
Trans. Nonferrous Met. Soc. China 26(2016) 2552-2560
Effect of twin-roll casting parameters on microstructure and mechanical properties of AA5083-H321 sheet
A. HOSEINIFAR1, S. SALARI2, M. SOLTAN ALI NEZHAD3
1. Department of Materials Science and Engineering, School of Engineering, Shiraz University, Shiraz 7134851154, Iran;
2. Department of Mining and Metallurgical Engineering, Amirkabir University of Technology, 424 Hafez Ave, Tehran 15875-4413, Iran;
3. Metallurgical and Materials Engineering Department, Faculty of Engineering, Ferdowsi University of Mashhad, Mashhad 917751111, Iran
Received 17 October 2015; accepted 26 April 2016
Abstract:
The purpose of the present paper is to study the mechanical properties and microstructure of the twin-roll cast and cold rolled AA5083 aluminum alloy sheet in strain-hardened H321 temper. To reach this goal, first, a sound surface slab of 8.90 mm thick and 1260 mm wide was cast by a 15�� tilt back twin roll caster at a casting speed of 490 mm/min. After homogenization at 520 ��C, the product was cold rolled to two thicknesses of 6.30 mm and 3.85 mm with an intermediate annealing at 370 ��C and final stabilization at 180 ��C. Optical microscopy and scanning electron microscopy (SEM) investigations of the as-cast state depicted the segregation of intermetallic particles mainly in grain boundaries which was the cause of grain removal observed in the fracture surface of tensile test samples. In addition, mechanical properties indicated an increase in total elongation after homogenization heat treatment due to the elimination of the grain boundary segregations. Finally, it was observed that the properties of the 3.85 mm thick sheet were consistent with the H321 temper requirements according to ASTM B 290M standard due to applying sufficient cold reduction during cold rolling stage.
Key words:
AA5083 aluminum alloy; twin-roll casting; cold rolling; H321 strain-hardened temper;
1 Introduction
AA5083 alloy is one of the most popular commercialized aluminum alloys which provide good combinations of high strength, light weight, corrosion resistance, bendability, formability, and weldability [1-3]. The conventional process for industrial manufacturing of AA5083 sheets is the semi-continuous direct chill (DC) casting, hot and cold rolling route. However, there are some difficulties accompanied by this procedure, such as susceptibility of the ingot to fracture during DC casting due to large strains resulted from extensive solid and liquid coexistent temperature range [4], deep wrinkles derived from the thick oxide film taking place on the molten metal [5], and significant decrease in ductility during hot rolling, making the ingot liable to fracture [6].
Twin-roll casting (TRC) as a continuous method has been offered as a popular alternative to the conventional DC casting and hot rolling for some decades [7]. A schematic side view of a standard tilt-back caster is shown in Fig. 1. In this process, the molten metal is fed through a ceramic nozzle into the gap between two counter-rotating water-cooled rolls, where the melt solidifies and experiences dynamic hot deformation (10%-15%) down to few millimeters gauge slab [8]. The main twin-roll casting parameters are casting speed, melt temperature (in the head-box), tip set-back distance, and casting gauge which must be carefully controlled in order to obtain a surface defect-free slab [9].
TRC provides much faster solidification rates than the conventional DC casting; thus, different micro- structural and mechanical features are expected [10,11]. SANDERS [12] described a higher room temperature yield strength and elongation for 3xxx alloys produced with TRC as compared to DC cast alloys. MARTINS et al [13] observed higher hardness for twin-roll cast 3003 sheets in comparison to DC processed alloys.

Fig. 1 Side view of tilt-back TRC and surrounding components [6]
DUNDAR et al [14] found an equivalent or superior forming properties for different twin-roll cast 5xxx aluminum sheets in comparison to DC cast alloys. CHEN et al [15] reported smaller secondary dendritic arm spacing (SDAS) and better formability for twin-roll cast AA8006 sheet than DC cast one. SLAMOVA et al [16] observed much finer and numerous second phase particles in the twin-roll cast AA5052 and AA5182 alloys in comparison to DC processed materials. In addition, they reported a strong cube texture component in DC cast sheets, while observed an unusual texture with orientations very different from the known ideal textures in twin-roll cast sheets. LIU et al [17] found a higher rate of �� fiber texture component formation during cold rolling of twin-roll cast AA3003 alloy than DC cast alloy. The results of SARKAR et al [18] on softening kinetics difference between twin roll and DC cast AA5754 cold rolled material indicated a considerable slower softening kinetics in the former. Despite of these advantages, however, there are certain disadvantages associated with TRC process, such as center line segregation and limitation of casting alloys as reported by LI [19]. In Refs. [20-22], different defects in TRC products have been well reviewed.
There are several reports on TRC of Al-Mg alloys. BERG et al [23] described TRC of AA5052 strips by controlling the set-back, strip thickness and casting speed and found a considerable change in grain structure from dual grain microstructure to purely equiaxed smaller grain size when strip gauge was reduced. DAS et al [24] observed a decrease in SDAS, tensile strength and hardness with an increase in TRC speed of different Al-Mg alloy strips. KIM et al [25] presented a twin roll caster with Cu-Cr water cooled rolls to cast high Mg content Al-Mg strips of 4-5 mm in thickness within the casting speeds of 3-5 m/min. HAGA and SUZUKI [26] developed a new melt ejection twin roll caster and produced a sound and fine grained AA5182 strip at a speed of up to 120 m/min. These reports are mainly based on laboratory experiments; on the industrial TRC of 5xxx series aluminum alloys, however, there are few reports. AKKURT and DUNDAR [27] reported production of Al-Mg strips of maximum 6.5 mm thick by TRC method with casting speed of 0.8-1.5 m/min. In addition, FLOWERS et al [28] provided a method for production of several 5xxx aluminum alloys with the thickness in the range of 4-5.8 mm using a large roll diameter twin-roll caster. As could be observed, in these studies, the maximum thickness of the cast slab does not exceed 6.5 mm. Thus, the first aim of this work is to twin roll cast an AA5083 slab with relative wide solidification range in the thickness of ~9 mm using the proper casting parameters. Then, the slab is homogenized and cold rolled in order to obtain AA5083 thin sheets in H321 strain-hardened temper. At the end of each production step, the product microstructural and mechanical properties are investigated.
2 Experimental
For twin-roll casting, a 15�� tilt-back FATA Hunter twin-roll caster was used. First, aluminum alloy melt was prepared in the furnace at the beginning of the TRC line. Al-5Ti-0.2B master alloy was used as grain refiner. Then, the melt was thoroughly mixed in the degasser chamber and the hydrogen content was reduced to less than 0.20 mL/100 g of metal using chlorine and inert gas mixture. For inclusion removal, a ceramic filter of the mesh size of 560 ��m was employed. The chemical composition of the melt was continuously controlled by means of a portable quantometer in the holding furnace and the gating system. Finally, the melt was directed to the head-box where its temperature and level were set at 713 ��C and +1 mm, respectively. The tip set-back was maintained at 55 mm. Then, casting was started by feeding the prepared molten aluminum into the gap between rolls of 600 mm in diameter, and a slab free of surface defects was obtained at a casting speed of 490 mm/min. The casting gauge was about 6 mm at the beginning of the process and was gradually increased to the final thickness of 8.90 mm. Due to high loads on the rolls, it was not possible to increase the thickness. The slab with 1260 mm in width was coiled at the end of TRC line.
Prior to cold rolling, the cast coil was homogenized at 520 ��C for 12 h. Then, a 2000 mm long plate was cut from the homogenized slab and edge trimmed. Cold rolling was performed in successive passes within two stages where the thickness at the end of first and last rolling stages was 6.30 mm and 3.85 mm, respectively. The plate was subjected to an intermediate annealing at 370 ��C for 45 min, between the two rolling steps. After cold rolling, the as-rolled sheet was subjected to the final or stabilization annealing at 180 ��C for a period of 1 h.
After each production step, samples were taken from the product in order to determine the mechanical and microstructural properties. In addition, the EDS analysis of the constituent particles and investigation of the fracture surface in the as-cast condition as well as non-destructive tests including RT and PT of final sheet were performed.
3 Results and discussion
3.1 Chemical composition
The chemical composition of the as-cast slab is given in Table 1. In addition, AA5083 standard composition according to ASTM B 209M [29] is shown in Table 1. According to Table 1, it is seen that the chemical composition of as-cast slab is consistent with the standard requirements. In addition, careful analysis of the slab composition shows that Mg content is set on the upper limit of standard composition range. Selecting the upper limit for Mg content was performed for two reasons; first, in order to investigate the possibility of 5xxx aluminum alloys twin-roll casting with high Mg contents, and second, to compensate for the decrease of Mg solubility in aluminum due to presence of Mn.
The variation of Mg and Mn contents of molten aluminum in the holding furnace and gating system during melting and alloying is shown in Fig. 2. These results are the average of three determinations in three different points of the furnace and gating system. The results show that as melting time increases, the solubility of manganese in aluminum gradually enhances, while that of magnesium is reduced. MONDOLFO [30] and JOHANSEN [31] have reported that presence of Mn leads to a decrease of Mg solubility in aluminum. This can be associated to lower diffusion rate of Mn rather than Mg in aluminum [32]. BROVERMAN [33] has shown that substitution of Mn in aluminum instead of Mg results in higher strength and lower ductility of the cast slab; this effect directly enhanced the difficulty of coiling at the end of TRC line.
3.2 Analysis of particles
Figure 3(a) indicates the SEM image of the as-cast slab with two kinds of particles A and B. The EDS analyses of these constituents are shown in Figs. 3(b) and (c), respectively. Based on the EDS results, the A and B particles are of ��(Al)(Fe,Mn) and Mg2Si type. Other constituents were also characterized and analyzed by EDS. The results indicated that these particles are mainly intermetallics of the ��(Al)(Fe,Mn)Si and Al6Mn type. These constituents form interdendritically by eutectic decomposition during solidification and have been reported in AA5083 alloy [34]. In addition, MgAl2O4 inclusion was detected by EDS analysis. This inclusion has probably formed during holding periods prior to casting, as observed in the study of STANICA and MOLDOVAN [35].
Table 1 Chemical composition of as-cast slab and standard AA5083 aluminum alloy


Fig. 2 Variation in Mn and Mg contents of molten aluminum at various time intervals in gating system (a) and holding furnace (b)
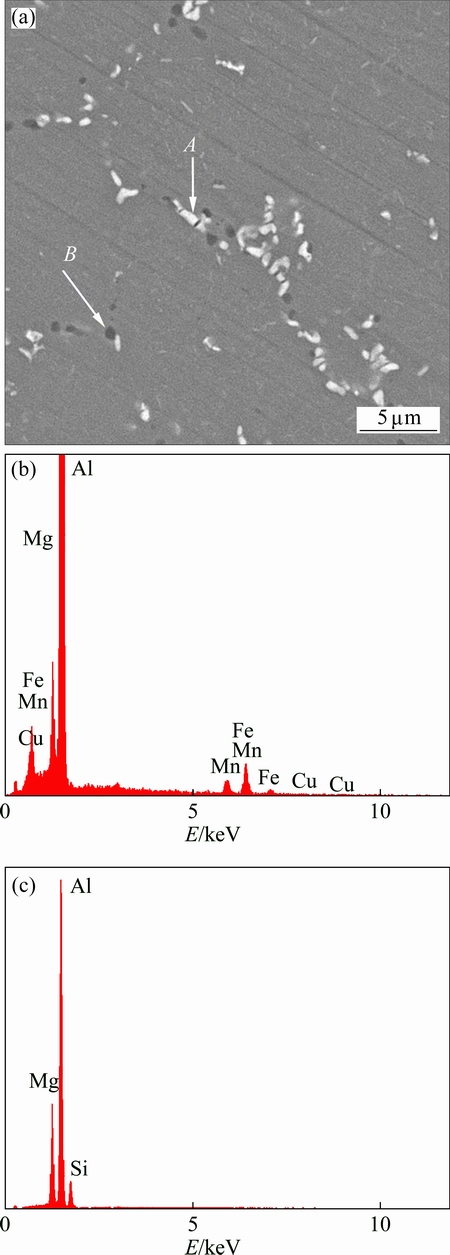
Fig. 3 SEM images of as-cast AA5083 slab with two particles A and B (a), EDS analysis of particle A indicating ��(Al)(Fe,Mn) (b), and EDS analysis of particle B indicating Mg2Si (c)
To understand the mode and nature of failure, fracture surfaces were investigated by SEM. Figure 4 indicates two fracture surfaces in which dimples and cleavages can be observed. This suggests that both ductile and brittle modes of fracture have occurred. In addition, grain removal on the fracture surface is observed in Fig. 4(a), mostly around the intermetallic particles. Segregation of the brittle phase at grain boundaries initiates the crack formation and propagation; hence the grain peels off from the surface [24]. Figure 4(b) shows a part of fracture surface with dimples indicating ductile fracture.
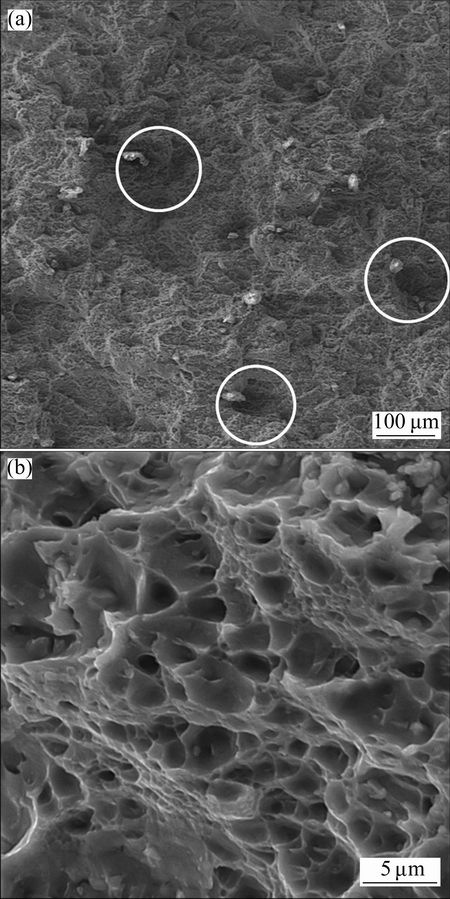
Fig. 4 Fracture surface of as-cast slab indicating grain removal mostly around intermetallic particles (a) and dimples of ductile fracture (b)
3.3 Microstructural investigation
The structural features of the twin-roll cast slab across the thickness are shown in Fig. 5, at overview magnifications. As can be seen, grains are mostly equiaxed through the thickness. In addition, segregations are observed near the center plane of the slab extending parallel to the casting direction indicating of centerline segregations. Although not very severe in the present results, these segregations are solute-rich channels and common to twin-roll cast aluminum alloys. They can be discussed in terms of the roll force induced interdendritic fluid motion through the partly solid regions as solidification progresses from the surface to the centerline. The severity of centerline segregation is a function of TRC speed and alloy composition [36,37].
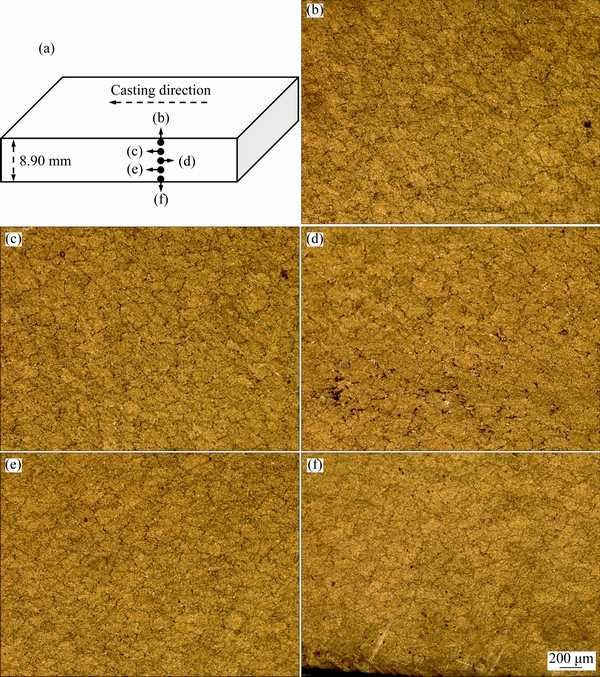
Fig. 5 Schematic illustration of twin-roll cast AA5083 slab indicating points for metallographic observations (a), and structural features across thickness (b-f)
Higher-magnification optical microstructures of the as-cast slab in addition to homogenized, as-rolled in 3.85 mm thickness, and stabilized specimens are shown in Fig. 6. The microstructure in the as-cast state (Fig. 6(a)) shows a weakly deformed structure [38] and consists of aluminum solid solution matrix with the primary dark precipitates mostly segregated to the grain boundaries [39]. The grain size depending on casting parameters [23] varies in the range of ASTM No. 4-8 (~22.5-89.8 ��m). DAS et al [24] have produced Al-5.69Mg strips of 3 mm thick by TRC, but the grain size was larger than 100 ��m in their products. After homogenization (Fig. 6(b)), numerous precipitates with more uniform distribution in the matrix are observed, without any considerable grain growth in comparison to the as-cast structure. The high solidification rate encountered in TRC promotes supersaturation of the aluminum matrix. Homogenization treatment relieves this supersaturation by allowing precipitation of secondary intermetallic particles [19,39]. Cold rolling to the thickness of 3.85 mm results in an elongated structure, as shown in Fig. 6(c). This elongated structure does not significantly change even after stabilization treatment, according to Fig. 6(d).
3.4 Mechanical properties
Tensile properties after each production step are shown in Table 2. The results are the average of two determinations in longitudinal and transverse directions. It is observed that after TRC, the total elongation is less than 10%. This relative low elongation can be attributed to center-line segregation, intensity of which increases with increasing casting gauge [40]. The segregated alloying elements in the center-line region cause lattice distortion, which increases localized stress, and hence the fracture toughness in the region decreases [24].
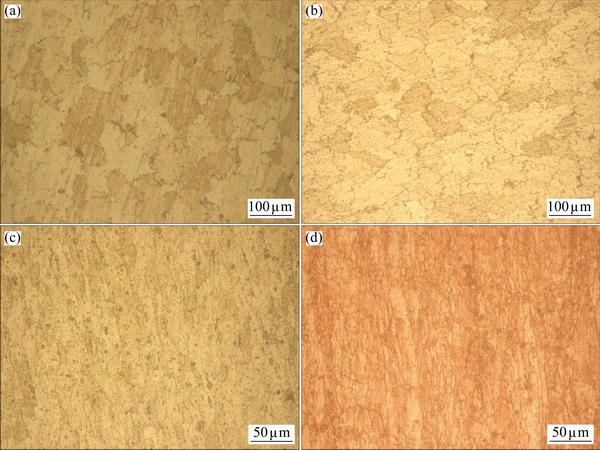
Fig. 6 Optical microstructures in conditions of as-cast (a), homogenized at 520 ��C (b), cold rolled to 3.85 mm (c), and stabilized 3.85 mm thick at 180 ��C (d)
Table 2 Tensile properties of AA5083 alloy in different production conditions
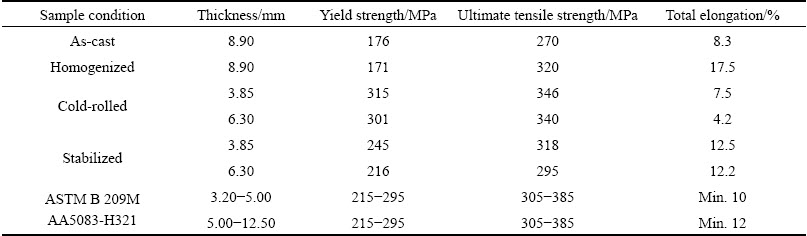
Furthermore, it can be attributed to the detrimental effect of grain boundary precipitates. As reported by WEI et al [41], it is commonly thought that micro-voids form and coalesce around the grain boundary precipitates during deformation and lead to early fracture in the material. After homogenization treatment, the elongation drastically increases. This is due to the elimination of chemical segregations, removal of residual stress, and rounding-off of particles with sharp edges [31]. In addition to elongation, the ultimate tensile strength (UTS) is also increased in the homogenized condition, while the yield strength does not considerably change. The increase in UTS can be due to the dissolution of primary Mg2Si constituents which affects the strength in two manners. First, Mg goes through solid solution when Mg2Si is dissolved; since 5xxx aluminum alloys achieve their high strength through solid solution strengthening [42], thus UTS increases. In addition, as mentioned before, the number of micro-voids forming around the grain boundary precipitates is reduced due to decreased precipitates; as a results, UTS is enhanced [41].
The comparison of the tensile behavior of as-rolled state with stabilized condition at both thicknesses of 6.30 mm and 3.85 mm reveals that stabilization treatment decreases the strength and enhances the elongation. The mechanical properties of AA5083-H32 sheet and plate according to ASTM B 209M [29] are also given in Table 2. It is observed that the tensile properties of the twin-roll cast and cold rolled 3.85 mm thick sheet are consistent with the standard requirements, while the strength properties of 6.30 mm thick plate are below the minimum standard values. This may be due to insufficient cold reduction when rolling to 6.30 mm, i.e., 29.2%. THOMPSON et al [43] proposed that at least 40% cold reduction is necessary in order to obtain work-hardened properties. Meanwhile, AKKURT and DUNDAR [27] suggested that the reduction after intermediate annealing should be at least 20%. In the present study, this reduction was 38.9%. Thus, the AA5083-H321 sheet with 3.85 mm in thickness was obtained.
3.5 Non-destructive tests
The non-destructive RT and PT were performed on the 3.85 mm thick-sheet where the RT results did not show any defects through the sheet thickness. In Fig. 7, a part of the sheet surface after PT is indicated where a linear indication of 4.5 mm in length normal to the rolling direction is observed. This discontinuity was not observed on the other parts of the investigated surface. In order to determine the reason for formation of the indication and detect its depth, the structure beneath the surface was investigated with optical microscope. The result is shown in Fig. 8(a) where a particle of the length ~270 ��m is observed. The EDS analysis of the particle was performed, and the result is depicted in Fig. 8(b). The results show that the particle is of the MgAl2O4 inclusion type. The difference in deformation properties of matrix and the inclusion on surface may have led to the formation of the linear indication [44]. However, the depth of the indication is negligible; thus, it can be regarded as a superficial scratch.

Fig. 7 A linear indication of 4.5 mm in length on sheet surface after PT
4 Conclusions
1) The microstructure of as-cast slab consisted of mostly equiaxed ��(Al) matrix grains with primary phases at grain boundaries. The total elongation in this condition was lower than 10% due to presence of center-line segregation and grain boundary particles.
2) The constituent particles in as-cast state mainly consisted of Mg2Si, ��-Al(Fe,Mn), ��-Al(Fe,Mn)Si, and Al6Mn. The grain removal observed on fracture surface, occurred mostly around these constituents due to void formation and coalescence in these regions.

Fig. 8 Optical micrograph of MgAl2O4 inclusion beneath surface (a) and inclusion EDS analysis (b)
3) After homogenization, the total elongation increased in comparison to the as-cast structure which was as a result of segregation elimination. In addition, the ultimate tensile strength was enhanced due to dissolution of grain boundary Mg containing particles and the following solid solution strengthening by Mg.
4) Cold rolling to 6.30 mm thick plate and following stabilization did not result in H321 temper properties due to low reduction. On the other hand, properties of the 3.85 mm thick sheet produced by twin-roll casting and cold rolling procedure were consistent with the H321 requirements in ASTM B 209M standard.
5) RT and PT results did not show any cracks throughout the thickness and on the surface of AA5083-H321 3.85 mm thick sheet.
6) It is possible to produce high Mg-containing AA5083 slab by twin-roll casting and obtain thin sheets in H321 temper by further cold rolling.
References
[1] AIURA T, SUGAWARA N, MIURA Y. The effect of scandium on the as-homogenized microstructure of 5083 alloy for extrusion [J]. Materials Science and Engineering A, 2000, 280: 139-145.
[2] HASZLER A J P, SAMPATH D. Aluminum-magnesium alloy plate or extrusion: US Patent, 6238495 B1 [P]. 2001-05-29.
[3] MA Cheng-guo, QI Shu-yan, LI S, XU Huan-yan, HE Xiu-lan. Melting purification process and refining effect of 5083 Al-Mg alloy [J]. Transactions of Nonferrous Metals Society of China, 2014, 24: 1346-1351.
[4] MORISHITA M, ABE M, TOKUDA K, YOSHIDA M. Prediction methods of crack sensitivity during DC casting of Al-Mn and Al-Mg alloys [J]. Materials Transactions, 2011, 52: 166-172.
[5] MORISHITA M. Process for manufacturing cast aluminum alloy plate: US Patent, 8025093 B2 [P]. 2011-09-27.
[6] SHOJI R, BEKKI Y. Process for manufacturing Al-Mg alloy sheets for press forming: US Patent, 5423925 [P]. 1995-06-13.
[7] LEE Y S, KIM W K, JO D A, LIM C Y, KIM H W. Recrystallization behavior of cold rolled Al-Zn-Mg-Cu fabricated by twin roll casting [J]. Transactions of Nonferrous Metals Society of China, 2014, 24: 2226-2231.
[8] ROMANOWSKI C A, DUVVURI A, CAREY W E, MARRISON W M. Thin gauge roll casting method: US Patent, 5518604 [P]. 1996-17-12.
[9] ATLI K C. The effects of solidification conditions on the formability of the twin-roll cast AA1050 strip [D]. Turkey:  University, 2007.
University, 2007.
[10] PARK D Y, NIEWCZAS M. Texture evolution in AA5754 alloys deformed in tension [J]. Materials Science and Engineering A, 2008, 497: 65-73.
[11] CHEN Shou-dong, CHEN Jing-chao. Simulation of microstructures in solidification of aluminium twin-roll casting [J]. Transactions of Nonferrous Metals Society of China, 2012, 22: 1452-1456.
[12] SANDERS R E. Continuous casting for aluminum sheet: a product perspective [J]. JOM, 2012, 64: 291-301.
[13] MARTINS J P, CARVALHO A L M, PADILHA A F. Microstructure and texture assessment of Al-Mn-Fe-Si (3003) aluminum alloy produced by continuous and semicontinuous casting processes [J]. Journal of Materials Science, 2009, 44: 2966-2976.
[14] DUNDAR M, BIROL Y, AKKURT A S. Formability of twin roll cast AA 5xxx alloy sheet for automotive applications [J]. Materials Science Forum, 2002, 396: 1647-1652.
[15] CHEN Zhong-wei, LI Shi-shun, ZHAO Jing. Homogenization of twin-roll cast A8006 alloy [J]. Transactions of Nonferrous Metals Society of China, 2012, 22: 1280-1285.
[16] SLAMOVA M, KARLIK M, ROBAUT F, SLAMA P, VERON D. Differences in microstructure and texture of Al-Mg sheets produced by twin-roll continuous casting and by direct-chill casting [J]. Materials Characterization, 2003, 49: 231-240.
[17] LIU W C, ZHAI T, MORRIS J G. Texture evolution of continuous cast and direct chill cast AA 3003 aluminum alloys during cold rolling [J]. Scripta Materialia, 2004, 51: 83-88.
[18] SARKAR S, WELLS M A, POOLE W J. Softening behaviour of cold rolled continuous cast and ingot cast aluminum alloy AA5754 [J]. Materials Science and Engineering A, 2006, 421: 276-285.
[19] LI B Q. Producing thin strips by twin-roll casting��Part I: Process aspects and quality issues [J]. JOM, 1995, 47: 29-33.
[20] YUN M, LOKYER S, HUNT J D. Twin roll casting of aluminum alloys [J]. Materials Science and Engineering A, 2000, 280: 116-123.
[21] FORBORD B, ANDERSSON B, INGVALDSEN F, AUSTEVIK O, HORST J A, SKAUVIK I. The formation of surface segregates during twin roll casting of aluminium alloys [J]. Materials Science and Engineering A, 2006, 415: 12-20.
[22] BAREKAR N S, DHINDAW B K. Twin roll casting of aluminum alloys��An overview [J]. Materials and Manufacturing Processes, 2014, 29: 651-661.
[23] BREG B S, ZAGIERSKI P T, NEDREBERG M L, OLSEN A, GJONMES J. Gauge reduction in twin-roll casting of AA5052 aluminum alloy: The effects of microstructure [J]. Journal of Materials Processing Technology, 1995, 53: 65-74.
[24] DAS S, LIM N S, SEOLl J B, KIM H W, PARK C G. Effect of the rolling speed on microstructural and mechanical propertiesof aluminum�Cmagnesium alloys prepared by twin roll casting [J]. Materials and Design, 2010, 31: 1633-1638.
[25] KIM H W, LEE Y S, KIM M S, LIM C Y. High strength aluminum alloy sheets fabricated by twin roll casting for automobile application [J]. Light Metals, 2015, 1235-1240.
[26] HAGA T, SUZUKI S. Melt ejection twin roll caster for the strip casting of aluminum alloy [J]. Journal of Materials Processing Technology, 2003, 137: 92-95.
[27] AKKURT A S, DUNDAR M. Process of producing 5xxx series aluminum alloys with high mechanical properties through twin-roll casting: US Patent, 2004/0256079 A1 [P]. 2004-12-23.
[28] FLOWERS J E, ROMANOWSKI C A, SMITH D M. Continuous casting aluminum alloy: US Patent, 4751958 [P]. 1988-06-21.
[29] ASTM B209M-04: Standard specification for aluminum and aluminum-alloy sheet and plate [S].
[30] MONDOLFO L F. Manganese in aluminum alloys [M]. Neuilly sur Seine, France: The Manganese Centre, 1978.
[31] JOHANSEN A. Microstructure and properties of aluminum- magnesium alloys with additions of manganese, zirconium and scandium [D]. Norway: The Norwegian University of Science and Technology (NTNU), 2000.
[32] GANDHI C. Effect of homogenization on the microstructural development in a D.C. cast AA3104 aluminum alloy used for canbody stock [D]. Vancouver: The University of British Columbia (UBC), 1999.
[33] BROVERMAN I. Cast aluminum plate and method therefore: US Patent, 4108688 [P]. 1978-08-22.
[34] PETER O. Characterization of Intermetallic particles in aluminum alloy AA5083 series after recrystallization heat treatment [D]. Pekan: University of Malaysia Pahang, 2007.
[35] STANICA C, MOLDOVAN P. Aluminum melt cleanliness performance evaluation using PoDFA (Porous disk filtration apparatus) technology [J]. U.P.B. Science Bulletin Series B, 2009, 71: 107-114.
[36] ILJOON J, MORRIS L R, HUNT J D. Centerline segregation in twin-roll-cast aluminum alloy slab [J]. JOM, 1982, 34: 70-75.
[37] BIROL Y. Analysis of macro segregation in twin-roll cast aluminium strips via solidification curves [J]. Journal of Alloys and Compounds, 2009, 486: 168-172.
[38] GRYDIN O, SCHAPER M, DANCHENKO V. Twin-roll casting of high-strength age-hardened aluminium alloys [J]. Metallurgical and Mining Industry, 2011, 3: 7-16.
[39] BIROL Y. Thermomechanical processing of a twin-roll cast Al-1Fe-0.2Si alloy [J]. Journal of Materials Processing Technology, 2008, 202: 564-568.
[40] DUNDAR M, KELES O, KERTI B, DOGAN N. Crystallographic texture development of twin-roll cast aluminum strips [C]//Proc Light Metals 2004. Warrendale, TMS, 2004: 723-730.
[41] WEN W, ZHAO Y, MORRIS J G. The effect of Mg precipitation on the mechanical properties of 5xxx aluminum alloys [J]. Materials Science and Engineering A, 2005, 392: 136-144.
[42] KAMMER C. Aluminum handbook-vol. 1: fundamentals and materials [M]. D��sseldorf: Aluminium Verlag, 1999.
[43] THOMPSON D S, PRESTLEY J S, WEBB T E. Aluminum- magnesium alloys sheet exhibiting improved properties for forming and method aspects of producing such sheet: US Patent, 4151013 [P]. 1979-04-24.
[44] DUNDAR M, KELES O. Characterization of surface defects encountered in twin roll cast aluminum strips [C]//Proc Light Metals 2007. Warrendale, Orlando: TMS, 2007. DOI: 10.13140/ 2.1.3354.0480.
˫������������AA5083-H321�������֯����ѧ���ܵ�Ӱ��
A. HOSEINIFAR1, S. SALARI2, M. SOLTAN ALI NEZHAD3
1. Department of Materials Science and Engineering, School of Engineering, Shiraz University, Shiraz 7134851154, Iran;
2. Department of Mining and Metallurgical Engineering, Amirkabir University of Technology, 424 Hafez Ave, Tehran 15875-4413, Iran;
3. Metallurgical and Materials Engineering Department, Faculty of Engineering, Ferdowsi University of Mashhad, Mashhad 917751111, Iran
ժ Ҫ���о�˫������������AA5083���Ͻ���H321Ӧ��Ӳ��̬�µ�����֯����ѧ���ܡ�ͨ��15����б��˫����������490 mm/min�����ٶ����Ʊ���8.90 mm����1260 mm��壬 ��ı�����á� ��520 ��C���Ȼ���������������6.30 mm��3.85 mm���ֺ�ȵİ�ģ�����370 ��C�����м��˻��180 ��C�����ȶ����˻𡣹�ѧ������ɨ����������о����������仯���������Ҫ�ۼ��ھ��紦����Ҳ������Ͽ��о��������ԭ�����⣬��ѧ�����о��������������Ȼ���������ƫ���������Ͻ���쳤�ʵõ���ߡ������������εõ��㹻���ѹ������3.85 mm�������ܷ���ASTM B 290M����H321̬���ܡ�
�ؼ��ʣ�AA5083���Ͻ�˫��������������H321 Ӧ��Ӳ��̬
(Edited by Yun-bin HE)
Corresponding author: S. SALARI; Tel: +98-21-64542885; Fax: +98-21-66405846; E-mail: sina_s87@aut.ac.ir
DOI: 10.1016/S1003-6326(16)64381-9
Abstract: The purpose of the present paper is to study the mechanical properties and microstructure of the twin-roll cast and cold rolled AA5083 aluminum alloy sheet in strain-hardened H321 temper. To reach this goal, first, a sound surface slab of 8.90 mm thick and 1260 mm wide was cast by a 15�� tilt back twin roll caster at a casting speed of 490 mm/min. After homogenization at 520 ��C, the product was cold rolled to two thicknesses of 6.30 mm and 3.85 mm with an intermediate annealing at 370 ��C and final stabilization at 180 ��C. Optical microscopy and scanning electron microscopy (SEM) investigations of the as-cast state depicted the segregation of intermetallic particles mainly in grain boundaries which was the cause of grain removal observed in the fracture surface of tensile test samples. In addition, mechanical properties indicated an increase in total elongation after homogenization heat treatment due to the elimination of the grain boundary segregations. Finally, it was observed that the properties of the 3.85 mm thick sheet were consistent with the H321 temper requirements according to ASTM B 290M standard due to applying sufficient cold reduction during cold rolling stage.
