
Trans. Nonferrous Met. Soc. China 31(2021) 2005-2012
Fabrication and mechanical properties of Ti2AlC/TiAl composites with co-continuous network structure
Li-rong REN1,2, Shui-jie QIN1, Si-hao ZHAO1, Hua-qiang XIAO1
1. School of Mechanical Engineering, Guizhou University, Guiyang 550025, China;
2. School of Mechatronics Engineering, Guizhou Minzu University, Guiyang 550025, China
Received 7 August 2020; accepted 28 January 2021
Abstract:
Ti2AlC/TiAl composites with different volume fractions were prepared by hot pressing technology, and their reinforced structural characteristics and mechanical properties were evaluated. The results showed that when the reinforced phase volume fraction of Ti2AlC was 20%, three-dimensional interpenetrating network structures were formed in the composites. Above 20%, Ti2AlC phase in the composites accumulated and grew to form thick skeletal networks. The microplastic deformation behavior of Ti2AlC phase, such as kink band and delamination, improved the fracture toughness of the composites. Comparative analysis indicated that the uniform and small interconnecting network structures could further reinforce the composites. The bending strengths of composites prepared with 20 vol.% Ti2AlC reached (900.9��45.0) MPa, which was 25.5% higher than that of TiAl matrix. In general, the co-continuous Ti2AlC/TiAl composite with excellent mechanical properties can be prepared by powder metallurgy method.
Key words:
Ti2AlC/TiAl composites; co-continuous composites; hot pressing; strengthening mechanism;
1 Introduction
TiAl alloys possess remarkable properties including low density, high creep, and superior strength at elevated temperatures. Therefore, TiAl alloys are expected to partially replace nickel-based superalloys at temperatures of 600-950 ��C. So far, TiAl alloys have been successfully used in aero- engine blades, supercharged impeller, and exhaust valves [1]. However, their low plasticity at room temperature restricts their large-scale applications. Notably, the mechanical properties of alloys can often be improved by adding metallic elements (such as Nb, Mo, Ta, and W) [2-4] or non-metallic elements (such as B, C, and Si) [5,6]. In recent years, TiAl intermetallic matrix composites (IMCs) have attracted increasing attention due to their tailored microstructures and enhanced mechanical properties [7-9]. Integrating the advantages of both ceramic and metal, MAX phase (M is a transition metal, A is an A-group element, and X is nitrogen or carbon) exhibits not only good high-temperature stability, but also capability to improve the toughness of TiAl composites at room temperature, through micro-plastic deformation mechanism. CHEN et al [10] and YANG et al [11] synthesized Ti2AlC/TiAl composites via in situ hot pressing and studied the in situ synthesis mechanism of composites, respectively. LAPIN et al [12,13] used centrifugal casting to prepare in situ Ti2AlC/TiAl composites. Their results suggested improvement in creep properties of composites due to the formation of the granular Ti2AlC phase. SONG et al [14] employed vacuum arc melting to obtain Ti2AlC/ TiAl composites with improved strength and plasticity under the cooperative contribution of TiC and Ti2AlC.
Compared to other composite structures, IMCs with interpenetrating structures have better strength, toughness, and wear resistance. CHENG et al [15] and WANG et al [16] prepared Ti2AlC/TiAl and Ti2AlN/TiAl composites with three-dimensional network structures by in situ synthesis technology to yield composites with excellent wear resistance. On the other hand, co-continuous IMCs with a high melting point are usually prepared by in situ synthesis technologies. The microstructures and properties of obtained composite materials are significantly influenced by the exothermic reaction, residual reactants, and/or intermediates.
In this study, commercial Ti4822 alloy powder and Ti2AlC powder were used as raw materials to prepare three-dimensional interpenetrating network structure composites. The formation of Ti2AlC network reinforcement structure and its effects on the mechanical properties of the as-obtained composites were evaluated at room temperature. The study is expected to provide guidance for the preparation of co-continuous IMCs with high melting point by powder metallurgy method.
2 Experimental
2.1 Materials
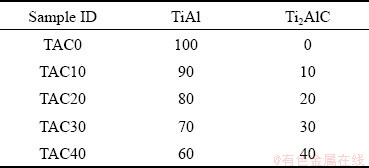
Ti4822 (0-20 ��m, automized powder, Ti 60.34 wt.%, Al 32.30 wt.%, Nb 4.51 wt.%, Cr 2.85 wt.%) and Ti2AlC (<75 ��m, vacuum sintering) powders were employed as raw materials. Figure 1 shows scanning electron microscopy (SEM) images of the powders, revealing that the sphericity of the particles of TiAl powder was relatively high; however, the surface of Ti2AlC prepared by vacuum sintering exhibited typical quasi-plastic deformation characteristics such as layered delamination and kink band. Different composite powders were prepared by varying the volume fractions of the two powders. The specific composition of each sample is listed in Table 1.
The procedure consisted of putting the powders in stainless steel ball milling tank filled with argon for ball grinding. The ball/material mass ratio was set at 5:1, rotation speed at 300 r/min, and ball milling time at 2 h. After sieving and drying, the resulting powder was placed in a graphite mold (30 mm in diameter) and sintered in vacuum hot pressing furnace. During sintering, the furnace temperature was firstly increased to 600 ��C at a heating rate of 10 ��C/min followed by 1000 ��C at 20 ��C/min, 1150 ��C at 10 ��C/min and maintained for 1 h, then to 800 ��C at 10 ��C/min, and finally to room temperature during furnace cooling. The furnace pressure during this process was set at 30 MPa. After completion of insulation, the pressure was removed to yield samples with a diameter of 30 mm and a height of 10 mm.
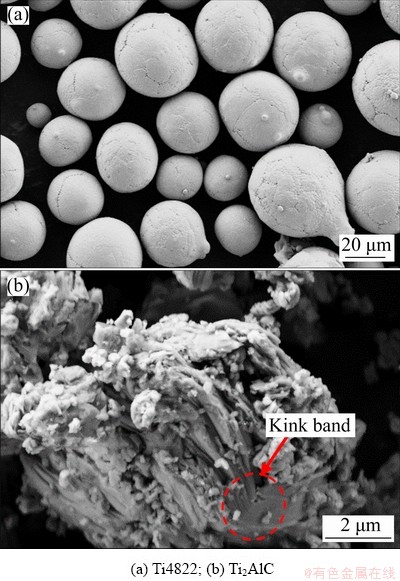
Fig. 1 SEM images of powders
Table 1 Chemical compositions of composites (vol.%)
2.2 Characterization
The specimens used for mechanical properties measurements were prepared by electrical discharge machining. Room temperature compression and three-point bending tests were carried out using an INSTRON 5569 testing system. The dimensions of specimens used for compression tests were d4 mm �� 6 mm at a constant strain rate of 10-3 s-1. The dimensions of specimens employed for flexural strength testing were 2 mm �� 4 mm �� 20 mm. The bars were loaded with spans of 10 mm, and crosshead speed utilized for bending strength testing was 0.5 mm/min.
The microstructural characterization was performed by field-emission SEM (Quanta FEG 250). V(HF):V(HNO3):V(H2O) at the ratio of 1:3:6 was used as metallographic etchant, and pure HF was employed for deep etching. The phase compositions were analyzed by X-ray diffraction (XRD, D8-Advance, Bruker). The specimens with dimensions of 10 mm �� 10 mm �� 5 mm were cut by electrical discharge machining and polished to 1 ��m. The hardness measurements were collected on a Vickers hardness machine (430SVA, Wilson Wolpert) using a 1 kg load for 10 s.
3 Results and discussion
3.1 Phase composition
XRD patterns of the TiAl alloys and Ti2AlC/TiAl composites prepared with different Ti2AlC contents after sintering are presented in Fig. 2. The matrix of the alloy contained ��2-Ti3Al and ��-TiAl phases, and volume fraction of Ti2AlC phase was significantly increased in the composites. With the increase in the volume fraction of Ti2AlC, the intensity of Ti2AlC peak was significantly enhanced for composites. Unlike Ti2AlC/TiAl composites prepared by in situ reaction, composites obtained herein contained only ��-TiAl, ��2-Ti3Al, and Ti2AlC phases. No other intermediate products, such as TiAl3, Ti2Al5, Ti3AlC, and Ti3AlC2 were noticed. Moreover, no unreacted Ti, C and TiC phase were recorded, indicating the formation of composites with fewer impurities.
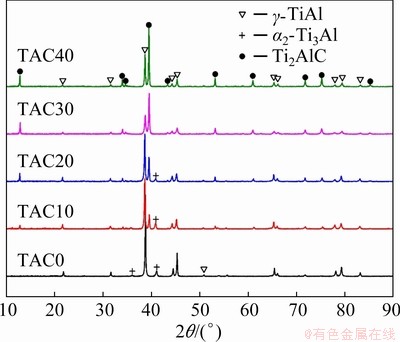
Fig. 2 XRD patterns of TiAl alloy and Ti2AlC/TiAl composites
3.2 Microstructures
Microstructural images of the substrate and composite materials prepared with different Ti2AlC contents are provided in Fig. 3. The Ti4822 substrate was composed entirely of ��2+�� lamellar structure and the diameters of ��2+�� lamellar colonies exceeded 300 ��m (Fig. 3(a)). Composite materials appeared to be compact without holes. The morphological characteristics showed different forms of Ti2AlC phase distributed in ��2+�� lamellar colonies. At low Ti2AlC contents, Ti2AlC phase was distributed as small dispersed particles at the boundaries of ��2+�� lamellar colonies with diameters of around 3 ��m (Fig. 3(b)). At Ti2AlC phase content of 20 vol.%, most Ti2AlC particles became interlinked to form obvious network structures with the exception of some isolated Ti2AlC particles with sizes ranging from 3 to 6 ��m. At Ti2AlC content of 30 vol.%, Ti2AlC particles with sizes around 6 ��m completely formed three-dimensional network morphologies. Moreover, some Ti2AlC particles aggregated and grew to yield blocky structures with diameters above 10 ��m. With further increase in the Ti2AlC phase content to 40 vol.%, Ti2AlC phase in the composite material completely aggregated and grew to form larger network structures. Figure 3(f) shows the partial enlarged drawing of Ti2AlC network in TAC40, revealing the existence of a small number of particles at the interface between Ti2AlC skeleton and the substrate, which might be the Al2O3 impurity introduced during the material preparation process.
To further investigate the three-dimensional reinforced composite structures, the characteristics of Ti2AlC-reinforced phase after removal of TiAl matrix by deep etching were evaluated and the results are presented in Fig. 4. At Ti2AlC phase content of 10 vol.%, dispersed particles were mainly noticed. At Ti2AlC phase contents exceeding 20 vol.%, the reinforced phase Ti2AlC formed obvious three-dimensional interpenetration network structures (Figs. 4(b-d)). With further increase in the content, the Ti2AlC phase gradually accumulated and grew to form thick skeletal network structures. Therefore, the three- dimensional continuous interpenetrating network structures of Ti2AlC reinforcement and TiAl matrix were obtained by hot pressing. On the other hand, the characteristics of the interpenetrating network structure and scale of reinforcing phase could be adjusted by the content of reinforcing phase. Consequently, the regulation of the microstructures and properties of high melting point co-continuous composites was achieved by powder metallurgy technology.
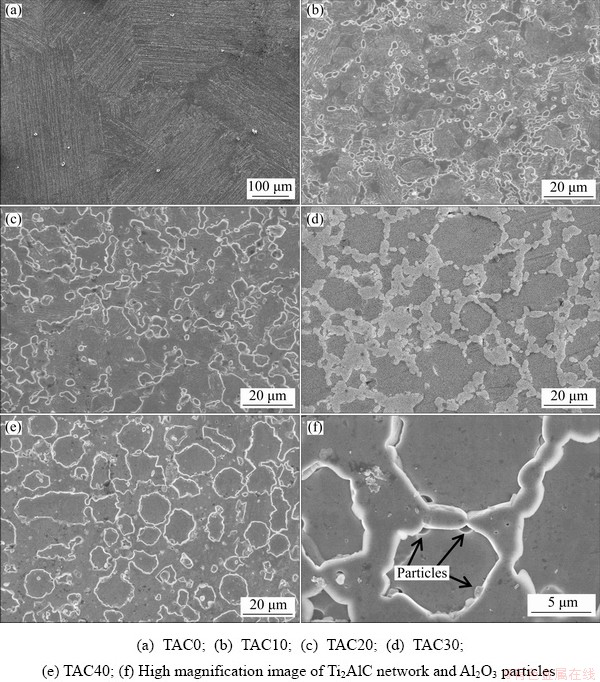
Fig. 3 SEM micrographs of TiAl and Ti2AlC/TiAl composites
3.3 Mechanical properties
The Vickers hardness values of the alloy and composites are illustrated in Fig. 5. Significant increase in hardness was observed after the addition of Ti2AlC reinforcement. Compared to TiAl matrix, the Vickers hardness values of TAC10 and TAC20 were enhanced by about 30%, and those of TAC30 and TAC40 by 38% and 55% (similar to HV 567.5), respectively. Thus, harder Ti2AlC reinforcement significantly increased the deformation resistance inside the composite material. Besides, two interconnected structures formed by high volume fraction Ti2AlC reinforcement led to the production of interlock structures, further improving the deformation resistance of the composites. The introduction of Ti2AlC also resulted in the effective increase on the phase refinement scale of ��2+�� lamellar colonies, thereby enhancing the carrying capacity of substrates.

Fig. 4 SEM images of Ti2AlC after etching of TiAl substrate
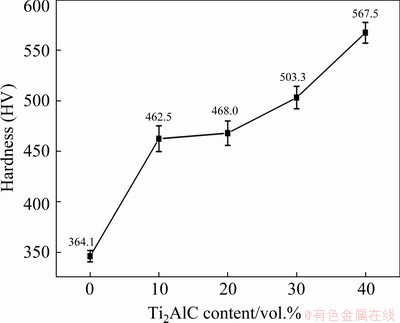
Fig. 5 Vickers hardness of TiAl alloy and Ti2AlC/TiAl composites
Typical compressive stress�Cstrain and flexural strength-deflection curves of TiAl alloy and Ti2AlC/TiAl composites at room temperature are shown in Fig. 6. The matrix displayed good compressive strength and compression plasticity (Fig. 6(a)). The compressive strength of the matrix was close to 1800 MPa but both compressive yield strength and elastic modulus were relatively low. The introduction of Ti2AlC phase significantly improved the yield strength and elastic modulus of the material. Figure 6(a) exhibits the compression curves, demonstrating that the offset yield strengths of composites TAC10, TAC20, TAC30 and TAC40 were 1090, 1105, 1145, and 1195 MPa, respectively. Moreover, the compressive yield strengths of the composites were all above 1000 MPa. This value was two times that of TiAl matrix and increased gradually with the increase in the content of reinforcement phase. At low Ti2AlC phase contents (TAC10 and TAC20), the composites illustrated better compression plasticity and higher compressive strength. At higher Ti2AlC phase contents (TAC30 and TAC40), the compression plasticity and compressive strength of the composites decreased obviously, and TAC20 showed the best values among several prepared composite materials.
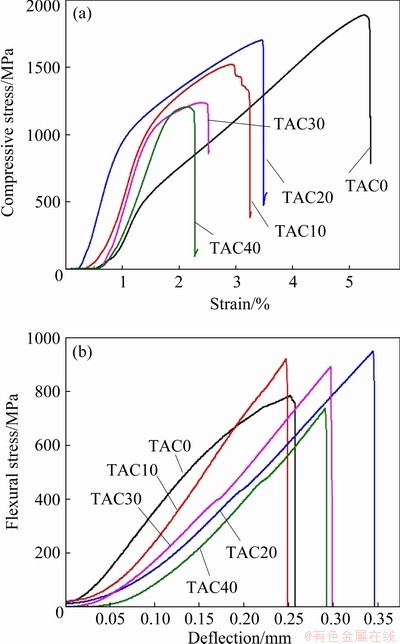
Fig. 6 Compressive (a) and bending (b) curves of TiAl alloy and Ti2AlC/TiAl composites at room temperature
The results of three-point bending resistance tests are presented in Fig. 6(b). TiAl alloy and Ti2AlC/TiAl composites showed obvious brittle fracture characteristics. The bending strengths of other composites were significantly higher than that of TiAl alloy matrix except that of TAC40 composite.
To evaluate the effects of Ti2AlC phase content on the mechanical properties of composites, the compressive and flexural strengths of TiAl alloy and Ti2AlC/TiAl composites were obtained at room temperature. Figure 7 demonstrates that the matrix displays the highest compressive strength ((1797.5��65.9) MPa). After the addition of Ti2AlC at 10 or 20 vol.%, the compressive strength of the composites gradually declined to about 1500 MPa. With the increase in the content of Ti2AlC to 30 or 40 vol.%, the compressive strength of the composites decreased significantly to about 1200 MPa. Unlike the variation law of compressive strength, Ti2AlC significantly improved the three-point bending strengths of the composites except TAC40. Compared to that of TiAl matrix, the bending strengths of TAC10, TAC20, and TAC30 were found to increase by 16.7%, 25.5%, and 20.5%, respectively. The bending strength of TAC20 was the highest ((900.9��45.0) MPa), which was much higher than that of the composites fabricated by reactive hot pressing [15]. Therefore, TAC20 composite showed the highest flexural strength while maintaining elevated compressive strength, indicating better comprehensive mechanical properties.

Fig. 7 Compressive and flexural strengths of TiAl alloy and Ti2AlC/TiAl composites
3.4 Fractograph and strengthening mechanism
Typical translamellar and interlamellar fractures in TiAl alloy are provided in Fig. 8(a). The microfracture morphologies showed interlaced serrated sections, while the macrofracture morphologies displayed uneven steps between different ��2+�� lamellar colonies. The mechanical properties of TiAl alloys were mainly determined by the size of lamellar colonies, as well as lamellar spacing of ��2+�� lamellar structure. Figures 8(b-e) exhibit that the macroscopic sections of the composites are flat with obvious brittle fracture characteristics. Steps caused by partial crack deflection were observed on sections of TAC10, TAC20 and TAC30, while TAC40 appeared with completely flat and brittle fracture. Therefore, the microscopic fracture characteristics showed fractures consisting of large cleavage plane, bright white tearing edge, and local river pattern. The dark gray cleavage plane and local river pattern were associated with the fracture characteristics of TiAl matrix; however, the bright white tearing edge reflected the micro plastic fracture behavior of Ti2AlC phase.
The existence of numerous cleavage steps and tensile tearing regions on the fracture surface indicated that the introduction of Ti2AlC phase could enhance the quasi-cleavage fracture of TiAl matrix. Moreover, the introduced Ti2AlC phase was characterized by typical microscopic plastic deformation mechanisms, such as kink band and delamination, as well as particle pull-out and crack deflection behavior (Fig. 8(f)). The transformation of such fracture behaviors provided the composites with high fracture and damage tolerance, thereby better strengthening.
The enhanced structural characteristics of Ti2AlC phase also impacted the fracture behavior of the composites. Isolated Ti2AlC phase in TAC10 coordinated the deformation of lamellar colonies and played an enhancing role. The enhancement of Ti2AlC particles was reflected in the refinement of the TiAl substrate on the one hand and the enhancement of the load transfer on the other hand. The network-like Ti2AlC structures of TAC20 and TAC30 composites not only provided sufficient microscopic toughening mechanism but also realized certain interlock function of the two-phase three-dimensional interpenetrating structure. This, in turn, yielded better strengthening role and improved comprehensive mechanical properties. For TAC40, the thick Ti2AlC network skeleton structure weakened the bearing capacity of the matrix, and prior crack propagation in the skeleton yielded composites with poor compressive and bending abilities. Therefore, uniform and fine two-phase interpenetrating structures were obtained by adjusting the volume fraction of the reinforcing phase. This further improved the comprehensive mechanical properties of Ti2AlC/TiAl composites.
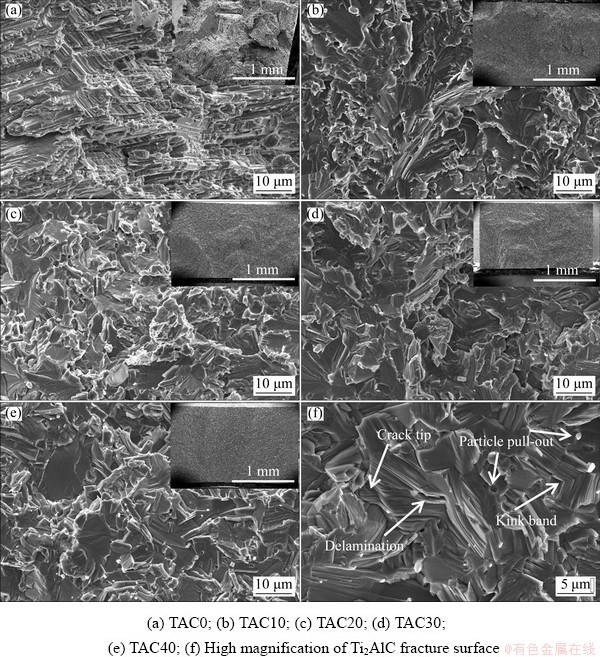
Fig. 8 Fracture morphologies of TiAl alloy and Ti2AlC/TiAl composites
4 Conclusions
(1) The increase in volume fraction of the reinforcing phase resulted in the change in the reinforced structure of the Ti2AlC/TiAl composite from particle reinforcement to two-phase co-continuous network structure.
(2) The microplastic deformation mechanism of Ti2AlC phase and its transformation to coordinate the deformation behavior of TiAl matrix yielded composites with high fracture and damage tolerance, thereby better strengthening effect.
(3) Appropriate reinforcing phase volume fraction was a key parameter to obtain uniform and fine interpenetrating structures, which is expected to further improve the comprehensive mechanical properties of Ti2AlC/ TiAl composites.
Acknowledgments
The authors are grateful for the financial supports from the National Natural Science Foundation of China (No. 52065009), the Joint Funds of the Science and Technology Foundation of Guizhou Province, China (No. 20157219), and the Science and Technology Planning Project of Guizhou Province, China (No. 20191069).
References
[1] YANG Rui. Advances and challenges of TiAl base alloys [J]. Acta Metallurgica Sinica, 2015, 51(2): 129-147. (in Chinese)
[2] ISMAEEL A, WANG C S. Effect of Nb additions on microstructure and properties of ��-TiAl based alloys fabricated by selective laser melting [J]. Transactions Nonferrous Metals Sociaty of China, 2019, 29: 1007-1016.
[3] NIU H Z, CHEN X J, CHEN Y F, ZHAO S, LIU G H, ZHANG D L. Microstructural stability, phase transformation and mechanical properties of a fully-lamellar microstructure of a Mo-modified high-Nb ��-TiAl alloy [J]. Materials Science and Engineering A, 2020, 784: 139313.
[4] ZHU H L, SEO D Y, MARUYAMA K, AU P. Strengthening of a fully lamellar TiAl + W alloy by dynamic precipitation of B phase during long-term creep [J]. Scripta Materialia, 2006, 54: 425-430.
[5] WANG Qi, CHEN Rui-run, YAN Hou-hua, GUO Jingjie, SU Yan-qing, DING Hong-sheng, FU Heng-zhi. Effects of V and B, Y additions on the microstructure and creep behaviour of high-Nb TiAl alloys [J]. Journal of Alloys and Compounds, 2018, 7747: 640-647.
[6] YANG L, CHAI L H, WANG Y L, GAO S B, SONG L, LIN J P. Precipitates in high-Nb TiAl alloyed with Si [J]. Scripta Materialia, 2015, 154: 8-11.
[7] LU Xiao-fang, LI Jian-bo, CHEN Xian-hua, QIU Jing-wei, WANG Yan, LIU Bin, LIU Yong, RASHAD M, PAN Fu-sheng. Mechanical, tribological and electrochemical corrosion properties of in-situ synthesized Al2O3/TiAl composites [J]. Intermetallics, 2020, 120: 106758.
[8] LI Wei, YANG Yi, LI Ming, LIU Jie, CAI Dao-sheng, WEI Qing-song, YAN Chun-ze, SHI Yu-sheng. Enhanced mechanical property with refined microstructure of a novel ��-TiAl/TiB2 metal matrix composite (MMC) processed via hot isostatic press [J]. Materials and Design, 2018, 141: 57-66.
[9] KAN W, CHEN B, PENG H, LIANG Y, LIN J. Fabrication of nano-TiC reinforced high Nb-TiAl nanocomposites by electron beam melting [J]. Materials Letters, 2020, 259: 126856.
[10] CHEN Yan-lin, YAN Ming, SUN Yi-ming, MEI Bing-chu, ZHU Jiao-qun. The phase transformation and microstructure of TiAl/Ti2AlC composites caused by hot pressing [J]. Ceramics International, 2009, 35: 1807-1812.
[11] YANG Chen-hui, WANG Fen, AI Tao-tao, ZHU Jian-feng. Microstructure and mechanical properties of in situ TiAl/Ti2AlC composites prepared by reactive hot pressing [J]. Ceramics International, 2014, 40: 8165-8171.
[12] LAPIN J, KAMYSHNYKOVA K. Processing, microstructure and mechanical properties of in-situ Ti3Al+TiAl matrix composite reinforced with Ti2AlC particles prepared by centrifugal casting [J]. Intermetallics, 2018, 98: 34-44.
[13] LAPIN J, KLIMOVA A, GABALCOVA Z, PELACHOVA T, BAJANA O, STAMBORSKA M. Microstructure and mechanical properties of cast in-situ TiAl matrix composites reinforced with (Ti,Nb)2AlC particles [J]. Materials and Design, 2017, 133: 404-415.
[14] SONG Xiao-jie, CUI Hong-zhi, HAN Ye, HOU Nan, WEI Na, DING Lei, SONG Qiang. Effect of carbon reactant on microstructures and mechanical properties of TiAl/Ti2AlC composites [J]. Materials Science and Engineering A, 2017, 684: 406-412.
[15] CHENG Jun, ZHU Sheng-yu, YU Yuan, YANG Jun, LIU Wei-ming. Microstructure, mechanical and tribological properties of TiAl-based composites reinforced with high volume fraction of nearly network Ti2AlC particulates [J]. Journal of Materials Science and Technology, 2018, 34: 670-678.
[16] WANG D Q, SUN D L, HAN X L, WANG Q. In situ Ti2AlN reinforced TiAl-based composite with a novel network structure: Microstructure and flexural property at elevated temperatures [J]. Materials Science and Engineering A, 2019, 742: 231-240.
������������ṹTi2AlC/TiAl���ϲ��ϵ��Ʊ�����ѧ����
������1,2����ˮ��1����˼�1��Ф��ǿ1
1. ���ݴ�ѧ ��е����ѧԺ������ 550025��
2. ���������ѧ ��е���ӹ���ѧԺ������ 550025
ժ Ҫ��������ѹ�����Ʊ���ͬ���������Ti2AlC/TiAl ���ϲ��ϣ����о�����ǿ�ṹ��������ѧ���ܡ�����ǿ����������ﵽ20%ʱ�����ϲ����γ�������ά����ͨ�Ľṹ������ǿ�������������20%�����ϲ�����Ti2AlC��ۼ������γɴִ�Ĺ������硣Ti2AlC��������Ա�����Ϊ(��Ť�ۺͲ���)�ܸ��Ƹ��ϲ��ϵĶ������ԣ�����ϸС�������ͨ����ṹʹ���ϲ��ϵõ���һ��ǿ����20 vol.% Ti2AlC/TiAl�ĸ��ϲ��ϵĿ���ǿ�ȴﵽ(900.9��45.0) MPa����TiAl��������25.5%�����÷�ĩұ�������Ʊ����������ۺ���ѧ���ܵ�������������ṹ��Ti2AlC/TiAl ���ϲ��ϡ�
�ؼ��ʣ�Ti2AlC/TiAl���ϲ��ϣ�������ǿ���ϲ��ϣ���ѹ����ǿ������
(Edited by Wei-ping CHEN)
Corresponding author: Shui-jie QIN, E-mail: shuijie_qin@sina.com; Hua-qiang XIAO, E-mail: xhq-314@163.com
DOI: 10.1016/S1003-6326(21)65633-9
1003-6326/ 2021 The Nonferrous Metals Society of China. Published by Elsevier Ltd & Science Press
2021 The Nonferrous Metals Society of China. Published by Elsevier Ltd & Science Press
Abstract: Ti2AlC/TiAl composites with different volume fractions were prepared by hot pressing technology, and their reinforced structural characteristics and mechanical properties were evaluated. The results showed that when the reinforced phase volume fraction of Ti2AlC was 20%, three-dimensional interpenetrating network structures were formed in the composites. Above 20%, Ti2AlC phase in the composites accumulated and grew to form thick skeletal networks. The microplastic deformation behavior of Ti2AlC phase, such as kink band and delamination, improved the fracture toughness of the composites. Comparative analysis indicated that the uniform and small interconnecting network structures could further reinforce the composites. The bending strengths of composites prepared with 20 vol.% Ti2AlC reached (900.9��45.0) MPa, which was 25.5% higher than that of TiAl matrix. In general, the co-continuous Ti2AlC/TiAl composite with excellent mechanical properties can be prepared by powder metallurgy method.
