
���±�ţ�1004-0609(2012)08-2163-11
�������Ͻ�ѹ�������س̵���֯����ѧ����
�����1, 2��������1, 2���� ��1, 2����ˮƽ1, 2������ǿ1, 2
(1. ���ϴ�ѧ ���������Ƚ��������������ص�ʵ���ң���ɳ 410082��
2. ���ϴ�ѧ ��е�����ع���ѧԺ����ɳ 410082)
ժ Ҫ��
����ѹ���Ʊ�����AlSi10MnMg���Ͻ��������ý��༼�����ܶȡ��������ܵȷ����������۽�ע�¶ȶԱ������Ͻ�ѹ�������س̵���֯����ѧ���ܵ�Ӱ�졣������������Ž�ע�¶ȵ����ߣ����������ٽ糤�����ӣ��������࣬��(Al)֦����ϸ������ǿ�ȺͶϺ��쳤�������Ӻ͡����ų����س��������ȵ����ӣ������ȼ��ٺ����ӣ���(Al)֦���仯������ע�¶�Ϊ650��680 ��ʱ����������ǿ�ȺͶϺ��쳤���س����������ȵ����Ӷ���С������ע�¶�Ϊ710��740 ��ʱ����������ǿ�ȺͶϺ��쳤���س����������ȵ����ӱ仯��С��
�ؼ��ʣ�
�������Ͻ���ѹ������֯����ѧ������
��ͼ����ţ�TG249.2 ���� ���ױ�־�룺A
Microstructure and mechanical properties along fluidity length of thin-wall aluminum alloy under high pressure die casting conditions
ZHU Bi-wu1, 2, LI Luo-xing1, 2, LIU Xiao1, 2, WANG Shui-ping1, 2, ZHANG Li-qiang1, 2
(1. State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body, Hunan University,Changsha 410082, China;
2. College of Mechanical and Vehicle Engineering, Hunan University, Changsha 410082, China)
Abstract: The thin-wall AlSi10MnMg aluminum alloy samples were prepared by high pressure die casting. The effects of pouring temperature on the microstructure and mechanical properties along the fluidity length were discussed by metallographic techniques, density measurement and tensile tests. The results show that, with the pouring temperature increasing, the critical fluidity length and porosity increase, and ��(Al) grain size decreases and the ultimate tensile strength and elongation to fracture increase firstly, and then decrease. With the increase of the fluidity length, the porosity decreases firstly and then increases, but the ��(Al) grain size is insignificant. The ultimate tensile strength and elongation to fracture decrease along the fluidity length under pouring temperatures of 650 and 680 ��. However, the difference of the ultimate tensile strength and elongation to fracture along the fluidity length under pouring temperatures of 710 and 740 �� is insignificant.
