
���±�ţ�1004-0609(2013)S1-s0287-05
�ߴ������ѺϽ����Ʊ�����
���ļ�1��������1���� ��2���� ��3��������3
(1. ����Խ��ҵ����˾������ 110102��
2. ��������̩ͨ����ҵ����˾������ 110206��
3. ����������������� 110022)
ժ Ҫ��
����(VAR)���������Ʊ��ѺϽ�������Ϊ�����������������ԭ�ϴ����ȡ��缫�Ʊ��������������ղ����ȷ�����п�����Ľ���������O��N��C��H��Si�����ʺ�������֤���ѺϽ������ɷ�����֯�ľ����ԡ�����ҵ��������������ʹ��(VAR)¯�ܹ��Ʊ������ϱ�Ҫ��ĸߴ����ѺϽ�������
�ؼ��ʣ�
�ߴ�������(VAR)¯���ѺϽ����缫������������
��ͼ����ţ�TF062���� ���ױ�־�룺A
Preparation technology of titanium alloy ingot and billet with high purity
YANG Wen-jia1, ZHANG Wen-qi1, XING Yi2, ZHAO Jun3, LIU Hong-yu3
(1. Shenyang Zhuoyue Titanium Industrial Co., Ltd., Shenyang 110102, China;
2. Shenyang HST General Titanium Co., Ltd., Shenyang 110206, China;
3. Shenyang Research Institute of Foundry, Shenyang 110022, China)
Abstract: The vacuum arc remelting technology is used for preparing the titanium ingot. In order to improve the ingot quality, the purity of raw material, the preparative technique of electrode and the melting process parameters were strictly controlled and improved. The contents of impurity elements such as O, N, C, H and Si are reduced and the titanium ingots have a good homogeneity on chemical composition and microstructure. After having a industrial test, it is found that the VAR preparative technique can meet the standard requirement of high purity titanium ingot.
Key words: high purity; (VAR) furnace; titanium alloy; electrode; smelting technology
�ѺϽ������ʴ����ǿ�ȸߡ����¡���ѧ�����Ժõ��������ԣ��ں��ա����졢������ұ����Դ�������ѵõ��˹㷺Ӧ��[1-2]�������ſƼ������Լ�������ҵ�ķ�չ�����ա�����ȸ��¼���������ѺϽ�ṹ������������˸��ߵ�Ҫ�������ߴ硢���ڡ����ӽṹ�Լ��������ķ���չ[3-6]��Ҫ���Ʒ�������õ�һ���ԣ��������Ҫ������ʱ���õ��ѺϽ������ڳɷ��Ͼ��нϸߵĴ����Ⱥ����õľ����ԡ����øߴ����Ȳ��ҳɷ־��ȵ��ѺϽ����������������ѺϽ������������õ��ۺ����ܣ���֤���������������������������ȶ��ԣ�����˲�Ʒ�İ�ȫ�ԡ�
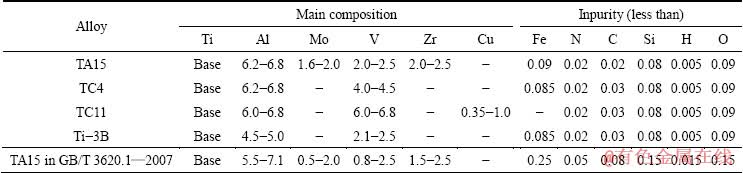
����ij���ա��������ѺϽ�������������������ѺϽ������ijɷֱ�Ҫ�����1��ʾ��ȡ������ͼ1��ʾ��Ҫ���������λ�õļ�������ﵽ�ɷ�Ҫ���û���Ҫ������� GB/T 3620.1��2007���еĹ涨��Ϊ�ϸ����Ʊ������������У��ɷֿ��ƽ�Ϊ���ѣ������ѶȽϸߣ������������ij�Ʒ�ʡ�Ŀǰ���Ʊ��ѺϽ�������Ϊ���õķ���Ϊ����Ժĵ缫�绡����(Vacuum arc remelting, VAR)������������ջ���������У��Ժ��ѵ缫��ֱ���绡�ĸ��������£��ۻ���ˮ��ͭ������������Ϊ����[7-8]��VAR�������豸Ͷ�ʼ����гɱ��ϵͣ��������㣬���������������������VAR����������������������Ҫ����ѺϽ���������Ҫ�Թ������̽��иĽ��ʹ��¡�
��1 �����ɷֱ�
Table 1 Standards of ingot component (mass fraction, %)
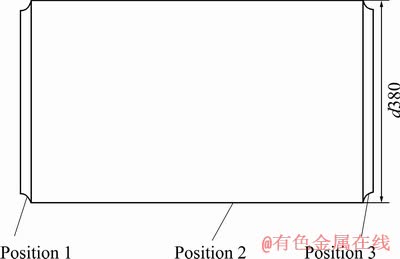
ͼ1 ȡ����λʾ��ͼ
Fig.1 Schematic diagram of sampling location (unit: mm)
�������߲���VAR�����Ʊ��ѺϽ�������ͨ����ԭ�ϴ����ȡ��缫�Ʊ��������������ղ������������������ȷ�����Կ��Ƽ������������������ʵĻ��룬ͬʱ�������糡���ų�����ز�������߳ɷֵľ����ԣ���֤���������������Ʊ����˷��Ͽͻ�Ҫ��ĸߴ����ѺϽ�������
1 �Ľ���ʩ
1.1 �Ժĵ缫�Ʊ�
1) ȷ��ѹ������
����������Ҫ�Ժ����ѽ������鼰ɸ�֣���ȥ�����ϸ��Ͽ飬���Ҫ���м�Ͻ�������ʵij��㣬���⺣���Ѵ�������������������������ʳ��꣬Ԥ�����ʵĿɿ�������
2) ѹ�Ƶ缫
����������Ͻ�Ԫ�ؾ��Ⱥ������䣬���չ�˾�Ĺ��չ�̺Ͳ�����̣�������ʽ��ѹ������ѹ�ư�״�缫��ѹ�ƹ������뱣֤����֮��Ľ��ǿ�ȣ���������������ơ�Ϊ�˱�֤�缫�ĵ����ԣ�����ʱ�����㹻��ĵ绡��ѹ�Ƶĵ缫Ӧ�߱��㹻���ܶȣ��缫�ܶ�Խ����ֵԽС��������Խ�ã����ʵ�ʵ�ѹ�����������缫���ܶȿ�����3.0~3.3 g/cm3���缫ֱ��������ֱ���ı�ֵ��0.6~0.7֮�䣬�缫ֱ�������ۻ�ʱ�������缫ֱ����С�����γɵĻ���С�����۳صĸ�����С���¶���Խϵͣ��ᵼ���ѺϽ�Һ�ɷֲ����ȣ��������Ͻ�Һ�����Ա�ѹ�Ƴɵĵ缫����Ҫ����ƽ������ߴ�ȱ�ݣ���������ʱ�绡���Ȳ�������
3) ���ӵ缫
���õ���������������������ӵ缫��������Ȳ�С��99.99%������ǰ����������ƽ̨���缫����治�������ۡ��ҳ���������ռ�ѹ�缫��������������ƺš����ż��缫���������ӹ����У�Ҫ��֤���㹻�ĺ��������ʹ�����һ����ǿ���Գ�����������ÿ����һ�࣬Ӧ�漴ȥ���缫�ϵĻӷ�����Ӻ�ĺ���ӦΪ����ɫ�������������������ӵĵ缫��ƽֱ��������ͨ��ǿ�����ʱ�ֲ��������ȡ�
1.2 ��������
�������е�������������������ͳ���˴���������1 t��ֱ����370 mm���ѺϽ������ijɷֲַ�����������������ҪԪ��Al��V����ƫ�ͣ�����������Ԫ��N��O����ƫ�ߣ������������˵ijɷּ�����ƫ��ϴ���Ȼ������GB/T3620.1��2007���е�Ҫ���������˫��Э��Ҫ��ȡ�����ϸ��ʽ�Ϊ75%����������ͨ���Ľ������豸�͵������ղ������������������ľ��������⡣
1) �����豸�Ľ�
Ϊ��ʹ�绡�����ȶ���ͨ�������������Ȼ���Ȧ���Ȼ���Ȧͨ�����ʱ���������ų������ٱ����ȶ��绡��ͬʱ������ų���ʹ�۳��е���Һ��ת�����������á��ڱ�ʵ���У������е��Ȼ���Ȧ�������ײ��Ͷ���λ�ü��ܣ�����ʹ�绡�����ȶ�������Ҫ����ʹ���������²�λ�Ľ��������õ���ǿ����ʹ������¯�ĵ�ų�ǿ�ȶ��ۻ��ٶȵĵ������ڿɿصķ�Χ��
2) �������ղ�������
���������У��绡�Ŀ��ƶ�������������Ч��Ӱ��ܴ绡���̣���ʹ�õ缫���۳�֮�䷢����·���谭������������ʹ���۳��¶ȷ����仯���绡��������ʹ���ۻ��ٶȹ��죬�ۻ��¶ȹ��ߡ����������������Ӱ����Һ�Ĺ��ȶȺ������ԣ�����Ӱ����Һ�ľ����Ժͳ����ԣ��ᵼ�������ɷ�ƫ���������ס����̺ۡ������������ȱ�ݡ��ۻ��ٶ��ǵ绡��Ч����Ҫ��־���������������������£��������ۻ��ٶȽ��뻡���йء�ʵ����������������ʱ�����Ŵų�ǿ�ȵ����ӣ��ۻ��ٶȳ��ּ���ֵʱ���ų��µ绡����Ч����ߣ��ۻ��ٶ���졣�ų�ǿ�ȹ���ʱ���绡���������������ۻ��¶Ƚϸߣ���������ʧ�������ӷ�����ʧ�ų�ǿ�ȹ�С���������ַ�ɢ�������ֻԹ⡣ֻ�дų�ǿ�ȴ������ֵʱ����Ӧ��ijһ�ض��ļ�����״�ĵ绡����ʱ�绡��Ч����ߣ���ʱ��Ӧ���ۻ��ٶ�Ҳ�ﵽ����ֵ��
���������У�����Ҫ���õ���������������������ѹ�ʹų�[9]���ڲ�����������Ҫ�����Ŀ��Ƶ�ѹ�������Լ��ų���ʹ���������ȶ�״̬��������Ա����������Ա������ϣ�ʹ�����ﵽ���ֵ����֤���������͵绡��Ч�ʡ�������֮��Ĺ�ϵ��Ϊ���ӣ��������������������ܽᣬ�ó��������ξ��������8 300~8 800 A�������ۻ��ٶȽ��͵�һ���ۻ��ٶȵ�80%~90%��
�ѺϽ���Ϊ���ý����������������к�����������������O2��N2��CO2�����巢����ѧ��Ӧ��Ӱ�������Ļ�ѧ�ɷ֣�����N��H��O��Ԫ�س��꣬�����Ҫ�����������е���նȼ��Կ��ơ�ʵ���������״�����ʱ����ն���ﵽ0.7~10 Pa����������ʱ��Ҫ���ߵ���նȣ���ʵ�����������У�����¯�ӽṹ��ͬ����ռ�ָʾֵ�뻡ѹ���ѹ��ֵ�IJ�ֵ�ܴ���ѹ����70~4000 Pa֮��绡���֡��ռ��ƶ���������ʱָʾѹ��������1 Pa���ҡ�
��ʵ�����������У������ײ���Ҫ�Ͻ�Ԫ�صĺ��������ﲻ��Ҫ��Ϊ�˽�������⣬�ڶ������������У��������ײ����úϽ��Ͻ��������������������ײ��ĺϽ�Ԫ�غ�����ʹ�ý��������������˵ijɷ�����һ�¡�
2 �������
ͨ�������ϼ����治�Ͻ��м����Ľ��빥�أ�������һ��90��t�ѺϽ�����������ʵ�飬�����������յõ����ȶ�������TA15�Ͻ�������Լռ85%����˶�TA15�Ͻ��������������˷��������õ����ӷ�������Ƕ���������ȡ���������кϽ�Ԫ�صļ�⣬���ù�ѧ����������������������֯�Ĺ۲죬���и�ʴҺ����10%HF+20%HNO3+70%H2O(�������)�����õ�������ⶨ�ǽ�����ѧ���ܵIJ��ԡ�
2.1 �ɷ־�����
�����������ȶ����̴��·�Ϊ3���Σ���������к��������ϴ��Ԫ�أ�����ͬ�������ļ�������ڿر��ϡ�����Χ���бȽϣ���Ҫ�ɷ�Ԫ�أ�Al��V����������Ԫ�أ�N��O����Ԫ�غ������Ҫ��ķֲ�������ͼ2��ʾ�������˸��������Ľ������
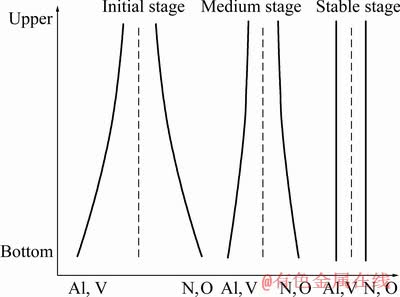
ͼ2 ���������Ľ������и������
Fig.2 All stages of ingots quality improvement
����������TA15�Ѷ��ijɷ�������������ʾ��ͼ���Կ���������Al��VԪ��������N��OԪ�ػᷢ����ɢ���������ڴ���Ԫ�������뺬�����������⣬���Ź��ռ����Ľ���������Al��V��N��O������ΧԽ��ԽС������ҲԽ��Խ�ӽ����ϵijɷֺ��������ջ���˳ɷ־��ȵ�������������Zr��Mo��Ԫ�أ�������������������еĺ���������Ȼ��������������Ϲ����У�Zr��Mo��Ԫ�صĺ���������е����������ֺϽ�Ԫ�������������������ȶ����������������Ʊ���TA15�Ͻ������ϡ��С���3����λȡ������ѧ�ɷּ�������2��ʾ���ɼ��仯ѧ�ɷ��ѽ�Ϊ���ȡ�
��2 TA15��������λ��ѧ�ɷ�
Table 2 Chemical component of TA15 ingot on different positions (mass fraction, %)

��������ɷ־��ȶȵõ�����ߣ�����Ҫ���ڴų�������[10]���ڵ���������Ӵų���ʹ�绡��ת������������ʹ���������������۳�Ҳ��ͬʱ��ת�������Ӷ��ﵽ���ȼ����۳أ��ȶ��绡������������ã�ͬʱ���������û���������״���Ĺ�Ч��
2.2 ��֯������
��TA15�Ͻ������ڲ���ȡ�Կ��Ƴɽ���������������ʴ�������ڵͱ������¹۲����徧����֯����ͼ3��ʾ�����Կ������������ľ����ߴ��С����С���ȣ�û�г������Եļ��Ӻ�ƫ�����������ڽ��������¹۲죬��ͼ4��ʾ�����ֲ�Ƭ״��a+b��֯��ò����֯ϸС���ȣ���ʹ�Ͻ�������õ�ǿ�Ⱥ����Ρ�

ͼ3 TA15���������ͱ���֯
Fig.3 Macrostructure of TA15 ingot
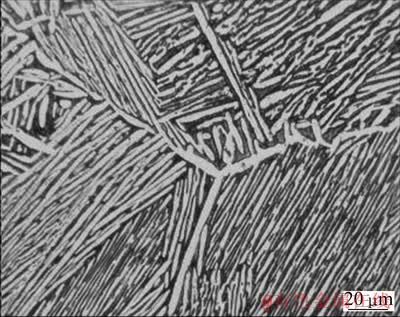
ͼ4 TA15������������֯
Fig.4 Microstructure of TA15 ingot
2.3 ��ѧ����
����������ȡ�����Ƴ�������������ѧ���ܵļ��飬������3��ʾ����ǿ�Ⱥ�������ȫ����ʹ��Ҫ����ұ�(GJB 2896��2007)��
��3 TA15������ѧ����
Table 3 Mechanical property of TA15 ingot

3 ����
1) ͨ������ԭ�����������淶�����еIJ�����̣�����VAR�������������Ʊ����ߴ����ȵ��ѺϽ�������
2) ͨ���Ľ��Ȼ���Ȧ�������������������е���նȡ���������ѹ���ų��Ȳ����������úϽ�����Ϊ�����ϣ���֤�������ijɷ�����֯�����ԡ�
REFERENCES
[1] �� ��, �。��, �����. �ѺϽ��Ӧ����״����չǰ��[J]. �ѹ�ҵ��չ, 2004, 21(5): 19-24.
LI Liang, SUN Jian-ke, MENG Xiang-jun. Application state and prospects for titanium alloys[J]. Titanium Industry Progress, 2004, 21(5): 19-24.
[2] �⺣��, ������, ���. �ѺϽ�����μ�������Ʒ�е�Ӧ��ǰ��[J]. ��ѹ����, 2003(4): 44-46.
WU Hai-feng, ZHANG Zhi-min, LI Bao-cheng. Application of titanium alloys and its forming technology in commodity[J]. Forging & Stamping Technology, 2003(4): 44-46.
[3] Ф����, ������, �����, �� ��, �ⱦ��. �����ӱ����ѺϽ�������ģ���������о���״����չ[J]. ϡ�н��������빤��, 2006, 35(5): 678-681.
XIAO Shu-long, CHEN Yu-yong, ZHU Hong-yan, TIAN Jing, WU Bao-chang. Recent advances on precision casting of large thin wall complex castings of titanium alloys[J]. Rare Metal Materials and Engineering, 2006, 35(5): 678-681.
[4] �ܴ���. �������ѺϽ�ķ�չ�ſ�[J]. ���տ�ѧ����, 2005(4): 3-6.
CAO Chun-xiao. General development situation of titanium alloys for aviation[J]. Aeronautical Science and Technology, 2005(4): 3-6.
[5] ������, ������, ������, ������. �������ѺϽ���о���Ӧ�ý�չ[J]. ϡ�н���, 2006, 30(6): 850-856.
FU Yan-yan, SONG Yue-qing, HUI Song-xiao, MI Xu-jun. Research and application of typical aerospace titanium alloys[J]. Chinese Journal of Rare Metals, 2006, 30(6): 850-856.
[6] ������, �� ��, �� ѩ. �ѺϽ��ھ����ϵ�Ӧ��[J]. �����, 2005(9): 51-53.
HUANG Xiao-yan, LIU Bo, LI Xue. The application of titanium alloy in military[J]. Light Metals, 2006, 30(6): 850-856.
[7] �� Ⱥ, ������, ������, ����, ������. �����ѺϽ������������ķ�չ��״[J]. ���Ͽ�ѧ�빤��, 2004, 12(3): 332-336.
SHU Qun, GUO Yong-liang, CHEN Zi-yong, KONG Fan-tao, CHEN Yu-yong. Development of casting and melting technology of titanium alloys[J]. Materials Science & Technology, 2004, 12(3): 332-336.
[8] �Ž���, �� ��, �����, ����, �� Ծ. ����Ժ�����¯ֱ������������ѺϽ���Ĺ����о�[J]. ����, 2006, 55(5): 452-455.
ZHANG Jin-lin, CHEN Hong, GUO Pei-jun, QU Yu-fu, ZHOU Yue. Research on technique of single melting and casting titanium alloy by var[J]. Foundry, 2006, 55(5): 452-455.
[9] ��С��, ���ɽ, �� ��, ���ξ�, �ܺ곬, �� ��, �� ��. ����Ժĵ绡���������е�ų�����ֵģ��[J]. �й���ɫ����ѧ��, 2010, 20: 538-543.
ZHAO Xiao-hua, LI Jin-shan, CHANG Hui, YANG Zhi-jun, KOU Hong-chao, HU Rui, ZHOU Lian. Numerical simulation of electromagnetic field in vacuum arc remelting process[J]. The Chinese Journal of Nonferrous Metals, 2010, 20: 538-543.
[10] ���ξ�, �ܺ곬, �� ��, ���ɽ, �� ��, �� ��. VAR���ղ�����Ti-10V-2Fe-3Al ����������Ϊ��Ӱ��[J]. �������켰��ɫ�Ͻ�, 2010, 30(4): 295-298.
YANG Zhi-jun, KOU Hong-chao, CHANG Hui, LI Jin-shan, HU Rui, ZHOU Li-an. Effects of VAR( vacuum consumable arc remelting) processing parameters on solidification behavior of Ti-10V-2Fe-3Al alloy ingot[J]. Special Casting & Nonferrous Alloys, 2010, 30(4): 295-298.
(�༭ ����ƽ)
�ո����ڣ�2013-07-28�������ڣ�2013-10-10
ͨ�����ߣ����ļף�����ʦ���绰��024-31486604; E-mail: 1442023682@qq.com
ժ Ҫ������(VAR)���������Ʊ��ѺϽ�������Ϊ�����������������ԭ�ϴ����ȡ��缫�Ʊ��������������ղ����ȷ�����п�����Ľ���������O��N��C��H��Si�����ʺ�������֤���ѺϽ������ɷ�����֯�ľ����ԡ�����ҵ��������������ʹ��(VAR)¯�ܹ��Ʊ������ϱ�Ҫ��ĸߴ����ѺϽ�������
[1] �� ��, �。��, �����. �ѺϽ��Ӧ����״����չǰ��[J]. �ѹ�ҵ��չ, 2004, 21(5): 19-24.
[2] �⺣��, ������, ���. �ѺϽ�����μ�������Ʒ�е�Ӧ��ǰ��[J]. ��ѹ����, 2003(4): 44-46.
[4] �ܴ���. �������ѺϽ�ķ�չ�ſ�[J]. ���տ�ѧ����, 2005(4): 3-6.
[5] ������, ������, ������, ������. �������ѺϽ���о���Ӧ�ý�չ[J]. ϡ�н���, 2006, 30(6): 850-856.
[6] ������, �� ��, �� ѩ. �ѺϽ��ھ����ϵ�Ӧ��[J]. �����, 2005(9): 51-53.
