
Trans. Nonferrous Met. Soc. China 24(2014) 3452-3458
Influence of aluminum content on machinability of AS series cast magnesium alloys
Birol 
Department of Mechanical and Manufacturing Engineering, Bilecik Seyh Edebali University, 11200 Bilecik, Turkey
Received 27 December 2013; accepted 9 March 2014
Abstract:
The influence of Al content on machinability of AS series cast Mg alloys was studied. The assessment of machinability of Mg alloys was performed by measuring the cutting forces and surface roughness. The microstructure and the tensile properties were also studied. The results reveal that cutting forces are increased with the increase of the Al content. Surface roughness and mechanical properties are the highest for AS91 Mg alloy. It is assumed that the main mechanism, which has an influence on the mechanical properties, is the presence of intermetallic phases (Mg2Si and Mg17Al12). Cutting forces increase with the increase of the cutting speed in machining of all Mg alloys. These measured data are in accordance with the mechanical properties of the machined alloys.
Key words:
machinability; cutting force; Mg alloy; AS series alloys; flank build-up (FBU);
1 Introduction
Magnesium and magnesium alloys are one of the lightest structural metals with high specific strength, high stiffness-to-weight ratio, excellent mechanical properties and low density (1.74 g/cm3). Magnesium alloys are used in many applications including telecommunications, portable microelectronics, and especially automotive and aerospace industries [1]. The utilization of magnesium alloys in manufacturing of aerospace and automotive components is an important issue to reduce the fuel consumption and associated reductions in vehicle weight leading to a reduced discharge of air pollutants, such as SOX, CO2, and NOX emissions. In an era of increasing interest in the reduction of the weight of automobiles to improve its fuel efficiency, the role played by magnesium alloys is extremely important [2-4].
Magnesium alloys are attractive candidates for automotive and aerospace applications because of their excellent properties [4,5]. For example, parts of the Mg-Al-Si series alloys, such as AS21 and AS41 alloys, have been successfully used in the drive system of automobile engines [1,6,7].
In manufacturing industry, the most widely used magnesium alloys may be classified as AZ (aluminum, zinc), AM (aluminum, manganese) and AS (aluminum, silicon) series magnesium alloys [2,5]. As it is known, the most important magnesium alloys are obtained by using aluminum. The literature studies on magnesium alloys indicated the presence of different alloys obtained by adding zinc (Zn), silicon (Si), antimony (Sb), strontium (Sr), tin (Sn), calcium (Ca), phosphorus (P) and yttrium (Y) to magnesium aluminum alloys (Mg-Al).
Numerous studies [2,4,8-10] were conducted to increase the creep strength of AS series magnesium alloys at higher temperatures [11]. On the other hand, there are limited studies on the machinability of magnesium alloys. Studies on the machinability of magnesium alloys have generally focused on the chip formation, combustion relations and flank build-up (FBU) relations [12-14]. A study on the effect of mass fraction of Al in magnesium alloys on machinability is not available in the literature. In this study, AS series (AS11, AS21, AS41, AS61, AS91) magnesium alloys are obtained by adding varying amounts of Al. The machinability of AS series depending on mass fraction of Al is examined by conducting experiments to determine microstructural, mechanical and machining properties.
Studies on the effect of Al content on the machinability of AS series magnesium alloys are very few, and no systematic study has been reported about the effect of Al on machining behaviors [12]. Thus, the effect of Al alloying addition (1% to 9% Al) to AS series cast magnesium alloys on their machinability as well as their mechanical properties was investigated.
