
������·�廷����֬����Ƚ⼰�������
���ǿ���� ٻ��տ־��
(���ϴ�ѧ ��ѧ����ѧԺ������ ��ɳ��410083)
ժ Ҫ��
ժ Ҫ������������£�Ӧ�ó������µĹ�ʽ¯��Ӧ���Է�����·���л�����֬�Ƚ���ɽ����о������첻ͬ���Ƚ����¡��������ʡ���ն�(ѹ��)������ʱ��ȸ������ضԲ�����ʵ�Ӱ�졣���⣬���ø���Ҷ����(FT-IR)����������(GC/MS)�������Ƚ��Ͳ�����б���������ʵ�����������¶ȶԲ�����ʵ�Ӱ������������ʡ���նȼ�����ʱ����Ƚ�������Ҳ����ҪӰ�졣ѡ���ʵ����Ƚ��¶�(400~550 ��)����������(15~20 ��/min)����ն�(ѹ��15 kPa)������ʱ��(30 min)����������Ƚ�Һ���Ʒ�IJ��ʣ��Ƚ��͵���Ҫ�ɷ��Ƿ������ʣ����ܺ���Ϊ84.08%�����У����廯���ﺬ��Ϊ15.34%��
�ؼ��ʣ�
����Ƚ���������·����������֬������ɫ��-���������������
��ͼ����ţ�X705 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2009)05-1209-07
Vacuum pyrolysis characteristics of waste printed circuit
boards epoxy resin and analysis of liquid products
QIU Ke-qiang, WU Qian, ZHAN Zhi-hua
(School of Chemistry and Chemical Engineering, Central South University, Changsha 410083, China)
Abstract: The effect of pyrolysis conditions on the products yield of epoxy resin in waste printed circuit boards was investigated using the vacuum pyrolysis oven heated by temperature controller. The effects of temperature, heating rate, pressure and reaction time on the yield of vacuum pyrolysis production were analyzed. In addition, the compositions of liquid products were analyzed by FT-IR and GC/MS. The experimental results show that temperature is the key factor in the vacuum pyrolysis process. At the same time, heating rate, pressure and rest time cannot be neglected. The optimisation conditions for the liquid yield from the vacuum pyrolysis process are as follows: temperature 400-550 ��, heating rate 15-20 ��/min, pressure 15 kPa, and reaction time 30 min. The main composition in the product yield is Phenolic organic compounds with the total of 84.08%, while considerable amount of brominated products is up to 15.34%, which lowers the value of liquid products.
Key words: vacuum pyrolysis; waste printed circuit boards; epoxy resin; liquid products; gas chromato-graph/-mass spectrometry(GC/MS); fourier transform infrared spectroscopy(FT-IR)
���ŵ��Ӳ�Ʒ���»���Ƶ�ʼӿ죬�������ӵ�����Ʒ�ѳ�Ϊ�̳�������������ҵ����֮������������Ѵ����Ĺ����������ɴ˲����ķ�����·������ҲѸ�����ӡ���·��(PCB) ��һ���ȹ��Ը��ϲ��ϣ��ɸ�ͭ����ѹ�ƶ��ɣ���Ҫ�ɷ�Ϊ������֬��������ά��ͭ��������(Sn, Pb, Fe, Ni��)��[1]�������Ч����������·�壬ͬʱ���������Ⱦ�ѳ�Ϊ��ǰ�о����ȵ�����֮һ[2-6]���Ƚ⼼������������·�壬�����ܹ�ʵ����֬��������ά�ȷǽ����ɷֵ���Դ�������������ڻ������еĽ��������Ƕ��Ƚ⼼������������·������˴����о�[7-11]����Ҫ���ڷ�����Ƚ������£��Է�����·���Ƚ����ԡ�����������ѧ�������̽��[12-13]���ӷ�Ӧԭ���Ͽ�������ѹ����������������£������ڷ��ӷ����ѽ⣬����������ȽⷴӦ����������һ���ȽⷴӦ�õ��Ļӷ���Ѹ�ٴӿ����ڲ��ͱ����뿪���Ӷ�ǿ������Ļӷ����̣�������ʵ�֡������Ƚ⡱��������ƶ����ѽ⼰�پۺϷ�Ӧ�������ر��ǽ���±���ⷢ�����η�Ӧ����±�����ļ��ʣ�����Ƚ��͵IJ��ʣ�������������Ʒ�IJ��ʡ�����Ƚ��ѳɹ�Ӧ���ڷϾ�����ϩ(PVC)����������ȷ���Ļ���[14-15]�������ڴ���������·�巽���Ӧ���д��ڽ�һ���о���
���ڻ�����֬����̻���������ص�����ѧ���ܡ��̻������ʡ������ܵ����Ա�����������֬�� ��[18]���ʵ�·������ճ�����Ҫѡ�û�����֬��������·���л�����֬�Ƚ���õ����Ƚ��ͼȿ�����Ϊȼ��ʹ�ã���������Ч�ʱ�ֱ��ȼ�ոߵö࣬ͬʱ�������Ƚ��͵���Ҫ�ɷ�Ϊ���Ӻ���������ӣ��ֿ���ȡ�߸���ֵ������Ϊ����ԭ�ϣ���ˣ�������֬�Ļ���Ҳ�Ƿ�����·����Դ��ȫ����չ�����������Ҫ��һ�����ڡ��������߲��ó������µ�С����ʽ���ѽⷴӦ���Է�����·�廷����֬����������½����Ƚ�ʵ�飬�����Ƚ����£��������ʣ���ն�(ѹ��)�Լ�����ʱ������ض��Ƚ������ʵ�Ӱ�죬̽������Ƚ������·�廷����֬���ɣ����ڴ˻����϶��Ƚ��ͳɷֽ��з����������Ա�Ϊ����Ƚ⼼������������·��ļ���Ӧ���ṩһ�������ݡ�
1 ʵ ��
1.1 ʵ����Ʒ�������ݷ���
����Ƚ����÷�����·���ɳ�ɳú̿�о�����·�峧�ṩ����·������ΪFR4���(����ȥ������·���������������ֽ�����ͭ���棬�Ӷ���֤����Ʒ�ĸ�������ɵľ�һ��)���и�ɳ�����Ϊ1 cm��1 cm����Ƭ��ԭ�ϵ�Ԫ�ط�����ҵ��������1����2��
��1 ����ԭ��Ԫ�ط���
Table 1 Ultimate analysis of feedstock

��2 ����ԭ�ϵĹ�ҵ����
Table 2 Proximate analysis of feedstock

1.2 ʵ��װ����ʵ�鷽��
ʵ��װ����ͼ1��ʾ������Ƚ���С����ʽ���ѽⷴӦ���н��У����ó������µ���¯���ȣ�����¶ȿɴ�1 000 �档ÿ��ʵ����������·����ƷԼ 20 g����һ��ѹ���£����趨���������ʼ��ȵ�ʵ���趨�¶ȣ�����һ��ʱ�䣬����Ƚ����徭��������������������������������������е��廯�⡢������̼�����屻��������������������徭��ձý��������ռ�����ϵͳ����ÿ��ʵ���У�ͨ�����ؿɵõ�����Ƚ������·���Һ�����������������Ʒԭʼ��������塢Һ����������IJ�ֵ����Ϊ�������IJ���������Ƚ������ʰ�ʽ(1)��(2)���㡣

ͼ1 ����Ƚ�ʵ��ʾ��ͼ
Fig.1 Schematic diagram of tubular vacuum pyrolysis reactor

�Ƚ��ͳɷֵĺ������������AVATAR-360����Ҷ�任���������(����Nicolet Magna ��˾����)�Ͻ��У���Ʒֱ��Ϳ��KBrѹƬ�ϣ��ⶨ������ΧΪ400~ 4 000 cm-1��ɨ��ʱ��Ϊ32 s���ֱ���Ϊ4 cm-1��GC/MS������Trace GC/Polaris Q GC/MSn��-��������(����Thermo-Finnigan��˾����)�Ͻ��С�ɫ���������£�DB-1 30 mm��0.25 mm��0.25 ��m����ʯӢëϸ��������ʼ��Ϊ60 �棬����2 min����������Ϊ5 ��/min��������250 �棬����20 min���������¶�Ϊ260 �棬����Ϊ1 mL/min������Splitless������ʽ��������������������EIԴ��������Ϊ70 eV�����ӱ�������ѹΪ1.42 V������Դ�¶�Ϊ200 �棬ɨ����Ϊ0.43 s���ʺɱ�ɨ�跶ΧΪ40~650��
2 ���������
�Ƚ���һ���ܴ��ȡ������뻯ѧ��Ӧ��ͬӰ��Ĺ��̣��¶ȡ��������ʡ���նȡ�����ʱ������ض���Ӱ�����������ɷֲַ���
2.1 �Ƚ������¶ȵ�Ӱ��
��ͬ���Ƚ����¾��������ϲ�ͬ�Ƚ���������̣��Ӷ������˲�ͬ�����塢Һ������Ʒ�IJ��ʷֲ���
�ڼ�������Ϊ10 ��/min��ѹ��Ϊ5 kPa�����£����Ʋ�ͬ�������¶ȣ�������30 min���о��¶ȶԷ�����·���Ƚ��Ӱ�졣�ɱ�3�ɿ��������Ƚ����½ϵ�ʱ��������·����Ƚ��Ͳ���Ҳ�ϵ͡���400 �濪ʼ�Ƚ��Ͳ������������֮���빤ҵ�����лӷ��ֺ��������ӽ������������ڻӷ��ֺ�������ԭ������Ƿ�����·�����л��ﲢ���ܹ���ȫ�ѽ�Ϊ�����Һ�壬�ӷ����е�һС�����л������Ƚ������ת��Ϊ��̿���ڽ�̿�Ͻ�����̿�����Ƚ�����Ϊ400 ��ʱ�Ƚ������ȫ���ɱ�3��֪��400~550 ��ʱҺ����ʱ�����35%���ң���200~300 ��ʱΪ20%~30%����֪�Ƚ����¶��Ƚ��Ʒ���ʵ�Ӱ��ϴ��ڽϵ͵��¶����Ƚ�Һ����ʽϵͣ��д���������࣬������Ϊ������ֻ�����˲����Ƚ⡣�������Ƚ����µ���ߣ�������֬�ȸ߷��Ӿۺ���������Ϊ����������Ӷ��õ������Һ����������¶ȹ��ߣ������ڳ����Ӧ��֮ǰ�Ჿ�ַ��������ѽⷴӦ��������һ���ѽ�ɶ�����ʹ������������࣬Һ���������١���ˣ�����Ƚ����֬���͵ķ�����·������Ϊ400~550 ��ȽϺ��ʡ�
��3 ����Ƚ����¶��Ƚ��Ʒ���ʵ�Ӱ��
Table 3 Effect of vacuum pyrolysis temperature on production

2.2 �������ʵ�Ӱ��
�ڿ����Ƚ�����Ϊ400 �棬����ʱ��Ϊ30 min��ѹ��Ϊ15 kPa��ʵ�������£����Ʋ�ͬ���������ʣ������״̬������ʱ仯����4��ʾΪ��ͬ�������ʶ�����Ƚ��͵�Ӱ�졣�ɱ�4���Կ���������������£������������ʵ���ߣ��Ƚ��͵IJ��������ߺ��½�����������Ϊ20 ��/minʱ�Ƚ��Ͳ�����ߣ�Ϊ34.37%��
��4 ��ͬ���������µ��Ƚ��Ͳ���
Table 4 Production distribution under different heating rate

����ͬ���Ƚ������£���������Խ�ͣ���Ӧ�����ж��η�Ӧ�ķ������ʴӷ���������Խ�ࡣ������Ϊ���������ʽϵ�ʱ����Ʒ��ijһ�ض��¶��µ�ͣ��ʱ�����ӣ��л����н��������ż��ͱ����ϵIJ������ѷ����������ӣ��γ����ɻ���ʹ��Һ���Ʒ���ʼ��١��������������ʵ���ߣ���Ʒ��ʼ�ֽ���¶��������ӣ�������Ϊ�����������ʵ����ӣ�����������ʱ��ʹ��Ʒ��ijһ�¶��µ�ͣ��ʱ����٣�������Ʒ��ijһ�¶��µķֽ������١�������������ʿ�����Ƚ�Һ���Ʒ���ʡ������������ʳ������ߣ���Ӧ�����ںܶ�ʱ���ڿɴ�ϸߵ��¶ȣ����ܻᵼ���Ƚ���Ķ����Ƚ����л������¾ۺ�Ϊ�����ۺ����Ϊ��̿��ʹ���������ߣ�Ҳ�п�����Ϊ��ʱ���ڴﵽ�ϸߵ��¶ȣ�ʹ������֬��Br�Ը߷���̼�����мӳɺ���HBr��Ӧ���Ӷ��ٽ����Ϻͻ�����Ӧ�ķ������������γ��ι̵�̼�Ǽܽṹ�����¹��������ߡ���ˣ�����Ƚ������·��ҲӦ��ѡ�����е��������ʡ�
2.3 ��նȵ�Ӱ��
�ڼ�������Ϊ20 ��/min���Ƚ�����Ϊ400 �棬����ʱ��Ϊ30 min�����ʵ�������£����Ʋ�ͬ����նȼ��ڵ������������ķ�Χ�½��г�ѹ�Ƚ⡣����Ƚ������·��ʱ�����ʵ���նȶ��Ƚ��Ͳ����������ģ�������Ƚ��͵IJ��ʣ�����������ն�Խ��Խ�á��ɱ�5�ɼ�������ն�Ϊ15 kPa����ʱ���Ƚ��Ͳ�����ߡ�
����նȲ�����ʱ���������Ƚ���̲����ӷ��ּ�ʱ�뿪��Ӧ�������²����Ƚ��ͷ��������ѽ⣬�ɱ�5��֪���ڽϵ���ն��£�������նȵ���ߣ�������ʼ������䣬����������½����Ƚ��Ͳ��ʵ������ͨ�����ٲ�����������ʵ�ֵġ��ڵ��������£�������·��ij�ѹ�Ƚ�����Һ��������Ե�����������µ�Һ����ʣ��������������ߣ��������ڳ�ѹ���Ƚ������ܼ�ʱ�뿪��Ӧ�ܣ���ʹ�Ƚ����������η�Ӧһ�������½ό�ɽ�̿���Ӷ�ʹ�Ƚ�������������ߡ���ͼ2�����Կ������ڵ��������£����ù���������У���̿����������ߡ���һ���棬�Ƚ������������ѽ��������С�����������壬ʹ�ò������������ߡ�����նȹ���ʱ���Ƚ��Ͳ��������½�����ԭ��������ձõ������£��Ƚ�����еĻӷ��ֹ����뿪�����ܵò�����������������ڸ�����²���ķе㽵�ͣ�����ǿ��ȴû����ߣ��Ӷ������Ƚ��Ͳ��������½������ڽϸ���նȶ��Ƚ��Ͳ��ʵ�Ӱ�죬���һ������ʵ���о���
��5 ��ͬ��ն����Ƚ������·�����
Table 5 Effects of different pressures on production


ͼ2 ��������(a)���������(b)�µķ�����·���Ƚ������
Fig.2 Pyrolytic residue of waste printed circuit boards in (a)nitrogen (b)vacuum
2.4 ����ʱ���Ӱ��
�ڿ��Ƽ�������Ϊ20 ��/min���ѽ�����Ϊ400 �棬ѹ��Ϊ5 kPa��ʵ�������£����Ʋ�ͬ�ı���ʱ�䣬��������������ò�����ʵı仯��
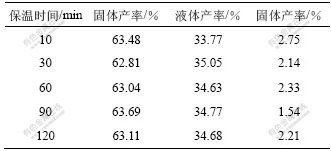
�����ϣ���һ���ѽ������±���ʱ��Խ�ã�������·���Ƚ��Խ��֣�����������£������Ƚ��Ͳ���Խ�ߣ���ʵ�����������ˡ��ɱ�6��֪��������ʱ��Ϊ30 minʱ���Ƚ��Ͳ���������ű���ʱ����ӳ����Ƚ��Ͳ��ʳ����½����ƣ��ұ���ʱ��Խ���������½�Խ���ԡ���ԭ������ǣ����ڲ������Ƚ��ͻӷ��Խ�ǿ��������ǿ�����ޣ���ʹ���λӷ����Ƚ��͵ò�����������ˣ����ű���ʱ����������ӷ����Ƚ��ͺ�������Ϊ����ʱ���ӳ������ӵ��Ƚ��Ͳ��ʸ��࣬�Ӷ������ܲ����½���
��6 ��ͬ����ʱ��ʱ�Ƚ��Ͳ���
Table 6 Production distribution after different reaction times
3 �Ƚ��͵ĺ��������
���Ƚ��ͽ���FT-IR��������ͬ����������Ƚ��͵ĺ��������ͼ3��ʾ��
��ͼ3��֪����ͬ�����µĺ�����ͼ�������ƣ������ڲ�ͬ�����������Ƚ������л������ɻ��� ���ƣ��ʹ����Ż������ơ��ڲ�ͬ�����������Ƚ��;���3 000~3 500 cm-1֮�����1������ǿ�����շ壬Ϊ���ǻ���O��H�����壬ˮ�ֵ�O��H��N��H�����������շ塣2 850 cm-1��2 964 cm-1���ķ��Ӧ�Ǽ��ͼ���C��H����������ͼ��֪���÷��Ϊ2��С�壬�����Ƚ����г��������ĺ������١�1 710 cm-1���ķ�Ϊ���ʻ����շ壬�������ʻ����ڡ�ͬ�������ڷ��С����֪�Ƚ������������ʺ������١�1 470~1 600 cm-1֮��4�����շ��Ӧ�����ĹǼ�C=C������1 220~1 370 cm-1֮��2�����շ��Ӧ����O��H������������������ѧ������ͬ���������շ岻ͬ�̶ȵ���Ͳ�ƫ�ơ�1 177 cm-1�����ķ��Ӧ˫��A�����е�(CH3��C��CH3)�ṹ���������ṹ(CH3��C��CH3)�ı����990~1 100cm-1֮���С���շ��Ӧ֬��C��N�������������ڻ�����֬���������ѽ���690~890 cm-1֮������մ�Ϊ���鷼��C��H������������շ壬���У�690 cm-1���ķ�Ϊ���ӵ����շ壬754 cm-1���ķ���Ҫ��Ӧ��λ���ڶ�λȡ���ӵ������źţ�810~830 cm-1���ķ��Ӧ��λȡ���ӵ������źţ�������������źű����Ƚ����д��ڴ����ı��Ӽ��ڡ���λȡ���ӡ�886 cm-1���ķ�Ϊ��λ��ȡ���ӵ������շ壬˵���Ƚ�������λ�Ͷ�λ3��λ�ö���ȡ���ķӺ��١�

1��ѹ��Ϊ5 kPa���Ƚ�����Ϊ300 �棻2��ѹ��Ϊ5 kPa���Ƚ�����Ϊ400 �棻3��ѹ��Ϊ5 kPa���Ƚ�����Ϊ500 �棻
4��ѹ��Ϊ5 kPa���Ƚ�����Ϊ600 �棻5��ѹ��Ϊ15 kPa���Ƚ�����Ϊ500 �棻6��ѹ��Ϊ30 kPa���Ƚ�����Ϊ500 ��
ͼ3 ��ͬ�������Ƚ������Ƚ��͵ĺ�����ͼ
Fig.3 Infrared spectra of liquid products obtained from WPCB pyrolysis under various conditions
���Ϸ����������ڲ�ͬ�����������Ƚ�����Ҫ�ɷӼ�ȡ���ӵȷ��㻯���ﹹ�ɣ��������ڻ�����֬��˫��A�ͻ����ȱ��������Ľṹ�а��������廯����Ƚ������Ǽ��������ź�(2 850 cm-1)������˵���Ƚ�������������������٣��Ҳ����ڳ���������
4 ����ɫ�ס�������
Ϊ�˽�һ���˽��Ƚ��͵���ɣ�����GC/MS���Ƚ��ͽ��ж�����������7��������������Ϊ20 ��/min����ն�Ϊ15 kPa���Ƚ�����Ϊ500 �棬����ʱ��30 minʱ�����Ƚ��͵���Ҫ��ɳɷּ�����(�ڴ������£��Ƚ������·��õ����Ƚ��Ͳ������)����������ɫ��ͼ��ͼ4��ʾ���ɱ�7��֪���Ƚ�����Ҫ�ɱ��ӡ�ȡ�����ӡ�˫��A�����ǵ��廯����ɣ�������;��������ͼ5��ʾ�����У��廯������֬��һ�ֽ������ˮ�ֵ��ͷźͲ����ͽṹ���γɣ����ɢٲ����ڽṹƬ�Σ����а���H����ȡ�����±��ӵ����ɣ�ͬʱ������2-�屽�Ӽ�2��6-���屽�ӵ����ɣ�������ٽṹ����ͬʱ����C��O��C��Br�����Ѽ�����˫��A���Ƚ�����У���ͬλ�õĶ����������ɲ�ͬ���л����ʣ�������֬����Ҫ�ṹ��ʽ�������Ƚ�������Ҫ���������͡��ڼ��ijɷ��У����Ӻ���Ϊ28.42%��2, 3, 5-�������Ӻ���Ϊ13.14%��˫��AΪ13.71%��1, 1, 1-�����ǻ���������Ϊ7.77%�����������ܺ���Ϊ 84.08%����Ҫ���Ի�����֬�з��廯���ֵ��Ƚ⡣�ɱ�7��֪���Ƚ����к��в���������ͬ���칹���ԭ������ǣ����Ƚ�����У��ⲿ�������쵼�¶���λ�ò�ͬ������ͬ���칹�����Ƚ����к��廯���ﺬ���ߴ�15.34%���ֱ�Ϊ��3.6% 4-��ӣ�3.31% 2, 4-2��ӣ�1.86% 1-(3-��-4-�DZ���)-��ͪ��6.57% 4, 5-���屽��-9-��-߹ण�������ȼ���廯������֬����õ���û�м�����HBr�Ĵ��ڣ���������HBr����̫�ٲ��ڼ�ⷶΧ�ڶ�û������ʵ����ֻ����2�ֺ�������������ɷ����Ե�·���к����������ѽ��������ࡢ���嵪������⣬�Ƚ����к��к�����ͪ�ࡢ�����л������Դ����Ϊ������֬�е���Ƭ���ѽ���Ѷ�����[16]�����������л��X��û�С�

ͼ4 �Ƚ�����Ϊ500 ��ʱ�����͵���������ɫ��ͼ
Fig.4 Total ion chromatogram of pyrolysis products at 500 ��

�� �廯������֬���壻�� XΪH��Br
ͼ5 ������֬������ѽ�
Fig.5 Decomposition pathway of epoxy resin
��7 500 ��ʱ������·���Ƚ�������Ҫ��ѧ�ɷּ�����
Table 7 Main liquid products of thermolysis of sample at 500 ��

5 �� ��
a. ����Ƚ����߷�����·����֬�Ƚ��Ͳ��ʣ�������������Ʒ�IJ��ʣ������Ƚ�������¶ȣ�����������Ƚ������е����ơ�
b. �Ƚ��¶ȡ��������ʡ���նȼ�����ʱ�������Ƚ��Ʒ�IJ���������Ӱ�졣���У��Ƚ��¶ȵ�Ӱ�����������ϵ͵��Ƚ����»�ʹ���Ƚⲻ��֣������Ƚ����½ϸ�ʱ����ʹ�Ƚ������������ѽ⣬�����Ƚ��Ͳ��ʣ��Ҵ������豸Ͷ�ʳɱ���ѡ���ʵ����Ƚ��¶�(400~550 ��)����������(15~20 ��/min)����ն�(ѹ��15 kPa)������ʱ��(30 min)����������Ƚ�Һ���Ʒ�IJ��ʣ���߷�����·����ۺϻ��������ʡ�
c. �Ƚ�����Ҫ�ɱ��ӡ�ȡ�����ӡ�˫��A�����ǵ���ȡ������ɣ����������ܺ���Ϊ 84.08%�������л��ﺬ���ߴ�15.34%����ˣ���������������ȡ�����Ƚ��������õĻ���ԭ��ǰ���������������Ч��ȥ�Ƚ��������д��ڽ�һ���о���
�ο����ף�
[1] ��֥��, �ζ���, ֣����, ��. �۰�������TDE-85/MeTHPA ������֬��ϵ�Ľṹ����[J]. ���ϴ�ѧѧ��:��Ȼ��ѧ��, 2007, 38(3): 399-403.
LI Zhi-hua, REN Dong-yan, ZHENG Zi-qiao, et al. Structural identification of PU-modified TDE-85/MeTHPA epoxy resin[J]. Journal of Central South University: Science and Technology, 2007, 38(3): 399-403.
[2] Chien Y C, Wang H P, Lin K S, et al. Fate of bromine in pyrolysis of printed circuit board wastes[J]. Chemosphere, 2000, 40(4): 383-387.
[3] Luda M P, Euringer N, Moratti U, et al. WEEE recycling: Pyrolysis of fire retardant model polymers[J]. Waste Management, 2005, 25(2): 203-208.
[4] Blazs�� M, Cz��g��ny Z S, Csoma C S. Pyrolysis and debromination of flame retarded polymers of electronic scrap studied by analytical pyrolysis[J]. Journal of Analytical and Applied Pyrolysis, 2002, 64(2): 249-261.
[5] William J H, Williams P T. Separation and recovery of materials from scrap printed circuit boards[J]. Resources, Conservation and Recycling, 2007, 51(3): 691-709.
[6] WEI Rong-dang, Masatoshi K, Hideki S, et al. Chemical recycling of glass fiber reinforced epoxy resin cured with amine using nitric acid[J]. Polymer, 2005, 46(6): 1905-1912.
[7] �� ��, �� ��, Ҧ ǿ. ӡˢ��·����ĵ��Ƚ�ʵ���о�[J]. ������Ⱦ�����������豸, 2004, 5(5): 34-37.
PENG Ke, XI Bo, YAO Qiang. An experimental research on pyrolysis of printed circuit board backing[J]. Techniques and Environmental Pollution Control, 2004, 5(5): 34-37.
[8] Barontini F, Marsanich K, Petarca L, et al. Thermal degradation and decomposition products of electronic boards containing BFRs[J]. Ind Eng Chem Res, 2005, 44(12): 4186-4199.
[9] Chiang Hung-Lung, Lin Kuo-Hsiung, Lai Mei-Hsiu, et al. Pyrolysis characteristics of integrated circuit boards at various particle sizes and temperatures[J]. Journal of Hazardous Materials, 2007, 149(1): 151-159.
[10] WEI R D, Masatoshi K, Shurou Y, et al. An approach to chemical recycling of epoxy resin cured with amine using nitric acid[J]. Polymer, 2002, 43(10): 2953-2958.
[11] Mazzocchia C, Kaddouri A, Modica G, et al. Hardware components wastes pyrolysis: Energy recovery and liquid fraction valorization[J]. Journal of Analytical and Applied Pyrolysis, 2003, 70(2): 263-276.
[12] Chen K S, Yeh R Z. Pyrolysis kinetics of epoxy resin in a nitrogen atmosphere[J]. J Hazard Mater, 1996, 49(2/3): 105-113.
[13] �����, ���, �ⴴ֮, ��. ӡˢ��·���������Ƚ��붯��ѧʵ���о�[J]. ������Ⱦ�����������豸, 2006, 7(10): 47-50.
XIONG Zu-hong, LI Hai-bin, WU Chuang-zhi, et al. A study on pyrolysis and kinetics of circuit boards wastes[J]. Techniques and Environmental Pollution Contron, 2006, 7(10): 47-50.
[14] Miranda R, Pakdel H, Roy C, et al. Vacuum pyrolysis of commingled plastics containing PVCII. Product analysis[J]. Polym Degrad Stabil, 2001, 73(1): 47-67.
[15] Roy C, Chaala A. Vacuum pyrolysis of automobile shredder residues[J]. Resources Conservation Recycling, 2001, 32(1): 1-27.
[16] Blazs�� M. Studies on diol modified epoxy resins by analytical pyrolysis[J]. Polymer, 1991, 32(4): 590-596.
�ո����ڣ�2008-10-25�������ڣ�2009-03-10
������Ŀ�����Ҹ����о���չ�ƻ�(��863���ƻ�)��Ŀ(2006AA06Z375)
ͨ�����ߣ����ǿ(1956-)���У��㶫÷���ˣ���ʿ�����ڣ���ʿ����ʦ��������շ��������빤�̡��ߴ����ϼӹ��������ײ����Ʊ�������������Դ��ɫѭ����ѧ�뼼�����о����绰��0731-88877364��E-mail: qiuwhs@sohu.com
