

Microstructure and mechanical properties of Mg-Zn-Y-Zr alloy prepared by solid state recycling
ZHAO Zu-de1, CHEN Qiang1, YANG Lin2, SHU Da-yu1, ZHAO Zhi-xiang1
1. Southwest Technique and Engineering Institute, Chongqing 400039, China;
2. Chongqing Institute of Coal Science Research Institute, Chongqing 400039, China
Received 28 January 2010; accepted 4 May 2010
Abstract:
Machined chips of Mg-Zn-Y-Zr alloy were consolidated by cold pressing and then hot extrusion under various processing temperatures and extrusion ratios. The results show that the microstructure of the chip-extruded alloy is marked by a large number of recrystallized grains and some unrecrystallized grains, which results in high strength but low ductility at temperatures below 320 ��C. With increasing processing temperature up to 360 ��C, entirely recrystallized and equiaxed grains are obtained. Mg-Zn-Y-Zr alloy with low strength but high ductility is obtained compared with the alloy processed at low temperature. At 420 ��C, coarse and equiaxed grains are formed, which results in the drastic decrease of mechanical properties. With increasing extrusion ratio from 8 to 16, the grain refinement is more obvious and the mechanical properties at room temperature are improved effectively. However, the yield strength and ultimate tensile strength are improved a little with further increasing extrusion ratio.
Key words:
Mg-Zn-Y-Zr alloy; extrusion ratio; solid state recycling; processing temperature;
1 Introduction
Magnesium alloys have been widely used in electronic, automotive and aerospace industries, due to their high specific strength and stiffness, superior damping capacity, high thermal conductivity, high dimension stability, good electromagnetic shielding characteristics and excellent machinability[1-4]. However, a large quantity of magnesium machined chips will be produced with an increase in the application of magnesium alloys[5]. To promote the contribution of magnesium alloys to reduce the environmental load, it is necessary to develop useful recycling processes. Recently, a solid recycling process was proposed as a new method of recycling magnesium alloys to overcome disadvantages of conventional recycling processes[6]. In the solid recycling process, chips and scraps are recycled by consolidation using plastic deformation processes such as cold or hot pressing followed by hot extrusion[6].
Only limited work has been reported on the microstructure and mechanical properties of magnesium alloys prepared by solid state recycling. WEN et al[7] studied the effect of extrusion ratio on microstructure and mechanical properties of Mg-Nd-Zn-Zr alloy prepared by the solid recycling process. NAKANISHI et al[8] studied the solid state recycling for ZK60 magnesium and discussed the effect of recycling process on tensile properties and microstructure of the recycled materials. HU et al[9] determined the effect of chip size on mechanical property and microstructure of AZ91D magnesium alloy prepared by solid state recycling. FOGAGNOLO et al[10] reported the recycling of aluminium alloy and aluminium matrix composite chips by pressing and hot extrusion. They suggested that due to the refinement of the microstructure and the dispersion of the aluminium oxide caused by the extrusion process, the ultimate tensile strength (UTS) and the hardness were higher for the recycled material than the former composite.
In previous studies[7-10], no evaluations of the effect of processing temperature on microstructure evolution and mechanical properties of recycled magnesium alloys were carried out. Furthermore, microstructure and mechanical properties of Mg-Zn-Y-Zr alloys prepared by the solid recycling process were not studied. Here, cold pressing was used to produce the cold-compacted samples. Hot extrusion was carried out at different processing temperatures. Furthermore, the effects of extrusion ratio on microstructure and mechanical properties were also studied.
2 Experimental
The composition of the alloy used in the present study was Mg-5.75%Zn-0.73%Y-0.36%Zr (mass fraction). Chips with the average dimensions of 5 mm��2.5 mm��1.5 mm were prepared by machining an as-received cast ingot in a lathe. Machined chips were filled into a cylindrical container with a diameter of 80 mm and a length of 120 mm. Chips were pressed into some low-density samples using a pressure of 600 MPa at room temperature. Before extrusion, the die was preheated to 300 ��C and the samples were heated up to the deformation temperature and held for 20 min. To avoid the oxidization of the old-compacted samples during preheating, Ar was used as a protective atmosphere. During extrusion, some samples were extruded with the extrusion ratio of 16 at temperatures of 280, 320, 360 and 420 ��C, respectively. Moreover, other samples were extruded into bars at 320 ��C with extrusion ratios of 8, 16 and 32, respectively. For each extrusion, the semi-angle of conical die was 45�� and the extrusion rate was 0.2 mm/s. Before extrusion, samples and the die were coated with a lubricant of molybdenum disulphide. After extrusion, all extruded samples were cooled in air to room temperature.
Microstructures on the longitudinal cross-section of the chip-extruded samples were observed by optical microscope (OM). For OM, samples were ground with SiC paper, polished and etched in a solution of 4% (volume fraction) nitric acid in ethanol. Grain sizes were measured using a mean linear intercept method. Tensile samples with a dog-bone shape were cut from the chip-extruded samples with the tensile axes oriented parallel to the extrusion direction. The gauge dimensions of the tensile samples were 1.5 mm��3.0 mm��15 mm. Tensile experiments were performed on an Instron 5569 testing machine at a constant crosshead speed of 1 mm/min at room temperature. Each tensile value was the average of at least three measurements.
3 Results
3.1 Microstructures of as-received and extruded materials
Fig.1 shows an optical micrograph of the as-received alloy. It can be seen from Fig.1 that the as-received alloy is composed of primary ��(Mg) matrix and eutectic �� phase. The �� phase discontinuously distributes at grain boundaries as well as in the interior of
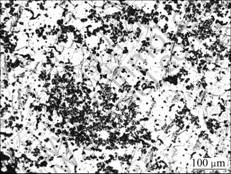
Fig.1 Optical micrograph of as-received Mg-Zn-Y-Zr alloy
grains. The mean grain size of the as-received alloy is about 85 ��m.
Fig.2 shows the typical optical micrographs of the chip-extruded alloy processed at different temperatures. The extrusion ratio was 16. It can be seen from the chip-extruded alloy processed at 280 ��C (Fig.2(a)) that a large number of new and fine grains appeared in the microstructure, which was the consequence of dynamic recrystallization during hot extrusion. However, some non-recrystallised regions of old grains are remained and the mean grain size is about 40 ��m. At 280 ��C, the average of grain size is 21 ��m. With increasing processing temperature (Fig.2(b)), more equiaxed and recrystallised grains exhibit. Close examination of the microstructure processed at 320 ��C reveals that some unrecrystallised grains were elongated along the extrusion direction (Fig.3). At 320 ��C, the average grain size is 24 ��m. When the processing temperature increased to 360 ��C, the microstructure exhibited the following characteristics (Fig.2(c)): 1) the shape of grains became more equiaxed-like; 2) the whole matrix of sample was taken up by new grains, which indicated that dynamic recrystallisation had been completed. At 360 ��C, the average grain size is 28 ��m. Comparison of Figs.2(a)-(d) shows that grain coarsening had occurred at the processing temperature of 420 ��C. The microstructure is composed of equiaxed grains with a mean linear intercept grain size of 48 ��m. Fig.4 shows the optical micrographs of chip-extruded alloy processed with different extrusion ratios. As shown in Fig.4(a), the grain structure is inhomogeneous because there are some coarse and unrecrystallised grains surrounded by fine and recrystallised grains. This is the typical bimodal microstructure. When the extrusion ratio reaches 16, coarse grains are significantly refined. The microstructure is mainly composed of fine and recrystallised grains although there are still some elongated and unrecrystallised grains (Fig.4(b)). Further increasing extrusion ratio results in complete recrystallisation (Fig.4(c)). Comparison of Figs.4(a)-(c) shows that the mean grain size tends to decrease an
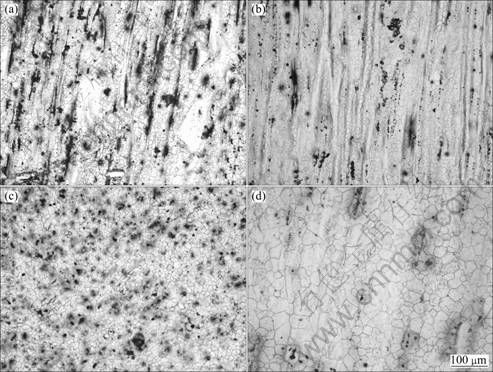
Fig.2 Optical micrographs of chip-extruded alloy processed at different temperatures: (a) 280 ��C; (b) 320 ��C; (c) 360 ��C; (d) 420 ��C
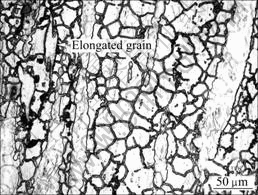
Fig.3 Optical micrograph of chip-extruded alloys processed at 320 ��C with extrusion ratio of 16
grain size is more homogeneous and equiaxed as extrusion ratio increases from 8 to 32.
3.2 Mechanical properties
Fig.5 shows the mechanical properties of the chip-extruded alloy as a function of processing temperature. For the chip-extruded alloy, there was strong dependence of mechanical properties on the processing temperature. At the processing temperature of 360 ��C, the elongation to fracture increased from 18.6% of the alloy processed at 280 ��C to 24.8%. However, there was an more obvious decrease in the yield strength (YS) and the ultimate tensile strength (UTS) for the sample processed at 320 ��C than the sample processed at 280 ��C. With further increasing the processing temperature, the elongation to fracture increases from 24.8% to 27.6%, while the yield strength and ultimate tensile strength decreases continuously. It is interesting to note that the yield strength, the ultimate tensile strength and the elongation to fracture of the chip-extruded alloy decreases drastically with further increasing processing temperature. The best combination of both high yield strength and ultimate tensile strength took place at 280 ��C. However, the best elongation to fracture was obtained at 360 ��C. Fig.6 shows the mechanical properties of the chip-extruded alloy as a function of extrusion ratio. The results indicate that the elongation to fracture, yield strength and ultimate tensile strength were influenced by extrusion ratio, which could be divided into two stages. In the first stage, the mechanical properties increased remarkably with increasing extrusion ratio. For example, when the extrusion ratio increased from 8 to 16, the elongation to fracture, yield strength and ultimate tensile strength increased from 16.7%, 162.7 MPa and 272.2 MPa to 24.8%, 196.5 MPa and 315.1 MPa, respectively. However, with further increasing extrusion ratio to 32, the elongation to fracture, yield strength and ultimate tensile strength increased to 29.17%, 207.6 MPa and 327.6 MPa, respectively. The alloy extruded at the low extrusion ratio of 16 presents more efficient improvement of mechanical properties than that at the high extrusion ratio of 32.
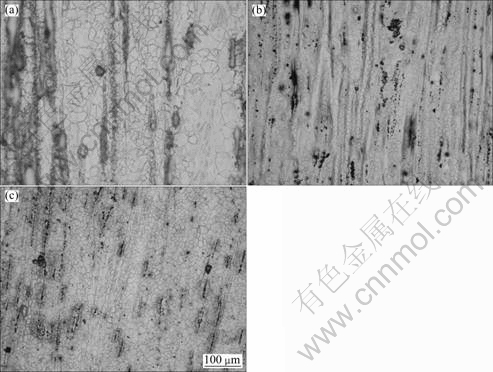
Fig.4 Optical micrographs of chip-extruded alloys processed with different extrusion ratios: (a) 8; (b) 16; (c) 32
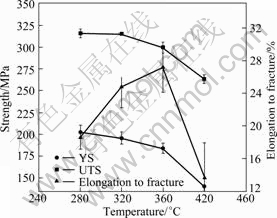
Fig.5 Mechanical properties of chip-extruded alloy as function of processing temperature

Fig.6 Mechanical properties of chip-extruded alloy as function of extrusion ratio
3.3 Analysis of SEM fractograph
Fig.7 shows the SEM fractographs of the chip-extruded alloy processed at different temperatures. It can be seen from Fig.7 that the fracture surface is mainly composed of tearing edges, dimples and cracked particles. Cracked particles are Mg-Zn-Y compounds. Because of the fragile characteristic of Mg-Zn-Y compounds, the particles broke during the tensile test and became a cracking source. Comparison of Figs.7(a) and (c) shows that more tearing edges and uniformly distributed dimples could be observed with increasing processing temperature from 280 ��C to 360 ��C. The most striking difference between Figs.7(c) and (d) is that the number of dimples decreased with increasing processing temperature. Figs.8 (a)-(c) show the SEM fractographs of the chip-extruded alloy processed at different extrusion ratios. It can be seen from Fig.8 (a) that dimples and cleavage planes can be observed, which indicates that the chip-extruded alloy had a mixed fracture mechanism. However, a large number of tearing ridges and dimples are observed in Figs.8 (b)-(c), which indicates that the material had undergone a significant plastic deformation before fracture.
4 Discussion
The increase of the processing temperature provides an effect similar to annealing observed in previous studies, which obviously decreases the dislocation density and internal stress, and then decreases the strength but increases the ductility[11-14]. Increasing
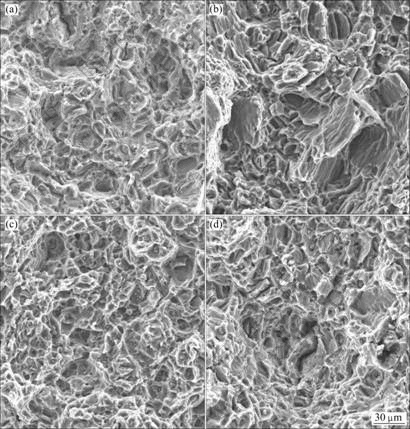
Fig.7 SEM fractographs of chip-extruded alloy processed at different processing temperatures: (a) 280 ��C; (b) 320 ��C; (c) 360 ��C; (d) 420 ��C
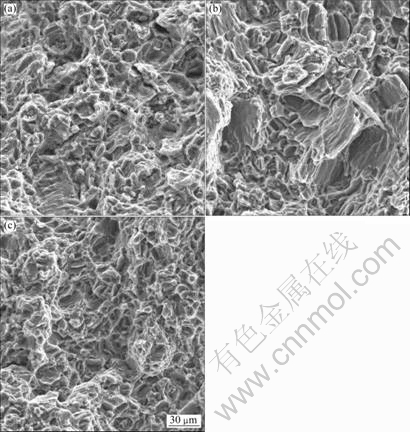
Fig.8 SEM fractographs of chip-extruded alloy processed with different extrusion ratios: (a) 8; (b) 16; (c) 32
temperature, resulting in the decrease of the strength but the increase of the ductility can be explained by examining the microstructure evolution of the chip- extruded alloy processed at different temperatures. At low processing temperatures (Figs.2(a)-(c)), microstructures are mainly composed of fine recrystallised grains. Moreover, some elongated and unrecrystallised grains along extrusion direction are also observed. These elongated and unrecrystallised grains have high dislocation density. Therefore, high strength but low ductility is expected. In contrast, with further increasing processing temperature, more equiaxed recrystallised grains appeared in microstructures. The increase of processing temperature results in grain growth, which in turn results in the decrease of the strengths due to the Hall-Petch equation. On the other hand, coordinated movement among grains is improved because elongated grains are replaced by equiaxed and recrystallised grains. Therefore, these entirely recrystallised and equiaxed grains can supply relatively low strength but high ductility. Note that processing at 420 ��C results in the drastic decrease of strength and ductility. The observation of increasing grain size with increasing temperature is reasonable due to the advent of significant grain coarsening, which hence results in poor mechanical properties in the chip-extruded alloy. The previous study[5] revealed that high processing temperatures facilitated the plastic flow of an extremely plastic matrix into pores and voids. Increasing processing temperature is favorable for chip consolidation and for enhancing the bonding of individual chips, and thus for obtaining high strength and good ductility. However, if the processing temperature is too high, the deterioration in mechanical properties is caused by excessive grain growth. The trade-off relationship between the processing temperature and mechanical properties should be considered for practical use of the recycled magnesium alloy.
It can be seen from Fig.4 that the higher extrusion ratio alloy gives a finer recrystallised grain size. Increasing the extrusion ratio increases misorientation of subgrain boundaries, leading to an increase in the amount of stored energy necessary for the recrystallisation process[15]. The greater the degree of deformation is, the higher the stored energy is and therefore the smaller the recrystallised grain size is. Furthermore, the higher the extrusion ratio is, the greater the overall grain boundary and sub-grain boundary areas are. This leads to greater potential for the development of recrystallisation nuclei, and therefore a finer recrystallised grain size[15]. A key question is why it is difficult for further refining grain size when the extrusion ratio increases from 16 to 32. This reason is likely to be attributed to the heating caused by extrusion. Because more heat is generated during extrusion to a high ratio than a low extrusion ratio, the tendency of grain coarsening is more obvious in the chip-extruded sample with a high extrusion ratio than that with a low extrusion ratio. This may counteract the effect of the increased extrusion ratio on the grain refinement. As shown in Fig.6, the mechanical properties of the chip-extruded alloy increase with increasing extrusion ratio. The good mechanical properties of the chip-extruded alloy can be attributed to grain refinement strengthening. Since grain boundaries are effective obstacles to dislocation motion, and small-grained materials will have a higher density of grain boundaries per unit volume, the tensile strength increases with decreasing grain size. The improved ductility is also obtained with increasing the extrusion ratio because more grains contribute to the macroscopic deformation and the stress concentration is accordingly reduced and spread over a wider area[16]. Another potential source of strengthening is Mg-Zn-Y phase, which is observed to exist as small particles and distribute unevenly (Fig.9). Mg-Zn-Y phase is favorable for hindering the movement of dislocation and therefore for improving strength of the chip-extruded sample. However, because the volume fraction of these small particles is likely less than 5% in the chip-extruded sample, strengthening by these particles is expected to be small.

Fig.9 SEM image of chip-extruded alloy processed at 360 ��C (Extrusion ratio is 16. Extrusion direction is labeled by arrow.)
5 Conclusions
1) When the processing temperature is below 320 ��C, the microstructure is characterized by mixture structures of recrystallised and elongated grains. The microstructure exhibits high strength but low ductility. With increasing processing temperature, dynamic recrystallisation entirely takes place and more equiaxed grains with 28 ��m in size are obtained. Therefore, relatively low strength but high ductility is obtained. However, with further increasing processing temperature to 420 ��C, grain coarsening results in the drastic decrease of mechanical properties.
2) Increasing extrusion ratio results in the grain refinement. The elongation to fracture, yield strength and ultimate tensile strength of the chip-extruded alloy increase obviously with increasing extrusion ratio from 8 to 16, then the mechanical properties are little influenced by further increasing extrusion ratio.
References
[1] ZHENG M Y, WU K, LIANG M, KAMADO S, KOJIMA Y. The effect of thermal exposure on the interface and mechanical properties of Al18B4O33w/AZ91 magnesium matrix composite [J]. Mater Sci Eng A, 2004, 372: 66-74.
[2] TZIMAS E, ZAVALIANGOS A. Evolution of near-equiaxed microstructure in the semisolid state [J]. Mater Sci Eng A, 2000, 289 (1-2): 228-240.
[3] KLEINER S, BEFFORT O, UGGOWITZER P J. Microstructure evolution during reheating of an extruded Mg-Al-Zn alloy into the semisolid state [J]. Scripta Mater, 2004, 51(5): 405-407.
[4] LI Y D, CHEN T J, MA Y, YAN F Y, HAO Y. Effect of rare earth 0.5% addition on semi-solid microstructural evolution of AZ91D alloy [J]. The Chinese Journal of Nonferrous Metals, 2007, 17(2), 320-325. (in Chinese)
[5] GRONOSTAJSKI J Z, KACZMAR J W, MARCINIAK H, MATUSZAK A. Direct recycling of aluminum chips into extruded products [J]. J Mater Process Technol, 1997, 92-93: 35-41.
[6] PENG T, WANG Q D, LIU MP, ZHENG J, LIN J B. An optimization approach for hot compaction technology of Mg-10Gd-2Y-0.5Zr alloy during solid-state recycling [J]. Power Technol, 2009, 194: 142-148.
[7] WEN L H, JI Z S, LI X L. Effect of extrusion ratio on microstructure and mechanical properties of Mg-Nd-Zn-Zr alloys prepared by a solid recycling process [J]. J Mater Process Technol, 2009, 209: 5319-5324.
[8] NAKANISHI M, MABUCHI M, SAITO N. Tensile properties of the ZK60 magnesium alloy produced by hot extrusion of machined chip [J]. J Mater Sci Lett, 1998, 17: 2003-2005.
[9] HU M, JI Z, CHEN X, ZHANG Z. Effect of chip size on mechanical property and microstructure of AZ91D magnesium alloy prepared by solid state recycling [J]. Mater Character, 2008, 59: 1655-1660.
[10] FOGAGNOLO J B, RUIZ-NAVAS E M, SIM?N M A, MARTINEZ M A. Recycling of aluminium alloy and aluminium matrix composite chips by pressing and hot extrusion [J]. J Mater Process Technol 2003, 143-144: 792-795.
[11] SHIN D H, PAK J J, KIM Y K, PARK K T, KIM Y S. Effect of pressing temperature on microstructure and tensile behavior of low carbon steels processed by equal channel angular pressing [J]. Mater Sci Eng A, 2002, 323: 409-415.
[12] YAMASHITA A, YAMAGUCHI D, HORITA Z, LANGDON T G. Influence of pressing temperature on microstructural development in equal-channel angular pressing [J]. Mater Sci Eng A, 2000, 287: 100-106.
[13] HUANG C X, YANG G, GAO Y L, WU S D, ZHANG Z F. Influence of processing temperature on the microstructures and tensile properties of 304L stainless steel by ECAP [J]. Mater Sci Eng A, 2008, 485: 643-650.
[14] MYSHLYAEV M M, MCQUEEN H J, MWEMBELA A, KONOPLEVA E. Twinning, dynamic recovery and recrystallization in hot worked Mg-Al-Zn alloy [J]. Mater Sci Eng A, 2002, 227: 121-133.
[15] ATKINSON H V, BURKE K, VANEETVELD G. Recrystallisation in the semi-solid state in 7075 aluminium alloy [J]. Mater Sci Eng A, 2008, 490: 266-276.
[16] IWAHASHI Y, HORITA Z, NEMOTO M, LANGDON T G. An investigation of microstructural evolution during equal-channel angular pressing [J]. Acta Mater, 1997, 45(11): 4733-4741.
��̬���շ��Ʊ�Mg-Zn-Y-Zr�Ͻ������֯����ѧ����
�����1, �� ǿ1, �� ��2, �����1, ��־��1
1. ���ϼ��������о��������� 400039;
2. ú̿��ѧ�о���Ժ �����о�Ժ������ 400039
ժ Ҫ��������ѹ��ѹʵMg-Zn-Y-Zr�Ͻ���м���ڲ�ͬ�¶ȺͲ�ͬ��ѹ���½����ȼ�ѹ������������ڵ���320 ��Cʱ��ѹ������֯�ɴ����ٽᾧ����������δ�ٽᾧ������ɣ��Ͻ���нϸߵ�ǿ�Ⱥͽϵ͵����ԣ�����ѹ�¶����ߵ�360 ��Cʱ��������ȫ�ٽᾧ������֯�ɵ��ᾧ��ɣ��Ͻ���нϵ͵�ǿ�Ⱥͽϸߵ����ԣ�����ѹ�¶����ߵ�420 ��Cʱ������֯�ɴִ�ĵ��ᾧ��ɣ������˺Ͻ����ѧ�����½�������ѹ�ȴ�8���ӵ�16ʱ����������ϸ������ѧ����������ߣ�Ȼ�������ż�ѹ�ȵĽ�һ�����ӣ�����ǿ�Ⱥͼ�����ǿ�����߷��Ȳ���
�ؼ��ʣ�Mg-Zn-Y-Zr�Ͻ𣻼�ѹ�ȣ���̬���գ������¶�
(Edited by LI Xiang-qun)
Foundation item: Project (51005217) supported by the National Natural Science Foundation of China��Project (20100480677) supported by China Postdoctoral Science Foundation
Corresponding author: CHEN Qiang; Tel:+86-23-68792284; E-mail:2009chenqiang@163.com
DOI: 10.1016/S1003-6326(11)60708-5
