
TaW12���ڰ�ij�����⼼���о�
�й����������о�Ժ��е���칤���о���
ժ Ҫ��
ͨ���������ԼΪ1.5��3.0 mm��TaW12��ĵij����ա��ײ�����ȱ������, ���������ķ��ʵ�ֽ���ƽ���ڲ�������⡣������ֵģ������ʵ����Եķ����ó��������ķ����������, ���ݲ��Ե����ֺ��TaW12��ĵĿ�-��ķ����ֵ��Ӧ����, �����˰���ڲ�ȱ�ݵĶ������ۻ�, �����������ʵ���ȶ����TaW12ƽ���ڲ���0.4 mm������ȱ�ݡ������������1.5 mm���TaW12����ڲ��������, ʵ�鷢����ķ����ȱ�ݵļ������������Ӱ��ϴ��о����ֲ���Ƶ��Ϊ410 MHz���ϴ��ӳٿ���ݲ�ֱ̽ͷ����Ч������������еķֲ�ȱ��, ��Ƶ��Խ���Ч��Խ�á������о����������ר�ù���, ����Ӧ�ý�������о��ļ�ⷽ��Ч������, ����Ч����ڲ����ڿ�����10��m���ҵ�������ȱ��, �����˲�Ʒ��������Ҫ��
�ؼ��ʣ�
TaW12�Ͻ�;���;�������;��ķ��;������;
��ͼ����ţ� TG115.285
����飺������ (1971-) , ��, �����ɽ��, ѧʿ, ������ʦ;�о�����:���ϼ��ṹ������������, (E-mail:my_wzy@163.com) ;
�ո����ڣ�2013-06-05
���������ƹ��ּ���������Ŀ (Z112011C001) ����;
Ultrasonic Testing Technique on TaW12 Alloy Plates
Wang Zengyong Li Jianwen Sun Chaoming Tang Guangping
Institute of Machinery Manufacturing Technology, China Academy of Engineering Physics
Abstract��
The Lamb wave was used to test inner quality of TaW12 alloy plate with the thickness of 1. 5 and 3. 0 mm after analyzing its forming process and defect type. The optimum parameter of Lamb wave was gained by numerical simulation and testing examination.According to hole diameter-echo amplitude curve of two kinds of thickness TaW12 plate, the quantitative evaluation criterion of defects in plate was built. The result showed that the defect of about ��0. 4 mm in TaW12 alloy plate could be tested steadily. As to testing curved plate with the thickness of 1. 5 mm, the examination result showed that curved face influenced the defect testing ability of Lamb wave badly. So the longitudinal wave probe with delay block at 4 ~ 10 MHz frequency were used and could effectively detect delamination defect in curved plate, and the higher the probe frequency was, the better the detecting effect was. The special testing technique was summarized according to study results. The results of production application showed that the testing effect was satisfied, the fine cracks in the internal with opening width around 10 ��m could be detected effectively, which satisfied the quality requirements of products.
Keyword��
TaW12 alloy; plate; ultrasonic testing; Lamb wave; test parameter;
Received�� 2013-06-05
��Ͻ����������ٺϽ��������������ͻ�ѧ����, ����۵���ܶȡ����õĿ���ʴ���ܺ������Ŀɳ����Ե�, ʹ֮��Ϊ���������ӡ����յ��ڶ�߿Ƽ�����㷺�о���ʹ�õĹ��̺��ܲ���[1,2,3,4]�����ԼΪ1.5��3.0 mm��Ta W12�Ͻ�����ij��Ʒ�ؼ��㲿���ò���, ����������Ϊ������յ�����¯���������ɶ�, ���������ɰ���, ����������һ�����İ��[5]�����ڰ�ĵij�������������Ϊ��, �ںϽ�����л��γ��α����֯, ��������һ����Ӧ������, �����ھ����߶��ϻᷢ���۷���, ���γ��α���ṹ[6,7], �����п����γ�ƽ���ڶ�����ķֲ����˺�ѵȺ��ȱ��[8]��
Ϊ��֤��Ʒ����, Ҫ����볧�ͼӹ��еİ�Ľ���100%������, �ڲ������д���һ������ȱ�ݡ�һ����˵, ���ڴ���ߴ�Ľ���ƽ����, ��ķ���Ƿdz�������ѡ��, GB/T 8651[9]�Ⱦ����������ķ���Ա�����м���, Ŀǰ�ڱ��ȱ��塢�������ϰ�ĵȱ��ڼ��ļ���н�����Ӧ��[10,11]��������������İ�ļ��, ������ķ���������Ƶĸ�����, ����ʵ�ֿɿ���⡣���ݽ�����Ta W12�Ͻ��ĵij�����������о�[12,13], ������ѡ�˳�������, ���������н����˿ɿ�Ӧ�á�
1 ƽ����
1.1 ƽ���ⷽ��
��ķ�� (Lamb wave) �dz��������䵽���ɱ���ı������γɵ�һ��������ʽ�IJ�, ͨ������ĺ���벨��Ϊͬһ����������ķ���ڴ����������ܵ�������±��������, ���������ķ��������, ����ģʽ���Ű����Ƶ�ʵı仯���仯, ���ٶ�����Ƶ�ʵı仯�γɲ�ͬ��Ƶɢ���ߡ���ķ���Ķ�ģʽ��Ƶɢ����������ļ�������յ������Ը�����, Ҫ����������ķ��, ������Ƶɢ���ߵĻ�������, Ŀǰ�������Dz��ü�����������ۼ���[14,15,16], ��Թ���Ӧ�������Ѷȵġ���Ӧ���о���ͨ�����ü����ʵ���ϵķ���, ͨ������ȱ����֪���Լ������ѵļ��Ƕȡ�
����ķ����ij������ǰ, ����Ҫ�ڱ����о����ܵؼ����ϴ���ijһģʽ��ķ��, ��Ҫѡ���ģʽ��Ⱥ�ٶȼ����С�㸽��, ������ķ�������Լ���һ�µ��ٶ���ǰ����, ���������Ŀռ�ֱ������ڶ�Ҫѡ����ʵ�����Ƕ�, ʹ����ģʽ��ķ�����������, ������ģʽ��ķ��������Խ�С��
1.2 ��ķ������ѡ������
���ò�ͬƵ�ʵĿɱ��̽ͷ, ��ͼ1��ʾ�IJο��Կ�����������Ǻ��˹�ȱ�ݷ���ز�����Ĺ�ϵ����, Ȼ�����ѡ���������˹�ȱ�ݵķ���ز�ǰ�ض��������Ӳ�, �Ұ��ä����̽ͷǰ��ä����С������Ǻ�Ƶ�ʡ�
����������, ����ѡȡ���˹�ȱ�ݵķ���ز���Ӧ���, �����������ķ��ģʽ��Ϊ�������ķ����
1.3 �������ۼ�����֤
Ϊ�����ķ�����ٶ����ߵļ���, ��Ҫ������ѧ�������̽��б任���ԶԳ��� (s��) ��Ƶ�ʷ������Ϊ��, �ɽ���ת��Ϊ����������⡣
CPΪ��ķ�����ٶ�, m��s-1;fΪƵ��, Hz;dΪ��ĺ��, mm;CLΪ�ݲ��ٶ�, m��s-1;CSΪ�Შ�ٶ�, m��s-1��
��������f (CP) =0���������, ����ʵ����ķ�����ٶ����ߵ���⡣���Ta W12����, �������ݲ��ٶ�CL��Შ�ٶ�CSֵ, ����õ������ٶ�������ͼ2��ʾ��
��ͼ2��֪, Ƶ���Խ��, �����Ŀ�ѡ��ķ�����;�Խ��, �����ڼ����еIJ��;ͷdz�����, �ӹ���ʵ���Կ���, �ڼ�������㹻�������, ����ڲ������IJ��ε�ȻԽ��Խ�á�
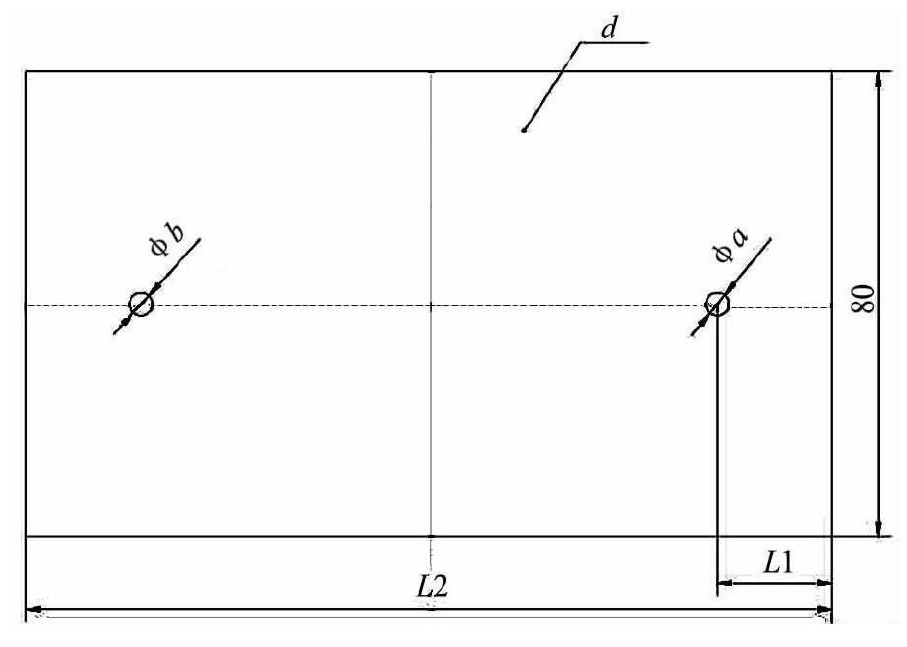
ͼ1 Ta W��ij�������������ͼFig.1 Block sketch of Ta-W alloy plate
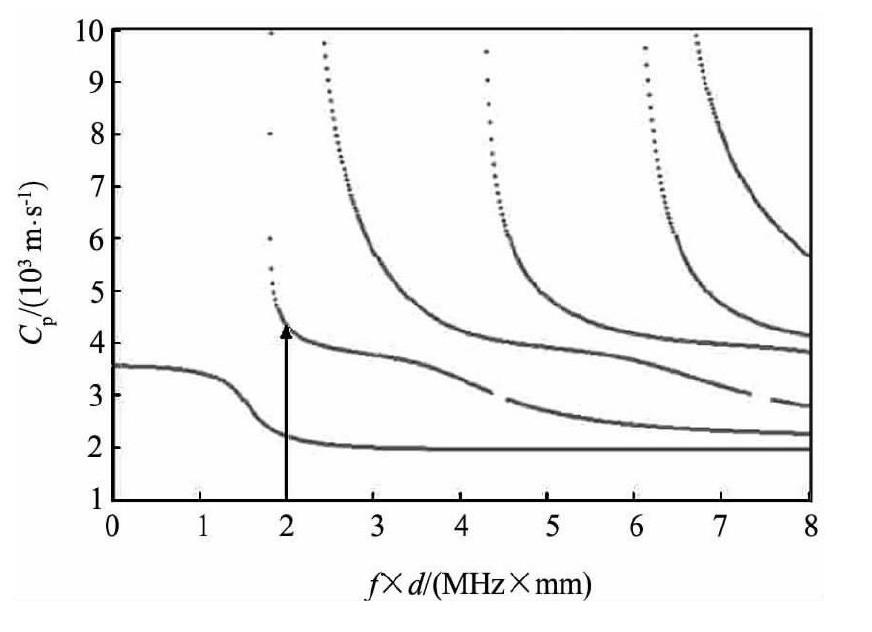
ͼ2 Ta W12�����ķ�����ٶ�����Fig.2Lamb wave phase velocity curve of Ta W12
ȷ������ķ�����ٶ�CP��бШ�ݲ�����CL, ���չ�ʽ (2) �ɼ���̽ͷ����Ƕ�:

��1.5 mm���Ϊ��, ��Ƶ���Ϊ2 MHz��mmʱ, ��ͼ2��֪��Ӧ�����ٶ�ֵ��ͨ����ʽ (2) ����õ��������������������dz��Ǻϡ�
�����о����, ������Ta W12��ļ��ר����ķ��̽ͷ, ̽ͷ����ѡ��PZTѹ�羧Ƭ���л�����Ш��, ��ͨQ9��ͷ��
1.4 ���������֤
Ϊ��֤��ķ����Сȱ�ݵļ������, ���ݲ��ϵ�����Ҫ��, �������0.1 mm�ݽ��ħ�0.3 mm~��0.8 mmֱ����ͨ���Կ顣
�̶�������, ��ͨ������ķ��������������ͼ3����ͼ3��֪, ���Ƶ���ķ��̽ͷ���������ȶ������0.4 mm���ҵ�ȱ��, ���ҿ�����ķ�������ֵ���ֳ����õ����Թ�ϵ��
2 ������ļ��
2.1 ������ⷽ��ѡ��
�ɰ�ļӹ����տ�֪, Ta W12�����ƽ��״̬�¾�����������ϸ��, ���þ������ѹ�����ɹ涨ֱ����Բ������������������ȱ��ֻ�����ǰ�����������������ڼ���Ӧ�����µIJ��˺��, ȱ���������ƽ���ڰ��ƽ�档���ڸ���ȱ�ݵ��ֳ����, ��������ķ�����ݲ�ֱ�䷨������Ч�ġ�
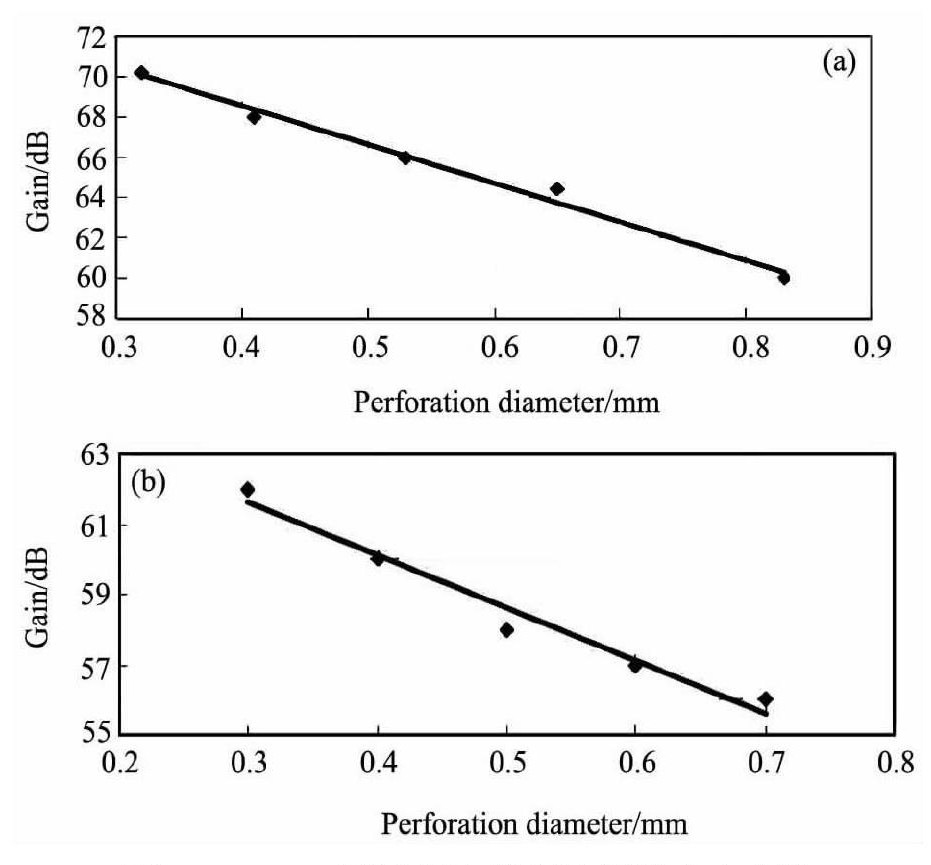
ͼ3 Ta W12��Ŀ�-��ķ����ֵ��Ӧ����Fig.3Diameter-echo amplitude curve of Ta W12
(a) 1.5 mm thickness plate; (b) 3.0 mm thickness plate
������ķ��̽ͷ, �س�������������м��, ��������ܹ���������Ӱ��, �����ز��ܰ�ı�����͵�Ӱ��ܴ�, �źŲ�����, ��˵��������ķ�������������ϴ���ʱ������ת���ɱ��沨����˵����������ĵļ��, ��ķ������ʧȥ�˼��Ч�ʸߵ�����, ���Һ�����©��, ����ķ�����: (1) �ݲ���ⷨ, Ϊ��֤�������������Ƽ��Ƶ������; (2) ��ķ���ؿ��ȷ�����, �γɾֲ�ƽ�档
2.2 ��������Ա�����
�ݲ����ʱ, ������Сȱ�ݵļ������һ���Dz�����һ������, ��Ta W12����, Ҫʵ�ֲ����ڲ�Ʒ�����涨�ļ��������, ���Ƶ�ʾͲ��ܵ���2.5 MHz�����ǵ��������ֻ��1.5 mm, ��ͨ�ݲ�ֱ̽ͷ���ܺܺõ����ְ�ĵ����½���, ��˿��Dz��ü��ӳٿ�ķ�ʽ, �������ݲ�����ä���������ӳٿ鳤�����ڡ�
���������4��10 MHz���ӳٿ���ݲ�ֱ̽ͷ, ��������İ�Ľ��м�⡣�о�����, 4 MHz����Ƶ�ʿ��ԱȽ����ؼ����������еķֲ���ȱ��, ����10 MHz�ļ��Ч����4 MHz������, ȱ�ݲ���ֵ������, ��ͼ4��
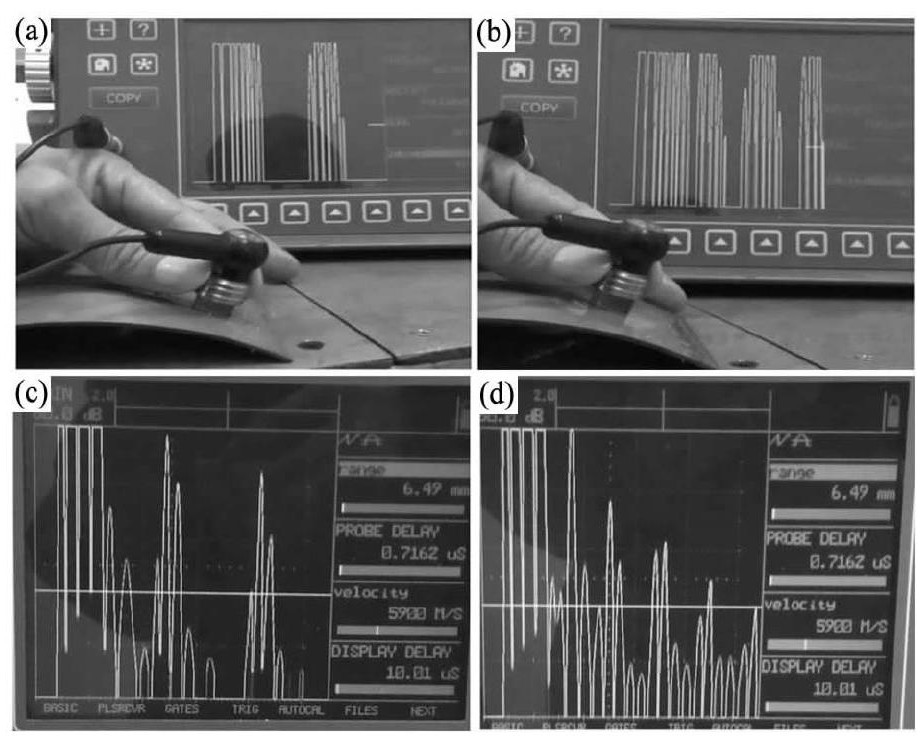
ͼ4 �������Taw12����ݲ������ͼFig.4 Ultrasonic testing result of Ta W12 curving plate
(a) 10 MHz, non defect; (b) 10 MHz, find defect; (c) 4 MHz, non defect; (d) 4 MHz, find defect
�����ݲ������, ������ķ���ؿ��ȷ�����, �γɾֲ�ƽ��ķ���, ��ȱ���������ɨ��, ɨ��ʱ����㿿�����ȵ�һ��, �ػ���ƽ��ɨ��, ��ɺ���һ��, ��������ɨ��, �������, �Կ��е��ݲ�����ܷ��ֵ�ȱ���ܲ���ɨ�����, ���ܷ�������, ����һ����ɨ�����, ����һ��Ͳ���ɨ������������
��Ȼ, ��������İ�ļ��, ���ӳٿ���ݲ�ֱ�ӽӴ�������ķ����ⷨ��Ч�öࡣ
3 ���ռ�Ӧ��
�����о����, �ƶ��������ֳ�ʹ�õ�Ta W12��ij�������ⷽ��, ��ƽ���������ķ����ⷨ, ������ļ����ѡ���ӳٿ�ġ����Ƶ��Ϊ4 MHz���ϵ��ݲ�ֱ�ӽӴ�����
�����ƶ��ļ���, ��ij����100���Ta W12��Ľ��г���������֤ʱ�����������3�����г���ȱ��, ȱ��λ��ָʾ����ڰ�ĵĶ˲���������λ��, ��ͼ5, ����ͼ5 (a) Ϊ����������ȱ��λ��, ͼ5 (b) Ϊ��Ӧ��ȱ�ݻز�����ϸ�۲칤��, ������һ����IJ���ӽ�����в�λ��, �������쵽����ĵ������ƿ�����ò��
��ȡһ������δ��ȱ�ݵĹ���, ���н���������顣ȡ��ʱ��ӭ����λ�ÿ�ʼ, �೬��̽ͷ�ɽ���Զ, ��Լ150 mm���ȷ�Χ��, ÿ��20mm, ����ȡ5��15 mm (���ȷ���) ��20 mm (���ȷ���) ������, ���ΪS1-S5, ����������ͼ6, �������, �ڲ�ȱ����ҪΪ������ȱ��, �Ը�����ȱ�ݲ���ɨ��羵�������ƵĿ��ȷ���, ��������ԼΪ25��m����, ��С���Ȳ���6��m��������֤��, �ƶ��ij���������Ч, ������Ч�����Ʒ�ڲ���ϸ������ȱ��, �ܹ�����������������Ҫ��
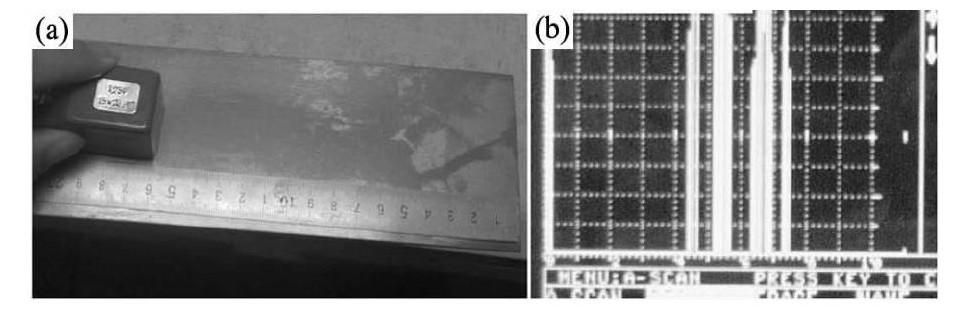
ͼ5 1.5 mm���Ķ˲�ȱ�ݼ��Fig.5Ultrasonic testing of plate end defect of 1.5 mm thickness
(a) Defect orientation by ultrasonic; (b) Flaw echo
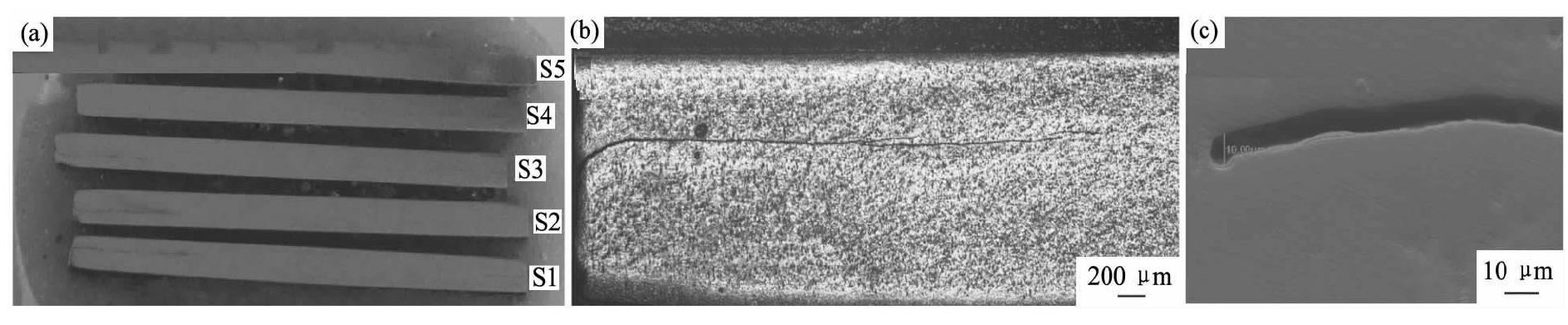
ͼ6 ����ȱ�ݵĽ�������Fig.6 Metallographic images of typical defect
(a) Dissect samples; (b) SEM image of S2 sample; (c) Crack tip SEM image of (b)
4 ����
1.����ѡ����������ۼ�����������:��ѡ����ķ�����������ȶ����1.5��3.0 mm��ȵ�Ta W12ƽ���ڲ���0.4 mm������ȱ��, �ҿ�����ķ�������ֵ���ֳ����õ����Թ�ϵ��
2.�������Ta W12����ڲ����ܲ���ƽ���ڼ����IJ��˺��, ����4 MHz���ϵĴ��ӳٿ��ݲ�ֱ̽ͷ���Ч������, ��10 MHz�ļ��Ч����4 MHz�����롣
3.����Ӧ�úͽ�����֤�������, �ƶ��ij�����ⷽ���ļ��Ч������, �����������е���������Ҫ��
�����
