-based Babbitt/20 steel belongs to the quasi-cleavage fracture.
Key words: laser cladding deposition; tin-based Babbitt alloy; 20 steel; bond strength
Foundation item: Project(2017YFB1103905) supported by the National Key Research and Development Program of China; Project(XC-ZXSJ-02-2016-01) supported by the Shanghai Induction Technology Absorption and Innovation Program, China; Project(17YF1408500) supported by the Shanghai Youth Science and Technology Talent Yang Fan Program, China
Received date: 2018-02-08; Accepted date: 2018-06-20
Corresponding author: HAO Yun-bo; Tel: +86-21-24187144; E-mail: m18221247257@163.com
(�༭ ��ѧ��)
������Ŀ�������ص��з��ƻ�������Ŀ(2017YFB1103905)���Ϻ������������������봴�¼ƻ�������Ŀ(XC-ZXSJ-02-2016-01)���Ϻ�������Ƽ�Ӣ����ƻ�������Ŀ(17YF1408500)
�ո����ڣ�2018-02-08�������ڣ�2018-06-20
ͨ�����ߣ����Ʋ�����������ʦ��˶ʿ���绰��021-24187144��E-mail: m18221247257@163.com
ժ Ҫ���������ϺϽ���нϵ͵�Ħ�����������õ���ĥ�Լ��������ԣ����㷺Ӧ���ں��ա����졢���������ػ�е���豸����㲿���������ĥ���ϡ����о��в��ü����۸�����(LCD)����20�ֻ����Ͻ����������ϺϽ��۸��������ù�ѧ����(OM)��ɨ���������(SEM)��X����������(XRD)����������(EDS)���۸�����ɲ������֯������ɺͳɷֲַ����м�������������������������Բ�ͬ����������ϺϽ�/20�ּ���ǿ�Ƚ��в��ԣ����ԶϿ���ò���м�����������������۸�������֯�зֲ��Ž϶��״������Ͻ����Ҫ��SnSb��Cu6Sn5����������������ɣ��������ϺϽ�/20���м�������Լ6 ��m�����ֺϽ��Ľ��ǿ����Ͻ���ȵ�����������������ϺϽ�/20�ֶϿ������������ѡ�
[1] ������, ������, ·�´�. ���ϺϽ�ZSnSb8Cu4��Ħ��ĥ����Ϊ[J]. �����ܷ�, 2014, 39(7): 5-10.
[5] �� ΰ. �������ϺϽ��Ħ���ϼ���������֯��Ӳ�ȵ��� ��[J]. �ȼӹ�����, 2015, 44(8): 32-34.
[8] ������, ���̺�. ����������������������ϺϽ��������о�[J]. ��е����ʦ, 2008(9): 23-25.
[14] �κ�ƽ, �� ��, ���廪. ��е��Sn-Sb�Ͻ�����Ӱ��[J]. ���켼��, 2004(9): 686-688, 690.
[15] ½�Ļ�. ����Ͻ�������[M]. ����: ��е��ҵ������, 1996: 10.
LU Wen-hua. Cast alloy & melting[M]. Beijing: China Machine Press, 1996: 10.
[16] ������, ��˼��, �� ��, �� ��. �绡��Ϳ�������ϺϽ���ĥ������[J]. ������ҵ��ѧѧ��, 2010, 32(1): 50-54.
[17] �� ��, �� ��, ë�Z��, �� ��. Fe-Sn�Ͻ���ϵ��Sn���������о�[J]. �й�ϡ��ѧ��, 2010, 28(S1): 400-403.