Key words: thin-wall aluminum alloy; high pressure die casting; microstructure; mechanical properties
�������Ͻ������������ʡ���ѧ�����������ص㣬���������㷺Ӧ����������������̵Ƚṹ��[1]����������ߴ���Ҿ���Ҫ��ߡ��ں��ҽṹ���ӣ�����������������Ϊ����������εĻ������⣬��Ϊ�Ͻ������������������ֱ�ӹ�ϵ������Ƿ����������Σ�ͬʱҲӰ����������֯��ѧ����[2-5]��ѹ����Ϊһ�ֿ��ٵĽ��������գ���������Ч�ʸߡ��ߴ羫�ȸߺ���ѧ����������ص㣬�ر��ʺ��ڴ������������[6]���������Ͻ�������ѹ���������У����Ͻ������Ժܿ���ٶȳ�����״ѹ����ǻ��Ȼ����ѹ�������̣�����֯�ᾭ��һϵ�ж�̬�仯�����ֱ仯�������ֻ�Ӱ������̺ͳ�����������ܡ�������κ��������֯�����ȣ��ͻ������ѧ���ܵIJ����ȡ�Ŀǰ���о���Ҫ�����ڸ����ض����Ͻ�������������������Ӱ��[7-10]�����ι��ղ����Գ��κ������֯��ѧ���ܵ�Ӱ��[11-14]�����ڳ���������֯����ݱ䡢���ι��ղ����Գ���������֯��ѧ���ܵ�Ӱ���о������ټ���
Ϊ��̽���������Ͻ����������֯��ѧ�����س��ͳ��ȵı仯���ɣ��������߲���ѹ���������챡��AlSi10MnMg���Ͻ��������о�ѹ�������н�ע�¶ȶ�ѹ���������Ⱥ���֯��ѧ���ܵ�Ӱ�죬ͬʱ̽�ֳ����س�����������������֯��ѧ���ܹ��ɡ�����Ż���������ӱ��ڼ�ѹ�����ղ���������ѹ������ѧ���ܾ��л������塣
1 ʵ��
1.1 �Ͻ�����
ʵ�����ѡ�������Ƶ�AlSi10MnMg���Ͻ�����ȳɷ�(��������)Ϊ10%Si��0.6%Mn��0.4%Mg��0.2%Ti��0.02%Sr������ΪAl��ͨ������ѧ���������ʵ������Һ���������¶ȷֱ�Ϊ624��552 �档�������þ�ʽ����ʯī����¯��C2Cl6����������Al-5Ti-Bϸ����Al-10%Sr���ʣ�Ȼ�Ͻ�Һ���ã���ʵ�顣
1.2 �����Ʊ�
ʵ�������豸Ϊ���չ���125Tѹ���������ö���ѹ���ٶȣ���ʼ150 mm����ѹ���ٶ�Ϊ300 mm/s�����150 mm����ѹ���ٶ�Ϊ2.4 m/s��ѹ���ѹΪ20 MPa����������ѹ��ģ����ѹ5~6ģԤ����80~150 �棬Ϳ��Ϊѹ������ģ������ע�¶ȷֱ�Ϊ650��680�� 710��740 �档
1.3 ���Է���
ѹ���Ƶõı���AlSi10MnMg���Ͻ�������ͼ1��ʾ����������(Fluidity specimen)�ں�1.5 mm����10 mm���ܳ�908 mm���Ҷ���ѹ����������������һ����������ȱ�ݵij���Ϊ�ٽ糤��(Critical length)����������ȡ�����ٽ糤�ȴ����ܵij��ͳ���Ϊ������(Limiting length)���ֱ������¼���ٽ糤�Ⱥͼ����ȡ�
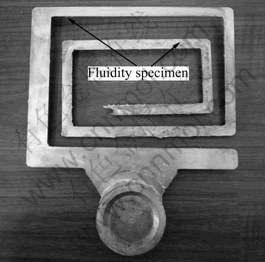
ͼ1 ѹ������������Ƭ
Fig. 1 Photo of fluidity specimen
������֯���õ¹���˾Axiovert 40 MAT���������۲졣�ܶȲ���������ƽ/�����������ܶȶ��Է�ӳ�����������ʣ��ܶ�ԽС��������Խ��
��ѧ������WDW-1000�����Ƶ������ܲ���������Ͻ��С���������ȡ��λ����ͼ2��ʾ��������λ��������������ڴ��ľ���ֱ�Ϊ45��135��235��330��410��495��575��645��715��805 mm�����������ߴ���ͼ3��ʾ��

ͼ2 ��������ȡ��ʾ��ͼ
Fig. 2 Schematic diagram of position for tensile specimens
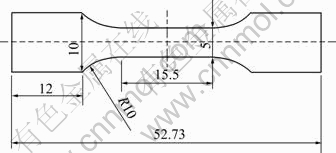
ͼ3 ���������ߴ�
Fig. 3 Dimensions of tensile specimen (mm)
2 ���������
2.1 ��ע�¶ȶԳ����������ȵ�Ӱ��
ͼ4��ʾΪѹ����20 MPa��2.4 m/sѹ���ٶ�����������ѹ���������������ȡ��ٽ糤���潽ע�¶ȱ仯�Ĺ��ɡ���ͼ4���Կ�������������ѹ���������������ȡ��ٽ糤�Ⱦ��潽ע�¶ȵ����߶��� �ӣ��������ٽ糤�Ⱦ�����530 mm��RAVI��[7]�о��������Ͻ��������������������ȵ��������ǿ��HAN��XU[8]�о���������ͬ��ע�¶������£����Ͻ�ѹ������������������������¶ȵĽ��Ͷ�������߽�ע�¶ȣ����Ͻ�����ı����ȼ�С����������������С������������ǿ����˳��������������ӣ�ͬʱ���ϸߵĽ�ע�¶Ȼ��������Ͻ�����Ĺ��ȣ�������ȴ���̵�ʱ��䳤������ʱ�����ӣ������������ȱ䳤����ͼ4�����Կ���������������������ĩ�˴ּ��������������սǴ�(Corner point)���ս�λ�ü�ͼ2����������״�ܴ�̶��Ͼ��������ij��͡����Ͻ�����������Щ�սǴ�ʱ�����ڳ����ײ�������Ͻ�������ʵ����ٵĴ�С�ͷ���������仯�γ�����[15]������������С����ˣ����Ͻ�����������ڹսǴ�ֹͣ������
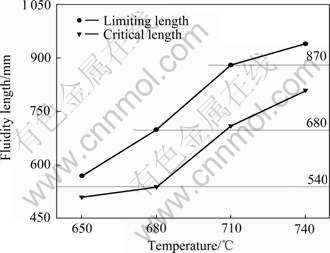
ͼ4 �����������������潽ע�¶ȵı仯
Fig. 4 Change of fluidity length of fluidity specimen with pouring temperature
2.2 ��ע�¶ȶ�������֯��Ӱ��
ͼ5��ʾΪѹ����20 MPa��2.4 m/sѹ���ٶ������±�����������45 mm��������֯���ӵͱ�����ͼ5(a)~(d)���Կ��������Ž�ע�¶ȵ����ߣ�����������ڴ������������࣬��̬�Ӵ�ߴ����������ת�����ɢ�ֲ����ס�ѹ�������У����Ͻ������Ը��١���ѹ��ʽѹ����ǻ���������л����ǿ�ҵ����������䣬�Ͻ�Һǰ�˻�������ѣ������ֲ�����������ʹ����ǻ�в��ֿ����������ų������뵽����Һ�ڲ�һ�������ǻ�����ں�����ѹ����������С�����Σ��������������ڲ��γɾ���������ȱ��[11-12]���ҽ�ע�¶�Խ�ߣ����Ͻ����������������Խ�ã������ٶ�Խ�죬���������������Ŀ�����Խ������Խ�ࡣ
�Ӹ߱�����ͼ5(a��)~(d��)���Կ��������Ž�ע�¶ȵ����ߣ���������45 mm����(Al)֦��Խ��Խϸ����ע�¶Ƚϵ�ʱ��������(Al)֦�����ֲ�����Ŀ�״�������ߴ�ϴִ��ҷֲ������ȣ�û�����ԵĶ���֦���ۣ����Ž�ע�¶ȵ����ߣ�������(Al)ת��Ϊ�������Ǿޱ״����״�������ߴ�����ϸ�����ֲ�Ҳ�����ȡ�ʵ���������ں�ֻ��1.5 mm�����̹��������������ͷŵ�����DZ�����ޣ���ʹ�ڲ�ͬ�Ľ�ע�¶������£�ģ�߱����Ⱥ����������С����ˣ��Ͻ�������ʱ����ȴ�ٶȲ�����С�����û�������������Ӱ����ͬ��ȴ�ٶ������£���(Al)֦����СӦ�ò��Ȼ����ѹ�������У����Ͻ������ڳ�ͷ���ٶȺ�ѹ���³������̣������Ͻ���������ͱ�������������˳�����̣��������������ԽϺã��������Ĵ�������ͨ��(Flow channel)����ͷѹ����ʹ���Ͻ����崩������ͨ������ʹ֦�������ϸ[13]����ע�¶�Խ�ߣ����Ͻ�����ij���������Խ�ã����Ͻ����崩������ͨ�����ٶȺ�ѹ��Խ��ͷѹ����ʹ��(Al)֦�������ϸ�����ø����ԣ�������ϸ��
ͼ6��7��ʾΪѹ����20 MPa��2.4 m/sѹ���ٶ������½�ע�¶�Ϊ680 ��ʱ�������������س����������ϵĽ�����֯��
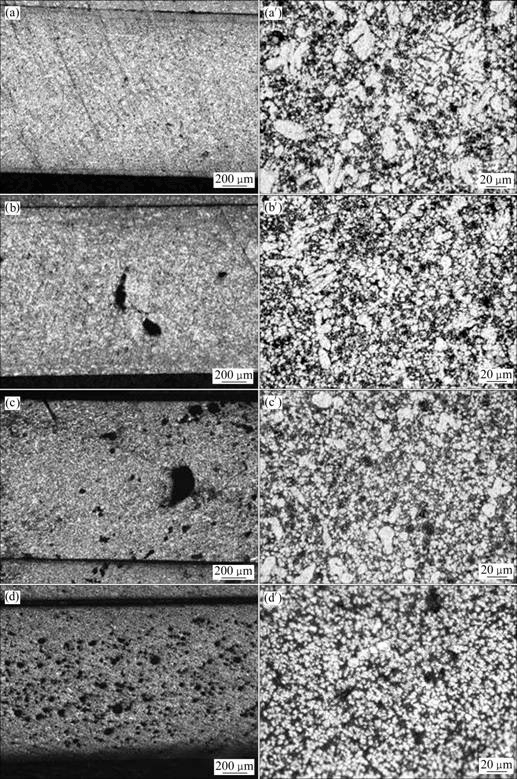
ͼ5 ��������45 mm����ͬ��ע�¶��µĽ�����֯
Fig. 5 Micrographs of fluidity specimens (at 45 mm) at different pouring temperatures: (a), (a��) 650 ��; (b), (b��) 680 ��; (c), (c��) 710 ��; (d), (d��) 740 ��
��ͼ6�ͱ�����ͼ(a)~(f)�п��Կ���������ע�¶�Ϊ680 ��ʱ�����ų����س��������ȵ����ӣ������ж�Ϊ���������ף������ȼ��ٺ����ӣ����仯���ɲ����ԡ�������Ϊ����ע�¶Ƚϵ�ʱ�����Ͻ��������ճ�Ƚϴ��������������ǻ���������粻ͨ�������ų����س��������ȵ����ӣ����������������ƣ����ų����س��������ȵĽ�һ�����ӣ������¶Ƚ�һ�����ͣ����忪ʼ�������̣���������ʲ�����ߣ���������Ա�����ǰ�˳�ʱ��������Ӵ����������γ��������ӡ�������ȱ�ݡ�
��ͼ7�߱�����ͼ(a)~(f)�п��Կ���������ע�¶�Ϊ680 ��ʱ�����ų����س��������ȵ����ӣ���(Al)֦����С�仯����ѹ����֦����С��Ҫȡ������ȴ�ٶȺͼ�ѹ������ʵ���������ں�ֻ��1.5 mm�����̹��������������ͷŵ�����DZ�����ޣ���ʹ���Ͻ������¶��ڳ����س̹������������ͣ���ģ�߱����Ⱥ����������С����ˣ��Ͻ�������ʱ����ȴ�ٶȲ�����С����(Al)֦����С���
ͼ8��9��ʾΪѹ����Ϊ20 MPa��ѹ���ٶ�Ϊ2.4 m/s����ע�¶�Ϊ740 ��ʱ���������س����������ϵĽ�����֯����ͼ8�ͱ�����ͼ(a)~(h)�п��Կ���������ע�¶�Ϊ740 ��ʱ�������е������ȼ��ٺ����ӡ�����������ڴ�Ϊ��������ɢ�����ף����ų����س��������ȵ����ӣ���ɢ���ijߴ��С���������٣����ų����س��������ȵĽ�һ�����ӣ�����ת��Ϊ���������ף��������࣬���ɱ仯���ͼ6�н�ע�¶�Ϊ680 ��ʱ���ԡ�ʵ�����������ڱ��������������ȳ���ѹ�������У���ڴ�λ���������ȳ��ͣ������������������磬��������״������������ʹ������ɢ�ֲ��������У����ų����س������������ӣ������¶Ȳ��Ͻ��͡����������������ٲ��ϼ�������������Ч������ڴ���ã���ɢ�����������١���С��С�����ų����س��������ȵĽ�һ�����ӣ������¶Ƚ�һ�����ͣ����忪ʼ�������̣���������ʲ�����ߣ���������Ա�����ǰ�˳�ʱ��������Ӵ����������γ��������ӡ�������ȱ�ݡ�
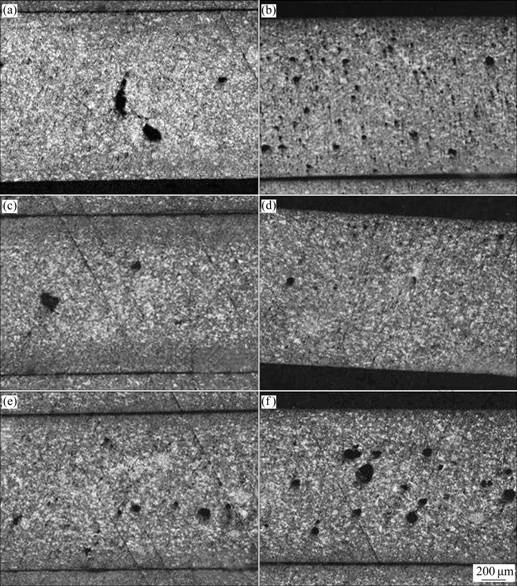
ͼ6 ���������ڽ�ע�¶�Ϊ680 ��ʱ�س����������ϵĵͱ�������֯
Fig. 6 Macrostructures along fluidity length of fluidity specimen at pouring temperature of 680 ��: (a) 45 mm; (b) 135 mm; (c) 235 mm; (d) 330 mm; (e) 410 mm; (f) 495 mm
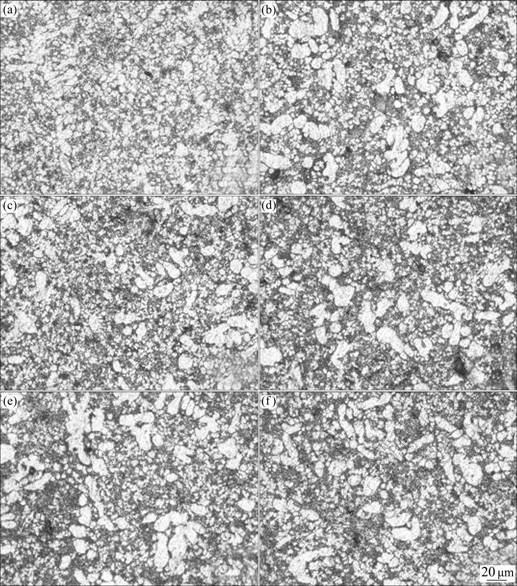
ͼ7 ����������ע�¶�Ϊ680 ��ʱ�س����������ϵĸ߱�������֯
Fig. 7 Micrographs along fluidity length of fluidity specimen at pouring temperature of 680 ��: (a) 45 mm; (b) 135 mm; (c) 235 mm; (d) 330 mm; (e) 410 mm; (f) 495 mm
��ͼ9�߱�����ͼ(a)~(h)�п��Կ���������ע�¶�Ϊ740 ��ʱ�����ų����س��������ȵ����ӣ���(Al)֦����С�仯�����ˣ��ۺ�ͼ7��9����˵���������س��������ȶԦ�(Al)֦����СӰ���С��
2.3 ��ע�¶ȶ��ܶȵ�Ӱ��
ͼ10��ʾΪѹ����20 MPa��2.4 m/sѹ���ٶ���������������45 mm���ܶ��潽ע�¶ȱ仯�Ĺ��ɡ���ͼ10�ɿ���������������ڴ��ܶ��潽ע�¶ȵ����������Ӻ��С����ע�¶�Խ�ߣ����Ͻ����������ܽ�����ߣ������¶�Խ��������������Խ�ã�Խ��ij����ٶ�����Խ�������磬��˻��и����������������У��ܶȽ���[11]����һ���棬��ע�¶�Խ����������������Խ�ã�ѹ��ѹ�����Ժܺõ�������������̣��ܶȱ��[12]�������ߵ������£�����������ڴ����ܶȳ����潽ע�¶ȵ����������Ӻ��С��
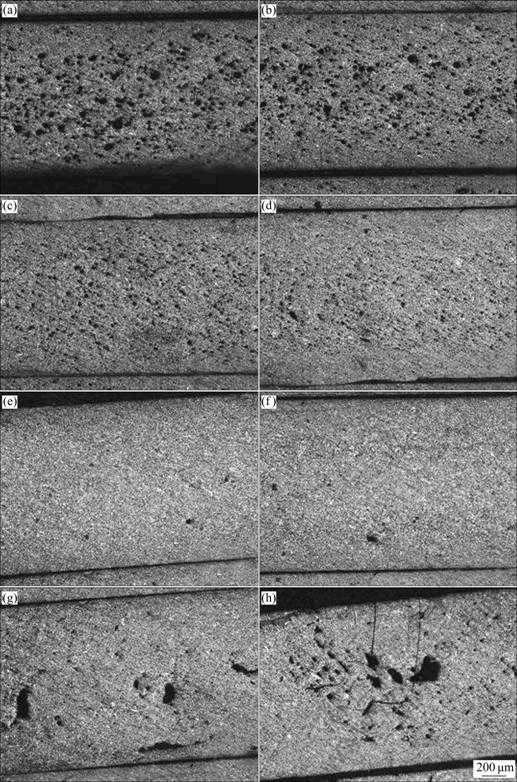
ͼ8 ����������ע�¶�Ϊ740 ��ʱ�س����������ϵĵͱ�������֯
Fig. 8 Macrostructures along fluidity length of fluidity specimen at pouring temperature of 740 ��: (a) 45 mm; (b) 235 mm; (c) 410 mm; (d) 495 mm; (e) 575 mm; (f) 645 mm; (g) 715 mm; (h) 805 mm
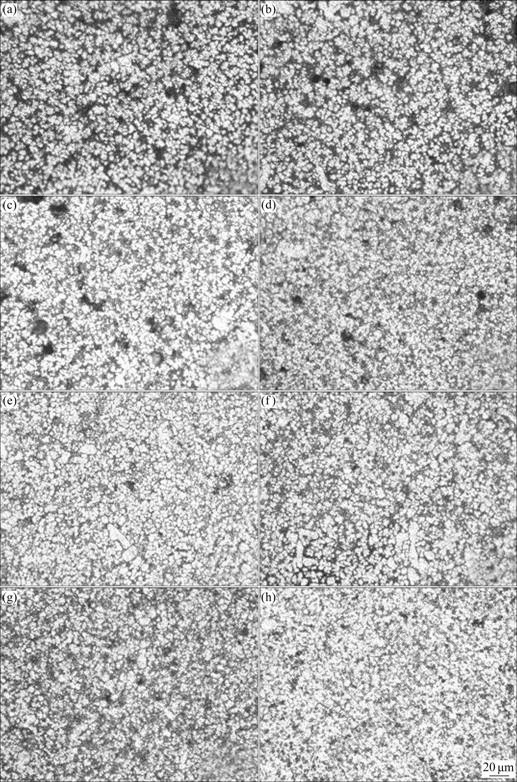
ͼ9 ����������ע�¶�Ϊ740 ��ʱ�س����������ϵĸ߱�������֯
Fig. 9 Micrographs along fluidity length of fluidity specimen at pouring temperature of 740 ��: (a) 45 mm; (b) 235 mm; (c) 410 mm; (d) 495 mm; (e) 575 mm; (f) 645 mm; (g) 715 mm; (h) 805 mm
ͼ11��ʾΪѹ����20 MPa��ѹ���ٶ�2.4 m/s��ͬ��ע�¶��������������������س������������ܶȱ仯�Ĺ��ɡ���ͼ11�ɿ�������ע�¶�Ϊ650 �桢680 ��ʱ���������ܶ����س��������ȵ����Ӷ���С����ע�¶�Ϊ710 �桢740 ��ʱ�������ܶ����س��������ȵ��������в��������仯���ϵ͵Ľ�ע�¶Ȼ�������Ͻ�����ij����ԣ��ҽϵͽ�ע�¶ȵ���������������̣�ѹ��ѹ�������������ü����������س��������ȵ�������������Խ���ԣ��ܶ��½�����֮���ϸߵĽ�ע�¶Ȼ���ǿ���Ͻ�����ij����ԣ�ѹ��ѹ�����Ժܺõ�������������̣������س��������ȵ������ܶ��½����Ʊ�С����һ���������س��������ȵ�����������������������磬�ܶȱ��
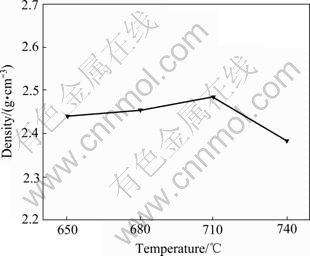
ͼ10 ��������45 mm���ܶ��潽ע�¶ȱ仯����
Fig. 10 Change of density of fluidity specimens at position of 45 mm with different pouring temperature

ͼ11 ��ͬ��ע�¶����س������������ܶȵı仯����
Fig. 11 Change of density along fluidity length at different pouring temperatures
2.4 ��ע�¶ȶ���ѧ���ܵ�Ӱ��
ͼ12��ʾΪѹ����20 MPa��ѹ���ٶ�2.4 m/s��������������45 mm������ǿ�ȡ��Ϻ��쳤���潽ע�¶ȱ仯�Ĺ��ɡ�
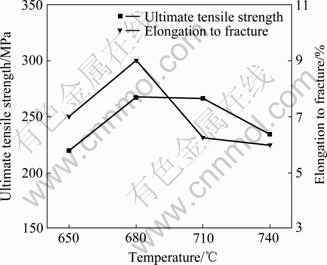
ͼ12 ��������45 mm����ѧ�����潽ע�¶ȱ仯
Fig. 12 Change of mechanical properties of fluidity sample at position of 45 mm with pouring temperature
��ͼ12���Կ���������������ڴ�����ǿ�ȡ��Ϻ��쳤�ʾ��潽ע�¶ȵ����������Ӻͣ��˱仯����ͬͼ10������������ڴ����ܶȱ仯���ɱ���һ�£���ֵ�¶�������ǰ��ѹ�������У���������Ϊ������ȱ��֮һ��������������ѹ��������ѧ���ܡ������������������ʽ���������ܶȣ��ܶȵĴ�С���Զ����ж�ѹ�����ں������Ķ��١��ܶ�Խ������Խ�٣�����Խ��[11-12, 14]����ˣ�����˵������Ӱ�챡��ѹ�������ܵ���Ҫ���ء�
ͼ13��ʾΪѹ����20 MPa��ѹ���ٶ�2.4 m/s��ͬ��ע�¶��������������������س����������Ͽ���ǿ�ȡ��Ϻ��쳤�ʱ仯���ɡ�
��ͼ13�ɿ���������ע�¶�Ϊ650��680 ��ʱ�������Ŀ���ǿ�ȺͶϺ��쳤���س��������ȵ����Ӷ���С���¶�Ϊ710 ���740 ��ʱ�������Ŀ���ǿ�ȺͶϺ��쳤���س������������в��������仯���˱仯���ɺ�ͼ11�����������س���������λ�����ܶȱ仯����һ�£����������س���������λ���Ϧ�(Al)֦���仯������ˣ�����˵���������س���������λ��������ѧ������Ҫȡ�����������ʣ�������Խ������Խ�
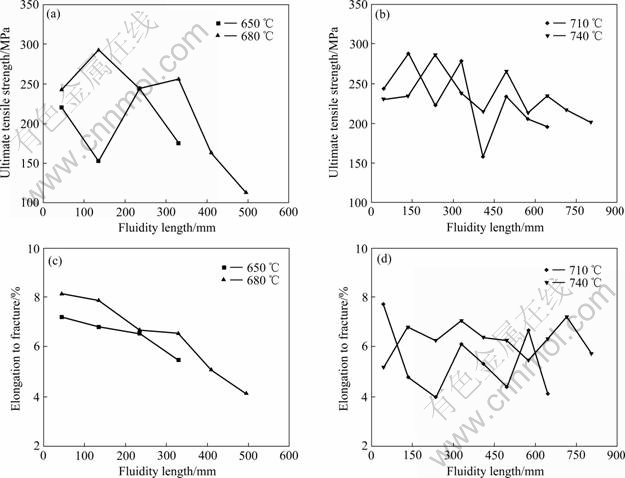
ͼ13 ��ͬ��ע�¶������������س����������Ͽ���ǿ�ȺͶϺ��쳤�ʵı仯
Fig. 13 Ultimate tensile strength ((a), (b)) and elongation ((c), (d)) along fluidity length at different pouring temperatures
3 ����
1) 1.5 mm�ں�AlSi10MnMg���Ͻ�ѹ�������������������ٽ糤���潽ע�¶ȵ����߶����ӣ����ٽ糤�Ⱦ�����530 mm��
2) �����潽ע�¶ȵ����߶����࣬������س��������ȵ������ȼ��ٺ����ӡ�
3) ��(Al)֦���潽ע�¶ȵ����߶���ϸ��������س��������ȵ����ӱ仯����
4) ��������ǿ�ȺͶϺ��쳤���潽ע�¶ȵ����������Ӻͣ����¶�Ϊ650 �桢680 ��ʱ����������ǿ�ȡ��Ϻ��쳤��������س��������ȵ����Ӷ���С�����¶�Ϊ710 ���740 ��ʱ����������ǿ�ȡ��Ϻ��쳤��������س��������ȵ����ӱ仯����
ReferenceS
[1] TAUB A I, KRAJEWSKI P E, LUO A A, OWENS J N. The evolution of technology for materials processing over the last 50 years: The automotive example[J]. Journal of the Minerals Metals and Materials Society, 2007, 2: 48-57.
[2] ZHANG Tie-jun, GUO Jing-jie, SU Yan-qing. Effect of traveling magnetic on mould-filling length of the A357 melt during casting thin walled plate[J]. Journal of Materials Science and Technology, 2003, 19(1): 43-46.
[3] Kulasegaram S, Bonet J, Lewis J. High pressure die casting simulation using a Lagrangian particle method[J]. Communicationg in Numerical Methods in Engineering, 2003, 19(9): 679-687.
[4] ZHANG Li-qiang, LI Luo-xing, ZHU Bi-wu. Simulation study on the low pressure die casting (LPDC) process for thin-walled aluminum alloy casting with permanent mold[J]. Materials and Manufacturing Processes, 2009, 24: 1349-1353.
[5] ̷����, ������, ������. ���̬A356�Ͻ�������͵ļ�����[J]. �й���ɫ����ѧ��, 2006, 16(9): 1500-1509.
TAN Jian-bo, XING Shu-ming, LI Li-xin. Limiting length of semi-solidA356alloy rheological filling[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(9): 1500-1509.
[6] FRANKE R, DRAGULIN D, ZOVI A, CASAROTTO F. Progress in ductile aluminum high pressure die casting alloys for the automotive industry[J]. Metallurgia Italiana, 2007, 5: 21-26.
[7] RAVI K R, PILLAI R M, AMARANATHAN K R, PAI B C, CHAKRABORTY M. Fluidity of aluminum alloys and composite: A review[J]. Journal of Alloys and Compounds, 2008, 456: 201-210.
[8] HAN Qing-you, XU Han-bing. Fluidity of alloys under high pressure die casting condition[J]. Scripta Materialia, 2005, 53: 7-10.
[9] KWON Y D, LEE Z Y. The effect of grain refining and oxide inclusion on the fluidity of Al-4.5Cu-0.6Mn and A356 alloys[J]. Materials Science and Engineering A, 2003, 360: 372-376.
[10] SABATINO M D, AMBERG L, RORVIK S. The influence of oxide inclusions on the fluidity of Al-7wt.%Si alloys[J]. Materials Science and Engineering A, 2005, 413/414: 272-276.
[11] VERRAN G O, MENDES R P K, VALENTINA L V O D. DOE applied to optimization of aluminum alloy die castings[J]. Journal of Materials Processing Technology, 2008, 200: 120-125.
[12] �� ��, ��С��, �� ��, ���Ľ�. ѹ�����ղ��������Ͻ��������϶�ʵ�Ӱ��[J]. �������켰��ɫ�Ͻ�, 2009, 29(1): 36-38.
ZHAO Xin, ZENG Xiao-qin, CHEN bin, DING Wen-jiang. Influences of die casting parameters on the porosity in aluminum alloy air-conditioning compressor cylinder[J]. Special Casting & Nonferrous Alloys, 2009, 29(1): 36-38.
[13] ������, ������, ë����, ������. ѹ�����ն����Ͻ���֯����Ӱ����о���չ[J]. �¼����¹���, 2007, 10: 21-24.
CHUAN Hai-jun, HUANG Xiao-feng, MAO Zu-li, TIAN Zai-you. Research progress on the influence of die casting process on structure and performance of aluminium alloy[J].New Technology & New Process, 2007, 10: 21-24.
[14] ������, ������, ������. ������ѹ����ѹ���ٶ���ADC12���Ͻ������֯������[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2010, 41(3): 977-981.
JI Lian-qing, GUO Chang-jiang, XIONG Shou-mei. Microstructure and mechanical properties of ADC12 aluminum alloy under super slow speed die castings with low shot speed[J]. Journal of Central South University: Science and Technology, 2010, 41(3): 977-981.
[15] �찮��. ������ѧ����[M]. ����: �й�����������, 2004: 111-113.
ZHU Ai-ming. Basic fluid mechanics[M]. Beijing: China Metrology Publishing House, 2004: 111-113.
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(51075132)������ʡ�ܳ��������(09JJ1007)���ߵ�ѧУ��ʿѧ�Ƶ�ר����л���(20090161110027)
�ո����ڣ�2011-08-01�������ڣ�2011-11-11
ͨ�����ߣ������ǣ����ڣ���ʿ���绰��0731-88821950��E-mail: llxly2000@163.com
ժ Ҫ������ѹ���Ʊ�����AlSi10MnMg���Ͻ��������ý��༼�����ܶȡ��������ܵȷ����������۽�ע�¶ȶԱ������Ͻ�ѹ�������س̵���֯����ѧ���ܵ�Ӱ�졣������������Ž�ע�¶ȵ����ߣ����������ٽ糤�����ӣ��������࣬��(Al)֦����ϸ������ǿ�ȺͶϺ��쳤�������Ӻ͡����ų����س��������ȵ����ӣ������ȼ��ٺ����ӣ���(Al)֦���仯������ע�¶�Ϊ650��680 ��ʱ����������ǿ�ȺͶϺ��쳤���س����������ȵ����Ӷ���С������ע�¶�Ϊ710��740 ��ʱ����������ǿ�ȺͶϺ��쳤���س����������ȵ����ӱ仯��С��
