
���±�ţ�1004-0609(2009)05-0785-08
AZ31þ�Ͻ�������ĵ��ȱ��οն��ݻ���Ϊ
¬־��1, 2����ΰƽ3�������1������Ƽ1
(1. �廪��ѧ ��е����ϵ �Ƚ���������������ص�ʵ���ң����� 100084��
2. ����ʦ��ѧԺ ���Ͽ�ѧ�빤��ϵ������ 473004��
3. ����֣���о�Ժ ��ɫұ���о�����֣�� 450001)
ժ Ҫ��
ͨ��ƣ�������/ɨ��羵��ԭλ�۲졢�Լ�ɨ��羵/ͼ����������Ķ����������о�AZ31þ�Ͻ���������ȱ��ι����еĿն��ݻ���Ϊ�����������þ�Ͻ����ȱ��ι����У��ն������ھ��������������潻�紦�κˣ���ϳ���;ۺϣ����²��϶��ѣ��ն��ij�����з���ѡ���ԣ��������᷽��ֱ�Ŀն����׳��ն�������Ƶ�����ģ�ͼ��������������ձ�������С��2 ��mС�ն���Բ��ϵ���ӽ�1������Ҫ�������Ϊ������ɢ��������2 ��m��ն���Բ��ϵ����ȡ��Ǿ��ȽϷ�ɢ������Ҫ������������Ա��Ρ��ؼ��ʣ�AZ31þ�Ͻ�������ģ��ն�����ɢ�����Ա���
��ͼ����ţ�TG 111.91���� ���ױ�ʶ�룺A
Cavity evolution behavior of twin-roll-cast AZ31 alloy sheet during
hot deformation
LU Zhi-wen1, 2, PENG Wei-ping3, LI Pei-jie1, LEI Li-ping1
(1. Key Laboratory for Advanced Manufacturing by Materials Processing Technology, Ministry of Education,
Department of Mechanical Engineering, Tsinghua University, Beijing 100084, China;
2. Department of Materials Science and Engineering, Nanyang Normal University, Nanyang 473006, China;
3. Green Metallurgy Research Department, Zhengzhou Research Institute, CHAICO, Zhengzhou 450001, China)
Abstract: The cavity evolution behavior of twin-roll-cast AZ31 magnesium alloy sheet during hot deformation was investigated by in-situ SEM observation on the fatigue testing machine, and the characteristics of cavity were quantitative measured using graphical analysis software. The results show that the cavity nucleates while the twin-roll-cast AZ31 alloy sheet deforms, and the cavity starts on the tri-grain boundary. The continuously growth and coalescence of the cavities induce the material fracture. The cavities grow directionally and prefer to grow along axis perpendicular to the loading axis. The comparison between the theory analysis and experimental results shows that the shape of the cavity with diameter less than 2 ��m is nearly spherical, and the main cavity growth mechanisms is diffusion. In contrast, the cavities with diameter larger than 2 ��m tend to be elongated with the long axis parallel to the loading axis, the main cavity growth mechanisms is plasticity deformation.
Key words: AZ31 magnesium alloy; twin-roll-cast sheets; cavity; diffusion; plasticity deformation
þ�Ͻ���HCP����ṹ�����Ա��������ϲ��ͳ���ư�Ĺ����������ѣ��ɲ��ʵͣ��۸�ϸߣ���Լ��Ӧ�á��������������ǽ����ϵ�������������ƽ����һ���ڶ�ʱ���������������̺����������м����������������ɱ�����Լ��Դ��ϸ����֯���ŵ㣬�ܵ��˹�����ѧ�ߵĹ㷺��ע[1-3]�����������Һֱ̬�ӳ��Σ��ڰ�������״�������ȱ�ݣ������ɺͼ����ȣ���Щȱ�ݾ��������ƹ���������ȫȥ�����ڰ�ĵĺ����ȱ�����Ϊ�ն��κ��ṩ������ͨ�����ն��������Ա��η������̶��ۺϻ����ӣ����յ��²��ϵĶ��ѡ�
Ŀǰ���й�����þ�Ͻ����ȱ��ι����пն���Ϊ���о����٣����ڳ����Ա��ι����У��Կն����ݻ���Ϊ�Ѿ����˳���о��������ն����κ�[4-6]���� ��[5, 7-10]�;ۺ�[11-15]�����Ҹ�������ص���ѧģ�͡�SOMEKAWA��[16]�о��˵�����ɢ���ƺ;�����ɢ���ƶ�AZ61��ij����Ա����пն�������Ϊ��Ӱ�졣LEE��HUANG[17]��AZ31���³����Ժ��¸��ٳ������пն�����Ϊ�����˽�Ϊ������о�����������ͬ������ƶԿն������Ķ���������WANG��[18]��AZ31B�����Ա��ι����еĿն������ݻ���ΪҲ���˽�������о���
����������Ҫͨ�����������飬�о���AZ31þ�Ͻ���������ȱ��ι����еĿն��ݻ���Ϊ��������صĿն�������ѧģ�ͣ�����������ͬ�ȱ�����������ɢ���ơ����Ա��λ��ƺͳ�������ɢ���ƶԿն������Ӱ�죬Ϊ�Ż�þ�Ͻ��ij��ι����ṩ���ݣ���Ϊ��һ������þ�Ͻ�������ĵij������ܵ춨������
1 ʵ��
�������ΪAZ31þ�Ͻ�������ģ�����Ҫ�Ļ�ѧ�ɷ�Ϊ(����������%)��2.82 Al��0.854 Zn��0.355 Mn������ΪMg��ͼ1��ʾΪAZ31þ�Ͻ�������ĵ�ԭ ʼ��֯����ͼ1��֪��AZ31þ�Ͻ��ԭʼ��֯��ҪΪϸС���ȵ��˻��ٽᾧ������ƽ�������ߴ�ԼΪ16.7 ��m��
�ȱ��ι����пն��ݻ���Ϊ��ԭλ�۲���ô�ɨ���������(SEM)��ƣ���������������������ڸ��»���(������800 ��)��SEMʵʱ�۲���ع����п������ͳ���Ĺ��ܡ�ԭλ�۲�����ƽ�������Ʒ�����ȡ�����Ȼ�е�⣬����5 mL����+5 g��ζ��+100 mL�ƾ���Һ����ʴ10 s�������������ƣ���������ռ����ң�����ʴ��Ŀ����Ϊ����ʾ�ն��ݻ���ԭʼ����֯�����ϵ�����������¶�Ϊ200��250��300 �棬Ӧ������Ϊ4��10-4 s-1��

ͼ1 AZ31þ�Ͻ�������ĵ�ԭʼ��֯
Fig.1 Initial microstructure of twin-roll-cast AZ31 alloy sheet
��������������Gleeble-1500D��-��ѧģ��������Ͻ��С����������������Ʒ�����ȡ������Ϊ27 mm��10 mm��0.8 mm�������¶ȷֱ�Ϊ200��250��300��350��400 �棬Ӧ�����ʾ�Ϊ4��10-4 s-1���������õ���������趨�¶ȣ����¾���Ϊ��1 �档ÿ���¶ȶ�������Ӧ��Ϊ0.2��0.4��0.6�Լ����ѣ��������������Ȼ�е��ĥ������0.05 ��m��Al2O3�⣬Ȼ���ڱ�ͪ�г�����ϴ��ʹ�ò����еĿն���ȫ���ֳ���������FEI Quanta 200 FEG ��������ɨ�������Կն����й۲졢�ɼ�ͼ��ÿ��״̬�ɼ�30��ͼƬ����Image-Pro Plusͼ���������Կն��������з������ⶨ�ն��������������Чֱ����Բ��ϵ���Լ��ն�������������ļнǦ�(���ļ�ƼнǦ�)���ն������������ն�����������ǵ�ֵ�ģ���ֻ��ⶨ�ն�������������ɡ�
2 ʵ����
ͼ2��ʾΪ�����¶�250 �桢Ӧ������4��10-4 s-1�����²�������������(��=0.57)���̵Ŀն��ݻ�ԭλ�۲졣�ն����κ�����ֱ�ӹ۲쵽����Ϊ�ն��κ˵��ٽ�ֱ����Լ��0.2 ��m����[19]������ϸС�ն��Ĺ۲�����Ʋ��ȱ����пն��κ˵�λ�á���ͼ2(a)���Կ�������Ӧ��Ϊ0.2ʱ���Ѿ����Կ���һЩϸС�Ŀն�����(��ɫ��ͷ��ָ)������Ҫ�ֲ��ھ��紦�����������潻�紦����˵���ն����κ���Ҫ�����ھ�������潻�紦�����ű��γ̶ȵ����ӣ�һ����ϸС�Ŀն���������(ͼ2(b)�а�ɫ��ͷ��ָ)����һ���洹ֱ�����췽��Ŀն��������Գ��ն��������᷽��������ͼ2(b)����ʾA��B��˵���ն��ij������ѡ���ԣ��������᷽��ֱ�Ŀն����׳���Ӧ������0.4ʱ��һЩ�ն���ʼ�ۺϣ�����������������ͼ2(c)��C��D����ʾ�����������Ͽ�Ҫ����ʱ(��=0.55)������Ŀն�֮������ӣ���ƽ�������᷽����ͼ2(d)����ʾE��F���������������=0.57���������ѣ�˵���ն��ľۺϺ������ǵ��²��϶��ѵ���Ҫԭ��֮һ��
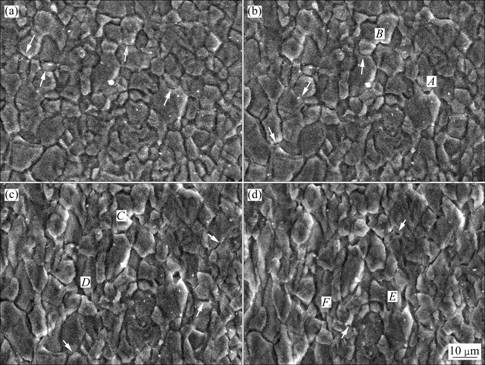
ͼ2 250 ���4��10-4 s-1���������¿ն���ԭλ�۲�(��ֱ����)
Fig.2 In-situ SEM observation of cavity deformed at 250 �� and 4��10-4 s-1 (vertical stretching): (a) ��=0.2; (b) ��=0.3; (c) ��=0.4; (d) ��=0.55
ͼ3��ʾΪ���������Ͽڸ�������ƽ���SEM��ͼ3(a)�п��Կ�������200 ��ʱ(��=0.42)���ն����������С������ҪΪϸС�ն����ߴ���2 ��m���¡���400 ��ʱ(��=0.78)���ն�����������͵�Чֱ�����������ն��������᷽������������ۺϺ����ӣ���ͼ3(b)��B��ʾ��
�ն�����Ϳն�ֱ�����������ͼ4��ʾ���ڱ���������������£�80%���ϵĿն�ֱ��С��2 ��m��˵���ն����κ������϶࣬�ն��ܶȽϴ�ֻ�в��ֿն��ܹ������ı��ι����г���Ϊ�˷������������ն�ֱ��С��2 ��m��ΪС�ն�������2 ��m��Ϊ��ն������ݴ�С�ն��IJ�ͬ���ֱ�����ն���Բ��ϵ���Լ��ն�������������ļнǦף������ͼ5��6��ʾ����ͼ5���Կ�����С�ն��ֵ�Բ��ϵ��ֵ��0.9~1.0֮�䣬������ն�����״�ӽ�Բ�Σ����ڲ�ͬ���¶Ⱥ�Ӧ�䣬Բ��ϵ��û�����ԵIJ�𡣴������ĽǶȿ���Բ�α����С��������ͣ�������С�ն������ȶ����ڡ���Ŀն�Բ��ϵ���ȽϷ�ɢ���������¶Ⱥ�Ӧ���������ߣ�Բ��ϵ����С�Ŀն��������࣬��˵�����γ̶�Խ��ն�������������Խ���ԡ�

ͼ3 ��ͬ�ȱ��������¶Ͽڸ����������SEM��ò(��ֱ����)
Fig.3 SEM micrographs showing rolling plane of specimen deformed at various conditions (vertical stretching): (a) 200 ��, ��=0.42; (b) 400 ��, ��=0.78
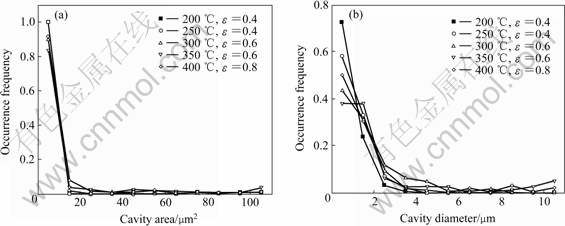
ͼ4 ��ͬ����״̬�¿ն��ߴ�ķֲ�״��
Fig.4 Size distribution of cavity under various deformation conditions: (a) Distribution of area; (b) Distribution of nominal diameter
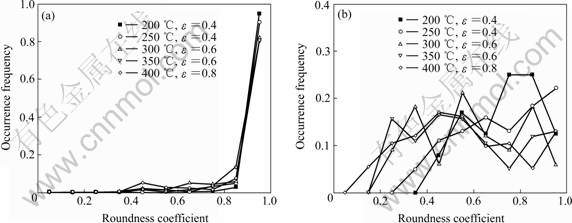
ͼ5 ��ͬ����״̬�¿ն�Բ��ϵ���ķֲ�״��
Fig.5 Roundness coefficient distribution of cavity under various deformation conditions: (a) Small cavities with diameter less than 2 ��m; (b) Large cavities with diameter larger than 2 ��m

ͼ6 ��ͬ����״̬�¿ն�������������н�(��)�ķֲ�״��
Fig.6 Distribution of angle (��) between cavity long axis and loading direction under various deformation conditions: (a) Small cavities with diameter less than 2 ��m; (b) Large cavities with diameter larger than 2 ��m
��ͼ6���Կ�����С�ն���0?~10?�ֲ��ϸߣ��ﵽ0.20~0.35�������ǶȱȽϾ��ȣ�˵������С�ն������췽����������ͼ3(a)��ʾ��Aλ�ÿն������ڴ�ն����ԣ��нǦ��ڸ����ǶȾ��ȷֲ���������Ϊ��ն��нǦı仯��Ҫ�ܿն�������Ƶ�Ӱ�졣
3 ����������
�ն����ݻ���Ϊ��Ҫ�����ն����κˡ�����;ۺϡ�����3�����У������������Ҫ�ģ���Ϊ�����ϵı��κ�ʹ�ö�������Ρ����ݳ������о����������ۣ����Ա����пն��ij����������3����Ҫ���ƣ�1) ��ɢ����(Diffusion��DIF)[5, 8-9]��2) ���Ա��λ���(Plasticity��PLA)[10]��3) ��������ɢ����(Superplasticity diffusion��SPD)[11]���������߽�������3�ֻ���������AZ31þ�Ͻ���������еĿն���������
������ɢ���ƿ��ƵĿն����ն��뾶�������ʺͿն�����������ʷֱ�Ϊ[5, 8]

ʽ�� ![]() Ϊԭ���������gbΪ������ȣ�rΪ�ն��뾶��
Ϊԭ���������gbΪ������ȣ�rΪ�ն��뾶��![]() Ϊ�ն������ܣ���Ϊ��Ӧ�䣻��Ϊ����Ӧ����TΪ����ѧ�¶ȣ�
Ϊ�ն������ܣ���Ϊ��Ӧ�䣻��Ϊ����Ӧ����TΪ����ѧ�¶ȣ�![]() ΪӦ�����ʣ�kΪBoltzmann������DgbΪ������ɢϵ����pΪ�ն��ڲ�ѹ����2l�������ն�֮��ľ��롣
ΪӦ�����ʣ�kΪBoltzmann������DgbΪ������ɢϵ����pΪ�ն��ڲ�ѹ����2l�������ն�֮��ľ��롣
����ն������Σ���ʽ(2)���л��֣��ɵ�
![]()
ʽ�� r0��Ӧ��� = 0ʱ�Ŀն��뾶������ն��ܶ�Ϊ�������ն��ܶ�N���ն����������V��Ӧ��ŵĹ�ϵ���Ա�ʾΪ
![]()
ʽ�� ��0��Ӧ��� = 0ʱ�Ŀն����������ͨ������Ϊ0.4%[18]��
�������Ա��ο��ƵĿն������ڵ���Ӧ��״̬�£��ն��뾶�������ʺͿն�����������ʷֱ�Ϊ[9]

��ʽ(6)���ֺ�õ�
![]()
ʽ�� ��Ϊ��Ͻ����͡������ߴ硢�¶Ⱥ�Ӧ�������йصı�ֵ��
COCKS��ASHBY[20]���ڶԿն���������۷����������˦ǵĹ�ϵʽ����
![]()
ʽ�� mΪӦ����������ϵ����
����ն������Σ��ҿն��ܶ�Ϊ��������ʽ(7)���Եõ��ն�����ֱ����Ӧ�����Ĺ�ϵ
![]()
���ڳ�������ɢ���ƵĿն�����CHOKSHI��LANGDON[10]�ڳ���о��˿ն��ڳ����Ա��ι����е����ú�Ӱ���Ժ��ڳ��ܱ���ʱ���Ͼ���һ���ϸ�����һ�����ն��ߴ���ھ����ߴ�ʱ�Ŀն���������ɢ����ģ�͡�����ǰ��IJ��������֪��AZ31þ�Ͻ�������ĵľ����ߴ�ԼΪ16.7 ��m�����ն��ijߴ��������10 ��m���£�ԶС�ھ����ߴ磬���Ա������߲����dz�������ɢ���Ƶ�Ӱ�죬ֻ������ɢ���ƺ����Ա��λ��ƶԿն������Ӱ�졣�ն���ֱ�����������������ɢ���ƿ�����ʽ(3)��(4)��ʾ���������Ա��λ��ƿ�����ʽ(9)��(7)��ʾ��
�����������ֿն�������ƣ��ֱ��200�� 400 ������״̬���з�������صIJ����ֱ�Ϊ��ԭ�����![]() =2.33��10-28 m3������ʸ��b=3.21��10-10 m��������������k=1.381��10-23 J/K����ɢϵ��Ϊ(200 ��ʱ��Dgb=5.33��10-13��400 ��ʱ��Dgb=5.59��10-10[21])��N = (1 000~2 000)��106 m-2 [18]�����������ֻ��ƿ��ƵĿն�����ģ�ͣ���ʽ(4)��(7)�ֱ����õ��Ŀն����������������������ͼ7��ʾ����ʽ(3)��(9)�ֱ����õ��Ŀն���Чֱ����������������ͼ8��ʾ����������������¶ȵ����ߺ�Ӧ����������С�ն�����������͵�Чֱ���������䣬����ն�����������͵�Чֱ���������Ե����ӡ���ͼ7���Կ�������200 ��ʱ����ɢ����Ҫ�Ŀն�������ƣ��ն������ٶȽ�������400 ��ʱ�����Ա�������Ҫ�Ŀն�������ƣ��ն������ٶȽϿ졣��ͼ8���Կ������ڲ�ͬ�¶Ⱥͱ����������£�����С�ն����ԣ�����Ҫ�ij����������ɢ�����ڴ�ն����ԣ�����Ҫ�ij�����������Ա��Ρ����ֻ��ƶ��ڲ�ͬ���������¿ն���Ӱ����붨����ͼ9��ʾ��
=2.33��10-28 m3������ʸ��b=3.21��10-10 m��������������k=1.381��10-23 J/K����ɢϵ��Ϊ(200 ��ʱ��Dgb=5.33��10-13��400 ��ʱ��Dgb=5.59��10-10[21])��N = (1 000~2 000)��106 m-2 [18]�����������ֻ��ƿ��ƵĿն�����ģ�ͣ���ʽ(4)��(7)�ֱ����õ��Ŀն����������������������ͼ7��ʾ����ʽ(3)��(9)�ֱ����õ��Ŀն���Чֱ����������������ͼ8��ʾ����������������¶ȵ����ߺ�Ӧ����������С�ն�����������͵�Чֱ���������䣬����ն�����������͵�Чֱ���������Ե����ӡ���ͼ7���Կ�������200 ��ʱ����ɢ����Ҫ�Ŀն�������ƣ��ն������ٶȽ�������400 ��ʱ�����Ա�������Ҫ�Ŀն�������ƣ��ն������ٶȽϿ졣��ͼ8���Կ������ڲ�ͬ�¶Ⱥͱ����������£�����С�ն����ԣ�����Ҫ�ij����������ɢ�����ڴ�ն����ԣ�����Ҫ�ij�����������Ա��Ρ����ֻ��ƶ��ڲ�ͬ���������¿ն���Ӱ����붨����ͼ9��ʾ��
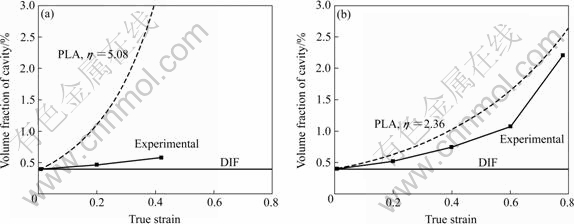
ͼ7 200 ���400 ��Ŀն���������������Ͳ������ֳ���ģ�ͼ������ıȽ�
Fig.7 Comparisons of volume fraction experimentally measured of cavity with theoretical prediction results based on diffusion model (DIF) and plasticity model (PLA) at 200 ��(a) and 400 ��(b)

ͼ8 200 ���400 ���С�ն���Чֱ���������Ͳ������ֳ���ģ�ͼ������ıȽ�
Fig.8 Comparisons of experimentally measured average cavity diameter with theoretical prediction based on diffusion model (DIF) and plasticity model (PLA) at 200 ��(a) and 400 ��(b)

ͼ9 ��ɢ���ƺ����Ա��λ��ƶԴ�С�ն���200 ���400 ��ij����ױ���
Fig.9 Estimated growth contribution ratio by two cavity growth mechanisms for small (d��2 ��m) and large (d��2 ��m) cavities at 200 ��(a) and 400 ��(b)
�Կն��нǦ�ͳ�ƽ�����֣�С�ն���0~10?��ռ�ı���Ϊ20%~35%�������Ƕ�ƽ����ɢ������ǰ��ij�����Ʒ���������С�ն����ԣ�����Ҫ�ij����������ɢ���ã������Ա��ε�Ӱ���С����ɢ���õĽ�����ǼнǦ������нǶȾ��ȷ�ɢ���������Ա��λ��ǻ��һЩС�ն�����Ӱ�죬����ʹ��һЩС�ն��������췽�����������ƣ������ͼ10��ʾ�����ڴ�ն����ԣ�����Ҫ�ij�����������Ա��Σ���ͼ2�ն��ݻ���ԭλ�۲��ͼ3�ն���ò��SEM�۲춼���Կ������ն��ij������һ����ѡ���ԣ���ֱ��������Ŀն����׳���������Ϊ��ʱ�Ŀն���Ҫ������Ӧ�����á�������Ϊ����ն������ɼнǦӽ�90?��С�ն������γɵģ��ڳ���Ĺ����У������Ա��λ��Ƶ�Ӱ�죬�ն��������᷽����������ʹ�üнǦ�Խ��Խ�ӽ�0?�����ڿն���ʼ�����ʱ��ͳ����ٶȵIJ�𣬶���ǰ��ͬ����εĿն����У�ʹ�üнǦ׳ɷ�ɢ״̬�������ƶϣ����Ӧ��������ӣ����볬����״̬��Խ��Խ��Ĵ�ն��нǦ�ӽ���0?����������[18]�Ľ����һ�µġ�
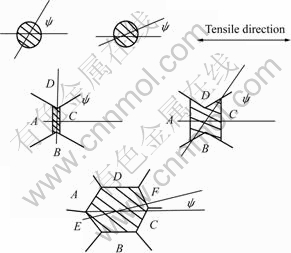
ͼ10 �ն�������ƺ�ѡ��ģ��
Fig.10 Cavity growth mechanism and preferred direction growth model
4 ����
1) С�ն�Բ��ϵ����Ҫ�ֲ���0.9~1.0������С�ն�ΪԲ�λ�ӽ�Բ�Σ�˵���䳤����Ҫ������ɢ��������ġ���������Ӧ����Ӱ�죬����С�ն��ļнǦ�������0?��
2) ��ն����ɼнǦӽ�90?��С�ն���������������������ᱻ�������ڳ���Ĺ����мнǦ�������0?��ʹ�ô�ն��ļнǦ�����Ϊ���ȷֲ�״̬��Բ��ϵ����Ӧ���������С��˵����ն��ij�����Ҫ�������Ա��λ�������ġ�
3) �ն������ھ��磬�ر������潻�紦�κˣ����ű��ε����ӣ��нǦӽ�90?��С�ն����ȳ�����Ŀն���ۺϺ����ӣ����²��϶��ѡ�
REFERENCES
[1] LIANG D, COWLEY C B. The twin-roll strip casting of magnesium[J]. JOM, 2004, 55/56: 26-28.
[2] MINOA T, ASAKAWA M, LEE. Twin-roll strip casting of AZ61 magnesium alloy and improvement of formability by structure-control rolling[J]. Journal of Materials Processing Technology, 2006, 177: 534-538.
[3] SONG S X, HORTON J A, KIM N J, NIEH T G. Deformation behavior of a twin-roll-cast Mg-6Zn-0.5Mn-0.3Cu-0.02Zr alloy at intermediate temperatures[J]. Scripta Materialia, 2007, 56: 393-385.
[4] YOO M H, TRINKAUS T. Crack and cavity nucleation at interfaces during creep[J]. Metall Trans A, 1983, 14(4): 547-561.
[5] RAJ R, ASHBY M F. Intergranular fracture at elevated temperature[J]. Acta Metallurgica, 1975, 23: 653-666.
[6] PILLING J, RIDLEY N. Superplasticity in aerospace[M]. Pennsylvania, PA: Metallurgical Society, 1988: 183.
[7] BEERE D, SPEIGHT M V. Creep cavitations by vacancy diffusion in plastically deforming solid[J]. Metal Science, 1978, 12: 172-176.
[8] MCCLINTOCK F A. A criterion for ductile fracture by the growth of holes[J]. J Appl Mech, 1968, 35(6): 363-371.
[9] HANCOCK J W. Creep cavitation without a vacancy flux[J]. Metal Science, 1976, 10: 319-325.
[10] CHOKSHI A H, LANGDON T G. A model for diffusional cavity growth in superplasticity[J]. Acta Metallurgica, 1987, 35: 1089-1101.
[11] STOWELL M J, LIVESEY D W, RIDLEY N. Cavity coalescence in superplastic deformation[J]. Acta Metallurgica, 1984, 32: 35-42.
[12] PILLING J, RIDLEY N. Effect of hydrostatic pressure on cavitation in superplastic aluminium alloys[J]. Acta Metallurgica, 1986, 34(6): 669-679.
[13] NICOLAOU P D, SEMIATIN S L. Deformation by a kink mechanism in high temperature materials[J]. Acta Materialia, 1999, 47: 3679-3694.
[14] NICOLAOU P D, SEMIATIN S L. An analysis of the effect of continuous nucleation and coalescence on cavitation during hot tension testing[J]. Acta Materialia, 2000, 48: 3441-3450.
[15] TAPLIN D M R, SMITH R F. Fracture during superplastic flow of industry Al-Mg alloy[M]. New York: Pergamon Press, 1977: 541
[16] SOMEKAWA H, MUKAI T. Effect of dominant diffusion process on cavitation behavior in superplastic Mg-Al-Zn alloy[J]. Scripta Materialia, 2007, 57: 1008-1011.
[17] LEE C J, HUANG J C. Cavitation characteristic in AZ31 Mg alloys during LTSP or HSRSP[J]. Acta Materialia, 2004, 52: 3111-3122.
[18] WANG Ling-yun, SONG Mei-juan, LIU Rao-chuan. Superplasticity and superplastic instability of AZ31B magnesium alloy sheet[J]. Trans Nonferrous Met Soc China, 2006, 16(2): 327-332.
[19] ������, ��س�, ������, �� ��, ʯ����, �¹���. þ�Ͻ�AZ61�����伷ѹ���պ���֯����[J]. �й���ɫ����ѧ��, 2007, 17(9): 1423-1428.
ZHANG Shao-ming, YANG Bi-cheng, FAN Zhong-yun, XU Jun, SHI Li-kai, CHEN Guo-liang. Rheo-extrusion of AZ61 Mg alloy and its microstructure[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(9): 1423-1428.
[20] COCKS A C F, ASHBY M F. Creep fracture by coupled power-law creep and diffusion under multiaxial stress[J]. Metal Science, 1882, 16(10): 465-474.
[21] ����ΰ, ����, �� ��. þ�Ͻ����ư�ĵ��±�����Ϊ���ۻ���[J]. �й���ɫ����ѧ��, 2008, 18(9): 1577-1583.
LIU Jun-wei, CHEN Zhen-hua, CHEN Ding. Microstructure evolution and deformation behavior of hot-rolled Mg alloy at low temperatures[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(9): 1577-1583.
������Ŀ��������Ȼ��ѧ����������Ŀ(50675115)������ʡ�Ƽ����ػ���������Ŀ(072102340010)
�ո����ڣ�2008-03-17�������ڣ�2009-02-09
ͨѶ���ߣ���ΰƽ����ʿ���绰��0371-68918672��E-mail: david.wppeng@gmail.com
(�༭ ������)
