
Trans. Nonferrous Met. Soc. China 31(2021) 887-900
Structure, strength and superplasticity of ultrafine-grained 1570C aluminum alloy subjected to different thermomechanical processing routes based on severe plastic deformation
Oleg Sitdikov, Elena Avtokratova, Oksana Latypova, Michael Markushev
Institute for Metals Superplasticity Problems, Russian Academy of Science, 39 Khalturin str., Ufa 450001, Russia
Received 15 April 2020; accepted 12 December 2020
Abstract:
A comparative study of the structure and mechanical behavior of an Al-5Mg-0.18Mn-0.2Sc-0.08Zr- 0.01Fe-0.01Si (wt.%) alloy ingot subjected to multidirectional isothermal forging (MIF) to a strain of 12 or equal-channel angular pressing (ECAP) to a strain of 10 at 325 ��C, and subsequent warm and cold rolling (WR and CR) at 325 and 20 ��C, was performed. The results showed that the MIF process of ultrafine-grained structure with a (sub)grain size dUFG=2 ��m resulted in enhanced room-temperature ductility and superplastic elongation up to 2800%. Further grain refinement under WR as well as development of a heavily-deformed microstructure with high dislocation density by subsequent CR resulted in a yield/ultimate tensile strength increase from 235/360 MPa after MIF to 315/460 and 400/515 MPa after WR and CR, respectively. Simultaneously, WR led to improved superplastic elongation up to 4000%, while after CR the elongation remained sufficiently high (up to 1500%). Compared with MIF, ECAP resulted in more profound grain refinement (dUFG=1 ��m), which promoted higher strength and superplastic properties. However, this effect smoothed down upon WR, ensuring equal properties of the processed sheets. CR of the ECAPed alloy, in contrast, led to higher strengthening and slightly better superplastic behavior than those after CR following MIF.
Key words:
aluminum alloy; severe plastic deformation; rolling; grain refinement; mechanical properties;
1 Introduction
In the past decades, considerable efforts were paid to fabrication of ultrafine-grained (UFG) materials (grain size less than 1 ��m) [1,2]. It is well documented that the techniques based on severe plastic deformation (SPD) are quite attractive for this purpose [3-6]. One of the most popular technique is equal channel angular pressing (ECAP), meanwhile the most effective and cost- affordable technique for commercial applications is multidirectional isothermal forging (MIF) [1,7]. The latter can advantageously be applied with use of conventional presses and tooling to produce the UFG bulk billets, for instance, from Mg-, Zr- and Ti-based alloys and intermetallics [7-10]. Owing to the multidirectional straining, the processed materials frequently possessed homogeneous and equiaxed UFG structures with weak textures and randomly distributed excess phases and precipitates. Such structure peculiarities led to enhanced and even unique service and technological properties, involving a unique balance of strength and ductility, as well as the low-temperature and/or high strain rate superplasticity, which were critical for many industrial applications. However, concerning wrought aluminum alloys that are much in demand for rolled products [11], UFG sheet processing is also very important. In such a way, thermo- mechanical processing combining MIF and subsequent conventional rolling could be a much promising technical approach with a significant commercial potential. The role and significance of such a processing scheme for fabricating UFG sheets with enhanced mechanical properties are, however, quite poorly specified in literature. This clearly contrasts with ECAP, the combination of which with rolling quite often came under scrutiny in the laboratory studies or even pilot-scale productions [12,13].
The recent investigations of Al-Mg-Sc(-Zr) alloys, for instance [14,15], have displayed that they are advanced structural materials with an extremely attractive balance of mechanical properties. The main distinguishing peculiarity is their ability to form high densities of coherent nanoprecipitates of Al3(Sc,(Zr)) aluminides in the aluminum solid solution (matrix) with high resistance to coarsening. Specifically, the alloys possess high strength as well as enhanced corrosion resistance and excellent weldability, which make them effective materials for space, aviation and automotive industries. However, a serious drawback of alloys with a Mg content over 4 wt.% is their poor technological ductility, especially restricted formability at ambient temperatures [16,17], which is caused by strong localization of plastic flow and low crack resistance. Meanwhile, the studies of ECAP-processed UFG alloys have shown that the strain localization would be diminished with grain refinement, and, hence, the ductility of pressed semi-products could be increased before rolling [16,18]. Moreover, the Al-Mg-Sc(-Zr) alloys with a produced UFG structure were found not only to exhibit enhanced strength and ductility at ambient temperature [16], but also to demonstrate the excellent superplasticity after subsequent cold/warm rolling [19].
Thus, the aim of the present study is to evaluate the potential for enhancing the service properties and superplasticity of sheets from Al-5Mg-Mn-Sc-Zr alloy by means of UFG structure formation via complex treatment, involving different deformation techniques. Under such consideration, the behavior of the alloy with a UFG structure produced by MIF at T����0.65Tm will be compared with that of the alloy ECAPed at roughly the same temperature-strain conditions and subsequently subjected to cold rolling (CR) and warm rolling (WR) with near equal strains.
2 Experimental
Commercial aluminum alloy 1570C, having the chemical composition of Al-5Mg-0.18Mn- 0.2Sc-0.08Zr-0.01Fe-0.01Si (in wt.%) was chosen for experiments. The ingot produced by semi-direct chill casting was scalped and homogenized at 360 ��C for 6 h. The material in the homogenized condition had a microstructure of equiaxed grains about 25 ��m in diameter (Fig. 1(a)) and was characterized by predominantly high-angle misorientations of intercrystallite boundaries (Fig. 1(b)). Nanosized Al3(Sc,Zr) precipitates were rather uniformly distributed inside these grains (as arrowed in Fig. 1(c)) and displayed a coffee-bean TEM contrast, testifying their coherency to the aluminum matrix [20,21]. The number density and size of such precipitates were as high as 1��104 ��m-3 and 5-10 nm, respectively [22].
MIF to an effective strain (e) of about 12 was carried out at 325 ��C on samples with diameter of 80 mm and length of 150 mm cut from the homogenized ingot using a hydraulic press equipped with an isothermal die set. Each MIF cycle included several successive settings and drawings with the axis changing in accordance to the strain path illustrated in [1,7].
