

Influence of process parameters on microstructure of semisolid A356 alloy slug cast through vertical pipe
YANG Xiao-rong(��С��), MAO Wei-min(ë����), PEI Sheng(�� ʤ)
School of Materials Science and Engineering, University of Science and Technology Beijing, Beijing 100083, China
Received 15 March 2007; accepted 13 June 2007
Abstract:
Suitable microstructures required for semisolid casting were formed by using a vertical pipe. Different lengths of vertical pipe, slug dimensions and pouring time were used to investigate their influence on the microstructure of A356 alloy. The results indicate that at the same length of the vertical pipe, the morphology of the primary ��(Al) gradually deteriorates by the enlargement in the slug size, but the deteriorating speed slows down with increasing pipe length. They also reveal that the increase in the pipe length improves the microstructure, whereas no further improvement appears when the pipe length reaches a certain value. The optimum length of the pipe obtained in the present work is 430 mm. The microstructure of larger slug poured at higher pouring temperature gets worse and it can be improved by moderately elongating pouring time. The relative mechanisms were also discussed.
Key words:
A356 alloy; semisolid; vertical pipe; microstructure; length of vertical pipe; slug dimension; pouring time;
1 Introduction
The key of the semisolid forming technology is the production of slugs with non-dendritic microstructure. To develop this microstructure, a number of methods have been presented, among which the conventional mechanical and electromagnetic stirring[1] and controlled nucleation method[2-8] reported recently have received a lot of attention. Since controlled nucleation method does not need stirring and is simple, practical and less expensive, it has become more attractive. Using this method, several techniques have been developed, including the inclined cooling plate [9-13], rotating duct[14], cooling slope tube[15], and damper cooling tube method[16]. These techniques are used by pouring the molten metal over an inclined plate or tube so that the nucleation together with mixing occurs during the flow of the liquid, thereby producing a primary microstructure that is fine-grained and less dendritic. However, one of the biggest problems in these techniques is the tendency to form shell on the cooling plate (tube). Large amount of experimental results show that the suitable range of inclination of the plate or tube in these techniques is between 40? and 60?. Recently a vertical pipe pouring process also generating fine and granular crystal structures suitable for semisolid forming was hit upon by the authors. Clearly, the operation in the vertical pipe process is more convenient than that in the slanted tube or plate; moreover, no solid shell forms in the vertical pipe process. In this work, the process and the influence of the length of the vertical pipe, slug dimensions as well as pouring time on microstructure were investigated. The relative mechanisms were also discussed.
2 Experimental
The experimental work was performed using a commercial A356 aluminum alloy. Its theoretical liquidus temperature is 615 �� and binary eutectic temperature is 577 ��. The alloy was melted in an electrical resistance furnace. The resulting melt was raised to 710 �� and refined (no grain refining agent was employed). The melt was then cooled to the chosen pouring temperature, and cast via a vertical graphite-pipe at room temperature into a stainless steel mould, which was then rapidly quenched in cold water. The schematic of the billet preparation process can be seen in Fig.1.
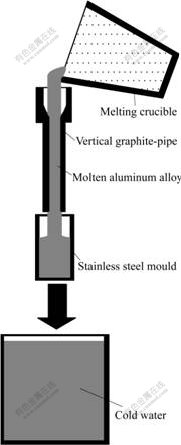
Fig.1 Schematic of vertical pipe process
The resulting billet was sectioned longitudinally and a transverse section of each billet was polished for microstructural observation. Each metallographic sample was etched with an aqueous solution of 0.5% HF. The microstructures were examined using optical microscopy.
3 Results
3.1 Effect of pipe length on microstructure of A356 alloy
Three different pipe lengths, namely 230, 430 and 630 mm, were selected to investigate the effect of pipe length on the microstructure of A356 alloy. Fig.2 shows the representative microstructures of the billets cast into a stainless steel mould (80 mm in diameter and 150 mm in height) at a metal pouring temperature of 630 ��.