2 Experimental
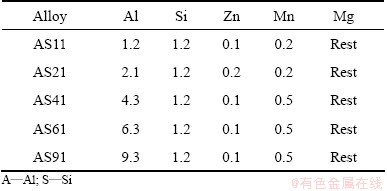
The magnesium alloys used were prepared by melting pure magnesium (Mg), pure aluminum (Al) and Al-Si master alloy in a graphite crucible under argon gas (Ar) atmosphere at 750 ��C. Pure magnesium and aluminum ingots (with a minimum purity of 99.90%) and aluminum silicon (Al-50%Si) master alloy were purchased from  Metal Co., Turkey. All samples used in this study were obtained by casting into a cast iron mold (preheated to 260 ��C) under protective SF6 gas. The produced samples were 26 mm in diameter and 200 mm in length. The chemical composition of the alloy determined by a Spectrolab M8 optical emission spectrometer (OES) is listed in Table 1. Detailed information on the production methods and process parameters of the magnesium alloys (AS, AZ and AM series) can be found by UNAL [15].
Metal Co., Turkey. All samples used in this study were obtained by casting into a cast iron mold (preheated to 260 ��C) under protective SF6 gas. The produced samples were 26 mm in diameter and 200 mm in length. The chemical composition of the alloy determined by a Spectrolab M8 optical emission spectrometer (OES) is listed in Table 1. Detailed information on the production methods and process parameters of the magnesium alloys (AS, AZ and AM series) can be found by UNAL [15].
Table 1 Chemical composition of studied AS series cast magnesium alloys (mass fraction, %)
In this study, samples used for the tensile tests were 8 mm in diameter and 40 mm in length. The tensile tests (ASTM E 8M-99) were performed with a crosshead speed of 0.8 mm/min at room temperature (Shimadzu Autograph AGS-J 10 kN Table-Top Type Universal Tester). The average of at least five successive samples in tensile tests was taken into account. Micro-structural evaluations were carried out by an optical microscope equipped with a Nikon Eclipse LV150 stand. Samples prepared with 15 mm in diameter and 12 mm in length were machined, and ground with 200, 400, 600, 800, 1000 and 1200 grit emery papers, and then polished with 6, 3 and 1 ��m diamond paste using pure water. The samples were then etched in a solution of 100 mL ethanol, 5 mL acetic acid, 6 g picric acid and 10 mL water to be used in microstructural evaluations.
Machining tests were conducted to determine the cutting forces under dry cutting conditions and using a 2.2 kW Boxford 250 CNC lathe machine. In the turning operations, polycrystalline diamond (PCD) (Taegutec CCGT 120408 FL K10) was used as the cutting tool. The turning tests were used for orthogonal cutting process. Cutting force curves were obtained with the help of a strain gauge shown in Fig. 1.
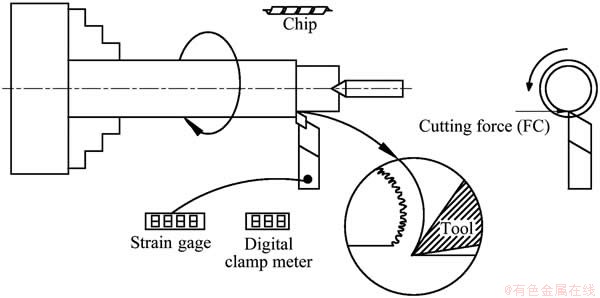
Fig. 1 Schematic representation of experimental set-up with strain gage
Cutting forces were evaluated using two experimental methodologies. The feed rate (s) and depth of cut (a) were held constant to maintain the cross-sectional area of the chips in millimeters per revolution (mm/r). And then, the feed (f: mm/min) was held constant for various revolutions.
The machining parameters and conditions in the experiments are given in Table 2. The test samples were subjected to a pre-cleaning operation (i.e. diameter was reduced from 26 to 22 mm) before the experiments as shown in Fig. 2. Surface roughness measurements were carried out following each turning test (Time-TR200). Scanning electron microscopy (SEM) examinations were also carried out to evaluate FBU on the surface of the cutting tools.
