
���±��: 1004-0609(2006)03-0447-06
����ǿ��������������ĥ������
����ï1, ���Ľ�2
(1. ����ʦ����ѧ ������Ϣ�����㶫ʡ��У�ص�ʵ����, ���� 510631;
2. �廪��ѧ ��е����ϵ ����ӹ��о�����, ���� 100084)
ժ Ҫ��
Ϊ���ͻ������� ����Ħ������ĥ������丱��, ���ü����۸��͵�Ƽ�������ī��������ֱ��Ʊ�ԭλ����������ǿ���������ϲ��ϱ���ͶƸ��㡣 �ֱ��Լ����۸��ͶƸ�ǿ������ī����Ϊ������, ������Ϊ������, ģ����������Ĺ�������, ����SRV����ĥ��ʵ�顣 ʵ��������: �Ƹ��������ͻ����������丱, Ħ��ϵ����0.1170~0.1332��Χ�ڱ仯, ����Ħ��ʱ����ӳ�, Ħ��ϵ��������, ��ĥ�����Ϊճ��ĥ��; ����ͬ�Ĺ���������, �����۸�ǿ���Ļ�������������丱, Ħ��ϵ����0.067~0.085��Χ�ڱ仯, ��Ħ��ʱ����ӳ�����, ��ĥ�����Ϊ������
�ؼ���: ������; ԭλ����; �����۸�; Ħ��ϵ��; �丱�� ��ͼ�����: TG159.99
���ױ�ʶ��: A
Wear performance of cast iron piston rings strengthened by laser
ZHANG Qing-mao1, LIU Wen-jin2
(1. Laboratory of Photonic Information Technology, South China Normal University,
Guangzhou 510631, China;
2. The Center of Laser Processing, Department of Mechanical Engineering,
Tsinghua University, Beijing 100084, China)
Abstract: In order to decrease the wear of piston rings and cylinder liners, and improve partner adaptability, the laser cladding and electroplating techniques were adopted to prepare in-situ precipitation particle reinforced metal matrix composite coatings and chromium-plated coatings on the nodular cast iron matrix. By simulating the operating conditions of piston rings and cylinder liner, the optimal SRV tests were carried out using laser cladding and chromium-plated strengthening piston rings as upper samples and grey cast iron as under samples, respectively. The results show that the friction coefficient (0.1170-0.1332) between the chromium-plated piston rings and cast iron cylinder liners increases with the increase of wear time, and the mechanism is adhesive wear. On the other hand, the laser cladding processes reduce the wear losses of the piston ring and partner cylinder liner and have the lower friction coefficient (0.067-0.085), which reduces with the increase of wear time, and the wear mechanism is micro-cutting.
Key words: piston ring; in-situ precipitation; laser cladding; friction coefficient; partner adaptability
���ͻ���������ȼ����һ����Ҫ��Ħ����, ��Ħ��ѧ���ܵ�����ֱ��Ӱ������ȼ���Ĺ�������� ʹ�������� ȼ�ͺ����͵������Լ�ȼ���ŷŵ���Ҫָ�ꡣ ���ŷ���������١� ��Ч�� �ɷ���ķ�չ, ���ھ������ڸ��¡� ��ѹ�߳���ĸ��ɹ���״̬, ����-������Ħ�����Ĺ����������ӿ��̡� ���, Ҫ����������и��ߵ���ĥ�ԺͿɿ���, ��������õ��丱�ԡ� Ϊ���������ĥ������, ���ı���ʺ��Ż��ṹ��״��, ��Ҫ���ñ���ǿ������, ��Ƹ��� ��Ϳ�� ���ӵ����� ��ѧ���϶ƺͼ���ǿ��������[1-6]�� Ŀǰ, ���ڼ���ǿ����������ֱ�������ڻ�������ͨ�����Ӹ����ܵIJ���, ��������ټ��Ⱥ���ȴ�������ڵ͵ȼ����ϱ����Ʊ������������ܵı���, ��˼��⼼����Խ��Խ�ܵ��㷺������[7-13]��
�������������Ż��ļ����۸�(FeCSiB+Zr+Ti)������ϵ������ϵ[14, 15]�� ��ͳ�Ƹ�����ǿ����������ī����������ϱ���ֱ��Ʊ�ԭλ����������ǿ���������ϲ��ϺͶƸ�����, ���ӹ��ɱ���SRV ������, ����ͨ������Ϊ�丱, �� SRVʵ�����ģ��������� ���Ĺ���״̬, ����SRVĦ��ѧ�Ա�ʵ�顣 ����Ħ����ĥ������Ħ��ϵ���� ������ɨ����������۲�ĥ�۵���ò, �о��˲�ͬ�丱�����µ�ĥ����ơ�
1 ʵ��
1.1 ����
�����۸��ͶƸ�����ǿ�������û������Ϊ��ī����, SRVĦ��ѧʵ��ĸ��ײ���Ϊ�������� �����۸�����Ϊ�������Ƶľ������ó����Ե�FeCSiBϵ�Ͻ��ĩ, �����ʵ�������ǿ̼�����γ�Ԫ��Zr��Ti��
1.2 ��������������
����PRC 3kW������CO2�������� �������ؼ���ӹ��������м����۸�ʵ��, ʵ������вവ��������۳ء� ����ӹ����ղ������ڱ�1�� �����۸�����ֱ��Ϊ15.4mm, ��Ϊ150mm, ǿ����λ�ÿ��ۿ�Ϊ2.5mm, ��Ϊ0.4mm�� �ڽ��м����۸�����ǰ, ����Ԥ��FeCSiB+Zr+Ti�Ͻ��ĩ, Ԥ�÷�ĩ��Ѹ�0.7~2mm�� �����۸���, ����ĥ�� �ж��Ʊ��ɱ���SRVĥ��ʵ��������
��1 ����ӹ����ղ���
Table 1 Laser processing parameters

�Ƹ�����ֱ��Ϊ15.1mm, ��Ϊ150mm, ��ǿ����λ�ÿ���Ϊ2.5mm, ��Ϊ0.15mm�IJ�, Ȼ����жƸ�����, ���ĥ��ֱ��Ϊ15mm, ���ж�, �Ƶ�4���Ƹ�ǿ������SRVĥ��ʵ�������� Ϊ��ģ�������ĶƸ�������, �Ƹ�������������ij����������˾�ӹ�, ��������ù�˾�Ƹ���������Ʒ��ȫ��ͬ�ĵ�ƹ��ա�
����������ֱ�Ӵ�������������ĸ����Ͻ�ȡ��, ����ë��Ϊ12.5mm��12.5mm��55mm���Կ�, Ϊ����SRVʵ��������Ҫ��, �ӹ���18mm��12mm��7.88mm���Կ�, ͬʱ��Ҫ��ƴﵽSRV�����Ҫ��������Ŀ��ߡ� ��ƵĿ��߾��б��ڲ�ж, ��λȷ, ����������������ù�ӯ����Ա�֤��λ, ���߲���Ϊ��ͨ��̼�ֵ��ص㡣 �������������ߵļӹ����Ȱ���SRV�����Ҫ��ı����, ��ȷ������������װ�侫�ȡ�
ĥ��ʵ����Optimal SRV��������ĥ����������, ʵ���豸ʾ��ͼ��ͼ1��ʾ�� ʵ��淶���2���С� ����Talysurf 5-120������ò�Dz�������ĥ�۶��������ϸ���������, ÿ����Ϊ1.25��m, ������Χ1500���㡣 �ڼ������ʹ��AutoCAD�������ĥ�۶������ߵľ�ȷ��ԭ, �����ʼ�������, ��������AutoCAD��̼��������ĥ������ �Ի���������������������ĥ������Ϊ���۾���ĥ�����ı��� Optimal SRVĥ��������Զ�ȫ�̼�¼����ʾĦ��ϵ���� ���о��Խ�������ĥ��ʵ�����ʵ�����ǰ(30min)�������г�Ħ��ϵ���ķ�Χ��ƽ��ֵ�� ��ɨ����������¹۲컷�ױ��澭Optimal SRVĦ��ĥ��������ò, �������ˡ� �繵�������ճ�ŵ�ת�ơ� ����״̬, ̽������ ����ĥ����ơ�

ͼ1 SRVĥ�������ʾ��ͼ
Fig.1 Schematic diagram of SRV wear test machine
��2 SRVĦ��ѧ����
Table 2 SRV test parameters for measuring wear performances
2 ��������
2.1 ĥ������
�Ի�����Ϊ�丱��SRVʵ�������3���С� ��ʵ�������, �Ƹ������������丱��30min�ȶ�ĥ�������Ѿ����������ص�ճ��ĥ�� ���, ��3�е�����ʵ����Ϊ����ճ��ĥ��ǰ10min����������ݡ�
SRVʵ��������, ��������������丱ʱ, �Ƹ���-����Ħ��������Ħ��ϵ���� Ħ�����Լ���-��˫������ĥ���������ڼ����۸�ǿ���Ļ��� ��Ħ������ �����۸�ԭλ����������ǿ�Ļ������϶Ƹ�ǿ���Ļ��������нϺõ�Ħ��ĥ�����Ժ��丱��, Ħ��ϵ����Ħ�������½���40%~60%, ���ľ���ĥ���½���35%�� ��������ĥ�����½���89%�� �����丱���ȶ�ĥ����, Ħ��ϵ����Ħ��ʱ��ı仯������ͼ2��ʾ�� ��Ħ���������ȶ�ĥ�����Ժ�, �����۸�ǿ������������丱���Ħ��ϵ�����½�����, ��ʾ���������Ħ��ĥ������; ���Ƹ������丱���Ħ��ϵ�����нϴ�IJ���, ��Ħ����ʱ�������, Ħ��ϵ���ڲ��������10min���ӵø���������
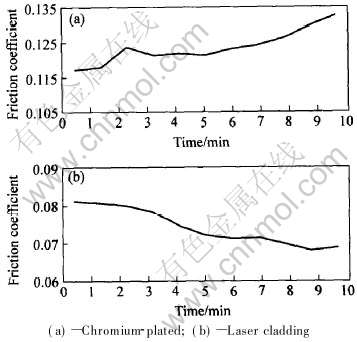
ͼ2 ��ͬ�丱ĥ���ں�10min��Ħ��ϵ���仯����
Fig.2 Change curves of coefficient of different friction couples during final 10min
2.2 ĥ�����
ͼ3��ʾΪ�Ƹ��������丱����������������SRVʵ���, ��ɨ��羵�¹۲쵽����������ĥ����ò�� ��ͼ3�ɿ���, �ڶƸ����������丱�������������Ͼ��н�����繵, �����������ص�ճ��ĥ�� �ڶƸ���������ճ��ĥ������, �Ƹ������Է�����˺�ѺͰ���, �ֲ�����ĶƸ�����ȫ����, �ҿ������ؿ�����ī�����Ļ�����֯; ��������������������ճ��ĥ����ɱ�����֯��˺��, ���Ҵα�����֯�����Ա��κͼ�ѹ������·�����ѹ�� ��, ������Ϊ��״�� �Ƹ�����������ճ��ĥ���ĥ�۳ߴ����Դ�����������������
ͼ4��ʾΪ�����������ͻ����������丱��ĥ����ò�� ��ͼ4�ɿ���, �����۸�������ĥ���DZȽ�dz��, ��������dz����, ������ֳ��������ʴ�����۲쵽�Ľ�����֯�� �����丱�Ļ�����������û�����Ե�ĥ�ۼ����Ա���, �Ҿ��кܸߵĹ���, ���������ؿ���������֯�е�Ƭ״ʯī(��ͼ4(b))�� �����۸�ǿ�������������丱��ĥ�����Ϊ������
3 ����
�ɲ�ͬ�丱��ĥ�۷�������ɿ���, Ŀǰ�㷺Ӧ������ȼ���ϵĶƸ�ǿ������������������丱ʱ���������ص�ճ��ĥ�� ͼ5��ʾΪ�Ƹ��������֯��ò�� ��ͼ5�ɿ���, �Ƹ������֯����, Ӳ�Ƚϸ�(HV0.2750~850), ��ĥ��ĥ�������Ϻá� ������������֯����, ��Ϊ������֯, ���������丱ʱĦ�����䲻���γ���������Ĥ, �Ӷ���ɾֲ������������ֱ�ӽӴ�, �γɽϴ��Ħ��ϵ����Ħ���ȡ� �����¶ȵ����, ��ѹ��������, �������ﵽһ���̶�ʱ, Ħ���������ԭ�Ӽ�����ɢ, �����ֲ��ۻ�, Ħ���������ֲ�ճ�ϡ� ��Ħ��������Ӧ���ﵽ���ǿ��ʱ, ����˺��, ���ճ��ĥ�� ����ճ��ĥ��ı�־Ϊ��������ת�ơ� �ӶƸ���İ��������, ���ڶƸ�������岻��ұ����, �����С, ������Ч�ش���Ӧ��, �ڷ���ճ��ĥ��ʱ, �ֲ��������ֶƸ������ȫ���䡣 ��һ�����ǰ��SRV��ʵ������һ��
��3 �Ի�����Ϊ�丱��SRVʵ����
Table 3 SRV results of different coatings paired with grey cast iron

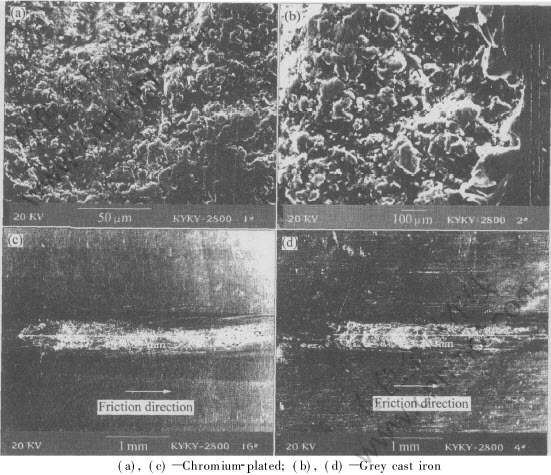
ͼ3 �Ƹ���ĥ�۵�SEM��
Fig.3 SEM images of as-plated Cr worn scars

ͼ4 ����ǿ����ĥ�۵�SEM��
Fig.4 SEM images of laser strengthened worn scars

ͼ5 �Ƹ��������֯
Fig.5 Microstructure of as-plated Cr coating
�����۸��Ʊ���ԭλ����������ǿ���������ϲ��ϱ���������ұ����, ���ǿ�ȸ�, ��Ӳ��ΪHV0.2900~1400, ���͵��۸�����Ӳ�ȱ仯������ͼ6��ʾ�� ����ǿ���������֯��������ϸС�Ĺ���������Ϊ����, ����ֲ����ȹ�����̼��, ����������ԭλ��������(��ͼ7)�� ��ǿ�����в������д����ĺϽ���̼��, ���һ��������塢 ����������ԭλ�����Ŀ���[16, 17]�� ���������ӻ����Ӳ�Ⱥ�ǿ��, ��Ħ����������ĥ����һ��������, ��ϸС��������֧�����á� ĥ���������ЩϸС����̼��֧��, ������Ч�ط�ֹ����ĥ��ĥ��; ǿ�����еİ�������ĥ���������ĥ���Ϊ����, �Ա�֤��Ĥ��������, ͬʱҲ��ֹ����ճ��ĥ�� ���������һ��������Ϊ�������Ϊ�������յ�Ԫ, ������һ����������, ת��Ϊ������, ʹӦ�������ͷ�, ��ֹ�����Ƶ��γ�����չ�� �Ӵ�ֱ��ĥ�����ķ���, ���Կ��������۸���Ĺ�������֯, �����ĺϽ���̼���γ����ܽṹ, ����֧��ĥ��������ú����Ρ� �ڵ�������, �γɷǹ⻬�ĵ�һĥ���档 ��ɢ������ϸС��������λ��������, ǿ���˻���, ���, ���ֳ������ĥ�����ܡ�

ͼ6 �����۸������Ӳ��
Fig.6 Microhardness of laser clad coating
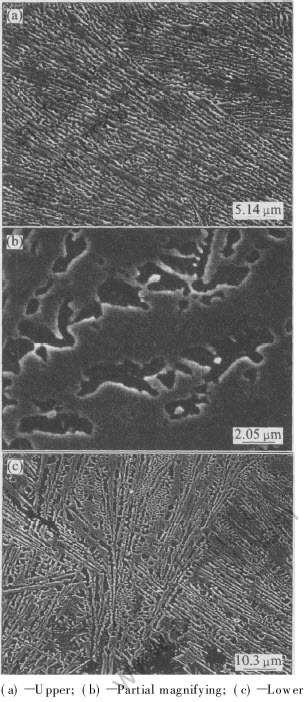
ͼ7 �����۸������֯��ò
Fig.7 Morphologies of laser cladding
4 ����
1) �Ƹ�ǿ��������������丱����ĥ�������, Ħ��ϵ����ĥ��ʱ�������������, Ħ��ϵ����0.1170~0.1332��Χ�ڱ仯�� ĥ�����Ϊ���ص�ճ��ĥ��, �����Ƹ�ǿ�������������������丱�Խϲ
2) �����۸�ǿ��������������������丱ʱ, ���ֳ����õ���ĥ�Ժ��丱��, �丱˫����ĥ����Ƚ��͡� ��������丱����ĥ�������, Ħ��ϵ����ĥ��ʱ����������½�, Ħ��ϵ����0.067~0.085��Χ�ڱ仯, ĥ�����Ϊ������
REFERENCES
[1]Carlos E P. The use of selective plasma nitriding on piston rings for performance improvement[J]. Materials and Design, 2003, 24(2): 131-135.
[2]SUN Zhuo, ZHANG Pei-jun, ZHAI Le-heng, et al. Multi-layer compound coating on cast iron piston ring by multi-arc and magnetron sputtering ion compound plating technique[J]. Surface and Coatings Technology, 2000, 131(1-3): 422-427.
[3]Rastegar F, Richardson D E. Alternative to chrome: HVOF cermet coatings for high horse power diesel engines[J]. Surface and Coatings Technology, 1997, 90(1-2): 156-163.
[4]Friedrich C, Berg G, Broszeit E, et al. PVD CrxN coatings for tribological application on piston rings[J]. Surface and Coatings Technology, 1997, 97(1-3): 661-668.
[5]Priest M, Taylor C M. Automobile engine tribology - approaching the surface[J]. Wear, 2000, 241(2): 193-203.
[6]Yoon K K, Kim W B, Na S J. Shape deformation of a piston ring groove by laser surface hardening[J]. Surface and Coatings Technology, 1996, 78(1-3): 157-167.
[7]LI Qiang, OUYANG Jia-hu, LEI Ting-quan, et al. Recent development in laser cladding of materials surface[J]. Material Science and Technology, 1996, 4(4): 22-3610.
[8]Gassmann R C. Laser cladding with (WC+W2C)/Co-Cr-C and (WC+W2C)/Ni-B-Si composites for enhanced abrasive wear resistance[J]. Material Science and Technology, 1996, 12(8): 691-696.
[9]Baker T N, Xin H, Hu C, et al. Design of surface in situ metal-ceramic composite formation via laser treatment[J]. Material Science and Technology, 1994, 10(6): 536-544.
[10]Tjong S C, Ma Z Y. Microstructural and mechanical characteristics of in situ metal matrix composites[J]. Material Science and Engineering, 2000, 29: 49-113.
[11]Wang H, Xia W, Jin Y. A study on abrasive resistance of Ni-based coatings with a WC hard phase[J]. Wear, 1996, 195(1-2): 47-52.
[12]Sidhu B S, Puri D, Prakash S. Mechanical and metallurgical properties of plasma sprayed and laser remelted Ni-20Cr and Stellite-6 coatings[J]. Journal of Materials Processing Technology, 2005, 159(3): 347-355.
[13]Riabkina-Fishman M, Zahavi J. Laser alloying and cladding for improving surface properties[J]. Applied Surface Science, 1996, 106: 263-267.
[14]ZHANG Qing-mao, HE Jin-jiang, LIU Wen-jin, et al. Investigation on microstructural characteristics and properties of (1.2%Zr+40%WC)/FeCSiBRE layer produced by laser cladding[J]. Transactions of the China Welding Institution, 2002, 23(4): 43-48.
[15]ZHANG Qing-mao, HE Jin-jiang, LIU Wen-jin, et al. Investigation on microstructural characteristics of ZrC-reinforced metal matrix composite layer produced by laser cladding[J].Transactions of the China Welding Institution, 2002, 23(2): 22-24, 58.
[16]ZHANG Qing-mao, HE Jin-jiang, LIU Wen-jin, et al. The microstructural characteristics and properties of (2.4%Zr+1.2%Ti+15%WC)/FeCSiB layer produced by laser cladding[A]. Deng S S, Okada T, Behler K, et al. Laser in Material Processing and Manufacturing[C]. Shanghai: The International Society for Optical Engineering and Chinese Optical Society, 2002. 253-258.
[17]ZHANG Qing-mao, HE Jin-jiang, LIU Wen-jin, et al. Investigation on the microstructural characteristics of ZrC-reinforced composite coating produced by laser cladding[J]. Surface and Coatings Technology, 2003, 160(2-3): 140-146.
�ո�����: 2005-08-24; ������: 2005-12-09
�����: ����ï(1966-), ��, ����, ��ʿ
ͨѶ����: ����ï, ����; �绰/����: 020-85211433; E-mail: zhangqm66@263.net