The implemented ECAP was described in Ref. [23]. Briefly, the same homogenized ingot was machined into plates of 150 mm �� 150 mm �� 30 mm and subjected to ECAP at a temperature of 325 ��C to the total effective strain of 10 by the route Bcz (rotation by 90�� around the normal axis to the plate plane between passes). An isothermal die with a rectangular section and channel inner and outer angles 90�� and 0��, respectively, was used. In Ref. [23] it was shown that such processed alloy had a homogeneous and thermally stable UFG structure and exhibited superior superplastic behavior with elongations from 3000% to 4100% in the temperature range of 400-475 ��C at strain rates of 10-2-10-1 s-1. In the present study the investigated temperature-strain rate interval was somewhat extended. Simultaneously, the structural and mechanical behavior of the ECAPed alloy was evaluated upon subsequent cold and warm rolling to compare with that after MIF. In particular, it was important to check out whether the excellent superplastic properties could be preserved after rolling the UFG alloy.
Plates for warm and cold rolling with dimensions of about 60 mm �� 25 mm �� 10 mm were machined from the MIF- and ECAP-processed billets. Warm rolling was carried out under the isothermal conditions at 325 ��C with a reduction of about 85%, while CR was performed at room temperature to a strain of about 80%. In all cases, the rolling direction (RD) coincided with the last drawing axis under MIF [1] or with the last direction of ECAP.
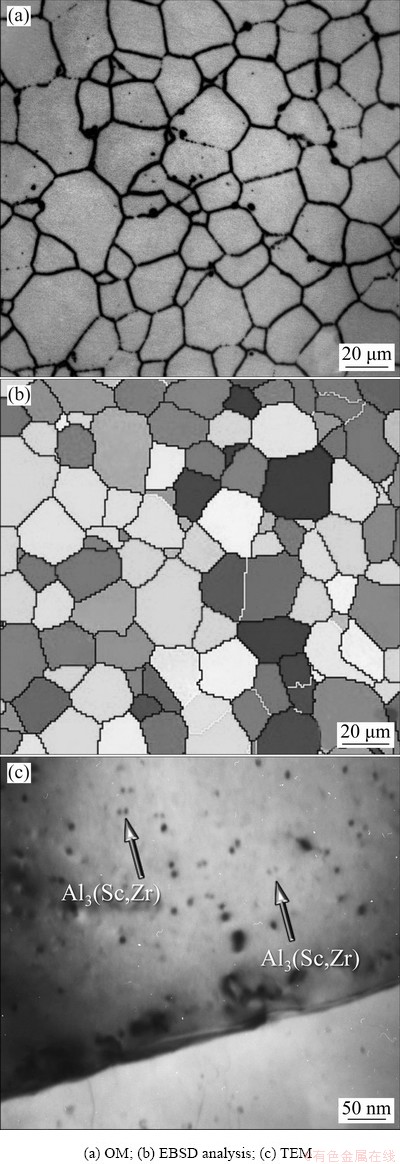
Fig. 1 Microstructures of homogenized 1570C alloy ingot
The evolved deformation structures were examined in the billet longitudinal plane (after MIF), plate normal plane (after ECAP) and sheet plane (after rolling) by conventional methods of optical metallography (OM), transmission and scanning electron microscopy (TEM and SEM, respectively). OM was performed with a Nikon L-150 optical microscope after polishing and etching of the samples in Keller��s reagent. The samples for SEM and TEM were electropolished at 20 V in 30 vol.% HNO3 and 70 vol.% CH3OH solution at -28 ��C with use of a polishing unit Tenupol-5. SEM, including electron backscatter diffraction (EBSD), was carried out with implementation of a microscope TESCAN MIRA 3 LMH with a field emission gun, which was equipped with the Oxford Instruments HKL Channel 5 system. TEM was performed with an electron microscope JEOL-2000EX. The sizes of (sub)grains and the angular parameters of the structure, including the average misorientation angle of intercrystallite boundaries (��ave) and fraction of high-angle boundaries (fHABs), were measured in the EBSD analysis after the standard noise-reduction procedure [24]. The scan areas were varied from 100 ��m �� 100 ��m to 200 ��m �� 200 ��m and the scanning step sizes were 0.1-0.2 ��m, depending on the dispersion and homogeneity of the analyzed structure. In the EBSD maps, the low-angle (2��ܦ�<15��) and high-angle (15��ܦ�) boundaries were highlighted with light-gray and dark lines, respectively. The intergranular boundaries with ��<2�� were not taken into consideration. The sizes of new (sub)grains were measured by the ��equivalent diameter�� technique [25] (upon conversion of the measurements of the area of crystallites into a ��circle equivalent diameter��), which was realized in the EBSD software [24].
Tensile samples with gauge length and width of 6 and 3 mm, respectively, were cut from the billets or sheets along the last drawing/pressing axis or RD. The tensile tests were carried out at ambient and elevated (350-520 ��C) temperatures, using a universal testing machine Instron 1185 operated at a constant crosshead speed. The Vickers hardness was evaluated at room temperature on a semi- automatic hardness measurement device Metrotest ITB-1-M.
3 Results and discussion
3.1 Structure of alloy processed by MIF
MIF resulted in substantial grain refinement, upon which the initial alloy structure (Fig. 1) was replaced by a relatively uniform bimodal structure with the average size and a volume fraction of (ultra)fine grains of 2.2 ��m and 0.75-0.80, respectively (see Figs. 2(a-d) and 3). Consequently, nearly 20% of the material volume was presented by almost equiaxed remnant fragments of original grains, which contained subgrains with the mean crystallite size of 1.9 ��m (Figs. 2 and 3). The average misorientation angle of intercrystallite boundaries and the fraction of high-angle boundaries in such structure were 31.4�� and 0.78, respectively. It should be noted (see Fig. 3) that the size of (ultra)fine grains developed after high MIF strain was commensurate to that of subgrains. Thus, it can be imagined that the microstructural evolution, resulting in grain refinement during MIF of the present alloy, occurred due to an increase in the misorientation of strain-induced low-angle boundaries, which progressively transformed to high-angle boundaries without a notable growth of new grains. Their development could be, therefore, conditioned by continuous dynamic recrystallization [26,27].
The fine-grain structure produced by MIF resulted in increased rollability of the alloy. Namely, the samples were successfully rolled without cracking at both 325 ��C and ambient temperature up to the total engineering strain of beyond 80%.
3.2 Microstructures after MIF and subsequent rolling
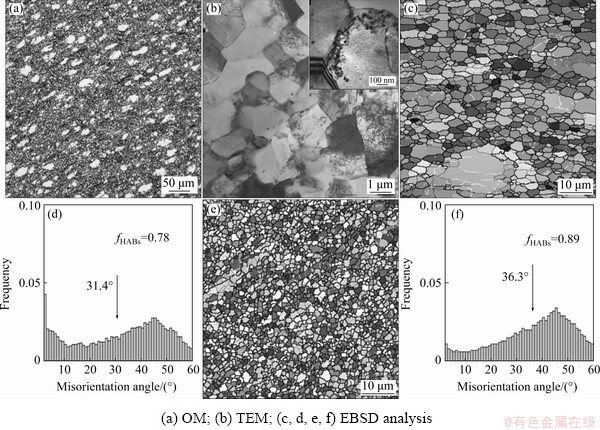
Fig. 2 Microstructures and related misorientation distributions of 1570C alloy processed by MIF (a-d) and ECAP (e, f)
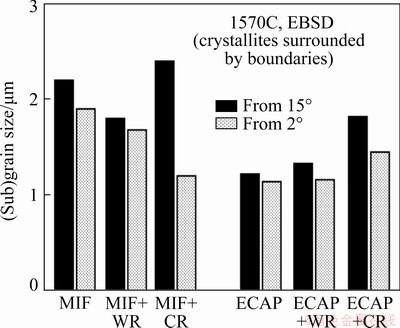
Fig. 3 Effect of thermomechanical processing, including MIF/ECAP and subsequent rolling, on (sub)grain size developed in 1570C alloy
After WR the coarse fragments, retained in the alloy structure after MIF (see Fig. 2(a)), were aligned toward the RD and noticeably decreased in size (Fig. 4(a)). Therewith their volume fraction reduced to about 0.10, testifying to continuation of grain refinement. The latter could occur due to progressive (continuous) transformation of remnant grains by grain subdivision or occurrence of geometric dynamic recrystallization or both. As shown in Ref. [19] coarse remnant grains are pancaked upon post-SPD rolling of Al alloy in accordance to the macroscopic billet reduction. Hence, the opposite boundaries of these grains can often touch each other at large strains, leading, thereby, to finer and more equiaxed grains. This grain refinement mechanism may be considered as a kind of geometric dynamic recrystallization [26]. Besides, judging by the TEM and SEM-EBSD data, the ultrafine (sub)grains in this structure also acquired an elongated shape and enhanced dislocation densities in their interiors (see Figs. 2(b, c) and 4(b, c)). This suggested that the deformation energy introduced by rolling was not completely relaxed in the fine-grained matrix and could be accumulated during processing. This causes an additional driving force for furthertransformation of grain structure via dynamic recrystallization [26]. In this way, it is also important to note that after rolling both the average misorientation angle and fraction of high-angle boundaries decreased to 26.8�� and 0.63, respectively (see Figs. 2(d) and 4(d)), while the average grain and subgrain size reduced to about 1.8 and 1.6 ��m (Fig. 3). This implies that new arrays of intercrystallite boundaries with low-to- high angle misorientations developed additionally in fine-grained regions under rolling. Thus, the obtained data indicated that WR provided both further transformation of non-recrystallized areas and some additional grain refinement in the fine-grained fraction formed during MIF.
��old rolling, in turn, also led to elongation of both remnant and ultrafine grains, followed by development of a work-hardened lamellar-type structure (Figs. 5(a-d)). The SEM-EBSD analysis indicated that the main structural changes occurring in such structure on the mesoscale level were caused by the formation of a large number of new low-angle dislocation boundaries, which noticeably shifted the misorientation spectrum toward smaller angles and led to a more than twofold decreased fraction of high-angle boundaries (Figs. 5(c, d)). Therewith, the average grain size was not virtually changed (and even increased in the rolling plane), while the size of subgrains decreased to 1.2 ��m (Fig. 3). The TEM analysis revealed that such deformation structure in the alloy was developed in an apparently heterogeneous manner and consisted of separate areas with (sub)grains up to 1.0-1.5 ��m in size, containing cells of 0.3-0.4 ��m in size.
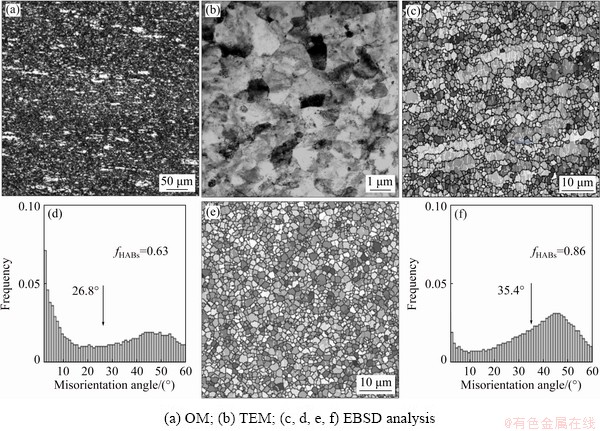
Fig. 4 Microstructure and related misorientation distributions developed in 1570C alloy after MIF (a-d) and ECAP (e, f) and subsequent WR
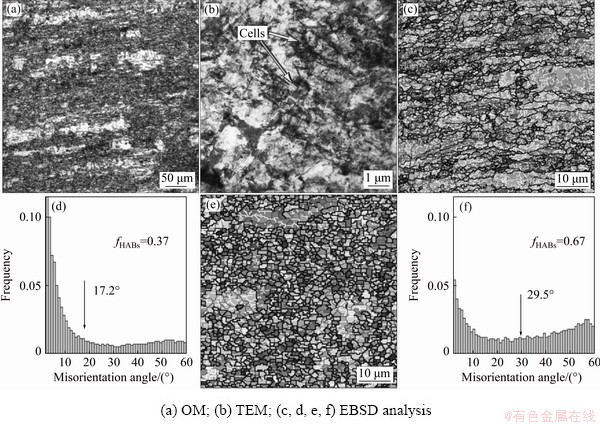
Fig. 5 Microstructure and related misorientation distributions developed in 1570C alloy after MIF (a-d) and ECAP (e, f) and subsequent CR
3.3 Room-temperature mechanical properties
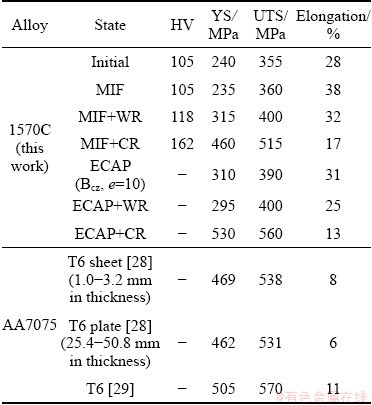
The room-temperature hardness and tensile strength characteristics of the alloy after SPD and subsequent rolling are represented in Table 1. Besides, the appropriate data for the original cast 1570C alloy, as well as T6-treated sheets, plates and bulk billets from high-strength age-hardenable 7075 aluminum alloy, which is commonly used in marine, automotive and aviation applications due to its high specific strength [28,29], are also shown in Table 1 for comparison.
Table 1 Mechanical properties of 1570C aluminum alloy after various processing routes (in comparison with AA7075 alloy [28,29])
It is interesting to find out that MIF did not cause the alloy strengthening, while its ductility increased to a great extent. Such behavior may be conditioned by several factors. First, the ductility
was predictably increased in the material with rather uniform structure and low grain size. Therewith, the equal alloy strength before and after MIF was probably due to the fact that the Hall�CPetch (structural) strengthening caused by grain refinement (Figs. 2(a-d)) was compensated by softening owing to the strain induced coarsening of Al3(Sc,Zr) precipitates at an elevated temperature, as it was discussed in Ref. [30]. Namely, as it was found during high-temperature MIF of the present alloy, although much finer coherent particles with a coffee-bean-like diffraction contrast (see Fig. 1(c)) still persisted mostly within the grains at all strains, somewhat much coarser precipitates were developed in the vicinities of grain boundaries at high strains (see the insert of Fig. 2(b)). The reasons for such Al3(Sc,Zr) phase coarsening may be the enhanced diffusivity of dissolved atoms of Zr and Sc along high-angle boundaries as well as the loss of their coherency with the alloy matrix, owing to the interaction with these boundaries [31]. Hence, part of precipitates grew up during MIF, contributing to the material softening due to loss in dispersion hardening [30].
The strength characteristics of the MIF-processed alloy increased remarkably after subsequent WR, meanwhile, the elongations to failure slightly decreased (Table 1). This may be associated with the additional grain refinement and increase in dislocation density (Figs. 4(a-d)). Much more significant strengthening was observed in the cold rolled sheets: the hardness, yield and ultimate tensile strength increased by 1.5, 2.0 and 1.4 times, respectively. The level of the obtained strength characteristics was extremely high for the non-age- hardenable aluminum alloys: YS=460 MPa and UTS=515 MPa. Note, such a strength level of the 1570�� alloy was commensurate even with the appropriate values reached in the cold-rolled plates and sheets of the high-strength age-hardenable 7075 aluminum alloy in the peak-aged condition (see Table 1). A significant increase in strength under the CR was caused by structural hardening owing to the formation of ultra-fine (sub)grains (Fig. 3), as well as by work hardening due to high-densities of dislocations and dislocation configurations accumulated in the course of rolling (see Figs. 5(a-d)). Although the alloy ductility simultaneously decreased; it is necessary to note that its level still remained quite high exceeding 15%. As a result, the cold-rolled alloy demonstrated an excellent combination of strength and ductility at room temperature, being unique for non-heat- hardenable aluminum alloys.
3.4 Superplastic characteristics
The high-temperature tensile tests showed that the alloy after MIF exhibited extraordinary superplastic properties in the temperature interval of 400-500 ��C and at strain rates of 10-3-10-1 s-1 with elongation-to-failure of more than 500% and a strain rate sensitivity coefficient (m) up to 0.6 (Figs. 6(a, b)). In general, the maximum m values monotonically shifted toward higher strain rates with the deformation temperature increasing. Therewith, approximately equal maximum elongations of about 2800% were reached at 450 ��C and a strain rate of 5.6��10-3 s-1 and at 500 ��C and a strain rate of 1.4��10-2 s-1.
Meanwhile, the alloy after warm rolling treatment showed even higher superplastic characteristics (Figs. 6(c, d)). Like in the MIF- processed samples, the deformation temperature increase led to the enhancement in the maximum values of m and elongations-to-failure. Therewith, the peak of elongations shifted towards high strain rates up to 450 ��C, while at high temperatures it postponed towards low strain rates. As a result, uniquely high elongations up to 3500% were reached under 5.6��10�C2 s�C1 at 450 �㧳, and about 4000% under 5.6��10�C3 s�C1 at 500 �㧳. In addition, it should be claimed that also low-temperature superplasticity with elongations up to 880% and m=0.35 was detected at 350 ��C under a high strain rate of 1.4��10�C2 s�C1.
However, the alloy superplastic behavior changed for worse, when CR was performed after MIF (Figs. 6(e, f)). In this case, at all the testing temperatures, the maximum values of the strain rate sensitivity coefficient reached only about 0.3-0.4 in a narrow region of strain rates from 1.4��10-3 to 1.4��10-2 s-1. Therewith, the maximum elongation to failure achieved at 1.4��10-2 s-1 and 400 ��C did not exceed 1500%. None the less, the superplastic characteristics remained sufficiently high at strain rates corresponding to high-strain rate super- plasticity and could be also successfully used in industry.
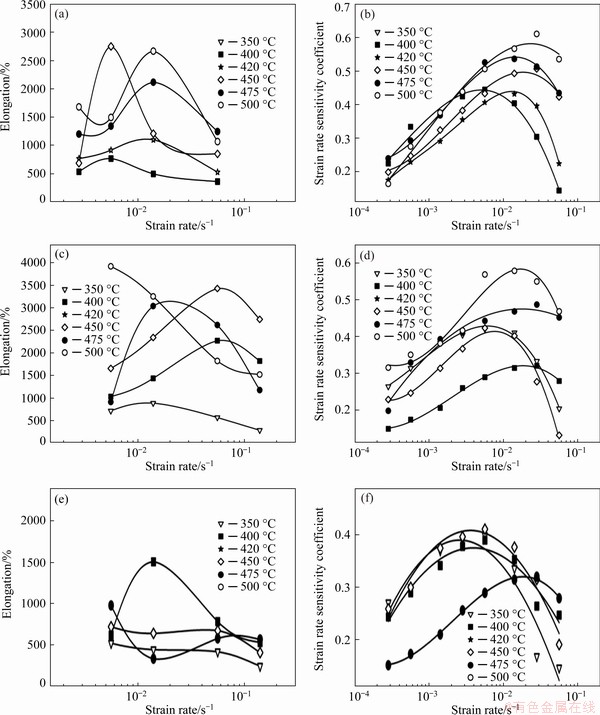
Fig. 6 Strain rate dependencies of elongation-to-failure (a, c, e) and strain rate sensitivity coefficient (b, d, f) of 1570C alloy, at various temperatures after MIF (a, b), MIF with subsequent WR (c, d) and MIF with subsequent CR (e, f)
3.5 Comparison of ECAP with MIF
It is necessary to note that the alloy subjected to ten ECAP passes possessed a highly uniform and equilibrium UFG structure with equiaxed grains of about 1 ��m in size with a volume fraction of 90%-95% (see Figs. 2(e) and 3). fHABs and ��ave in such structure were as high as 0.89 and 36.3o, respectively (Fig. 2(f)) [23]. Thus, the comparison of the data obtained after ECAP and MIF pointed out that even despite the slightly lower strains applied at the same processing temperature (325 ��C), the ECAPed structure was characterized by higher fractions of new grains and high-angle boundaries. Besides, the grain size after ECAP was almost half of the grain size developed during MIF. Obviously, these data may be ascribed to the different deformation schemes and stress-strain conditions, and mostly to the different strain rates realized during MIF and ECAP. Thus, according to Ref. [32], the strain rate during MIF was about 10�C2 s�C1, being approximately two orders of magnitude lower than that during ECAP. It is well known [32-34] that the size of grains formed at high-temperature SPD of aluminum alloys is determined by the unique dependence on the temperature-compensated strain rate (Zener- Hollomon parameter). Therewith, the higher the strain rate is, the finer the obtained grain size. Hence, a more refined grain structure should be expectedly processed by ECAP.
Regarding the effect of implemented deformation mode, it is believed that simple shear induced by ECAP can be more effective for grain refinement than pure shear, appeared, for instance, in uniaxial compression or rolling [4]. However, MIF is also known as a more intense grain refinement technique, compared to uniaxial straining, due to the sequential changes in the direction of applied compression [35,36]. Therefore, in the present work, although the difference in the angular parameters of the structure produced by ECAP and MIF has emerged, nonetheless it appeared to be not so prominent at high strains (Fig. 2).
Like the MIF-processed billets, the ECAPed samples were also successfully rolled at both temperatures up to the total strains exceeding 80%. The appropriate typical SEM-EBSD structures are displayed in Figs. 4(e, f) and 5(e, f) for comparison with those after MIF. It is seen that, in contrast to MIF, WR after pressing scarcely resulted in any continuation of the recrystallization process of the matrix (Fig. 4). Therewith, the main parameters of the processed structure, involving the shape and size of new (sub)grains, and its angular parameters remained virtually unchanged. This implies that plastic flow during WR took place mostly via grain boundary sliding in the initially recrystallized UFG structure, which may be attributed to the relatively high rolling temperature [16,26]. It is noteworthy that due to the finer grain size developed by ECAP, this process could occur more easily and result in the dissipation of larger deformation energy than that after MIF [26].
CR, in contrast, led to the pancaking of grains with their dimensions increasing in the rolling plane (Fig. 3) and with new dislocation substructures developed inside them (Fig. 5). Therewith, the grain boundary spectrum of the work-hardened alloy was also characterized by quite high misorientations of strain-induced boundaries and prevailing fraction of high-angle boundaries. Thus, as compared to the MIF, the larger fraction of high-angle boundaries obtained after ECAP (Figs. 2(e, f)) provided higher uniformity of the microstructure evolved in CR.
According to the Hall-Petch relationships [26], the ambient temperature strength of an alloy with a smaller (sub)grain size should normally be higher, as it was observed upon the testing of as-ECAPed and as-MIFed alloy (Table 1). It should be noted that the room-temperature mechanical properties of the alloy after ECAP were roughly the same as those after MIF and subsequent WR, while WR after ECAP did not provide any further alloy strengthening and even resulted in a lower ductility. Probably the strength limit, provided by a combination of structural (owing to grain refinement) and dispersion (mainly by aluminides of Sc and Zr) strengthening, was reached in the present alloy after SPD at a temperature of 325 ��C. In contrast, the CR led to more significant work-hardening of the ECAPed alloy, even compared to that achieved after MIF. In that case, the ultrahigh values of yield and ultimate tensile strength of 530 and 560 MPa, respectively, accompanied with elongation of 12%, demonstrated by the non-age-hardenable Al alloy, subjected to ECAP and subsequent CR may also correspond to some virtual limits, showing the potential of improvement of its service properties under commercial manufacture.
The similar conclusions could also be made from comparison of the alloy superplastic behavior after SPD and subsequent WR (Figs. 6(c, d) and 7(c, d)). One may reasonably suggest that producing a more homogeneous and equilibrium grain structure with a majority of high-angle boundaries is essential to promote higher superplastic elongations. This can be caused by the higher uniformity and stability of the grain structure under straining, owing to the less intense abnormal and/or normal grain growth [23,26]. In addition, the main mechanism of structural superplasticity-grain boundary sliding is known to run preferably along high-angle grain boundaries and hence, superplastic deformation can occur more readily in an alloy with a larger fraction of high-angle boundaries and a smaller grain size, as mentioned above. Therefore, ECAP resulting in a more prominent reduction of the grain size and development of a higher fraction of high-angle boundaries in the present alloy (Fig. 2) was more beneficial than MIF for superplastic properties (Figs. 6(a, b) and 7(a, b)) and even resulted in a world record of superplastic elongations for structural superplasticity of wrought aluminum alloys (4100%), as it was well documented in Ref. [23]. Meanwhile, the difference in superplastic elongations became insignificant after subsequent WR, while the superplastic properties in the MIFed alloy rose additionally to the level corresponding to that after ECAP. Hence, roughly the same ultrahigh elongations and high strain rate sensitivity coefficients were achieved in both sheets processed by MIF and ECAP (Figs. 6(c, d) and 7(c, d)).
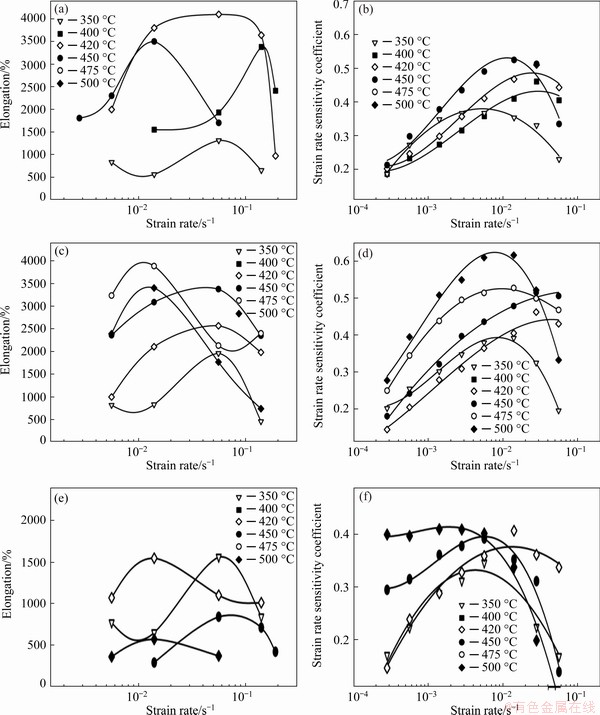
Fig. 7 Strain rate dependences of elongation-to-failure (a, c, e) and strain rate sensitivity coefficient (b, d, f) of 1570C alloy at various testing temperatures after ECAP (a, b), ECAP with subsequent WR (c, d) and ECAP with subsequent CR (e, f)
Nearly close superplastic elongations and m values were also manifested by the alloy in both cold rolled sheets (Figs. 6(e, f) and 7(e, f)), even though the ECAPed alloy exhibited a high elongation of about 1500% at lower temperatures and higher strain rates (for instance at 350 ��C and 10-1 s-1). Such behavior was conditioned by the fact that at processing of both sheets high fractions of high-angle boundaries were developed at the stages of MIF and ECAP, which were said to participate actively during CR as barriers and/or sources for lattice dislocations, resulting in intense dislocation structures formation in the areas of ultrafine grains (see Fig. 5). Such dominant dislocation-profuse areas provided a high driving force for fast grain coarsening and, thus, deteriorated the thermal stability of the UFG structures. This resulted in normal or abnormal grain growth either during soaking the material at testing temperatures or at earlier stages of superplastic flow at temperatures beyond 450 ��C, as shown in Fig. 8. Besides, the high fraction of high-angle boundaries developed under SPD promoted an increase in the quantity of precipitates that lost their coherency and rapidly increased their size. As shown in Fig. 2(b) and discussed in the previous sections, this concerned the phases that were mainly located in the vicinity of initial and/or newly formed high-angle boundaries. In this way, increasing the fraction of high-angle boundaries can gradually decrease the restraining force (the stabilizing effect of precipitates on the structure of the matrix) during subsequent processing, for example, under further CR and annealing [30]. This could also result in degradation of the alloy superplastic properties, especially after ECAP and subsequent CR [18]. On the other hand, the finer grains with a larger fraction of high-angle boundaries inherited from ECAP could support grain boundary sliding at lower temperatures and higher strain rates, thereby ensuring a better than after MIF+CR low- temperature and high strain rate superplasticity.
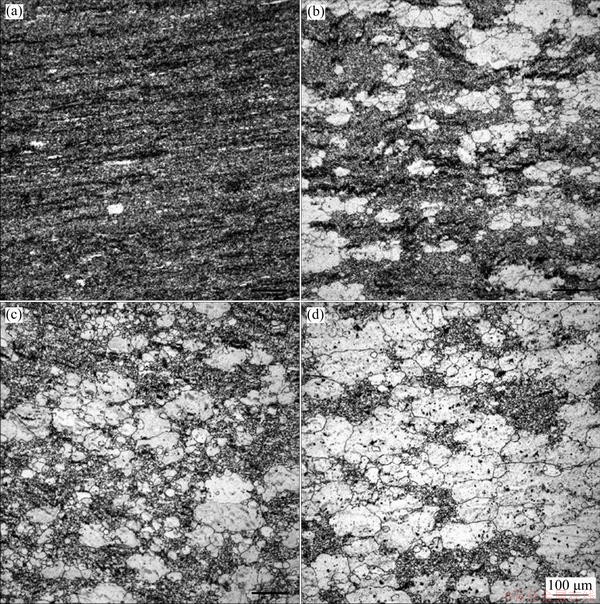
Fig. 8 Typical microstructures developed in 1570C alloy after ECAP and subsequent CR upon 1 h annealing at 400 ��C (a), 450 ��C (b), 500 ��C (c) and 520 ��C (d)
Thus, the use of thermomechanical processing involving both ECAP and MIF in combination with subsequent WR can result in an advantageous balance of close service and technological properties based on the effect of structural superplasticity. CR of the pre-ECAPed alloy led to its higher strengthening and slightly better low-temperature and high-strain rate superplastic properties than those from pre-MIFed billet. Meanwhile, the use of the MIF scheme instead of ECAP seems to be more favorable at ceteris paribus, since ECAP is a much more money-, time-, and effort-consuming procedure.
4 Conclusions
(1) MIF ensured a high potential for intense grain refinement and resulted in almost a homogeneous fine-grain structure with a grain size of about 2.2 ��m and a volume fraction of around 75%-80%. Upon subsequent WR, the mean (sub)grain size reduced to about 1.6-1.8 ��m. The CR in turn led to formation of a highly deformed ultrafine-grain structure with the average (sub)grain size of 1.2 ��m, containing a developed dislocation structure with a cell size up to 300-400 nm.
(2) Amid the absence of substantial hardening, the fine-grained 1570C alloy processed by MIF showed significantly increased room-temperature ductility. Besides, the structural superplasticity with elongation to failure up to 2850% was achieved at temperatures of 400-500 ��C in a wide range of strain rates, including high-strain rate superplasticity.
(3) The subsequent WR led to moderate increase in the alloy strength parameters (hardness by 12%, yield strength by 30%, and ultimate tensile strength by 11%) along with insignificant decrease in its ductility. To the contrary, a notable increase in the strength was observed in the cold-rolled sheets. The achieved strength characteristics were therewith rather high for the non-age-hardened aluminum alloy: yield strength of 460 MPa, tensile strength of 515 MPa.
(4) The alloy superplastic characteristics obtained by MIF were further improved by subsequent WR. Therewith, the extraordinarily high elongation of 3500% was observed at temperature of 450 ��C and strain rate of 5.6��10-2 s-1, and 4000% at 500 ��C and 5.6��10-3 s-1. After CR, in contrast, the alloy manifested moderate superplastic properties: the maximum elongation to failure of 1500% was achieved at 1.4��10-2 s-1 and 400 ��C.
(5) Employing ECAP to strain of 10 instead of MIF before WR resulted in the essentially same room temperature and superplastic properties of the processed sheets. The CR of the ECAPed alloy, in contrast, led to somewhat higher strengthening and better superplastic elongations than those after CR following MIF. Meanwhile, the use of MIF in combination with rolling seems to be more preferable than ECAP, since the latter is a much more expensive and more time- and energy- consuming procedure.
Acknowledgments
The authors are grateful for the financial supports from the Russian Science Foundation under grant No. 16-19-10152P (the alloy MIF processing and room-temperature mechanical testing) and by the Ministry of Science and Higher Education of Russia under the state assignment of IMSP RAS (ECAP and analysis of superplasticity).
References
[1] Valiev R Z, Islamgaliev R K, Alexandrov I V. Bulk nanostructured materials from severe plastic deformation [J]. Progress in Materials Science, 2000, 45: 103-189.
[2] Langdon T G. Twenty-five years of ultrafine-grained materials: Achieving exceptional properties through grain refinement [J]. Acta Materialia, 2013, 61: 7035-7059. https://doi.org/10.1016/j.actamat.2013.08.018.
[3] Ferrasse S, Segal V M, Alford F, Kardokus J, Strothers S. Scale up and application of equal-channel angular extrusion for the electronics and aerospace industries [J]. Materials Science and Engineering A, 2008, 493: 130-140. doi:10.1016/j.msea.2007.04.133.
[4] Segal V. Review: Modes and processes of severe plastic deformation (SPD) [J]. Materials, 2018, 11(7): 1175. doi:10.3390/ma11071175.
[5] Sabirov I, Murashkin M Y, Valiev R Z. Nanostructured aluminium alloys produced by severe plastic deformation: New horizons in development [J]. Materials Science and Engineering A, 2013, 560: 1-24. https://doi.org/10.1016/j.msea.2012.09.020.
[6] Sitdikov O, Avtokratova E, Sakai T. Microstructural and texture changes during equal channel angular pressing of an Al-Mg-Sc alloy [J]. Journal of Alloys and Compounds, 2015, 648: 195-204. doi: 10.1016/ j.jallcom.2015.06.029.
[7] Mulyukov R R, Imayev R M, Nazarov A A, Imayev M F, Imayev V M. Superplasticity of ultrafine grained alloys: Experiment, theory, technologies [M]. Moscow: Nauka, 2014. (in Russian)
[8] Markushev M, Nugmanov D, Sitdikov O, Vinogradov A. Structure, texture and strength of Mg-5.8Zn-0.65Zr alloy after hot-to-warm multi-step isothermal forging and isothermal rolling to large strains [J]. Materials Science and Engineering A, 2018, 709: 330-338. https://doi.org/10.1016/j.msea.2017.10.008.
[9] Mulyukov R R, Nazarov A A, Imayev R M. Current achievements on superplasticity and related phenomena at the institute for metals superplasticity problems [J]. Letters on Materials, 2018, 8: 510-516. DOI: 10.22226/2410-3535-2018-4-510-516.
[10] Imayev R M, Salishchev G A, Senkov O N, Imayev V M, Shagiev M R, Gabdullin N K, Kuznetsov A V, Froes F H. Low-temperature superplasticity of titanium aluminides [J]. Materials Science and Engineering A, 2001, 300: 263-277.
[11] Akamatsu H, Fujinami T, Horita Z, Langdon T G. Influence of rolling on the superplastic behavior of an Al-Mg-Sc alloy after ECAP [J]. Scripta Materialia, 2001, 44: 759-764. https://doi.org/10.1016/S1359-6462(00)00666-7.
[12] Islamgaliev R K, Yunusova N F, Bardinova M A, Kilmametov A R, Valiev R Z. Superplasticity of ultrafine-grained aluminum alloy processed by ECAP and warm rolling [J]. Materials Science Forum, 2007, 551-552: 13-20. https://doi.org/10.4028/www.scientific.net/MSF.551- 552.13.
[13] Park K T, Lee H J, Lee C S, Shin D H. Effect of post-rolling after ECAP on deformation behavior of ECAPed commercial Al-Mg alloy at 723 K [J]. Materials Science and Engineering A, 2005, 393: 118-124. doi:10.1016/j.msea. 2004.09.066.
[14] Davydov V G, Yelagin V I, Zakharov V V, Filatov Y A. On prospects of application of new 01570 high-strength weldable Al-Mg-Sc alloy in aircraft industry [J]. Materials Science Forum, 1996, 217-222: 1841-1846. https://doi.org/10.4028/www.scientific.net/MSF.217-222. 1841.
[15] Wirtz T, L��tjering G, Gysler A, Lenczowski B, Rauh R. Fatigue properties of the aluminum alloys 6013 and Al-Mg-Sc [J]. Materials Science Forum, 2000, 331-337: 1489-1494. https://doi.org/10.4028/www.scientific.net/MSF. 331-337.1489.
[16] Kaibyshev R, Avtokratova E, Sitdikov O. Mechanical properties of an Al-Mg-Sc alloy subjected to intense plastic straining [J]. Materials Science Forum, 2010, 638-642: 1952-1958. https://doi.org/10.4028/www.scientific. net/MSF.638-642.1952.
[17] Golovko A, Andreiev V, Boyarkin V, Frolov I, Kawalek A. Research of deformation ability of Al-based alloy of system Al-Mg-Sc [J]. Hutnik, 2012, 5: 312-316.
[18] Avtokratova E V, Sitdikov O S, Markushev M V. Effect of cold/warm rolling following warm ECAP on superplastic properties of an Al-5.8%Mg-0.32%Sc alloy [J]. Letters on Materials, 2015, 5: 319-323. https://doi.org/ 10.22226/2410-3535-2015-3-319-323.
[19] Sitdikov O, Avtokratova E, Latypova O, Markushev M. Structure and superplasticity of the Al-Mg-TM alloy after equal channel angular pressing and rolling [J]. Letters on Materials, 2018, 8: 561-566. https://doi.org/10.22226/2410-3535-2018-4-561-566.
[20] Watanabe C, Watanabe D, Monzen R. Coarsening behavior of Al3Sc precipitates in an Al-Mg-Sc alloy [J]. Materials Transactions, 2006, 47: 2285-2291. DOI: 10.2320/matertrans.47.2285.
[21] Du G, Deng J, Yan D, Zhao M, Rong L. Coarsening behavior of Al3(Sc,Zr) precipitates and its influence on recrystallization temperature of Al�CMg�CSc�CZr alloy [J]. Journal of Materials Science and Technology, 2009, 25: 749�C752.
[22] Sitdikov O S, Avtokratova E V, Mukhametdinova O E, Garipova R N, Markushev M V. Effect of the size of Al3(Sc,Zr) precipitates on the structure of multi-directionally isothermally forged Al-Mg-Sc-Zr alloy [J]. Physics of Metals and Metallography, 2017, 118: 1215-1224. DOI: 10.1134/S0031918X17120122.
[23] Avtokratova E, Sitdikov O, Markushev M, Mulyukov R. Extraordinary high-strain rate superplasticity of severely deformed Al�CMg�CSc�CZr alloy [J]. Materials Science and Engineering A, 2012, 538: 386-390. DOI: 10.1016/j.msea.2012.01.041.
[24] Channel 5: User Manual [M]. Oxford Instruments, 2007. https://caf.ua.edu/wpcontent/uploads/docs/JEOL-7000F-Oxford_Channel_5_User_Manual.pdf.
[25] ISO Standard 13067, Microbeam Analysis-Electron Backscatter Diffraction -Measurement of Average Grain Size, 2011.
[26] Humphreys F J, Hatherly M. Recrystallization and related annealing phenomena [M]. 2nd ed. Amsterdam: Elsevier, 2004.
[27] Sakai T, Jonas J J. Plastic deformation: Role of recovery and recrystallization, reference module in materials science and materials engineering [M]. Oxford: Elsevier, 2016. https://doi.org/10.1016/B978-0-12-803581-8.03179-9.
[28] ASM Handbook, Volume 2, Properties and selection: Nonferrous alloys and special-purpose materials [M]. 10th ed. Russell: ASM International, 1990.
[29] Katgerman L, eskin d. Hardening, annealing, and aging In Handbook of aluminum. Volume 1 Physical metallurgy and processes [M]. New York: Marcel Dekker, Inc., 2003.
[30] Avtokratova E, Sitdikov O, Mukhametdinova O, Markushev M, Murty S V S N, Prasad M J N V, Kashyap B P. Microstructural evolution in Al-Mg-Sc-Zr alloy during severe plastic deformation and annealing [J]. Journal of Alloys and Compounds, 2016, 673: 182-194. DOI: 10.1016/j.jallcom.2016.02.207.
[31] Forbord B, Hallem H, ROyset J, Marthinsen K. Thermal stability of Al3(Scx,Zr1-x)-dispersoids in extruded aluminium alloys [J]. Materials Science and Engineering A, 2008, 475: 241-248. DOI: 10.1016/j.msea.2007.04.054.
[32] Sitdikov O SH. Comparative analysis of microstructures formed in highly alloyed aluminum alloy during high- temperature equal-channel angular pressing and multidirectional forging [J]. Inorganic Materials: Applied Research, 2016, 7: 149-157. https://doi.org/10.1134/ S2075113316020210.
[33] Semiatin S L, Berbon P B, Langdon T G. Deformation heating and its effect on grain size evolution during equal channel angular extrusion [J]. Scripta Materialia, 2001, 44: 135-140. DOI: 10.1016/S1359- 6462(00)00565-0.
[34] Ohmori A, Torizuka S, Nagai K, Koseki N, Kogo Y. Effect of deformation temperature and strain rate on evolution of ultrafine grained structure through single-pass large-strain warm deformation in a low carbon steel [J]. Materials Transactions, 2004, 45: 2224-2231. https:// doi.org/10.2320/matertrans.45.2224.
[35] Sitdikov O S. Effect of multidirectional forging on the fine-grained structure development in a high-strength aluminum alloy [J]. Letters on Materials, 2013, 3: 215-220. https://doi.org/10.22226/2410-3535-2013-3-215-220 (in Russian).
[36] Sakai T. Dynamic recrystallization and development of ultra-fine grain structures in steels [J]. Bulletin of ISIJ, 2003, 8: 571-574.
��ͬ�ȱ��ι��մ����Ա��μӹ���ϸ��1570C���Ͻ����֯��ǿ�Ⱥͳ�����
Oleg Sitdikov, Elena Avtokratova, Oksana Latypova, Michael Markushev
Institute for Metals Superplasticity Problems, Russian Academy of Science, 39 Khalturin str., Ufa 450001, Russia
ժ Ҫ����Al-5Mg-0.18Mn-0.2Sc-0.08Zr-0.01Fe-0.01Si(����������%)�Ͻ��������ж�����¶���(Ӧ��12)��Ⱦ��Ǽ�ѹ(Ӧ��10, 325 ��C)���ٽ�������(325 ��C)������(20 ��C)���Ա��о��Ͻ���κ����֯����ѧ��Ϊ�������������(��)�����ߴ�dUFG=2 ��m�ij�ϸ����֯�Ͻ���ж�����¶������������չ����ߣ��������쳤�ʿɴ�2800%��ͨ��������һ��ϸ��������������ͨ�������γɸ�λ���ܶȵ����ر�����֯���Ͻ������/������ǿ�ȴӶ�����¶�����235/360 MPa�ֱ���ߵ��������������315/460 MPa��400/515 MPa��ͬʱ������ʹ�������쳤����ߵ�4000%������������쳤����Ȼ�㹻��(�ߴ�1500%)���������¶�����ȣ����Ⱦ��Ǽ�ѹ��Ͻ�ľ���ϸ���̶ȸ���(dUFG=1 ��m)��ǿ�Ⱥͳ��������ܾ��õ���ߡ�Ȼ�����������Ч�������������ӹ���İ�ľ���ͬ�ȵ����ܡ��������¶�����������ĺϽ���ȣ����Ⱦ��Ǽ�ѹ���������ĺϽ�ǿ�ȸ��ߣ������������Ժá�
�ؼ��ʣ����Ͻ𣻴����Ա��Σ����ƣ�����ϸ������ѧ����
(Edited by Xiang-qun LI)
Corresponding author: Elena Avtokratova; Tel: +7-347-282-38-56; E-mail: avtokratova@imsp.ru
DOI: 10.1016/S1003-6326(21)65547-4
1003-6326/ 2021 The Nonferrous Metals Society of China. Published by Elsevier Ltd & Science Press
2021 The Nonferrous Metals Society of China. Published by Elsevier Ltd & Science Press
Abstract: A comparative study of the structure and mechanical behavior of an Al-5Mg-0.18Mn-0.2Sc-0.08Zr- 0.01Fe-0.01Si (wt.%) alloy ingot subjected to multidirectional isothermal forging (MIF) to a strain of 12 or equal-channel angular pressing (ECAP) to a strain of 10 at 325 ��C, and subsequent warm and cold rolling (WR and CR) at 325 and 20 ��C, was performed. The results showed that the MIF process of ultrafine-grained structure with a (sub)grain size dUFG=2 ��m resulted in enhanced room-temperature ductility and superplastic elongation up to 2800%. Further grain refinement under WR as well as development of a heavily-deformed microstructure with high dislocation density by subsequent CR resulted in a yield/ultimate tensile strength increase from 235/360 MPa after MIF to 315/460 and 400/515 MPa after WR and CR, respectively. Simultaneously, WR led to improved superplastic elongation up to 4000%, while after CR the elongation remained sufficiently high (up to 1500%). Compared with MIF, ECAP resulted in more profound grain refinement (dUFG=1 ��m), which promoted higher strength and superplastic properties. However, this effect smoothed down upon WR, ensuring equal properties of the processed sheets. CR of the ECAPed alloy, in contrast, led to higher strengthening and slightly better superplastic behavior than those after CR following MIF.