Table 2 Machining parameters and conditions used during test


Fig. 2 Test samples of AS series magnesium alloys
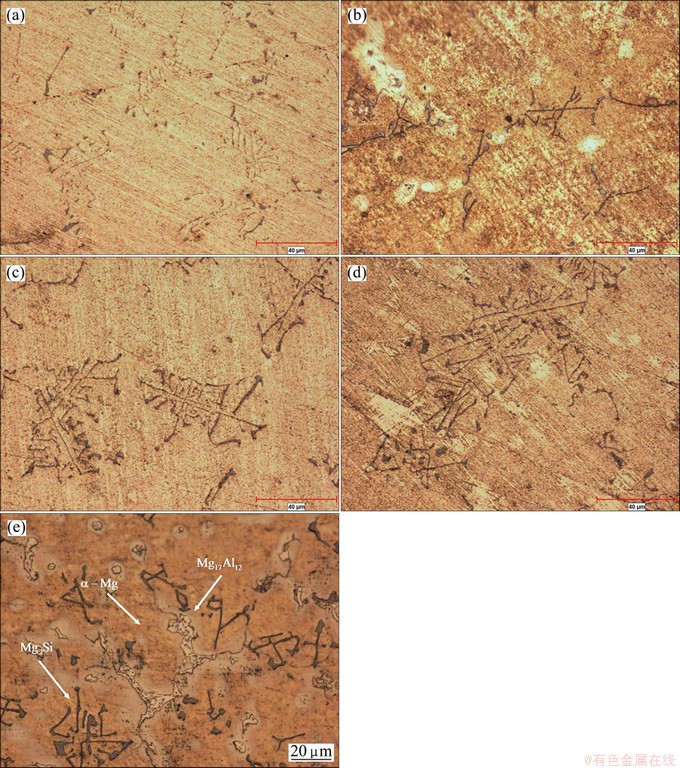
Fig. 3 Optical micrographs of AS11 (a), AS21 (b), AS41 (c), AS61 (d) and AS91 (e) series magnesium alloys
3 Results and discussion
3.1 Microstructural properties
Figure 3 shows the microstructure of the examined AS series magnesium alloys. The microstructure imagesof Al-added AS series magnesium alloys revealed that the structure consisted of ��-Mg main matrix and Mg2Si intermetallic phases at grain boundaries in a thin rod-shape form. The Mg2Si intermetallic phase has a tendency to change from a thin rod-shape to a rough form depending on the increase of Al content in alloy. The morphologic structure of this Mg2Si intermetallic phase is consistent with literature [6,16] and generally similar to Chinese script. It was reported in Ref. [16] that �� intermetallic and ��+�� eutectic could occur in AS series magnesium alloys, besides ��-Mg matrix, �� intermetallic and ��+�� eutectic occurring. It was observed that AS91 alloy microstructure of the Mg17Al12 intermetallic phase had ranged roughly along the grain boundaries (Fig. 3(e)). The increase in the Al content resulted in formation of clearer and thicker intermetallic phases. These intermetallic phases in the microstructure generally show harder and more brittle properties compared with ��-Mg main matrix and they have a structure which increases the strength of the alloy [4,10-13,16]. Evaluation of results indicated that Mg2Si phase could be very effective in strengthening magnesium alloys both for low and elevated temperatures [6,15].
3.2 Mechanical properties
Figure 4 shows the dependence of the ultimate tensile strength (UTS), yield strength (YS) and elongation (EL) of the alloys studied on their Al content. It can be seen that in the AS series magnesium alloys, UTS and YS values ranged from AS11 to AS91 with an increasing rate. UTS and YS values considerably increased with 9% Al. It should be noted that approximately 50% increase had been obtained both in UTS (from 140 to ~210 MPa) and YS (from 65 to ~100 MPa) in the case of 9% Al addition. Among the examined alloys, the highest UTS and YS values were obtained in 9.3% Al-containing alloy (AS91). On the other hand, EL values decreased continuously with Al content and the lowest EL was obtained in AS91. Comparison of EL values of AS11 and AS91 alloys revealed a decrease from 5.5 to ~2.8, which was consistent with literatures [4,10,15].
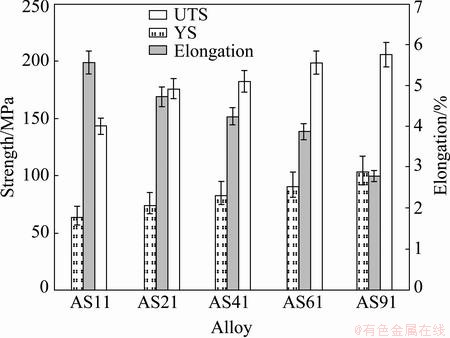
Fig. 4 Ultimate tensile strength (UTS), yield strength (YS) and elongation of AS series alloy
The results obtained for UTS, YS and EL could entirely be attributed to the presence of Mg17Al12 and Mg2Si intermetallic phases occurring in the structure. These phases increased remarkably with the increase in Al content. The increase in Al content also resulted in the decrease of the distance between ��-Mg grains. Therefore, the increase in ultimate tensile strength (UTS) is an expected result. It can be concluded that the ultimate tensile strength and yield strength increased due to the blocking effect of Mg17Al12 and Mg2Si intermetallic phases on dislocations [4]. The various morphologies of the Mg2Si intermetallics indicate that particles were formed under various conditions [8,16]. Scattering in EL was considerably reduced in AS91 alloy compared with AS11 alloy. Deviations from the reported results [11,15] are caused probably because of the production conditions, such as casting temperature, solidification condition and impurity of the alloy.
3.3 Machining properties
The effect of cutting speed on the cutting force (Fv) for the five machined samples as a function of their Al content is shown in Fig. 5. The feed rate (s) and cutting depth (a) were held constant to maintain cross-sectional area of the chips in millimeter per revolution (mm/r). Although cross sectional area of the chips were constant, it can be seen that the cutting force increased slightly as the cutting speed increased for all the alloys studied. Although chip cross-section was constant, a steady increase in cutting forces was observed depending on the cutting speed (Fig. 5).

Fig. 5 Relationship between cutting force and alloy composition of AS series cast magnesium alloys (a: 1 mm, s: 0.10 mm/r)
Cutting forces ranged from AS11 to AS91 with an increase in Al content. The same order was observed for all cutting speed and cutting depth. Comparison of cutting speeds showed that the lowest cutting force was obtained in AS11 alloy, and the highest cutting force was obtained in AS91 alloy regardless of the depth of cut. The cutting force (a: 1 mm) was determined as 41.4 N for AS11 at 56 m/min of cutting speed, and as 44.1 N in AS91. The cutting force was measured as 42.0 N in AS11 at 168 m/min of cutting speed, and as 47.3 N in AS91.
It was observed that the cutting forces had ranged from AS11 to AS21, AS41, AS61 and AS91 with an increase depending on the increase in Al content in the AS series magnesium alloys. The increase in cutting forces in the AS series magnesium alloys can be explained by flank build-up (FBU) formation which was due to FBU at the tip of the cutting tool during machining [14]. Figure 6 shows the SEM images of the cutting tool tips that were used for machining of the AS series alloys turned at 168 m/min. FBU is present on the surfaces of the cutting tools as seen from Fig. 6(f). The main reason of FBU in these alloys has been proved to be the local rise in temperature up to the melting of eutectic alloys (437 ��C for Mg-Al alloy) and/or chip ignition [17]. It is well known that magnesium chips ignite [14,17] or oxidize easily depending on the cutting condition. Oxidized magnesium (sparked or ignited chips) generally remains in the powder form during cutting. The presence of FBU on the tool causes rubbing with the machined part and consequently increases the cutting force [18,19]. TOMAC et al [12], ZHAO et al [19],  and WINKLER [20] and et al [21] carried out turning experiments on the AZ91 alloy and reported FBU formation on the flank surfaces of tool in the case of cutting certain magnesium alloys without cutting fluid at high cutting speeds. The number of turning tests has shown that FBU might have been formed during machining certain magnesium alloys when the cutting speed exceeded a critical limit, leading to an increase in cutting force in this work. Compared with the cutting forces, the highest cutting force was obtained from AS91 alloy (Fig. 5). From this point of view, it may be noted that the increase in cutting force depending on cutting speed could occur due to dislocation build-up with chips in cutting edge [22]. The reason for this was the increase in cutting forces with the effect of intermetallic phases observed in microstructure. Especially in AS91 alloy, the fact that the highest cutting force occurred at the highest cutting speed demonstrated that intermetallic phases in the structure had a negative impact on the machinability.
and WINKLER [20] and et al [21] carried out turning experiments on the AZ91 alloy and reported FBU formation on the flank surfaces of tool in the case of cutting certain magnesium alloys without cutting fluid at high cutting speeds. The number of turning tests has shown that FBU might have been formed during machining certain magnesium alloys when the cutting speed exceeded a critical limit, leading to an increase in cutting force in this work. Compared with the cutting forces, the highest cutting force was obtained from AS91 alloy (Fig. 5). From this point of view, it may be noted that the increase in cutting force depending on cutting speed could occur due to dislocation build-up with chips in cutting edge [22]. The reason for this was the increase in cutting forces with the effect of intermetallic phases observed in microstructure. Especially in AS91 alloy, the fact that the highest cutting force occurred at the highest cutting speed demonstrated that intermetallic phases in the structure had a negative impact on the machinability.
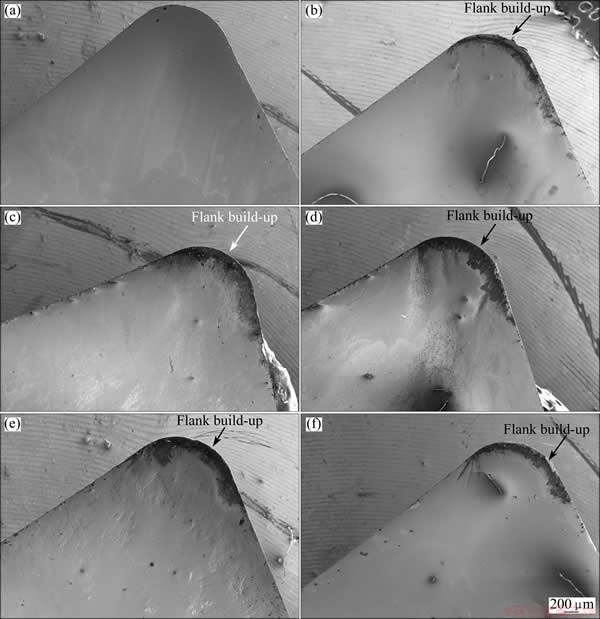
Fig. 6 SEM images of cutting tool tip used for machining of unused (a), AS11 (b), AS21 (c), AS41 (d), AS61 (e) and AS91 (f) series magnesium alloys (v: 168 m/min, a: 1 mm, s: 0.10 mm/r)
When analyzing cutting edge surfaces used in the experiment, it was observed that flank build-up (FBU) occurred due to the dry friction between the work piece and cutting surface during the machining of experimental samples and that cutting edges were worn [12,21]. It is shown in Fig. 3(e) that Mg17Al12 and Mg2Si intermetallic phases that occurred/found in alloy were effective in the increase of the cutting forces, and thus, the surface of AS91 worn more. From this point of view, it was observed that Mg2Si intermetallic phase formed due to the effect/presence of Si in AS91 alloy and found that it had a harder structure compared with the intermetallic phase in AS11 [12,19] and this wore the cutter much more. Flank build-up (FBU) increase in the cutting surface between the cutting edge and sample surface due to intermetallic phases also causes a rise in cutting force (see Fig. 5) [20]. Flank build-up (FBU) formation increases with friction and temperature rise occurring on the cutter surface due to an increase in cutting speed, and this may be noted to raise cutting forces.
The cutting forces for the alloys studied under varying feed rates are illustrated in Fig. 7. The cutting force increased with the increase in feed rate as expected. This result was attributed to the increased cross-sectional area of the chips per revolution. It should be noted that the highest cutting force and surface roughness were present for AS91 alloy. The lowest cutting force at all feed rates was obtained from AS11 alloy amongst Al- containing alloys used in the study. It was believed that the higher cutting forces for AS91 alloy were obtained due to the higher mechanical properties as discussed earlier, and the tendency was very similar to the tensile strengths of the studied alloys (see Figs. 4(a) and (b)). When examining with respect to the alloy, it was observed that the cutting forces ranged from AS11 to AS21, AS41, AS61 and AS91 with an increase, respectively (see Fig. 7).
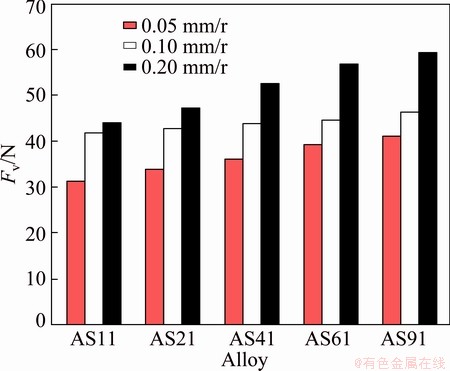
Fig. 7 Relationship between cutting force and feed rate of AS series magnesium alloys (a: 1 mm)
The surface roughness (Ra) of the AS series samples (turned at 56, 112 and 168 m/min) given in Fig. 8 revealed an increase in surface roughness for all studied alloys with increasing cutting speed. The present work showed that Al content of the Mg alloys considerably affected the Ra. In other words, Ra value increases as the Al content of the alloy increases. For instance, turning of AS11 and AS91 alloys (at 168 m/min) presented that the Ra values were 1.3 ��m and 1.6 ��m, respectively. The trend in Ra at other cutting speeds was also similar as shown in Fig. 8. It was thought that the higher Ra value for AS91 alloy formed due to the fact that the dimples occurred during shearing of the chip removal. The dimples become elongated by a lateral shearing force in ductile materials. AS91 alloy has the lowest ductility as compared with other studied alloys as shown in Fig. 5. The increasing Al content of the alloy decreased the EL of the samples, which implies that the materials become more brittle. As discussed in the tensile properties section, the net-like brittle intermetallic phases at the a-Mg grain boundary easily break up and cause cracking during plastic deformation leading to a brittle shear. However, the slight increase in Ra value of AS91 alloy may occur due to the higher amount of brittle Mg2Si and Mg17Al12 eutectic phases along the grain boundaries. It is postulated that the shear during cutting may follow the grain boundaries due to the net-like interconnected Mg17Al12 phases, resulting in a rougher surface. This is also in line with the tensile properties in Figs. 4(a) and (b) that the scatterings were more pronounced in AS91 alloy.
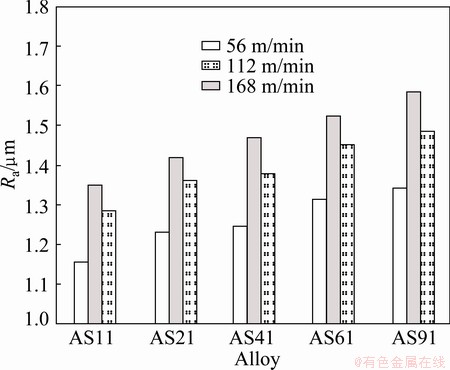
Fig. 8 Relationship between surface roughness and cutting speed of AS series cast magnesium alloys (a: 1 mm)
4 Conclusions
1) The microstructural analyses reveal that a network of the ��-phase around the grain boundaries is formed and the number of intermetallic phases increases with the increasing Al content in the AS series magnesium alloys.
2) UTS and YS increase with the addition of Al to AS series magnesium alloys. The increase in UTS and YS above 2% Al (i.e. AS41, AS61, AS91 alloys) is attributed to the formation of net-like brittle intermetallic phases. The maximum UTS and YS, and the lowest EL are observed in the AS91 alloy.
3) The cutting forces are determined to increase with an increase in cutting speed. This result is attributed to flank build-up (FBU) at the tip of the cutting tool during machining.
4) Comparison of Al-containing alloys indicates that the lowest cutting force is observed in 1% Al-containing alloys (i.e. AS11) and the highest cutting force in 9% Al-containing alloys (i.e. AS91). It is observed that the presence/or the amount of Mg2Si intermetallic phase in the alloy causes an increase in the cutting force.
5) In all AS series alloys used, surface roughness increases with increasing cutting speed. Ra increases considerably with the increase in the Al content of the alloys.
6) It can be said that as the Al amount in alloy increases, the formed intermetallic phases (Mg2Si) causes an increase in cutting forces complicating the machinability.
Acknowledgements
The author would like to thank to Ins. Telat  for their support.
for their support.
References
[1] FRIEDRICH H E, MORDIKE B L. Magnesium technology metallurgy, design data, applications [M]. Berlin, Heidelberg, Germany: Springer-Verlag, 2006.
[2] MEHTA D S, MASOOD S H, SONG W Q. Investigation of wear properties of magnesium and aluminum alloys for automotive applications [J]. Journal of Materials Processing Technology, 2004, 155-156: 1526-1531.
[3] H K, DENKENA B, WINKLE R J, PODOLSKY C. Machining, magnesium technology, metallurgy, design data, applications [M]. Berlin, Heidelberg, Germany: Springer-Verlag, 2006: 398.
[4] SRINIVASAN A, SWAMINATHAN J, GUNJAN M K, PILLAI U T S, PAI B C. Effect of intermetallic phases on the creep behavior of AZ91 magnesium alloy [J]. Materials Science and Engineering A, 2010, 527: 1395-1403.
[5] KING J F. Development of practical high temperature magnesium casting alloys [M]//Magnesium Alloys and their Applications. Germany: WILEY-VCH,, 2000: 14-22.
[6] MA G R, LI X L, XIAO L, LI Q F. Effect of holding temperature on microstructure of an AS91 alloy during semisolid isothermal heat treatment [J]. Journal of Alloys and Compounds, 2010, 496: 577-581.
[7] KING J F. Technology of magnesium and magnesium alloys [M]// Magnesium Technology. Heidelberg, Berlin, Germany: Springer-Verlag, 2006.
[8] BRONFIN B, KATSIR M, AGHION E. Preparation and solidification features of AS21 magnesium alloy [J]. Materials Science and Engineering A, 2001, 302: 46�C50.
[9] KIM B H, LEE S W, PARK Y H, PARK I M. The microstructure, tensile properties, and creep behavior of AZ91, AS52 and TAS652 alloy [J]. Journal of Alloys and Compounds, 2010, 493: 502-506.
[10]  Comparison of the thermal properties of AM20 and AS21 magnesium alloys [J]. Materials Science and Engineering A, 2005, 397: 16�C21.
Comparison of the thermal properties of AM20 and AS21 magnesium alloys [J]. Materials Science and Engineering A, 2005, 397: 16�C21.
[11] ZHANG P. Creep behavior of the die-cast Mg�CAl alloy AS21 [J]. Scripta Materialia, 2005, 52: 277-282.
[12] TOMAC N,  K, MIKAC T. Study of influence of aluminum content on machinability of magnesium alloys [J]. Strojarstvo, 2008, 50(6): 363-367.
K, MIKAC T. Study of influence of aluminum content on machinability of magnesium alloys [J]. Strojarstvo, 2008, 50(6): 363-367.
[13] FANG F Z, LEE L C, LIU X D. Mean flank temperature measurement in high speed dry cutting of magnesium alloy [J]. Journal of Materials Processing Technology, 2005, 167: 119-123.
[14] FRIEMUTH T, WINKLER J. Machining of magnesium workpieces [J]. Advanced Engineering Materials, 1999, 1(3-4): 183-186.
[15] UNAL M. An investigation of casting properties of magnesium alloys [D]. Gazi University, 2008.
[16] CAO L J, MA G R, TANG C C. Effects of isothermal process parameters on semisolid microstructure of Mg-8%Al-1%Si alloy [J]. Transactions of Nonferrous Metals Society of China, 2012, 22: 2364-2369.
[17] HOU J, ZHOU W, ZHAO N. Methods for prevention of ignition during machining of magnesium alloys [J]. Key Engineering Materials, 2010, 447-448: 150-154.
[18] AKYUZ B. Influence of Al content on machinability of AZ series Mg alloys [J]. Transactions of Nonferrous Metals Society of China, 2013, 23(8): 2243-2249.
[19] ZHAO X L, TANG Y, DENG W J, ZHANG F Y. Effect of tool flank wear on the orthogonal cutting process [J]. Key Engineering Materials, 2007, 329: 705-710.
[20] H K, WINKLER J. The influence of tool cutting in machining of magnesium [J]. Surface and Coating Technology, 1997, 94-95: 610-616.
[21] H K, FRIEMUTH T, WINKLER J, PODOLSKY C. Improving the characteristics of magnesium workpieces by burnishing operations [M]//Magnesium Alloys and their Applications, Weinheim, Germany: Wiley-Vch Verlag GmbH, 2006: 406.
[22] LIU K, LI X P, LIANG S Y. The mechanism of ductile chip formation in cutting of brittle materials [J]. Int J Adv Manuf Technology, 2007, 33: 875-884.
��������ASϵ������þ�Ͻ��е�ӹ����ܵ�Ӱ��
Birol
Department of Mechanical and Manufacturing Engineering, Bilecik Seyh Edebali University, 11200 Bilecik, Turkey
ժ Ҫ���о���������ASϵ������þ�Ͻ��е�ӹ����ܵ�Ӱ�졣ͨ�������������ͱ���ֲڶȶ�þ�Ͻ�Ļ�е�ӹ����ܽ����������о��Ͻ���۽ṹ���������ܡ�������������������������������Ӷ�����AS91þ�Ͻ�ı���ֲڶȺ���ѧ������ߣ�����ѧ������Ӱ�����Ҫ�����Ǵ��ڽ�������Mg2Si �� Mg17Al12���ڻ�е�ӹ�þ�Ͻ��У������������и��ٶȵ��������������õ��������е�ӹ��Ͻ����ѧ����һ�¡�
�ؼ��ʣ���е�ӹ����ܣ���������þ�Ͻ�ASϵ�кϽ𣻲����ۻ�(FBU)
(Edited by Xiang-qun LI)
Corresponding author: Birol ; Tel: +90-228-2141542; Fax: +90-228-2141222; E-mail: birol.akyuz@bilecik.edu.tr; birolakyuz@gmail.com
DOI: 10.1016/S1003-6326(14)63488-9
Abstract: The influence of Al content on machinability of AS series cast Mg alloys was studied. The assessment of machinability of Mg alloys was performed by measuring the cutting forces and surface roughness. The microstructure and the tensile properties were also studied. The results reveal that cutting forces are increased with the increase of the Al content. Surface roughness and mechanical properties are the highest for AS91 Mg alloy. It is assumed that the main mechanism, which has an influence on the mechanical properties, is the presence of intermetallic phases (Mg2Si and Mg17Al12). Cutting forces increase with the increase of the cutting speed in machining of all Mg alloys. These measured data are in accordance with the mechanical properties of the machined alloys.
