
����ANSYS�����Ͻ�����������������ֵ����
Ԭ��毣�������
(���ϴ�ѧ ���繤��ѧԺ������ ��ɳ��410083)
ժ Ҫ��
ժ Ҫ������ANSYS�IJ�����������Ժ��û�����������ԣ��������Ͻ�������̵�������Ϸ���ģ�ͣ�ʵ��ģ�͵IJ������ͷ������̵����̻���̽�����Ͻ����ڴ������е�Ӧ���仯�ʹ���IJ���Ӧ���ֲ����ɡ��о�����������ڴ������У����Ͻ����沿����������������״̬����ѹ״̬��ת�䣬�IJ����������˴���ѹ״̬������״̬��ת�䣬����Ӧ�������沿ΪѹӦ�����IJ�Ϊ��Ӧ���Ŀռ�ֲ�����������Ӧ���������Ͻ���ȵ����Ӷ�����������ӵ�һ��ֵ(80 mm)ʱ����ȵ����ӶԲ���Ӧ����Ӱ�첻���ԣ�����Ӧ������滻��ϵ�������Ӷ����ӣ�����ͨ���Ľ�������ܻ�ý�С����Ӧ���������Ͻ������ȴˮ����Ƚ����ﵽƽ��ʱ��ʱ����Ϊʱ�䲽���ʺ������Ͻ�������������ù��̵ķ������㡣
�ؼ��ʣ�
���Ͻ�����������������������Ӧ������������ֵ������
��ͼ����ţ�TB31 ���ױ�־�룺A ���±�ţ�1672-7207(2010)06-2207-06
Coupled thermal-mechanical simulation on quenching of aluminum alloy thick-plate based on ANSYS
YUAN Wang-jiao, WU Yun-xin
(School of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China)
Abstract: The coupled thermal mechanical analysis model of quenched aluminum alloy thick plates was built using ANSYS parametric design language and user interface design language. The parametric simulation and process flow were realized. The rules were explored for the stress of aluminum alloy thick plates to change on quenching and for the residual stress to be formed after quenching. The results indicate that tensile stress is transformed into compressive stress for the surface of aluminum alloy thick plats, while compressive stress is transformed into tensile stress on quenching for the center of aluminum alloy thick plates. The distribution feature of residual stress is taken on compressive stress on surface and tensile stress in center. The residual stress increases with the increase of thickness, but the effect is not obvious when the width increases at a certain degree (80 mm). The residual stress also increases with the increase of surface heat transfer coefficients. The residual stress can be diminished by improving the quench technology. The time step that the heat transfer between aluminum alloy plates and water arrived at balances is adapted to the simulation of the quenched aluminum alloy thick plates.
Key words: aluminum alloy thick plates; quenching; thermal mechanical coupling; residual stress; parametric numerical simulation
��ǿ���͵ĸ��������Ͻ�����������õĻ�е���ܺͿ���ʴ���ܶ����㷺Ӧ�����ִ����պ��칤ҵ��һ����Ϊ����ȴ���6 mm�İ��Ϊ���[1-2]�����Ͻ����д��ڵIJ���Ӧ������Ӱ�����е���ܺͿ���ʴ���ܣ���Ҫ����Ϊ���������Ͻ����ӹ�����㲿���ߴ粻�ȶ������ײ���������ȱ�ݣ�Ӱ����������Ͻ��ʹ������[3-6]�����Ͻ���Ĵ�������һ�����ӵ�����������ù���[7]����������������Ͻ��壬��Ȼ��ǿ�Ⱥ�Ӳ��������ߣ��������˲���Ӧ�����ڱ��ָ�е���ܵ�������ʹ����Ӧ���㹻С���Ǹ��������Ͻ���ӹ������о�����ҪĿ��֮ һ[8-9]�����Ͻ����в���Ӧ���������������Ҳ��������Ĵ�������������������Ԥ���취����Ϊ�����������Ͻ���������IJ���Ӧ�������õĹ���[10-11]��Ŀǰ���о������̵�Ӧ���仯���ɺʹ������Ӧ�����ķֲ�����ʱ��ͨ��ʹ����ֵ���� ��[12]�����Ļ���ANSYS�IJ�����������Ժ��û�����������ԣ��������Ͻ�������̵�������Ϸ���ģ�ͣ�ʵ����ģ�ͽ����IJ������ͷ������̵����̻����ڴˣ��������߲�����ֵ��������7075���Ͻ���������е�Ӧ���仯�ʹ������Ӧ���ֲ��Ĺ��ɽ����о���
1 ��������
Ϊ�����⣬�Է���ģ�ͽ������»������裺���Ͻ���Ϊ�������Ƚ����Ҹ���ͬ�ԣ���ʼ�¶Ⱦ��ȣ�����Ӧ���������Ͻ��������ͬʱ�Ӵ����� �ʣ��ڴ�������ˮ�²������仯�����Ͻ�����䣬��������֯�仯��Ӧ����Ӱ�졣
7075���Ͻ������������ѧ���ܲ������������γߴ�(���ȡ����ȡ����)Ϊ800 mm��220 mm��50 mm������¶�Ϊ470 �棬���ˮ��Ϊ20 �棻�ܶ�Ϊ2.81 t/m3�����ɱ�Ϊ0.33��7075���Ͻ�����������1��ʾ���ӱ�1�ɼ���7075���Ͻ���ϵ���������ݡ�����ģ���ȶ����¶ȱ仯���仯[13-14]�����Ͻ���������ʼ�Ļ���ϵ��Ҳ�����Ͻ�����¶ȵı仯���仯��7075���Ͻ����ʱ�Ļ���ϵ������2[15]��
����ģ�����ļ��ζԳ��Ժͱ߽������ĶԳ��ԣ�ȡ������1/8����ģ�⡣
2 ������ģ�͵Ľ���
ANSYS�ṩ��ANSYS�������������(APDL)���û������������(UIDL)���û��ɱ������(UPFS) 3�ֶ��ο������ߡ�����ANSYS������������Ժ��û�����������ԣ�����������ֵ��������������塢ǰ��������⡢�����Ȳ������������д����Ӧ�ĺ��ļ�������*ABBR�����صĺ��ļ���ϵ������ʵ���˷������̵����̻�����������Ҫ��ɶ�ANSYS���н������[16]��ͨ���ĺ��ANSYS����������Ӧ�IJ���������Ϳ���ʵ�ַ���ģ�Ͳ��������롢���֡������ȣ��Ӷ�ʵ���˴�������ֵ�����IJ����������̻���
��1��7075���Ͻ��������
Table 1 Material properties of 7075 aluminum alloy
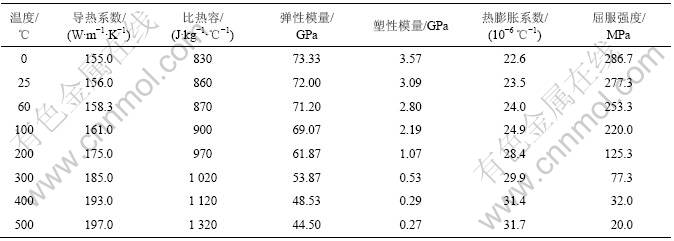
��2 7075���Ͻ����ʱ�Ļ���ϵ��
Table 2�� Heat transfer coefficients of 7075 aluminum alloy in immerse quenching kW��m-2����-1

2.1 ��������
����ģ�ͼ��β����Ķ��壬������UIDL�е�*CSET����������1����ʱ��Ӧ�Ķ�������Ի������ڲ���������1/8��ģ��ģ������ijߴ�ӦΪʵ��ģ�ͳ��������ߵ�һ�롣������һ�����ڴ��������峤�������߷ֱ�Ϊ0.400��0.110��0.025 m(����ΪĬ��ֵ)�Ķ����������������
MULTIPRO,'START',3
*CSET,1,3,B_L,'LENGTH OF BAN(m)',0.4
*CSET,4,6,B_W,'WIDTH OF BAN(m)',0.11
*CSET,7,9,B_H,'HEIGHT OF BAN(m)',0.025
*CSET,61,62,'ENTER THE PARAMETER OF','MODEL'
*CSET,63,64,'NOTE:B_L>B_W>B_H!',''
MULTIPRO,'END'
������ˮ���¶��õ��в������뷽ʽ��ʵ�֣�������*ASK���
*ASK,TWA,the temperature of the water,20
ˮ��Ĭ��ֵΪ20 �档
2.2 ����
���Զ��幤��������MESHDIVI��ť�������������������Ի���������ʾ�����ij��������߸���������ֶ�������ᰴҪ���Զ����������������߷��ֶ�����ȱʡֵ�ֱ�Ϊ30��15��10��
2.3 �������ܲ���������
��ANSYS�У������������ܲ���ʱ����Ӧ��ͬ�¶�1���������6����ֵ������ģ�͵IJ������������£�
/PREP7���� !����ǰ������
MPTEMP !��ʼ���¶ȱ�
MPTEMP,1,0,25,60,100,200,300
MPTEMP,7,400,500 �������¶ȵ�
MPDATA,KXX,1,1,155,156,158.3,161,175,185
MPDATA,KXX,1,7,193,197 �����뵼��ϵ��
MPDATA,C,1,1,830,860,870,900,970,1020
MPDATA,C,1,7,1120,1320 �����������
2.4 �������ģ�͵�����
���Ͻ����������һ���ӵ�������Ϲ��̣�����Ӧ������������ۻ������ȵ��������ۣ����ü�ӷ���⡣����ʱ��������ά8�ڵ�������Solid70�¶ȵ�Ԫ�����Ͻ��������ɢ��������ķ�ʽ���벻ͬ�¶����������Ͻ�����ˮ�еı��滻��ϵ��(����2)����Ϊ�߽��������ص��¶ȳ������ģ���ϣ���ʱ�䲽�����ͬʱ�̵��¶ȳ�(˲̬)���ٽ��¶ȵ�ԪSolid70ת��Ϊ�ṹ��ԪSolid45����˲̬�¶ȳ��ļ�������Ϊ�¶����غɼ��ص�Ӧ�������ģ���ϣ�ʵ��������ϣ������Ӧ������
����Ԫģ�������õ�ֱ������ϵ�������£���ij��ȷ���Ϊx�ᣬ���ȷ���Ϊy�ᣬ��ȷ���Ϊz�ᣬ��ͼ1��ʾ�����ݽṹ�ĶԳ��ԣ���ģ�͵�3���Գ�������x��y��z 3������ֱ�ʩ�ӶԳ�Լ���������ȿ����ƹ����ĸ����ƶ����ֲ�Ӱ����ʱ�������ȱ��κ�Ӧ���ֲ���
����Ԫ����ģ��4 500����Ԫ��5 456���ڵ㣬��ͼ1��ʾ��Ϊ��ʹͼ����������������ʾ�����١���������Ԫģ��ʱҪע���������е�ģ�ͳߴ硢���ֵ���ǰ���������ķ���һ�¡�
������Ϊ50 mm�����Ͻ�����ʱ�䲽Ϊ140 (��140 s)�����ǣ���ͬ��ȵİ���������õ�ʱ���Dz�ͬ�ġ�������ϼ����ʱ�䲽Ҳ���ݰ��ȵIJ�ͬ�������仯��ͼ2�����˰��ֱ�Ϊ40��60��80��100 mm�����Ͻ������Ľڵ���¶���ʱ��Ĺ�ϵ���ɼ������ĵ����ȴ�ٶ�����ȵ����Ӷ����ͣ���ȴʱ�����Ű������Ӷ����ӡ�ͨ������Ƚϣ������Ľڵ���¶ȵ�����ȴˮ���¶�(20 ��)�����Ͻ�������ȴˮ����Ƚ����ﵽƽ��ʱ��ʱ�䣬��Ϊ��ͬ������Ͻ���ʱ������ϼ����ʱ�䣬�ʺ������Ͻ�������������ù��̵ķ������㡣
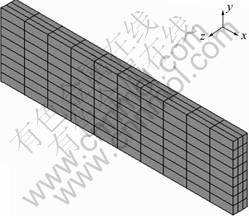
ͼ1 ��ֵ����ģ�ͺ�����ϵͳ
Fig.1 Finite element model and coordinate system
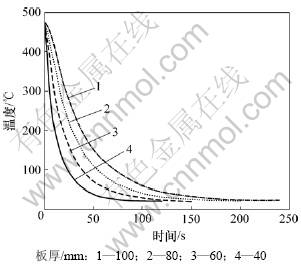
ͼ2 ��ͬ��Ȱ����ĵ���¶ȱ仯����
Fig.2 Center temperature curve in different thicknesses
2.5 �����������̻�
�����������̻�������*ABBR����ѽ������Ͻ����������ֵ����ģ�͵ĸ��������(���ļ�)��֯��������ÿһ���ļ������һ��д�İ�ť���Ӷ��ı�ANSYS����Ĺ���������������������Ӧ��ť�ͿɶԲ������롢��ģ����⡢�����Ƚ���ʵʱ���ơ�����ANSYS�İ�װ·�������ı��༭��(����±�)��start100.ans�ļ��������һ�������´��룺
/psearch,d:\mywork\ex1 !���ļ���ŵ�·��
*ABBR,Config,Tconfig���������幤����������
����Ӧ����д��ť
*ABBR,Model,Tmodel����������������ߴ�
*ABBR,Meshdivi,Tmeshdivi���������ֶ���
*ABBR,Twater,TTwater�������趨������ˮ��
�¶�
*ABBR,Material,TMaterial ���趨���ϲ���
*ABBR,Hxishu,THxishu !������滻��ϵ��
*ABBR,Prep,Tprep����������������Ԫģ��
*ABBR,Tsolve,TTsolve����������¶ȳ�������
*ABBR,Tcenter,TTcenter�����������ĵ��¶���ʱ
��仯����
*ABBR,Ssolve,Sssolve �����Ӧ����������
*ABBR,Scenter,Sscenter �������������Ϻ�ȷ�
����ڵ�Ӧ����ʱ��仯����
�ý���ʽ��ʽ����ANSYS������滷��������(ANSYS Toolbar)�����˸ı䡣�������У�ǰ4����ť��ANSYS�����Դ��ģ����µİ�ť��ͨ��ǰ���������Զ��塣ͨ�������Զ������ذ�ť���Էֱ������Ӧ���ļ���ʵ�����Ͻ����������ֵ���������̻������Զ��йز��������롢���֡������Ƚ���ʵʱ���ơ��絥��MODEL��ť���ͻ����д���������ߴ�ĺ��ļ�Tmodel��
3 �������
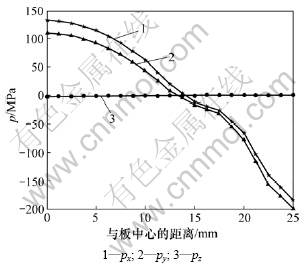
�����������Ͻ����д��ڵ�Ӧ����Ϊ����Ӧ����������س��ȡ����Ⱥͺ�ȷ���IJ���Ӧ���ֲ��ֱ���ͼ3~5��ʾ(���У�Ӧ��Ϊ����ʾ��Ӧ����Ϊ����ʾѹӦ��)����ͼ3~5��֪��
(1) �ڳ�����2�������ڰ������Ӧ���������ֲ��䣬�Ҷ�Ϊ��Ӧ�������ٽ���ȴ����(0.05~0.08 m)�����Ͻ�������״̬����������仯����ѹ��
(2) ��ȷ�������������棬������������״̬������ѹ״̬���ɣ�û���ȶ��������Ρ�
(3) �س������������ϸ��ڵ������Ӧ��px��py��pz�У�px��py�����Ƶı仯���ɣ���pyС��px��pzԶС��px��py���ɴˣ����Ͻ���IJ���Ӧ�����ɽ���Ϊ��άӦ��״̬��
(4) ��������Ͻ��壬�����Ӧ���ڱ���ΪѹӦ�����ڲ�Ϊ��Ӧ�������������λ�ô�Լ������������13.5 mm����
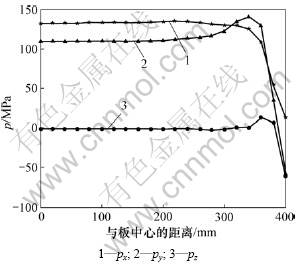
ͼ3 �س��ȷ������Ӧ���ֲ�����
Fig.3 Residual stresses distribution along longitude
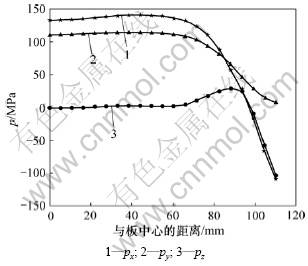
ͼ4 �ؿ��ȷ������Ӧ���ֲ�����
Fig.4 Residual stresses distribution along width
ͼ5 �غ�ȷ������Ӧ���ֲ�����
Fig.5 Residual stresses distribution along thickness
���Ȳ�ͬ�������Ӧ�����ֲ�������ͼ6�����˴�����ʱ����ȷֱ�Ϊ30��40��50��60��80��100��120 mmʱ���Ͻ��IJ���Ӧ��(px)�ı仯�������ͼ6�ɼ������Ͻ������ڴ������IJ���Ӧ�������Ͻ���ȵ����Ӷ�������������ӵ�80 mm�Ժ�ȵ����ӶԲ���Ӧ����Ӱ��Ͳ������ԡ�
�ڴ������У������Ͻ������룬�����Ͻ����ȷ�������������������x��Ӧ��ʱ���ϵ��ͼ7��ʾ����ͼ7�ɼ������Ͻ����ڴ������У����ⲿ���������˴�����״̬����ѹ״̬��ת�䣬�IJ����������˴���ѹ״̬������״̬��ת�䣬ת����Ӧ��ʱ��ԼΪ8 s��������Ϊ�ڴ��Ŀ�ʼ�Σ��ⲿ��������ȴ�����ٶȴ����IJ������ٶȣ����ܵ��IJ����������ƶ�������״̬����Ӧ�أ��IJ������ܵ��沿���������ƶ�����ѹ״̬�����Ŵ������룬�IJ���������ȴ�ٶ������沿��������ȴ�ٶȣ�ʹ���IJ�����������״̬Ҳ����ѹ���������仯���ⲿ��������״̬������������ѹ�仯�����ճ���������ѹ��Ӧ���ֲ���
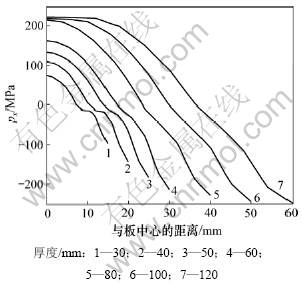
ͼ6 ��ͬ����Ӧ�IJ���Ӧ��
Fig.6 Residual stresses of plates at different thicknesses
�ڴ������У����Ͻ�������ȴˮ��ı��滻��ϵ���ܶ����ص�Ӱ�졣ͼ8�����˱��滻��ϵ���ֱ�Ϊ5��7��9��13 kW/(m2����)ʱ������Ӧ��p�ı仯����ͼ8�ɼ������Ͻ����в���Ӧ����������б��滻��ϵ������������ӣ����ô���洫�ȵ���ȴ����������������Ͻ������ȴ�ٶȣ���ʹ���Ͻ���IJ���Ӧ������
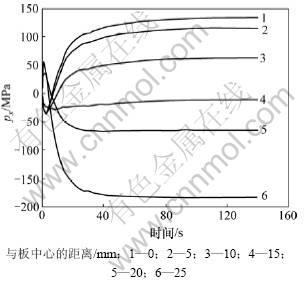
ͼ7 ��ȷ����ϲ�ͬ���Ӧ��(px)�仯����
Fig.7 Stress-time curve at different locations along thickness
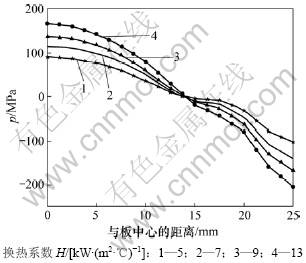
ͼ8 ��ͬ���滻��ϵ����Ӧ�IJ���Ӧ���仯����
Fig.8 Residual stress in different surface heat transfer coefficients
4 ����
(1) ����ANSYS�IJ�����������Ժ��û�����������ԣ����������Ͻ�������̵�������Ϸ���ģ�ͣ�ʵ����ģ�ͽ����IJ������ͷ������̵��� �̻���
(2) ���ʱ�����Ͻ��徭����һ���ϸ��ӵ�Ӧ���仯���̣����沿���������˴�����״̬����ѹ״̬��ת�䣬�IJ����������˴���ѹ״̬������״̬��ת�䡣�������Ͻ������ΪѹӦ�����ڲ�Ϊ��Ӧ�������������Ϸֲ��IJ���Ӧ�����ٽ����洦�仯��ΧΪ50~80 mm�����ں��Ϊ50 mm�����Ͻ��壬�����������Լ������������13.5 mm��λ�á�
(3) ���Ͻ���IJ���Ӧ�����Ű������Ӷ�����������ӵ�һ��ֵ��(��80 mm)����ȵ����ӶԲ���Ӧ����Ӱ�첻���ԡ����Ͻ���IJ���Ӧ������滻��ϵ�������Ӷ����ӣ�����ͨ���Ľ�������ܻ�ý�С����Ӧ����
(4) ��������ϼ�������У�ȷ�����ʵ�ʱ�䲽�ǹؼ������Ͻ���ĺ�Ȳ�ͬ����������Ҫ��ʱ�����ֵ������ʱ�䲽Ҳ��ͬ�������Ͻ������Ľڵ���¶�����ȴˮ���¶���һ��ʱ(�����Ͻ������ȴˮ����Ƚ����ﵽƽ��ʱ)��ʱ����Ϊ������ϼ���ʱ�䣬���������Ͻ������̷�����
�ο����ף�
[1] ��ף��. ���Ͻ�������ܡ�Ӧ�ü��г�[J]. ��ɫ�����ӹ�, 2007, 36(1): 5-22.
WANG Zhu-tang. Process, property, application and market of aluminium alloys plate[J]. Nonferrous Metals Processing, 2007, 36(1): 5-22.
[2] ����. ���Ͻ����г�������������չ[J]. ϡ�н���, 2006, 30(6): 185-191.
ZHONG Li. Developments of markets and production technology for aluminum alloys plates[J]. Chinese Journal of Rare Metals, 2007, 30(6): 185-191.
[3] �ָ���, ֣С��, ���, ��. ���Ͻ������Ӧ�����о���չ[J]. ���ϵ���, 2008, 22(6): 70-74.
LIN Gao-yong, ZHENG Xiao-yan, FENG Di, et al. Research development of quenching-induced residual stress of aluminum thick plates[J]. Materials Review, 2008, 22(6): 70-74.
[4] ���, ��ӳ��. ����Ӧ���Ժ�������ṹ���ӹ����ε�Ӱ�����[J]. ��е����ѧ��, 2005, 41(2): 117-122.
SUN Jie, KE Ying-lin. Study on machining distortion of unitization airframe due to residual stress[J]. Chinese Journal of Mechanical Engineering, 2005, 41(2): 117-122.
[5] Heinz A, Haszler A, Keidel C, et a1. Recent development in aluminum alloys for aerospace applications[J]. Materials Science Engineering A, 2000, 280(1): 102-107.
[6] Dixit M, Mishra R S, Sankaran K K. Structure-property correlations in Al 7050 and Al 7055 high-strength aluminum alloys[J]. Materials Science Engineering A, 2008, 478(1): 163-172.
[7] ���滳, ֣͢˳, ������, ��. ���Ͻ�ģ�ͼ��ȴ������̵�������Ϸ���[J]. �ȼӹ�����, 2002(3): 17-19.
DONG Xiang-huai, ZHENG Ting-shun, YANG Wen-min, et al. Coupled thermal-mechanical analysis of the heat-treatment process of an aluminum alloy forging[J]. Hot Working Technology, 2002(3): 17-19.
[8] Dolan G P, Robinson J S. Residual stress reduction in 7175-T73, 6061-T6 and 2017A-T4 aluminium alloys using quench factor analysis[J]. Journal of Materials Processing Technology, 2004, 153: 346-351.
[9] Tanner D A, Robinson J S. Effect of precipitation during quenching on the mechanical properties of the aluminum alloy 7010 in the W-temper[J]. Journal of Materials Processing Technology, 2004, 153: 998-1004.
[10] ��ΰ, ������, �Ż�, ��. 7075���Ͻ��������Ӧ���������յ��о�[J]. ���ӹ�, 2002, 25(2): 12-14.
ZHU Wei, PENG Da-shu, ZHANG Fei, et al. Study on process of elimination residual stress in quenching 7075 aluminum alloy plates[J]. Aluminum Fabrication, 2002, 25(2): 12-14.
[11] Muammer K, John C, Taylan A. Prediction of residual stresses in quenched aluminum blocks and their reduction through cold working processes[J]. Journal of Materials Processing Technology, 2006, 174: 342-354.
[12] Robinson J S, Cudd R L, Tanner D A, et a1. Quench sensitivity and tensile property inhomogeneity in 7010 forgings[J]. Journal of Materials Processing Technology, 2001, 119: 261-267.
[13] ��ף��, �����. ���Ͻӹ��ֲ�[M]. ��ɳ: ���Ϲ�ҵ��ѧ������, 2000: 322-324.
WANG Zhu-tang, TIAN Rong-zhang. Aluminum alloy and hand book of machining[M]. Changsha: Press of Central South University of Technology, 2000: 322-324.
[14] ����ǿ. �������Ͻ����Ӧ���������ε���ֵģ��[D]. ����: �㽭��ҵ��ѧ���繤��ѧԺ, 2004: 13-14.
DONG Rui-qiang. Numerical simulation of distortions resulted from residual stresses in aircraft aluminum parts[D]. Hangzhou: Zhejiang University of Technology. College of Mechanical and Electrical Engineering, 2004: 13-14.
[15] ������, ������, ������. ���Ͻ�ͼ�������ֵģ��[J]. ��̶��ѧ��Ȼ��ѧѧ��, 2005, 27(2): 142-145.
YANG Li-bin, ZENG You-yun, PENG Da-shu. Numerical simulation of the quenching of aluminum alloy forged parts[J]. Natural Science Journal of Xiangtan University, 2005, 27(2): 142-145.
[16] ��ǰ��, ̷����, �ž�, ��. ANSYS������Ӧ��ʵ����������ο���[M]. ����: ���ӹ�ҵ������, 2006: 424-433.
KAN Qian-hua, TAN Chang-jian, ZHANG Juan, et al. Advanced engineering application example analysis and second development of ANSYS[M]. Beijing: Electronics Industry Press, 2006: 424-433.
(�༭ �²ӻ�)
�ո����ڣ�2010-04-15�������ڣ�2010-06-28
������Ŀ�������ص�����о���չ�ƻ�(��973���ƻ�)��Ŀ(2005CB623708��2010CB731703)
ͨ�����ߣ�Ԭ���(1969-)��Ů������˫���ˣ���ʿ�������ڣ����»�е��ơ������������о����绰��13617315689��E-mail: ywjiao@mail.csu.edu.cn