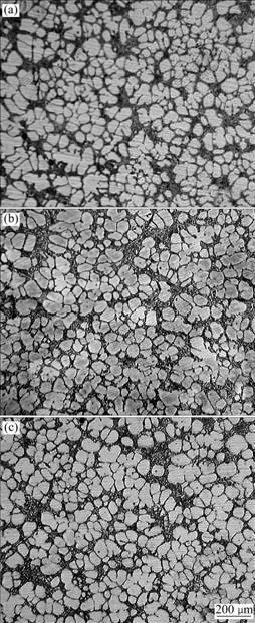
Fig.2 Representative microstructures of billets cast into stainless steel mould (d80 mm��150 mm) at metal pouring temperature of 630 �� with different pipe lengths: (a) 230 mm; (b) 430 mm; (c) 630 mm
With a pipe length of 230 mm, the primary ��(Al) phase presents mainly in granular and fine rosette shape, as shown in Fig.2(a). This kind of microstructure can evolve to an ideal globular semisolid structure after slightly isothermal holding. The microstructure gets a further improvement by the increase in the pipe length, as illustrated in Figs.2(b) and (c), respectively. The number of rosette-like primary ��(Al) phase is obviously less than that in Fig.2(a). It is worth noting that the morphology and size of the primary ��(Al) grain appear to be almost similar for the two pipe lengths. Both of them generate globular primary ��(Al) phase distributed uniformly in the eutectic matrix. MAO et al[17] demonstrated that partial primary phases present in dendrite in billets cast under the same solidification conditions without using a vertical pipe. According to the analysis stated above, the process of vertical pipe pouring can produce appropriate semisolid billets at these three pipe lengths. The increase in the pipe length improves the microstructure of billets, whereas no further improvement appears after the pipe length reaches 430 mm.
3.2 Effect of slug dimension on microstructure of A356 alloy
The experiments to produce larger size slug were carried out in some industrial countries in order to provide semisolid metal billet with enough size for manufacturing bigger components. On this aspect, the authors also conducted some studies. Fig.3 illustrates the microstructures of the billets obtained using a larger stainless steel mould (d98 mm��150 mm) at pouring temperature of 630 �� under the foregoing three pipe lengths. It can be seen from Fig.3(a) that the morphology consists of a mixture of fragmentary rosettes, granular grains, and a relatively small amount of dendrites with short secondary arms. Fig.3(b) reveals that, with the increase of pipe length to 430 mm, the morphology of primary ��(Al) phase becomes better. It mainly comprises many spheroidal grains mixing with a small quantity of rosettes, and no dendrites are observed. With a continued increase in the pipe length, the further improvement of the microstructure takes place. With the 630 mm pipe length, the microstructure features spheroidal primary phase, which is more ideal for semisolid forming. The results indicate that the process of vertical pipe pouring can fabricate larger slug dimensions at the pipe length of 430 mm and above while retaining the desired semisolid microstructure, and the influence of the pipe length on the morphology of billets with larger size is apparent. From Fig.2 and Fig.3, one can see that at the same length of the vertical pipe, the morphology of the primary ��(Al) gradually deteriorates by the enlargement in the slug size, but the deteriorating speed slows down with increasing pipe length. For example, Fig.2(a) is free of dendrites, whereas dendrites appear in Fig.3(a). However, there is not much difference in the microstructures between Fig.2(c) and Fig.3(c). Both of them are desired semisolid microstructure.
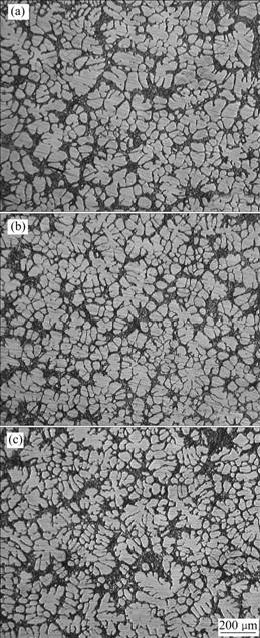
Fig.3 Morphological comparison of billets cast into larger stainless steel mould (d98 mm��150 mm) at pouring temperature of 630 �� with different pipe lengths: (a) 230 mm; (b) 430 mm; (c) 630 mm
3.3 Effect of pouring time on microstructure of A356 alloy
The experimental work done by the authors confirmed that with 430 mm pipe length, a desired semisolid metal structure can be achieved using the aforementioned smaller stainless steel mould (d80 mm��150 mm) within conventional pouring time of 6 s at pouring temperatures of 645 �� and 660 ��. But with the same pouring time and pipe length, the microstructure of the billets cast into a larger stainless steel mould (d98 mm��150 mm) gets worse when the pouring temperature is increased to 645 ��, as shown in Fig.4(a). The structure is seen to be a mixture of dendritic and spheroidal primary ��(Al) phases. The microstructure of billets poured under the same solidification conditions as Fig.4(a) with the pouring time extended to 16 s is given in Fig.4(b), which mainly contains ideal granular primary ��(Al). This reveals that the morphology of larger slug poured at higher pouring temperature can be improved by elongating pouring time. It is important to note that this doesn��t mean the longer pouring time is, the better the microstructure will be. In the present work, the microstructure of billets become worse when the pouring time of larger billet is elongated to more than 16 s. This is because excessive pouring time can result in inconsistent sizes of grains in the billet because of greater solidification time difference between the melt first and later flowing into the mould. Therefore, the shorter pouring time should be considered first in the pouring process on the premise of obtaining desired semisolid structure. In the present work, the optimum pouring time for the billet of d98 mm��150 mm cast at higher pouring temperatures is 16 s.

Fig.4 Morphological comparison of billets cast into larger stainless steel mould (d98 mm��150 mm) within different pouring time at pouring temperature of 645�� with pipe length of 430 mm: (a) Conventional pouring time 6 s; (b) 16 s
4 Discussion
It is generally accepted that a wall crystal mechanism[18-19] makes a significant contribution to the grain structure formation in the inclined cooling plate process. That is, a large number of grain ��nuclei�� produced on the plate due to the fact that the cooling effect of the inclined plate increases the nucleation rate, which is desired for semisolid forming. The inclination governs the flow rate and contact time between the molten alloy and the cooling plate. The influence of slanted angle of the cooling plate on the microstructure of A356 alloy was investigated by many researchers [20-22]. Their work showed that if a large angle is employed, the alloy flows faster and fewer crystals are formed. As a result, the dendrite crystals are produced. It seems to reveal that it is impossible to create semisolid metal structure just by pouring the liquid alloy along a vertical pipe. Nevertheless, many experiments conducted by the authors do demonstrate the viability of the vertical pipe process. Possible mechanisms involving in the vertical pipe pouring process remain to be studied in more detail. Currently, the wall crystal mechanism is still regarded to have the influence in the vertical pipe method, but its role may be not as crucial as it does in the inclined plate process. That is, the nuclei produced only by the wall crystal mechanism may be not enough to achieve proper semisolid structure. Another effect should become operative. The stirring resulting from pouring is the right one.
As molten aluminum alloy flows through a low-temperature vertical pipe during pouring, partial melt contacts with pipe wall. The pipe wall provides rapid heat extraction and a thermally undercooled region adjacent to the cold pipe wall is produced. Hence, wall crystals are nucleated on or near the relatively cold pipe wall, and subsequently, they are then swept away and dispersed into the slurry by fluid flows and serve as very effective nuclei. At the same time, the vertical pipe with a certain length makes the melt reaching the bottom of pipe maintain high velocity. Thus fluid flow vigorously stirs the melt in the mould. The stirring promotes the detachment of dendrite arms in the growth phase. These dendrite arm fragments may melt off and provide multiple nuclei. In addition, vigorous stirring also aids the transfer of the newly formed grains throughout the melt and the homogenization of the temperature of the melt.
The effect of vertical pipe length on the metal structure is reflected through two aspects. On one hand, the longer the pipe length is, the longer the contact time between the molten alloy and the cooling plate is, and the more nuclei are produced. On the other hand, the increasing pipe length expands the velocity of the melt reaching the bottom of pipe and thus the stirring is strengthened. Therefore, the pipe length should be as long as possible. However, for practice, the longer pipe increases the processing difficulty and cost, and furthermore, it also occupies more space. In addition, if a pipe with excessive length is employed, the pouring time is so long that a great solidification time difference between the melt first and later flowing into the mould will occur. Generally, the shorter pipe should be used on the premise of obtaining desired semisolid structure. Fig.2 shows that for manufacturing the billet of d 80 mm��150 mm, the 230 mm pipe length can meet the demand but the 430 mm is lightly better, and there is no difference between the microstructures produced using the pipe with a length of 430 mm and 630 mm. For manufacturing the billet of d 98 mm��150 mm, Fig.3 demonstrates that the appropriate pipe length should be at least 430 mm. Based on the aforementioned results, the optimum pipe length should be 430 mm.
The bulk of melt is needed for manufacturing larger billets and higher pouring temperature makes much heat of melt transfer to the pipe during pouring period, so the pipe obtains considerable heat for manufacturing larger billets at a higher pouring temperature. If the pipe cannot rapidly dissipate the heat within conventional pouring time, the degree of supercooling near the pipe wall would be reduced and less significant nucleation will also occur on the pipe wall, leading to a less number of crystals when the melt reaches the mould. Furthermore, some nuclei will be remelted by superheated melt in the mould and only a small amount of nuclei can survive. With nucleation density decreasing, spaces of nuclei expand and therefore the interactions of suppression between particles weaken, resulting in coarsening of the particles. Compared to conventional pouring time, the elongation of pouring time can reduce the amount of melt flowing through the pipe within the same time and thus the pipe can timely release the heat, which guarantees the cooling ability of the vertical pipe and contributes final globular microstructure.
5 Conclusions
1) The process of vertical pipe pouring can generate desired semisolid billets of A356 alloy with the cooperation of the wall crystal mechanism and the stirring resulting from pouring. The length of the vertical pipe, slug dimension and pouring time all have effects on the microstructure.
2) With a vertical pipe length not below 230 mm, proper semisolid microstructure can be obtained by using a stainless steel mould of d 80 mm��150 mm even at pouring temperature as high as 660 ��. However, for manufacturing the billet of d 98 mm��150 mm, appropriate semisolid structure can be obtained only at lower pouring temperatures and the pipe length being at least 430 mm. If the billet of d 98 mm��150 mm cast at a higher pouring temperature is expected, the micro- structure can be improved by moderately elongating pouring time. In the present work, the optimum pouring time for the billet of d 98 mm��150 mm cast at higher pouring temperatures is 16 s.
3) At the same length of the vertical pipe, the morphology of the primary ��(Al) gradually deteriorates by the enlargement in the slug size, but the deteriorating speed slows down with increasing pipe length.
4) The increase in the pipe length improves the microstructure, whereas no further improvement appears when the pipe length reaches a certain value. The optimum length of the pipe obtained in the present work is 430 mm.
References
[1] MAO Wei-min. Semisolid metal forming technology [M]. Beijing: China Machine Press, 2004: 6. (in Chinese)
[2] WANG H, STJOHN D H, DAVIDSON C J, NING Z. Controlled nucleation method for formation of feedstock [C]// ALEXANDROU A, APELIAN D. Proc of the 8th Int Conf on the Processing of Semi-Solid Alloys and Composite. Limassol, Cyprus, 2004: 269-276.
[3] XIA K, TAUSIG G. Liquidus casting of a wrought Al alloy 2618 for thixoforming [J]. Mater Sci Eng A, 1998, 246: 1-10.
[4] BRUSETHAUG S, VOLE J. Manufacturing of feedstock for semi-solid processing by chemical grain refinement [C]// CHIARMETTA G L, ROSSO M. Proc of the 6th Int Conf on the Processing of Semi-Solid Alloys and Composite. Turin, Italy, 2000: 451-456.
[5] LOUE W R, SUERY M. Microstructural evolution during partial remelting of Al-Si7Mg alloy [J]. Mater Sci Eng A, 1995, 203: 1-13.
[6] APELIAN D. Semi-solid processing routes and microstructure evolution [C]// TSUTSUI Y, KIUCHI M, ICHIKAWA K. Proc of the 7th Int Conf on the Processing of Semi-Solid Alloys and Composite. Tsukuba, Japan, 2002: 25-30.
[7] APELIAN D, PAN Q Y, FINDON M. Low cost and energy efficient methods for the manufacture of semi-solid (SSM) feedstock [J]. Die Casting Engineer, 2004(1): 22-29.
[8] FORN A, BAILE1 M T. The new technologies evolution in semisolid aluminum casting [C]// ALEXANDROU A, APELIAN D. Proc of the 8th Int Conf on the Processing of Semi-Solid Alloys and Composite. Limassol, Cyprus, 2004.
[9] KAUFMANN H, WABUSSEG H, UGGOWITZER P J. Metallurgical and processing aspects of the NRC semi-solid [J]. Casting Technology Aluminum, 2000, 76(1/2): 70-79.
[10] LUKASSON M, APELIAN D, DASGUPTA R. Alloy characterization for the new UBE rheocasting process [J]. AFS Transactions, 2002,110: 271-284.
[11] POTZINGER R, KAUFMANN H, UGGOWITZER P J. Magnesium new rheocasting��A novel approach to high quality magnesium- castings [C]// CHIARMETTA G L, ROSSO M. Proc of the 6th Int Conf on the Processing of Semi-Solid Alloys and Composite. Turin, Italy, 2000: 85-90.
[12] TOSHIO H. Semi-solid strip casting using a twin roll casting equipped with a cooling slope [C]// Proc of the 7th Int Conf on the Processing of Semi-Solid Alloys and Composite. Tsukuba, Japan, 2002: 107-112.
[13] TOSHIO KAPRANOS H P. Simple rheocasting processes [J]. Journal of Materials Processing Technology, 2002, 130/131: 594-598.
[14] GUO Hong-min, YANG Xiang-jie, HU Bin. Effects of parameters of slurry-making process with rotating duct on semi-solid microstructure of A356 alloy [J]. The Chinese Journal of Nonferrous Metals, 2004, 14(12): 2049-2054. (in Chinese)
[15] CAI Wei-hua, YANG Xiang-jie, GUO Hong-min, WEI Ren-jie, ZHANG Ying, LI He-chang. Study in process parameter of preparing rheocasting slurry by the method of cooling slope tube [J]. Journal of Nanchang University (Engineering & Technology), 2003: 13-17. (in Chinese)
[16] XIE S S, YANG H Q, WANG H, LI X G, LI L. Damper cooling tube method to manufacture semisolid slurry of magnesium alloy [C]// ALEXANDROU A, APELIAN D. Proc of the 8th Int Conf on the Processing of Semi-Solid Alloys and Composite. Limassol, Cyprus, 2004.
[17] MAO Wei-min, CUI Cheng-lin, ZHAO Ai-min, YANG Ji-lian, ZHONG Xue-you. Effect of pouring process on the microstructures of semi-solid AlSi7Mg alloy [J]. J Mater Sci Tech, 2001, 17(6): 615-619.
[18] CHALMERS B J. The structure of ingots [J]. J Aust Inst Metals, 1963, 8: 255-263.
[19] OHNO A. The solidification of metals [M]. Tokyo, Chijin Shokan, 1976.
[20] C I T, MOTEGI T, TANABE F. New semi-solid casting of copper alloys using an inclined cooling plate [C]// ALEXANDROU A, APELIAN D. Proc of the 8th Int Conf on the Processing of Semi-Solid Alloys and Composite. Limassol, Cyprus, 2004.
[21] SHIM S Y, LIM S G. Microstructure and aging behavior of AZ91 Mg alloy fabricated by inclined cooling plate [C]// KANG C G, KIM S K, LEE S Y. Proc of the 9th Int Conf on the Processing of Semi-Solid Alloys and Composite. Busan Korea, 2006: 350-353.
[22] HAGA T. Semisolid strip casting using a twin roll caster with a cooling slope [J]. J of Mater Proc Tech, 2002, 130: 558-561.
Foundation item: Project(2006AA03Z115) supported by the National Hi-tech Research and Development Program of China; Project(2006CB605203) supported by the National Basic Research Program of China; Project(50374012) supported by the National Natural Science Foundation of China
Corresponding author: YANG Xiao-rong; Tel: +86-10-62332882; E-mail: yxr790123@yahoo.com.cn
(Edited by YUAN Sai-qian)
