
������ʱ��: 2017-09-20 10:03
����ƫ������IC10/GH3039����������ͷ���ͼ����ܵ�Ӱ��
�ϲ����մ�ѧ��Ͻ�ӹ���ѧ�뼼�������ص�ѧ��ʵ����
ժ Ҫ��
�Ժ��շ���������Ҷ�������õ�GH3039���ºϽ��IC10�����������ºϽ�����˵������Խ�ʵ��, IC10�������ºϽ���GH3039���ºϽ�ĸ�ijɷ��ϵIJ����Լ������ۻ�����ͬ, ���º����и�Ԫ�ر����仯, ʹ�ý�ͷ��ѧ���ܳ��ֲ��졣���, ͨ��������ƫ�������������ƺ�������ĸ���ۻ���, �����ƽ�ͷ����ѧ���ܡ������˹���ƫ�ƶԽ�ͷ��ѧ���ܵ�Ӱ�켰���ͽ�ͷ��������֯����, �ۺϷ����˹���ƫ�ƶԺ�����Ӳ��Ӱ�졣�������, ��������δ�����ơ�����ȱ��, �������¿����൱, ������ﵽ1.8 mm����, �����ۿ���0.8 mm����, �ʵ��͵ġ�I����, ���Ե�������������Ϊ���ԳƷֲ�, ������֯��Ҫ�������֦״�������ĵĵ��ᾧ���;��ͷ����Ӳ�ȴ�GH3039�ྭ���쵽IC10�����������, W��CoԪ�صĹ���ǿ������'ǿ����ĺ��������ӡ������ֻ�����Ӳ��������ԭ��, �������Ӳ�ȿ��ԴﵽHV 450��
�ؼ��ʣ�
IC10�����������ºϽ�;GH3039���ºϽ�;����������;����ƫ��;
��ͼ����ţ� TG456.3
����飺������ (1996-) , ��, ���ո�����, ˶ʿ�о���, �о�����:�������ºϽ���յ���������;E-mail:m15270808960@163.com;;*������, ������;�绰:13755603426;E-mail:slwang70518@nchu.edu.cn;
�ո����ڣ�2017-06-28
����������Ȼ��ѧ������Ŀ (51461031);����ʡ������������Ŀ (GJJ150733, GJJ14539);��Ͻ�ӹ���ѧ�뼼�������ص�ʵ���һ�����Ŀ (gf201501005);����ʡ��Ȼ��ѧ������Ŀ (20132BAB216024) ����;
Joint Properties of Electron Beam Welding of IC10/GH3039 with Different Beam Displacement
Zhang Ziyang Wang Shanlin Ke Liming
National Defence Key Disciplines Laboratory of Light Alloy Processing Science and Technology, Nanchang Hangkong University
Abstract��
The electron beam docking experiment of GH3039 superalloy and IC10 nickel base single crystal superalloy used in aeroengine integral impeller plate was carried out. The difference in composition between IC10 single crystal superalloy and GH3039 single crystal superalloy and the different melting amount on both sides were researched. The mechanical properties of the joints were different due to the change of proportion of each element in the weld. Therefore, electron beam welding was used to control the melting amount of each base metal in the weld zone to improve the mechanical properties of the joint. The influence of beam offset on the mechanical properties of joints and the microstructure of typical joints were analyzed, and the influence of beam offset on the microhardness of weld was analyzed synthetically. The results showed that the cross section of the weld seam had no defects such as cracks, air holes and the like, the width of the weld seam was equal to about 1. 8 mm, the width of the weld seam was about 1. 8 mm, the center fusion width was about 0. 8 mm, and the center of the weld was symmetrically distributed with the center of the electron beam action, and the weld structure was mainly composed of dendritic crystal at both sides and the isoaxial crystal of the center. The microhardness of the joint gradually increased from the GH3039 side to the IC10 side, the solid solution strengthening of the W and Co elements, the increase of content of ��' reinforcing phase and the coarse grain size were the cause of increase of microhardness, and the highest hardness could reach HV 450.
Keyword��
IC10 single-crystal nickel-base superalloys; GH3039 superalloys; electron beam welding; beam displacement;
Received�� 2017-06-28
�ں�����������, Ϊ����������ܺ��շ��������������, ����Ҷ�����칤�ռ���Խ��Խ�ܵ����ӡ���������Ҷ�����켼���ɽ�������ת��ҶƬ�������γ�һ��, ʡȥ��ͳ�����е�Шͷ������װ��, ���ٽṹ�������������, �����ͷ������ʧ, �������Ч��, �����ڸ������ú����ú��շ������ϵõ��㷺Ӧ��, ��EJ200, F119, F414�Ⱦ��÷�����[1,2]����Ȼ����Ҷ����������ŵ�, ���������칤��ȴ�dz�����, ����Ҷ�̵��ۺ����켼����Ϊ���������⡣
������Ҷ�̵����������, ͨ���ü��⺸������ҶƬ���ҶƬ��, Ȼ���õ��������Ӽ���������͵��ӹ����ε����̸�����ҶƬ�����ӳ�����Ҷ�̽ṹ[1]��ҶƬ�Ĺ���������Ϊ���¡���ѹ����ת�١���������ȶ��ӻ���, ���õ��������Ʊ�ҶƬ, ��ҶƬ�������������ø��ºϽ����, ��ҶƬ������������漰����������ºϽ����ֲ��ϵ���������������Ȼ, ���������ָ��ºϽ�ļ��⺸������������Ӿ��д����о�, �����ڸ��ºϽ��뵥�������ֲ��Ϻ����о�����[3,4,5,6], ���ҵ����õ�������Ե������ºϽ���к��Ӽӹ�ʱ���������ƵIJ���[7,8,9]������, ���ºϽ��뵥�����ֲ��ϵĺ�����, �����кϽ�Ԫ��ϡ�ͻ������Ӷ���ı��ͷ����֯�ɷ�, Ӱ������ѧ���ܡ�����ѡȡ���պ�����������㷺ʹ�õĵ�������IC10�Լ����ºϽ����GH3039���е������Խ�����[10,11], ͨ���ı����ƫ���������������кϽ�Ԫ�صĺ���, ��������ƫ�������ڸ����ֽ����ĵ��������ӽ�ͷ���ͼ���ѧ���ܵ�Ӱ�졣
1 ʵ��
�������ѡ�ù���̬GH3039�������ºϽ��ĺ�IC10��������������ġ������ϵĻ�ѧ�ɷ����1��2��ʾ���ߴ�Ϊ60 mm��40 mm��2 mm��IC10������������ԭʼ�����Ĵ��Ȱ�ľ����и�ӹ���2 mm��ı���ġ�GH3039����֯��ҪΪ���������, ��ʴ�����侧�ڼ������Ͽ��Թ۲쵽��״���ɫTi N�ͻ�ɫTi C��IC10����֯��Ҫ����״�úͦ�'�����, ������֦״��Ϊ����, ������״��Ϊ��'���������ࡣ��'������Ni3AlΪ���Ľ����仯����, ����������ߴ�64%, ��'���ǴӦ����Ϲ���������, �����һ��Ҳ�������������ṹ��
��1 GH3039�Ͻ�ɷ�Table 1 Chemical composition of GH3039 (%, mass fraction) ����ԭͼ

��1 GH3039�Ͻ�ɷ�Table 1 Chemical composition of GH3039 (%, mass fraction)
��2 IC10�����Ͻ���Ҫ�ɷ�Table 2 Chemical composition of IC10 (%, mass fraction) ����ԭͼ

��2 IC10�����Ͻ���Ҫ�ɷ�Table 2 Chemical composition of IC10 (%, mass fraction)
��ǰ����������ͶԽӶ�����ɰֽ��ĥ, ȥ�����������������, Ȼ����ñ�ͪ��ϴ�����ɡ��������������豸Ϊ�¹�������KS15-PN150KM����������, ����ʹ�����и��ں�������ֱ���ȡ�����������������������������Ӧ���Լ����и�ʴ, GH3039һ�����100 ml C2H5OH+20ml HCl+5 g Fe Cl3, IC10һ�����20 ml HCl+20ml H2O+4 g Cu SO4��ͨ��XJP-2C��ѧ���� (OM) �۲캸�ӽ�ͷ��ò, ʹ��401MVD��������Ӳ�ȼƲ��ͷӲ��, �غ�Ϊ200 N, ����ʱ��Ϊ5 s������GB/T2651-2008��WA-100�͵������ܲ���������ϲ��Խ�ͷ����ǿ��, ��������Ϊ2mm��min-1, ȡ3��������ƽ��ֵ������Nova Nano SEM450�������ǶԺ��ӽ�ͷ������������
ͨ����������Ԥ����ȷ�����Ӳ�������:��������Ib=24 m A, ��������ΪD=300 mm, ���ٵ�ѹU=60 k V, �۽�����If=498 m A, �����ٶ�V=1200 mm��min-1����Ԥ���鼰������ȵIJ���, ȷ������ƫ����Ϊ��0.2 mm���������ƫ��IC10ʱ�ķ���Ϊ��, ����ƫ������������ͼ1��ʾ��
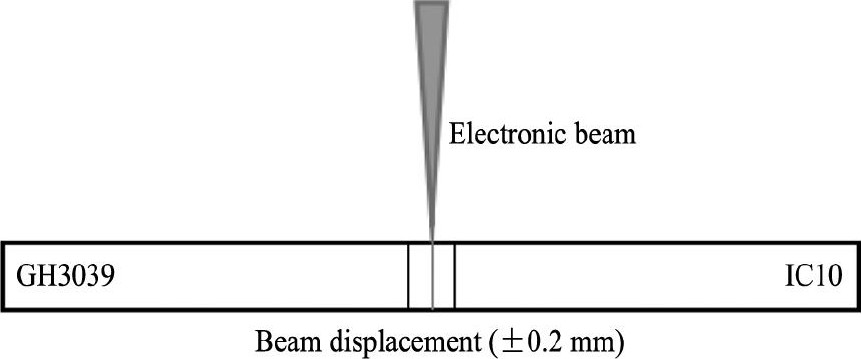
ͼ1 ����ƫ��ʾ��ͼFig.1 Schematic of beam displacement
�Բ�ͬƫ���������µĵ��������ӽ�ͷ���ͼ����ܽ��з���, �о�����ƫ�����Ը����ֽ������������ӽ�ͷ���ͼ���ѧ���ܵ�Ӱ����ɡ�
2 ���������
ͼ2Ϊ��ͬƫ����ʽ�½�ͷ�����ò, ͨ��ƫ������ƫ����ͷ�����ò���Կ���GH3039���ºϽ��IC10�����������ºϽ���õ��������ӷ�����������������, �����Ժ��ȱ�ݲ���, �Ա�ƫ������ƫ����ʽ�µĺ��ӽ�ͷ����ò���Եó�:������ƫ����ʽʱ, ���ӽ�ͷ�ϱ��������Ӳ���, ������ƫ����ʽʱ���ӽ�ͷ�ξ��л��Ӳ���, �ҵ�����ƫ��GH3039��ʱ���ӽ�Ϊ����, ������ԭ�����������GH3039���ºϽ��۵����IC10�������ºϽ��۵�, ��������ͬ��������GH3039���ۻ�������IC10��
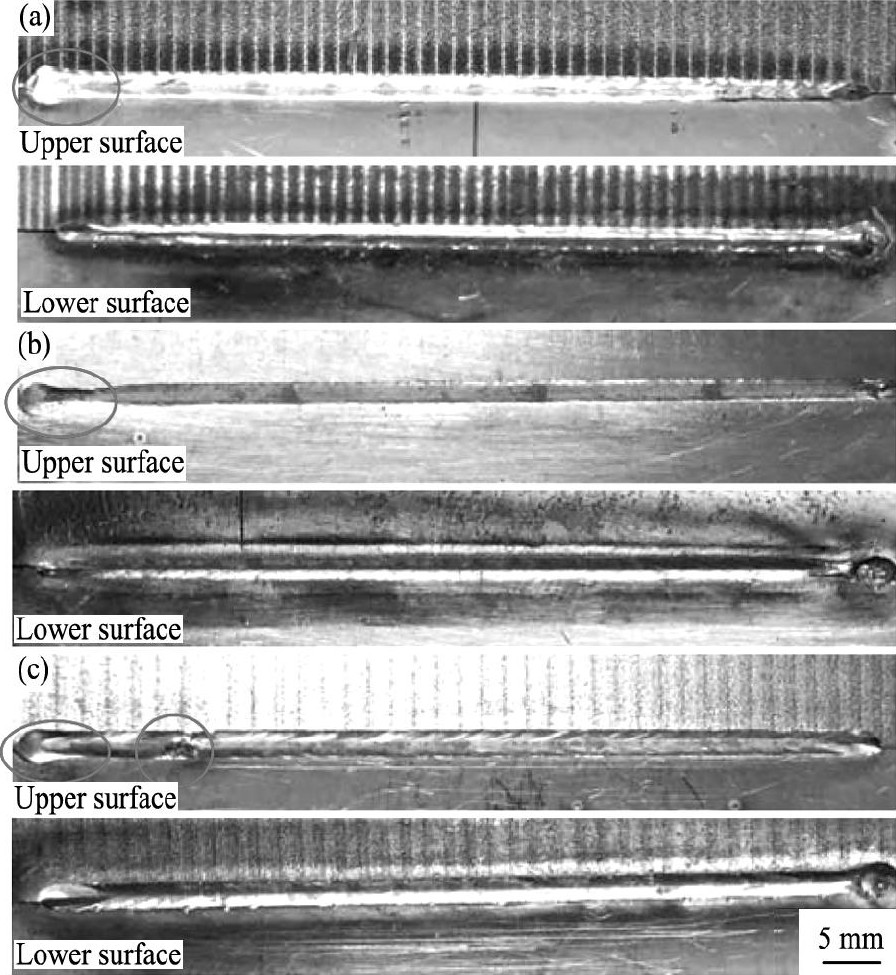
ͼ2 ��ͬƫ����ʽ�µĺ�������òFig.2 Macroscopic morphology of weld under different deflec-tion beam patterns
(a) No deflection beam; (b) Deflection beam GH3039; (c) Deflection beam IC10
�ԱȲ�ͬ����ƫ���������µĽ�ͷ�������ò (��ͼ3��ʾ) , ���ֲ�ͬ����ƫ�����µĽ�ͷ�������ò�ں����ϲ�������ڲ���, ƫ��GH3039��ƫ��IC10���ϲ�����������˺���ƫ��, ��������ƫ����ʽ�µĺ�������ԳƷֲ�������ԭ��, Ԥ��ƫ������ʹ�ú��������Ҳ�����ۻ�������, �Ӷ�ʹ�ú��ӹ����к����ϲ����ڲ��Գ����ۻ�����Ȼ��ͬƫ����ʽ�µĺ����ϲ�������ڲ���, ������������ò������, ȡ����ƫ����Ϊ0 mmʱ�ĵ��ͽ�ͷ������֯���������ͽ�ͷ�ĺ��������ò��ͼ3 (a) ��ʾ����ͼ3 (a) �п��Կ���, ������δ�����ơ�����ȱ��, �������¿����൱, ������ﵽ1.8 mm����, �����ۿ���0.8 mm����, �ʵ��͵ġ�I����, ���Ե�������������Ϊ���ԳƷֲ�, ����ϵ������������ص㡣���������ϰ��������˶����İ�Բ����ò, �������д��ڷֲ�����, �����������ֽ����ڸ�������Դ�������ۻ�, �۳��в�������, ��ͬ���ۻ���������ȫ���, �ҵ��������Ŀ��ټ��ȼ���ȴʹ���۳��н������������Ȼ���
ͼ4Ϊͼ3 (a) �и����Ŵ�ͼ��ͼ4 (a) ΪGH3039�ۺ��߸���������֯ͼ, ��ͼ4�ɼ�, �Ա�ĸ�ĵĵ��ᾧ��֯, �����ڲ�Ϊ�ִ��֦״��, ֦״�����������������ֱ���ۺ���������������, ����ĸ�ĵ���֯����, ֦״������Ϊ���������ṹ��������������, ������, ֦�������һ���ijɷ�ƫ��, ���ֳ���ɫ�IJ��졣ԭ�ȴ�����ĸ���еĿ�״Ti (CN) ������ʧ��IC10�ຸ��Ҳ����֦״����֯, ��ͼ4 (b) , ֦���������������Բ�ͬ, һ����ֱ���ۺ���, ����һ����ֱ��ĸ�ĵ�[001]������IC10ĸ�ĵ���֯����, ����IC10�ຸ���֦������Ϊ��֯��'��, ������Ϊ���ࡣ��ΪIC10ĸ���Ц�'��ռ70%�������, �ڿ��ټ�����ȴ�ĵ�������������, ��֯�ɷֲ����ܾ��Ȼ���������ϱ�������������֯��̬��ͼ4 (c) ��ʾ����ͼ4�ɼ�, ԭ�Ȳ��ִ�ֱ���ۺ���������֦��, ����������������˱仯, �����Ϊ��ֱ��ĸ�ĵ�[001]����, �����ں��������Ҳ������һ�����ᾧ��, ��ͼ4 (c) ����������ĸı������������Ľ��, ����������Ҫ������, �¶��ݶȷ����������������ں�������, �¶��ݶȵ�Ӱ��Խ��ԽС, ���������������������, ���������������ı������
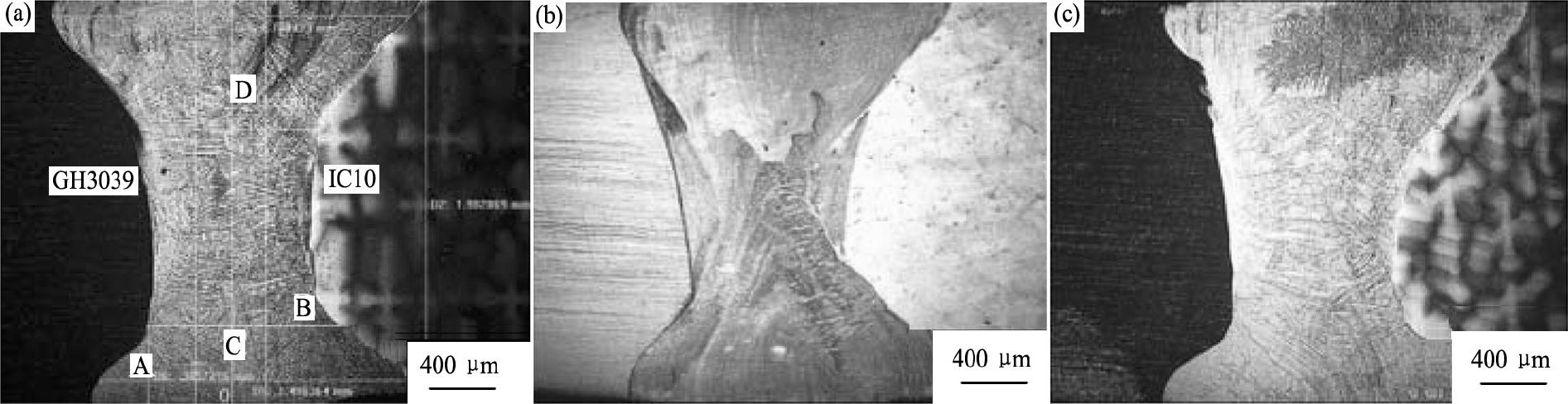
ͼ3 ��ͷ�����OM��Fig.3 OM images of joint cross section
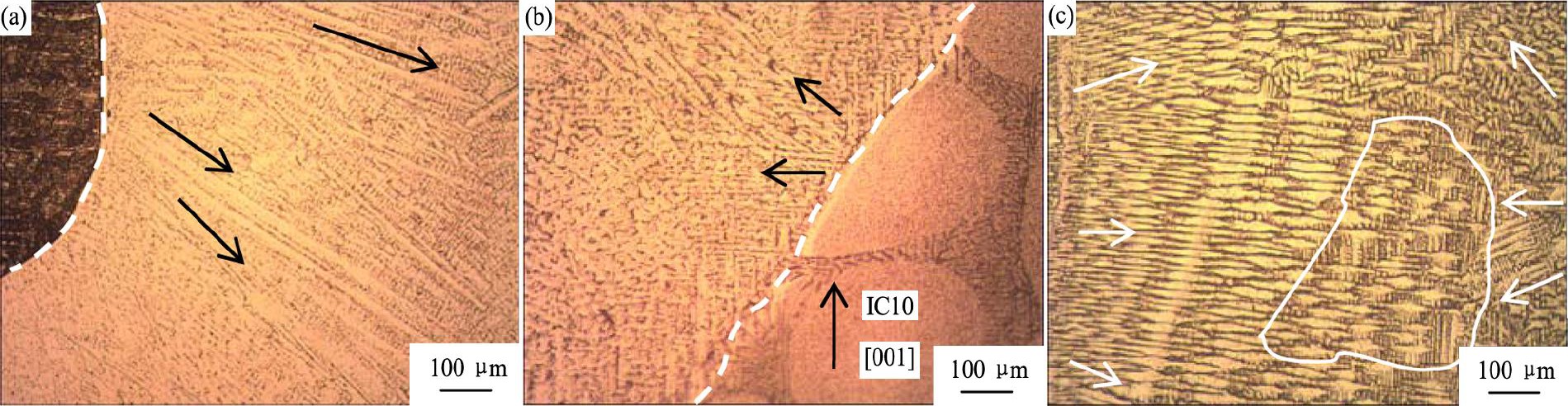
ͼ4 ���ӽ�ͷ��ͬ����OM��Fig.4 OM images in different areas of welded joint
(a) A enlargement near fusion line of GH3039; (b) B enlargement near fusion line of IC10; (c) C enlargement near welding center
ͼ5Ϊ��ͬ����ƫ����������, ���ϱ���ˮƽ����, ��ͷ��Ӳ�ȵķֲ����, ��ͼ5�ɼ�, ��Ӳ�ȵı仯���ƴ�����ͬ, ����GH3039�ྭ���쵽IC10��, ����Ӳ�ȳ���������, ���Ҷ�����GH3039ĸ�ġ���Ҳӡ֤������ǿ�������н�ͷ��������GH3039ĸ���ϵ���������GH3039ĸ�IJ��ۺ��߸���û�г������Ե�������Ӳ��, ����Ҫ�����ӷ����й�, ���������ӽ�ͷ����Ӱ���� (HAZ) ��խ��������ƫ����Ϊ-0.2 mmʱ, �������������Ӳ����GH3039ĸ�IJ����Ӧ��, ����ƫ��IC10Խ��, IC10���ۻ�������, ������Ӳ��Ҳ��֮����, ����С��IC10ĸ�ĵ���Ӳ�ȡ�
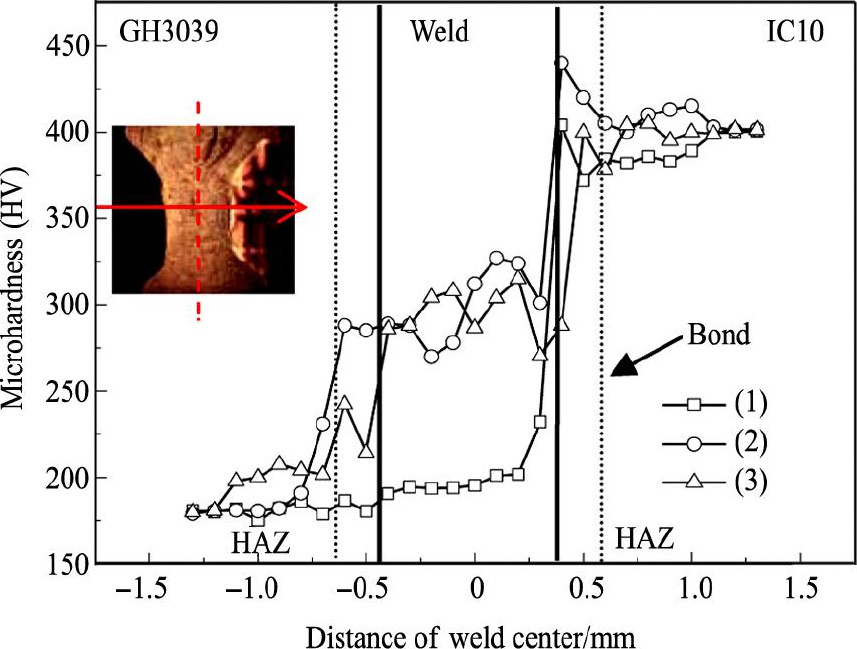
ͼ5 ��ͬƫ���µĽ�ͷ��Ӳ������Fig.5 Distribution of micro-hardness of joint cross sections in different beam displacements
(1) Deflection beam GH3039; (2) No deflection beam; (3) Deflection beam IC10
ͨ���Խ�ͷ��Ӳ�ȷֲ���������, ����ƫ�����Խ�ͷ����Ӳ�ȷֲ������Ե�Ӱ�졣����GH3039ͬ�ֲ��ϵ���������˵, �������Ӳ�Ƚ�ĸ�����½���, ��Ҫ��Ϊ������֯�������֦��״Ϊ��, ��GH3039ĸ��ԭ�е�һ��̼����ǿ�������, ���, ������Ӳ��ֵ���½�[12]������IC10/GH3039���ֲ������Ӷ���, �ڲ�ͬ�Ĺ���ƫ����������, �������Ӳ���൱�ڻ����Ը���GH3039ĸ��, ��ͼ5��ʾ����ɺ�����Ӳ�ȷ����仯��ԭ���ж���, ��Ԫ�غ����ı仯����֯�ɷֵı仯�������Ĵ�С������ǿ����ǿ�����������[13]��
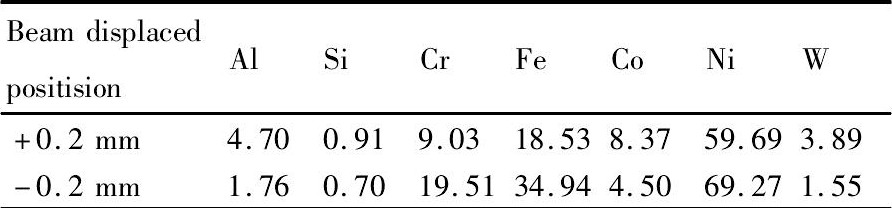
�Ժ��ӹ����е�ĸ���ۻ�������Ԥ��, ������ƫ����ʽ�����ӵ�һ��ĸ���ۻ����Ϊ0.2 mm��2 mm��������Ԫ�غ������Բ������۹�ʽ���������������ʽ1��ʾ:

ʽ�Ц�tΪ������ij��Ԫ�ص���������, ��t1�ͦ�t2�ֱ�Ϊ����ĸ���и�Ԫ�ص���������, S�ͦ�S�ֱ�Ϊ�������������ƫ�����ı����������������������:�������϶������λ���Ϊ������������һ������, ����ֱ�ԼΪ:0.871, 0.757, 0.500 mm2��ͼ3��ʾ, ���������Լ1.63 mm2���ڹ���ƫ����Ϊ0.2 mmʱ, ����ƫ�����ı���������Լ0.2 mm��2.0 mm, ��������Ȧ�S/SԼΪ0.25����ĸ�ijɷִ��빫ʽ���м���, ���ۼ��������ڱ�3, ͬʱ�Բ�ͬ����ƫ�����µ�ʵ�ʺ���, ��Ӧ��ͼ3��D��, ����������, ��ʵ�������ڱ�4���ӱ�4�п��Կ���, ����Ԫ�غ��������۷���ֵ��Ϊһ��, �������������Ԥ����0.2 mm��2mmĸ���ۻ�������ȷ�ġ���GH3039ĸ�ijɷ����, ������Ni, Al, Co, W�ȺϽ�Ԫ�غ��������ߡ�����, Co, W�ȺϽ�Ԫ��ʹ�ú�����֯�Ĺ���ǿ��Ч����ߡ���Ni, AlԪ�ص�����ʹ�ú����Ц�'��������, �Ӷ�ʹ�ú������Ӳ�����ߡ�
Ԫ�غ����IJ�ͬ��ı亸�����֯�ɷ֡�������ĸ����֯�ɷֵķ���, GH3039��֯��ҪΪ������������, ��IC10��������������ߴ�64%�Ħ�'���35%�Ħ������ (������1%MC) [14]���ڲ�ͬ����ƫ����������, IC10�ں������ۺ��������仯, ��ɦ�'ǿ���ຬ����ͬ, �������Ӳ�ȷֲ��IJ��졣ͨ�����۹�ʽȷ����'���ں����еĺ���, ��ʽ (2) ��ʾ:
��3 ����Ԫ�غ���������ֵTable 3Theoretical value for chemical composition of weld metal (%, mass fraction) ����ԭͼ

��3 ����Ԫ�غ���������ֵTable 3Theoretical value for chemical composition of weld metal (%, mass fraction)
��4 ����ƫ�ƶԺ���Ԫ�غ�����Ӱ��Table 4Chemical composition of weld metal (%, mass fraction) ����ԭͼ
��4 ����ƫ�ƶԺ���Ԫ�غ�����Ӱ��Table 4Chemical composition of weld metal (%, mass fraction)

ʽ��C��'��CIC10�ֱ�Ϊ�����Ц�'�����������IC10ĸ���еĦ�'����������, S�ͦ�S�ֱ�Ϊ�������������ƫ�����ı���������, ���������ͬʽ (1) , ����ʽ (2) ����ɵ�, �ڹ���ƫ����Ϊ0.2��-0.2 mmʱ, �����Ц�'���ռ����������48%��16%�����, ��'ǿ���ຬ��������Ҳ���������Ӳ�ȵ�ԭ��
����, �;�����С����, ������֯��Ϊ�ִ����״��, �侧����СԶԶ����ĸ�ġ�����HallPetch��ʽ[15], �ྦྷ�������ǿ�����侧����С������, ���, ������Ӳ�ȱ��
�Ժ��ӽ�ͷ������Ͽڽ���ɨ��羵 (SEM) ����֯�۲� (���ں��ӽ�ͷ��ǿ�ȴ���GH3039һ���ĸ��, �����ں��촦���¿�) , ��֪���ӽ�ͷ����ʱ�Ͽ�λ�ڿ���GH3039һ�ࡣͼ6Ϊ��ɨ���ͷ���������Ͽ���ò, ͼ6 (a) Ϊ��ͷ����Ͽں����ò, ͼ6 (b, c) Ϊ��ͷ����Ͽ��е�����A������B�ľֲ��Ŵ�ͼ����ͼ6��֪, ������ӽ�ͷ������˺����ֲ�����, �������ӽ�ͷ����������мȴ��ڴ��Զ����ִ������Զ���, �Ͽ��ϲ����ѽ�Ϊƽ��Ϊ���Զ���, �Ͽ��м䲿λ����̨��, ����ǰ������õ����� (EDS) ������, ���ں��ӹ����д���ĸ�Ľ������۳��еĹ���, Co, W�ȺϽ�Ԫ�ص�����ʹ�ú�����֯�Ĺ���ǿ��Ч�����, �Ͽ��²��������Ե���������������� (���ɡ�����) , ͼ6 (c) ���Կ����²����������������Ѻ�˺����, ����Ϊ���Զ���������
3 ����
1.IC10��GH3039�����ֵ���������������ʵ��͵ġ�I���Ρ�GH3039�ຸ��Ϊ�ִ��֦״��, ֦״�����������������ֱ���ۺ���;IC10�ຸ��ͬΪ֦״��, ������������ϸ��ͬ����������;��������ƫ��������ֵ��ᾧ��֯��
2.��ͷ����Ӳ�ȴ�GH3039�ྭ���쵽IC10�����������, ���Ҷ�����GH3039ĸ�ġ�W, Co��Ԫ�صĹ���ǿ��, ��'ǿ����ĺ��������ӡ�������С�ı仯����Ӳ��������ԭ��
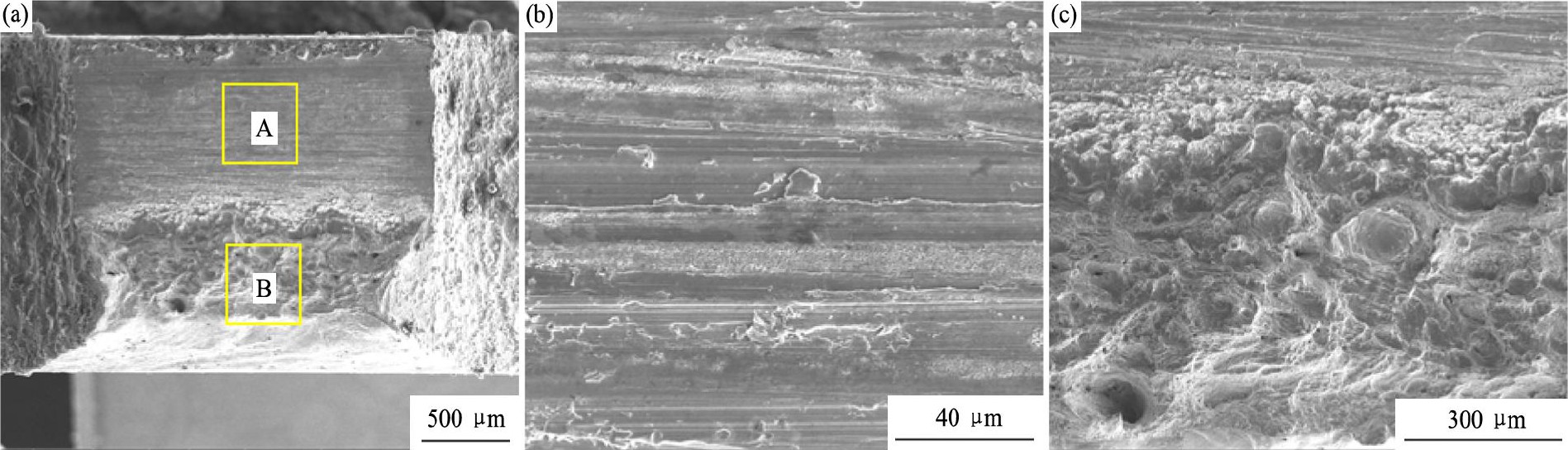
ͼ6 ����Ͽ�SEM��òFig.6 SEM images of tensile fracture morphology
(a) Macroscopic fracture morphology; (b) Area A; (c) Area B
3.ͨ��ɨ��羵���Կ���������ɺ��ӽ�ͷ������˺����ֲ�����, �������ӽ�ͷ����������мȴ��ڴ��Զ����ִ������Զ��ѡ�
�����
