
���±�ţ�1004-0609(2015)-11-3107-06
������������Ͻ�Ӧ���������е�Ӧ��
�� ������������������� ��
(������ҵ�Ƽ���ѧ ���繤��ѧԺ����ɳ 410004)
ժ Ҫ��
Ӧ���ֲ�״�����ڴ������ṹ�����������dz���Ҫ�����ܶ�Ӧ�����Է������ڶԸ��ӹ����������Ӧ�������������(DHD)�������Ч�ؽ����һ���⡣�о�������Լ���ԭ��������������Ԫ����ģ��������Թ��̣��ڶԼ���Ӧ�������Ӧ���ֲ����жԱȺ����һ������ĸĽ��㷨���Ľ����ģ�ͼ�������������������õ�Ӧ���ֲ���ʵ�ʽ���ǺϽϺã�ƽ�����С��20 MPa��ͬʱ��ģ�ͽϺõؽ����һ���Է����Թ�������Ӧ�������ľ����ԣ����ƹ������Ӧ�����IJ��Լ�����
�ؼ��ʣ�
�������ѧģ����Ӧ�����������Ͻ���
��ͼ����ţ�TG146.2���� ���ױ�־�룺A
Application of deep hole drilling technique on stress measurement of aluminum alloy component
LIAO Kai, LIU Yi-peng, CHANG Xing-yu, ZHAO Qing
(School of Mechanical and Electronic Engineering,
Central South University of Forestry and Technology, Changsha 410004, China)
Abstract: The accurate determination of residual stress is essential to be taken into account in structural integrity assessment. For thick and complicated components, many non-destructive stress measurement techniques can not be used since they are unable to measure the stress along the depth within the component. The deep hole drilling (DHD) technique is a effective method to determine the stress within complicated engineering components. The mechanism of DHD and simulation experiment process were described, in which a improved calculating method was proposed by analyzing the original calculation model and compared simulation result with calculation data. The results of stress determination show that the improved computing method of DHD technique gets a good match with the real stress(deviation is less than 20 MPa) and can be used to measure residual stress of component surface with a high accuracy.
Key words: deep hole drilling; mechanical model; stress measurement; aluminum alloy
Ŀǰ���ܹ�Ӧ���ڸ�ǿ���Ͻ��弰���ڹ�����Ӧ�����Է�������Ҫ��������һ���ǻ��ڱ���Ӧ���������X�������似��������������ڴ�����������ϵı���Ӧ�����ԣ��ڶ����ǻ������Ӧ��������IJ�������������ȷ�[1-2]����Щ����ֻ�ʺ��ڹ����ģ����ڸ��ӹ������У��������Ǹ߶˵��������Ӧ�����ԣ��������������似������Ŀǰ���ڻ����߱�������������������豸��ʹ��Ҳ�dz�����ͷ� ʱ[3-4]����ˣ�̽��һ�ֿ��Լ�ʵ����ȷ�Խϸߵ���ѧ���Ӧ��ʵ����Է�������Ŀǰ������ѧ�����о����Ӧ�����Ե���Ҫ����������Լ���(DHD)��Ŀǰ�������������Ӧ�����Ե���Ҫ����֮һ�������˵�һ��͵ڶ�����Է������ŵ㣬��һ���ܹ����������ڲ�����Ӧ���İ��ƻ����������������ӱ������(ASTM��)��չ�������ر�������һЩ���ӹ������ϣ�ͬʱ���������ƻ��Խ�С����һЩ���Ӽ��ʹ��ͽṹ�������ϼ���Ӧ�������㷺��
��һ������ѧ�����Ϊ�����ʯ�ڲ�Ӧ��״�������������ʦ����ͼ����ķ���֪̽��ʯ�ڲ�Ӧ���������������������������о����������ɵ��������ϣ���ҪӦ���ںڽ��������ӹ���Ӧ����������TIMOSHENKO��[5]�״�������������Բ����ڲ�����Ӧ����ԭ���Ϳ��ܣ���������GRANADA- GARCIA��[6]��GOUDAR��[7]��HOSSEINZADEH��[8]�����õ�Ŀǰ��Ӧ�õļ���ģ�ͣ������Ӧ��������չ�����Ӽ����ϲ��ϵ�Ӧ�����Կ�ʼ������һ�������������Ŀǰ���ڲ��Ϸ�չ�����ƣ��������ⷽ���ʵ���о��������Ǻڽ����ͺ��Ӽ�������ɫ�����������ڲ�Ӧ��ǿ���ձ����ǰ�ߵģ������С�ױ��β����������������Ѷȣ���ˣ��÷����IJ���ȷ�Ȼ��д���һ����ߡ�MAHMOUDI��[9-10]ʹ��������������˻��κ���Բ�̵ķ���Գ�Ӧ����BATEMAN��[11]��DEWALD��[12]��KINGSTON[13]�Ը��ϲ��Ͻ������Ӧ�������о������������������˶Աȣ��������������������������˸Ľ���ʹ�ò�������Ӧ���ľ�����ߡ�SKOURAS��[14]��GOUDAR[15]��������Ԫ��������ü����ľ������⣬�о�ȷ�����ѡ��Ļ���ֱ����ϵ�����������ȷ��֮��Ĺ�ϵ��Ŀǰ�ձ���Ϊ��������������ص���Ҫ��ע��һ�ǵ�����ֱ������ʱ�����������֮������һ���������������������Ӧ����[16] �������DZ��档���ڹ�����ص��о������٣��ž���[17]����������������Ԥ�Ƹּ�����Ӧ�����о��������Ӧ�����Լ�����ͨ���Ա����۲���Ӧ����ʵ�����Ӧ����֤�˲��Է�����ȷ�ԣ������ڿ����������洦���ڲ����豸�����Ƽ��ı�ԵЧӦ�����һ����
���������о�������������Ͻ�����ڲ�����Ӧ���IJ��Լ�����ͨ�������������������Ԫ����Աȣ���ԭ����ѧģ����Ӧ������-��ȷֲ��ϵIJ�����з����������������������ɫ����Ӧ�����������Ӧ�á�
1 ���Է�������ѧģ��
1.1 ���Է���
�������˼����Դ���������������С����ΧӦ���ͷź��Ӧ������ӻ�ȡС�״�Ӧ��ǿ�ȵ������÷�����ԭ���Dz���ʵ��С�ײ����ı��Σ�ͨ���ⶨС���ھ��ı仯������ô�����Ӧ������ˣ����õ�Ӧ��ֵ������������һ�dz�����������õ�Ӧ�����ԶԿ���ĸ�������Ӧ�����������������һ�����Ǿֲ�����������õ�Ӧ��ֻ��������ΧӦ��ǿ�ȣ������һ����Ͱ���Ϸֲ��Ų�����Ӧ��������Ҫ�ڲ�ͬ��λ�ý������ʵ�⡣
���Է����������ڲ��ϴ����ֱ����С��ͨ�ף�ͨ��ֱ����3 mm���ڣ�Ȼ�����Ըÿ�Ϊ���ģ�������Χ(�뾶С��5 mm)���ϰ���һ��ֱ��һ�����У����в��õ�ӹ����Ա����ⳡ�ӹ�Ӧ���Բ��Ե�Ӱ�죬��㻷�У�ÿһ�β������������С����Ӧ���ͷź����С���ھ��ı��Ρ��ò��Է������ѵ�������ξ�ȷ�IJ���С����ȷ���ֱƽ���ϲ�ͬ�Ƕȵ�ֱ���仯�����Ծ���1 ��m��ʵ�鲽����ͼ1��ʾ[14]��
���ʵ�����4�����裺1) �ڴ�������ϱ�ǣ�Ԥ��ײ�λ���±��涼���ϳĿ顣�����óĿ�İ尲װ��ǹ��ϵͳ�ϣ���ǹ����Ԥ��״����Ϊ3 mmͨ�ף�2) ������һ��������С������ȷ�����С��ֱ������ΪС�׳�ʼ�ο�ֱ���������Z�Ϲ涨X��Y�᷽����X��������Ϊ0�㣬˳ʱ�뷽��Ϊ����ͬһ�����¼����3�����ϽǶ������Ӧֱ�����ݣ���¼���������ݣ�3) ������������Ͻ��尲װ����ӹ������ϣ�������ͨ���ж��Ķ�λ������Ϊֱ��10 mm����Ԥ�ӹ������л��У������ϳ���ӹ������õ�ӹ�����Ҫ��Ϊ�˼��ټӹ�Ӧ���Բ���Ӧ����Ӱ�죻4) ������ӹ���С�ı��Σ���ΪС�ױ��κ�ֱ��������Ҫ���벽��2)һ�£���㻷�У�ֱ����ͨ�Լ���
1.2 ģ�ͷ���
ʵ�鲽��2)��4)����������ֱ�����ݶ���ijһ���ƽ���ϵĽǶ�һһ��Ӧ������ͬһ���ƽ���ϰ���0�㡢45�㡢90�������Ƕȵõ� ��
�� ��
�� �ȽǶȴ���С��ֱ����ʵ������Ȳ�������һ��Ϊ0.2 mm������ģ���п��Ը��ݵ�Ԫ���2 mm������ֱ���仯(��Ϊ������Ԫ���������˼ӹ�Ӧ����Ӱ��)���涨�ڲ���2�������С��ֱ��Ϊd�ȣ����ڲ���4)������õ�С��ֱ��Ϊd��ȡ�
�ȽǶȴ���С��ֱ����ʵ������Ȳ�������һ��Ϊ0.2 mm������ģ���п��Ը��ݵ�Ԫ���2 mm������ֱ���仯(��Ϊ������Ԫ���������˼ӹ�Ӧ����Ӱ��)���涨�ڲ���2�������С��ֱ��Ϊd�ȣ����ڲ���4)������õ�С��ֱ��Ϊd��ȡ�
����С�ӹ�ǰ��ı���Ϊ��d��=d��-d��ȡ��ɲ�����С��ijһ����ȷ����ϵı��μ�����ͬһ��ȷ�����Ӧ������ѧģ�ͱ���ʽ[16]Ϊ

 (1)
(1)
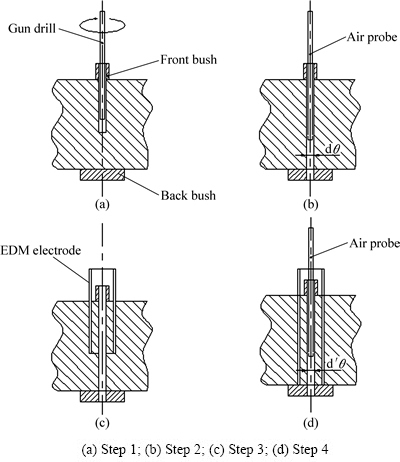
ͼ1 ���ʵ�����
Fig. 1 Experiment process of DHD
ʽ�У� ΪС��Ӧ�䣻EΪ����ģ����
ΪС��Ӧ�䣻EΪ����ģ���� Ϊ��ͬһ���ƽ����X�����Ӧ����
Ϊ��ͬһ���ƽ����X�����Ӧ���� Ϊ��ͬһ���ƽ����Y�����Ӧ����
Ϊ��ͬһ���ƽ����Y�����Ӧ���� Ϊ��ͬһ���ƽ����X��Y�����Ӧ����
Ϊ��ͬһ���ƽ����X��Y�����Ӧ����
��
 (2)
(2)
 (3)
(3)
 (4)
(4)
��ʽ(1)���Ա�ʾΪ
 (5)
(5)
��һ����ȷ����ϲ����˶���Ƕȵ�ֱ�����δ�Сʱ��ʽ(5)�ɱ�ʾΪ
 (6)
(6)
 (7)
(7)
��ʽ(6)�ɿ�����ֻҪ��֪С���ڱ�����������ڲ�ͬ�Ƕ��ϵı��������Ϳ�����ȡ������ϸ��������ϵ�Ӧ�䣬ͨ�����ϱ�����ϵʽ(7)�������һ����ϵ�Ӧ��ǿ�Ȧҡ�����ѧģ���Ͽ�������Ƕȷֲ���Ӧ�������Լ��㣬��ģ�Ϳ��ܻ�����һЩ���⣺1) ģ�ͶԲ��ϱ���Ӧ������⾫�Ȼ��ܵ�������֯��������Ӱ�죬�Ӷ���ɱȽϴ�ļ�����˵����������۱���Ӧ��(Ӧ����ֵͨ���ܴ�)ʱ���ڲ��㣬Ҫ�����һ�㣬��Ҫ��ģ�͵ļ���Ч������ƫ����ɡ�2) ��ѧģ����ֻ�����˲����ϲ�ͬ�Ƕȵı��Σ��Ӷ�����Ӧ���Ĵ�С�����ǣ���ȡ���ڱ��ε���ȫ�ͷţ��������Ƿ���ȫ�ͷţ�����ϳߴ�ͼг�Լ����С�ı����йأ���Щ��Ӱ���ż����ȷ�ԡ���ˣ���������ͨ������Ԫ����������ģ�ͱ������������жԱȣ������Ӧ������ģ�ͽ�������Ե������Ľ���ʹ���ڲ������Ӧ���б��ֽϸߵ�ȷ�ԡ�
2 ����Ԫģ�����
2.1 ��ģ
����������7075���Ͻ���Բ��Ϊ�о���������������ʵ�鲽����Mac.Marc����Ԫ��������ģ����档�����������м��������������з��棬�����ߴ�ֱ�ѡΪd 80 mm��40 mm��d 100 mm��50 mm��d 120 mm��60 mm��ͼ2��ʾΪ����ģ�ͳߴ磬ͼ3��ʾΪ����Ԫģ�͡�ģ�Ͳ���8�ڵ�6���嵥Ԫȫ�ߴ磬�¶ȳ���Ԫ����43�ŵ�Ԫ��Ӧ����Ϊ7�ŵ�Ԫ����Ԫ���2 mm�����ʽΪ���ܼ�����475 �沢����2 h��Ȼ����20 ��Ĵ�����ˮ��ȴ��
�����Ӧ������-����ϼ��㷽����ã����沽��Ϊ�ȶ�Բ��ģ�ͽ����¶ȳ���Ӧ�����ļ��㣬�ٽ��л��з��档�Լ��¶ȳ���ʼ�¶�475 �棬�����¶�Ϊ20 �棬����ϵ��Ϊ8.5��Լ��ģ�������������档
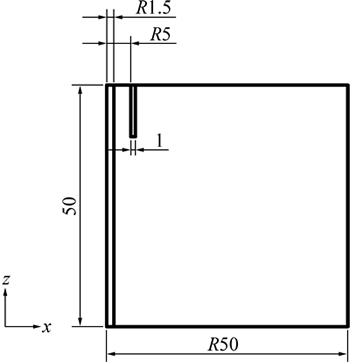
ͼ2 ����ʵ��ߴ�
Fig. 2 Sample size of DHD (Unit: mm)
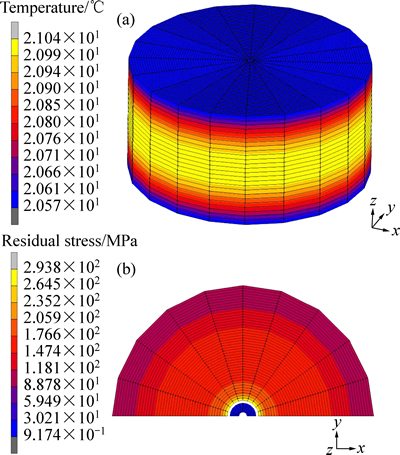
ͼ3 �Լ���άģ�ͺͻ���ʾ��ͼ
Fig. 3 3D model (a) and ring cutting (b) of sample FEM
�¶ȳ���������Ϊ��Ӧ����ģ�͵ij�ʼ��������X����Ϊ0��ƽ�������нڵ�����X�����λ��Լ����Y������Z�����λ��Լ��Ҳ��Լ����Ӧ����Ϊ0ƽ���ϵ����нڵ㡣���Ӧ������Ľ���ļ���Ϊ��ʼ����ʩ�ӵ�����������Ԫ�������еķ�������У���ʹ��������ԵĶ�����ΪԭʼӦ���ֲ�״̬��������������Ԫ������ģ�����мӹ��в��ϵ�ȥ�����̡�
2.2 ����ģ�Ľ�
��������ʵ��ͽ�ģ����������������Ԫ������С���ܱ߲��Ͻ��л���ȥ�������ȡС��������ϵı��Σ���ͼ4(a)��ʾ�����ڶ������ĵײ���һ����Լ����ʹ����Ӧ������ȷֲ�����һ���IJ��Գ��ԣ���������������֤����ģ�͵�ȷ�ԡ��������Ӧ���������ѧģ�ͣ����õ��Ŀ��������ݴ���ʽ(1)��(5)~(7)��ģ�ͼ�����Ӧ���ֲ���ͼ4(b)��ʾ���ɴ˿ɼ�������Ӧ��Ϊ���Ӧ����
��ͼ4(b)���Է��֣�������������ƫ�����Ӧ����ʵ��Ӧ���ֲ�����ƫС�������Ǽгֲ�λ�ı���Ӧ����ƫ������µ�ԭ����Ҫ����Լ���浼���˸ò����Ӧ���ͷ��ܵ�Ӱ�죬����ʹ����Ӧ��������ͻ�䣬����仯��Ȼ�����Ͻ����Ӧ�������仯���ɲ��Ǻϡ���ȻӦ���ֲ�����ƫ�������Ӧ���ֲ����߽��ƣ��Ƿ����ڲ��ϳߴ����ױ��β�����һ����Ӱ�죬�ڼ�����Ҫ���dzߴ�Լ����Ӱ�죬�����Ǻ��H��Ӱ�졣�������ԭ��Ӧ�����߽��з�������Ϊ�����Ҫ���м���ģ�͵��������������ñ���ϵ�������ͱ�����ϻ��������ϵķ���������������⣬���������Ӧ������ģ�ͽ��иĽ���
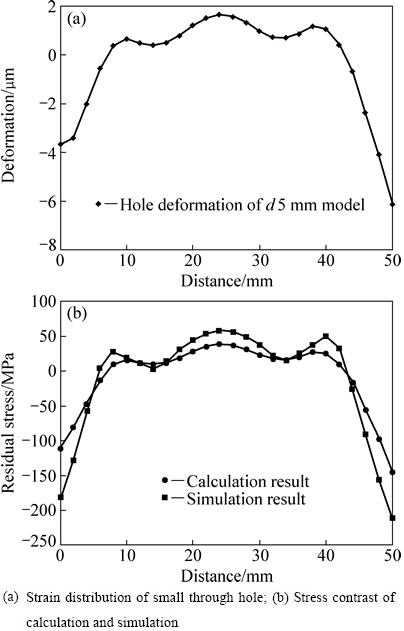
ͼ4 d 50 mm����Ӧ��-Ӧ��ͼ
Fig. 4 Stress-strain distribution of d 50 mm sample
1) �Ա�����ε���ϴ�������ѭ��������仯���̵ı���Э���ԣ��Ա�����β�����ƫ����Կ�����֪�����Ӧ�䣬�Ƶ����洦Ӧ��ֵ�������жԱȷ������鴦��Ч������֪��1(��)����2(��)����3(��)�����ڶ��㡢�����㡢���IJ㻷�к�ڵ㴦��ȡ�ı��Σ����Թ���һ��������ηֲ����ߵ���Ϻ�������ͼ4��ʾ��֪��һ�����κ����ѿ����㾫�ȡ�
 (8)
(8)
����֪���δ���ʽ(8)���������x=0ʱ��������������Φ�1��ʽ��cΪ����ϵ��������ֱ����⡣
2) �Լ����������������ǵ���ȶ����ݵ�Ӱ�죬�������ϵ����
 (9)
(9)
ʽ�У�eΪ��Ȼ������HΪ�Լ������ֵ�������١�������ʽ(7)��(9)�ɵ�
 (10)
(10)
�������Ӧ����ʽ(8)��ʽ(10)��á�Ϊ��֤��Ľ�������ļ���ģ��ȷ�Ժ������ԣ���ֱ��Ϊ40 mm��60 mm��Բ�����з���ģ�⣬��Ӧ���������϶����ߵļ��������жԱȡ�
2.3 Ӧ�������
���øĽ�����������ģ�ͣ���50 mm�����Ͻ���Բ����ģ�ͽ�������Ӧ���������¼���ֲ�����ͼ5��ʾ���Ľ���ļ���������ģ��ļ��������Ѿ��dz��ӽ����Ǻ϶Ƚϸߣ�ƽ��ƫ��С��20 MPa��˵���Ľ����������ģ���ܹ��Ϻõط�ӳʵ��Ӧ���ֲ�ǿ�ȡ�
Ϊ�˽�һ����֤��ģ�͵������ԣ�ȡ��ͬ�ߴ�Բ������d 80 mm��40 mm��d120 mm��60 mm���������Ƶļ�����֤�������ͼ6��ʾ��
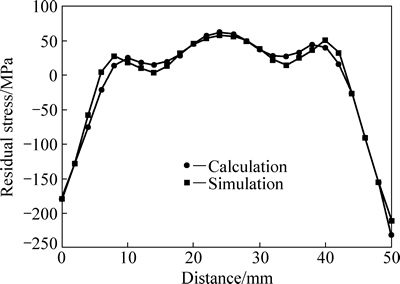
ͼ5 d 50 mm��Ʒģ�Ľ��㷨��Ӧ���ֲ��Ա�
Fig. 5 Stress contrast using improved calculated model in d 50 mm sample
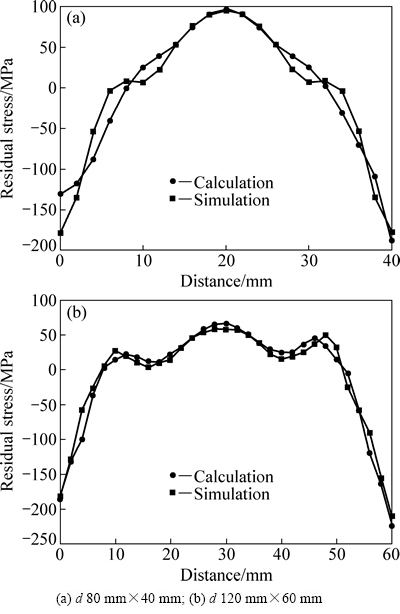
ͼ6 ��ͬ�ߴ������Ӧ���ֲ��Ա�
Fig. 6 Contrast of stress distributions of samples with different sizes
��ͼ6��֪������ǰ������ƽ��ƫ�������50 MPa�����Ľ��㷨��ֻ��ǰ���ڼӹ��гֲ�λ�ı��渽���Ǻ����ϴ������ǺϺܺá����洦��Ӧ��������Ҫ����������ȫ�������С�״�����Լ������״̬�µ�Ӧ���ͷ��йأ���֮��������Ա���Ӧ���ϴ�ķ�ֵȱ����������������������ѧ�Ľ�����ģ���Ի����һ���IJ�ȷ���ԣ��������Ӧ�����㲻ȷ���Ի���Ҫ��һ���о�����������3�����֤Ч���������Ľ���ļ��㷽��ȷʵ�ܹ��Ϻõ���������Ӧ�����ֲ���
3 ����
1) ���۲����ڲ�Ӧ�����ֲ��ǶԳƻ�ǶԳƣ��Ľ�����������ģ�ͣ��ܹ��ܺõ����������ڲ�Ӧ���ֲ�״����
2) ������Ͻ����Ӧ���ֲ��ص㣬�ڳ�ֿ��Dz��ϱ������ƺͲ�ͬ�ߴ��ģ�ͼ����Ӱ��ǰ���£��㷨�ĸĽ��������ɿ����Ľ�˼·ȡ�úܺõ�Ч����
3) ������Բ����ڲ�Ӧ���ֲ��������Ե����ƣ������ڱ�������Ӧ��ʱ����ܹ������X�������似�����б궨���������Ӷ����Ի�ø�Ϊȷ��Ӧ�����ֲ���
4) �������Ӧ����һ��ʵ����ѧ���Է�������ͬ��ʵ�鷽������ͬ�Ļ���ֱ����������������������һ����Ӱ�죬��������㾫ȷ�Ի���Ҫ����һ���IJ�ȷ���ȷ���
REFERENCES
[1] �� ��, ������, �� ��, ����ԭ. ���ַ������Ͻ������Ӧ���е�Ӧ���о�[J]. �й���ɫ����ѧ��, 2009, 19(6): 1020-1024.
LIAO Kai, WU Yun-xin, GONG Hai, ZHANG Shu-yuan. Application research of integral method to residual stress through-depth in aluminum alloy thick plate[J]. The Chinese Journal of Nonferrous Metal, 2009, 19(6): 1020-1024.
[2] �� ��, ������, �� ��. ���Ͻ������Ӧ��������Ч�Է���[J]. ���Ϲ���, 2010(1): 42-46.
GONG Hai, WU Yun-xin, LIAO Kai. Analysis on validity of residual stress measurement methods for aluminum alloy thick-plate[J]. Journal of Materials Engineering, 2010(1): 42-46.
[3] SCHAJER G S, PRIME M B. Use of inverse solutions for residual stress measurement[J]. Journal of Engineering Materials and Technology, 2006, 128(3): 375-382.
[4] LIAO K, WU Y X. Effect of non-uniform stress characteristics on stress measurement in specimen[J]. Transactions of Nonferrous Metals Society of China, 2010, 20(5): 789-794.
[5] TIMOSHENKO S, GOODIER J N. Theory of elasticity[M]. 2nd ed. New York: Mcgraw-Hill, 1951: 70-86.
[6] DEWALD A, HILL M R. Improved data reduction for the deep-hole method of residual stress measurement[J]. Journal of Strain Analysis, 2003, 38(1): 65-78.
[7] GOUDAR D M, SMITH D J. Validation of mechanical strain relaxation methods for stress measurement[J]. Experimental Mechanics, 2013, 53(2): 267-286.
[8] HOSSEINZADEH F, MAHMOUDI A H, TRUMAN C E, SMITH D J. Application of deep hole drilling to the measurement and analysis of residual stress in steel shrik-fitted assemblies[J]. Strain, 2011, 47(2): 412-426.
[9] MAHMOUDI A H, HOSSAIN S, TRUMAN C E, SMITH D J, PAVIER M J. A new procedure to measure near yield residual stresses using the deep hole drilling technique[J]. Experimental Mechanics, 2009, 49(4): 595-604.
[10] MAHMOUDI A H, TRUMAN C E, SMITH D J, PAVIER M J. The effect of plasticity on the ability of the deep hole drilling technique to measure residual stress[J]. International Journal of Mechanical Sciences, 2011, 53: 978-988.
[11] BATEMAN M G, MILLER O H, PALMER T J, BREEN C E P, KINGSTON E J, SMITH D J, PAVIER M J. Measurement of residual stress in thick composite laminates using the deep-hole method[J]. International Journal of Mechanical Sciences, 2005, 47(11): 1718-1739.
[12] DEWALD A T, HILL M R. Improved data reduction for the deep-hole method of residual stress measurement[J]. Strain Analysis, 2003, 38(1): 65-78.
[13] KINGSTON E J. Advances in the deep-hole drilling technique for residual stress measurement[D]. Boston: University of Bristol, 2003.
[14] SKOURAS A, PAVIER M J, SHTERENLIKHT A. A spatial resolution of residual stress measurements using the deep hole drilling technique[C]//Proceedings of the ASME 2010 Pressure Vessels & Piping Dicision/K-PVP Conference. Washington: Bellevue, 2010: 25944.
[15] GOUDAR D M. Quantifying uncertainty in residual stress measurements using hole drilling techniques[D]. Boston: University of Bristol, 2011.
[16] SCHAJER G S, SMITH D J. Practical residual stress measurement methods[M]. United Kingdom: John Wiley Sons Ltd, 2013: 66-87.
[17] �� ��, ��ý�, �⾲Զ, ½ �. �������Ӧ�����������о�[J]. �ȼӹ�����, 2015, 44(2): 109-114.
ZHANG Jiong, XU Ji-jin, WU Jing-yuan, LU Hao. Study on deep hole drilling residual stress measuring approach[J]. Hot Working Technology, 2015, 44(2): 109-114.
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(51475483)������ʡ��У�Ƽ������Ŷ�֧�ּƻ���Ŀ(2014207)��������ҵ�Ƽ���ѧ�����ѧ�о������ص���Ŀ����(Q2012015A)������ʡ��������ѧ�о���Ŀ(14C1162)
�ո����ڣ�2015-02-10�������ڣ�2015-09-02
ͨ�����ߣ��� ���������ڣ���ʿ���绰��0731-85623381��E-mail��liaokai102@163.com
ժ Ҫ��Ӧ���ֲ�״�����ڴ������ṹ�����������dz���Ҫ�����ܶ�Ӧ�����Է������ڶԸ��ӹ����������Ӧ�������������(DHD)�������Ч�ؽ����һ���⡣�о�������Լ���ԭ��������������Ԫ����ģ��������Թ��̣��ڶԼ���Ӧ�������Ӧ���ֲ����жԱȺ����һ������ĸĽ��㷨���Ľ����ģ�ͼ�������������������õ�Ӧ���ֲ���ʵ�ʽ���ǺϽϺã�ƽ�����С��20 MPa��ͬʱ��ģ�ͽϺõؽ����һ���Է����Թ�������Ӧ�������ľ����ԣ����ƹ������Ӧ�����IJ��Լ�����
