
DOI: 10.11817/j.issn.1672-7207.2016.09.016
���ڵ�����ѹ�����Բ�ƫ�Ƶİ��Ķ�����ֱ�ص�ģ��
������1��������1, 2������ѧ1��������1����־��1����־Ȩ1
(1. ̫ԭ�Ƽ���ѧ ɽ��ʡұ���豸��������뼼���ص�ʵ���ң�ɽ�� ̫ԭ��030024��
2. ���ִ�ѧ �������������о��������� ������130000)
ժ Ҫ��
�ι����ص�͵�����ѹ�����Բ�ƫ�����ۣ�ȷ��Ӧ�����Բ��λ�ã��ڿ������Բ�ƫ�ƺͲ���Ӳ���������£���϶�����ֱ���ۺͽ�ֱ����Ӧ��-Ӧ���ϵ������µ�˫���Խ�ֱ��Ϸ������ڴ˻���������Ԫ�������ڲ��Ľ������е����Ա��η�������������رȹ�ʽ��ͬʱ��������Բ�ƫ�ư뾶�ȵĸ�����ϴ���ص����۽������Ͻ�ֱ�ӶȻص���ѧģ�ͣ��������Բ�ƫ�ƶ��Ͻ�ֱ�ص�Ӱ�����ʵ���������֤��ʵ�����������ص����ۼ���ֵ��ʵ�������ǺϽϺã������������Ϊ6.45%�����Ե��ں������Բ�ƫ��ʱ��������31.65%��֤�������۷�������ȷ�Ժ�ģ�͵���Ч�ԡ�
�ؼ��ʣ�
���Ľ�ֱ�����Բ�ƫ�ư뾶�����ص�ģ����ʵ�������
��ͼ����ţ�TG386.3+1 ���ױ�־�룺A ���±�ţ�1672-7207(2016)09-3020-11
Neutral layer offset rebound model based on elastic-plastic pressure
MA Ziyong1, MA Lifeng1, 2, HUANG Qingxue1, MA Lidong1, CHU Zhibing1, HUANG Zhiquan1
(1. Metallurgical Equipment Design Theory and Technology Key Laboratory of Shanxi Province,
Taiyuan University of Science and Technology, Taiyuan 030024, China;
2. Superplasticity & Plasticity Institute, Jilin University, Changchun130000, China)
Abstract: The location of stress neutral layer was determined considering the process characteristics of two-roll straightening and the neutral layer offset theory of elastic-plastic pressure. Considering the neutral layer offset and material hardening conditions, the new bilinear fitting method which was combined with two-roll straightening theory and stress-strain was proposed. On the basis of fitting method and neutral layer offset, the elastic-plastic deformation of element was analyzed, the formula of new moment ratio was given, and a new concept of neutral layer offset radius ratio was also put forward. Finally, the calculation model of bar straightening springback deflection combined with the pure bending springback theory was established, and then the influence of neutral layer offset rebound to accuracy of two-roll straightening was analyzed and verified by experiments. The results show that theoretical data are in good agreement with experimental data; the maximum relative error is 6.45%, which is lower than 31.65% when the neutral layer offset is ignored. The validity of theoretical analysis and model is proved.
Key words: bar straightening; neutral layer offset radius ratio; springback model; experimental analysis
����ʯ�͡�������������������ҵ�ķ��ٷ�չ���Ը�ǿ�ȺϽ�ְ��ĵ�������������Ҫ��������ߣ�����ֱ�߶�Ҫ��ﵽ1 mm/m������С��0.5 mm/m����������ӹ��в��ϵ�ȥ�����dz���������أ��ɱ��������ӣ���ˣ����Ͻú�ֱ�߶ȵ�Ҫ��ʮ���ϸ�����ֱ��Ϊ���Ͼ��������һ�������DZ�֤���Ͻú�ֱ�߶�ָ��Ĺؼ�������������ֱ��һ�����ӵĵ����Ա��ι���[1]�����ڲ��ֵ��Ա��Σ���ж�غ��Ա��λ������ָ�ԭ̬�����ֻص����ص��Ľ��ʹ�ð��ϵIJ������ʷ������ر仯�����Ͱ��ϵ�ֱ�߶ȣ��õ��İ��Ͻú�ֱ�߶ȴ���1 mm/m���ɽ�ֱ���ʱȹ�ʽ[2]��֪�������ǰ��ϻ��ǹܰ��ĵĽ�ֱ�������ûص���ʵ�ֵġ��ص��������˽�ֱ�����ε���ƺ��ղ������ƶ����ص�����Ԥ�⾫��Ҳͨ����������Ӱ����ϵIJ����Ӷȣ����յõ��������Ľ�ֱ���ϣ���ˣ�ȷ��Ч��Ԥ��ص��ǻ���ȶ��ĸ߾��Ȱ��ϵĻ��������ڻص����⣬���ѧ�߽����˴������о�[3-14]������Ԥ����ϻص���ʱ��δ�������Բ�ƫ�ƶԻص���Ӱ�죬�õ��Ļص�����ģ�;��Ȳ��ߡ���Ӣƽ��[15]�о���������һ�����Բ�ǰ뾶�£����Բ����ƶ��������ص���������ɴ�70%���ϡ�����ڴ��������Բ�ƫ�Ƽ��㣬���ñ��ĵĵ�����ѹ�����Բ�ƫ�����ۼ��㾫�����������3.46������ˣ����������ڰ��϶�����ֱ�����ص�͵�����ѹ�����Բ�ƫ�����ۣ���ϲ���Ӳ�����ɺͰ��ϵ����Ա��ε���ѧ��ϵ���Ƶ������Ͻ�ֱ�����е��ӶȻص�����ģ�ͣ�������Բ�ƫ�ư뾶�ȵĸ�����������Բ�ƫ�ƶԻص����㾫�ȵ�Ӱ�죬Ϊ���������о���ǿ�ȺϽ�ְ��Ľ�ֱ�����ͽ�ֱ�������Ż�����빤��ģ�͵Ľ����ṩ���ݻ�����
1 ���Ͻ�ֱ�ӶȻص�ģ�͵Ľ���
1.1 ��������
1) ����ǰ����ϵĺ�����Ա���Ϊƽ�棬��ֱ�ڰ������ߣ��ҽ��治�������䣬������Ӧ��Ϊ���Էֲ���
2) �������������ʵĵ������壬�ҵ��Ա���Ϊ���ԣ�����Hooke���ɲ���Ϊ�����������Ͼ��䵯�������۵�ж�ع��ɡ�
3) �����ڽ�ֱ�����к��Խ���ı��Σ�����ΪӦ�����Բ���Ӧ�����Բ��غϡ�
4) �������Ա����������ԭ��, ������ѹ���β��ֽ�����Ӳ��������ͬ����Ӧ��-Ӧ���ϵһ�¡�
��ֱ�����У�������תǰ������ѹ�䣬����ѹ�䴦��������ѹ��(����Ӱ����)������(����Ӱ����)���Σ���ͼ1��ʾ���ڵ����Ա�������㣬����Ӧ��Ϊ��Ӧ�䣬����Ӧ��Ϊ��Ӧ�����������ڲ㣬����Ӧ��ΪѹӦ�䣬����Ӧ��ΪѹӦ��[16]���ɼ���3)֪����Ӧ�� ��ͬʱ����ά��ѹӦ��
��ͬʱ����ά��ѹӦ�� ���Ժ��Բ��ƣ���ˣ����Ľ�ֱ����Ӧ��-Ӧ��״̬��ͼ2��ʾ��
���Ժ��Բ��ƣ���ˣ����Ľ�ֱ����Ӧ��-Ӧ��״̬��ͼ2��ʾ��
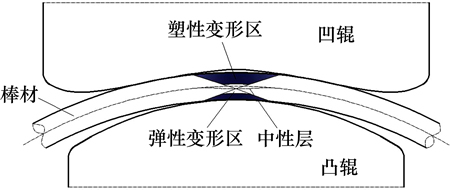
ͼ1 ���Ľ�ֱ�����Ա�������
Fig. 1 Elasric-plasric deformation region of bar straightening
ͼ2 ���Ľ�ֱ������Ӧ��-Ӧ��ʾ��ͼ
Fig. 2 Diagram of bar straightening stress and strain in deformation zone
1.2 ���ڵ�����ѹ�������Բ�ƫ�Ʒ���
1.2.1 ���Բ�ƫ�Ƽ���Ӧ�����
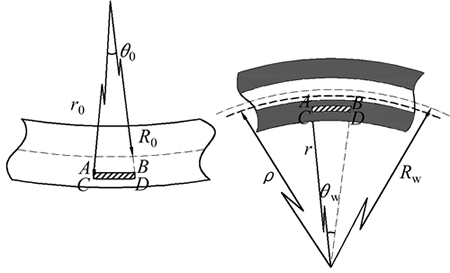
�����ֱ����ǰ�������ڳ��ȷ�Χ�ڻ��������ھ������ⷽλ���������������̶ȸ���ͬ�������Ƕ����ڽ�ֱ�������ͳһΪ��ͬ��λ�����������ֱⵣ����̬��Ϊ�˱������۷�����һ�㽫��ʼ������Ϊ�ⵣ��ʽ���������ּ���Ԫ��ABCD���Ϊ����״̬�����ֱ������λ�ô���ѹ��״̬����ͼ2��ʾ�����ڱ���ֱ�İ���ԭʼ�����̶Ȳ�����Ϊ�������Բ��뼸�����������غϵģ���������Բ㴦������άԭʼ����l0Ϊ
 (1)
(1)
ʽ�У�R0Ϊ��ʼ�����뾶�� ΪԪ���ʼ�����ǣ�
ΪԪ���ʼ�����ǣ�
Ԫ��ABCD��������ά��ʼ���� Ϊ
Ϊ
 (2)
(2)
ʽ�У�r0ΪԪ���ʼ�����뾶��
����Ԫ�屻��������Բ㳤��lwΪ
 (3)
(3)
���У� Ϊ��������Բ�뾶��
Ϊ��������Բ�뾶�� Ϊ��ֱ����ǡ���ʱԪ��ABCD���Ľ�����ά����
Ϊ��ֱ����ǡ���ʱԪ��ABCD���Ľ�����ά���� Ϊ
Ϊ
 (4)
(4)
ʽ�У�rΪԪ������λ�ð뾶��
���Ԫ�������߷������Ӧ�� Ϊ
Ϊ
 (5)
(5)
�����ڷ���ǰ�����Բ�ij��Ȳ��䣬��
 (6)
(6)
����
 (7)
(7)
ʽ�У�RwΪ����뾶��
1.2.2 ���Բ�ƫ�����Ա���Ӧ��-Ӧ�����
����������[17]
 (8)
(8)
�ɵõ����Ա���Ӧ����ϵ��
 (9)
(9)
ʽ�У� ��
�� �ֱ�ΪԪ�����߷���;����Ӧ����
�ֱ�ΪԪ�����߷���;����Ӧ����
������������������ã� ������������ЧӦ��
������������ЧӦ�� Ϊ
Ϊ
 (10)
(10)
��������ЧӦ�� Ϊ
Ϊ
 (11)
(11)
���Ա�������������Ӧ���ֲ�����[18] Ϊ
Ϊ
 (12)
(12)
ѹ��������Ӧ���ֲ����� Ϊ
Ϊ
 (13)
(13)
ʽ�У�vΪ���Բ�ƫ������ Ϊ�����������ޣ�
Ϊ�����������ޣ� Ϊ��ֱ�����γɵĵ���о�뾶��
Ϊ��ֱ�����γɵĵ���о�뾶�� ΪӲ��ϵ����zΪ����������ά�����Բ���롣
ΪӲ��ϵ����zΪ����������ά�����Բ���롣
��ռ伯������Ӧ��ʾ��ͼ��ͼ3��ʾ��ȡ Ϊ������S�ڱ�����һ�㣬��A(x, y, z)Ϊ�����ڵ������[19]�������
Ϊ������S�ڱ�����һ�㣬��A(x, y, z)Ϊ�����ڵ������[19]������� Ϊ
Ϊ
 (14)
(14)
�����ƺ���H 1Ϊ
 (15)
(15)
ʽ�У� ����
����
 (16)
(16)
 (17)
(17)
z����Ӧ������ Ϊ
Ϊ
 (18)
(18)
�߽�����Ϊ

��������P��ֱ�����ڱ���ԭ����ʱ�� ������
������
������ƺ����ɼ�Ϊ
 (19)
(19)
������ʩ�ӵĽ�ֱѹ��P������������Ӧ���Ĺ�ϵΪ
 (20)
(20)
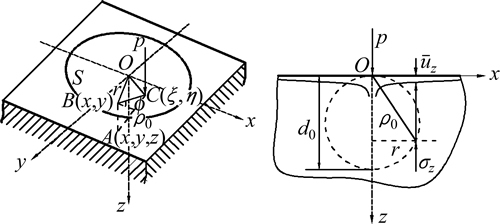
ͼ3 ��ռ伯������Ӧ��ʾ��ͼ
Fig. 3 Stress diagram of half space concentration
1.2.3 ���ڵ�����ѹ�������Բ�λ��ȷ��
���Ľ�ֱ�������ڵ��������������ķֽ������� ����
����
 (21)
(21)
ͬʱ��
 (22)
(22)
������ȥr�ã�
 (23)
(23)
���������Ƶ�������ʹ�ð�ռ���裬����������ϵĽӴ�����в��죬��ˣ�ʹ������ϵ�� ����
����
 (24)
(24)
ʽ�У� ��
�� ��Ϊ������йص�ϵ����dΪ����ֱ����Ϊ�������ޣ�BΪ����Ӳ��ϵ����nΪӲ��ָ��������ϵ����������ܼ������̶��йأ��ɴ���ģ��ʵ��ع����ȷ����
��Ϊ������йص�ϵ����dΪ����ֱ����Ϊ�������ޣ�BΪ����Ӳ��ϵ����nΪӲ��ָ��������ϵ����������ܼ������̶��йأ��ɴ���ģ��ʵ��ع����ȷ����
1.3 �����M����
���Ľ�ֱ������Ӧ��-Ӧ��ֲ���ͼ4��ʾ��

ͼ4 ���Ľ�ֱӦ��-Ӧ��ͼ
Fig. 4 Stress-train diagram of bar straightening
���Ķ��������߶�z���Ķ������ �����İ뾶ΪR����ֱ�����γɵĵ���о�뾶Ϊ���˽�������MΪ
�����İ뾶ΪR����ֱ�����γɵĵ���о�뾶Ϊ���˽�������MΪ


 (25)
(25)
��ʽ(25)�����



 (26)
(26)
����ر� ����ʽΪ
����ʽΪ

 (27)
(27)
ʽ�У� ��
�� ��
�� ��
�� ��
�� ��
�� ��
�� �����Լ������
�����Լ������ ��������
�������� ; ���Բ�ƫ�ư뾶��
; ���Բ�ƫ�ư뾶�� ��
��
1.4 �ص�ģ���Ƶ�
���������������õ������-���ʹ�ϵ Ӧ���ں����غ������µ�����[20]�����ݻ�������2)��Ф���ٵ�[21]�о������������������ж�ع��̿�����Ϊ�������������෴�ķ���Ա���������ʩ��һ������ĵ������
Ӧ���ں����غ������µ�����[20]�����ݻ�������2)��Ф���ٵ�[21]�о������������������ж�ع��̿�����Ϊ�������������෴�ķ���Ա���������ʩ��һ������ĵ������ ����ʹ�������ȫ�ĵ�����������
����ʹ�������ȫ�ĵ����������� �Ĺ��̣���M��ȣ���
�Ĺ��̣���M��ȣ��� ��
��
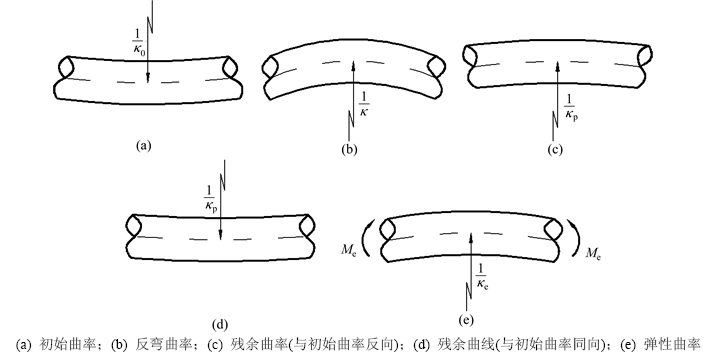
���ڰ����ڽ����ֱ��ǰ����һ����ԭʼ�Ӷȣ�����ƽ�����֪�����Ľ���z���г�ʼӦ��
 (28)
(28)
ʽ�У� Ϊ�����εij�ʼ���ʣ�zΪ����������ά�����Բ���롣��Ӧ��Ϊ��ʼ����Ӧ��[22]��
Ϊ�����εij�ʼ���ʣ�zΪ����������ά�����Բ���롣��Ӧ��Ϊ��ʼ����Ӧ��[22]��
��������������ʾ��ͼ��ͼ5��ʾ�����ݻ�������1)�ͳ�ʼ����Ӧ�䶨�壬�����ν����������ĵ�������Ӧ�������غ�Ӧ�� ��ж�غ����Ӧ��
��ж�غ����Ӧ�� �ֱ�Ϊ
�ֱ�Ϊ
 (29)
(29)
 (30)
(30)
 (31)
(31)
ʽ�У� Ϊ������ؼ���ʱ���������������ʣ�
Ϊ������ؼ���ʱ���������������ʣ� Ϊ���غ���������Բ����ʣ�
Ϊ���غ���������Բ����ʣ� Ϊж�غ���������Բ����ʣ�ͬʱ�涨����
Ϊж�غ���������Բ����ʣ�ͬʱ�涨���� ������һ��ʱ������ͬ�������෴ʱ�����෴���ɽ�������ƽ��ɵ�
������һ��ʱ������ͬ�������෴ʱ�����෴���ɽ�������ƽ��ɵ�
 (32)
(32)
ʽ�У�EΪ����ģ����IΪ���Ķ����y��Ĺ��Ծء�
�ڼ��غ�ж�ع����У�
 (33)
(33)
��ʽ(29)~(31)����ʽ(33)�ɵã�
 (34)
(34)
����ʽ(32)��(34)�����ɵð����εIJ������ʷ���Ϊ
 (35)
(35)
ͼ5 ��������������ʾ��ͼ
Fig. 5 Bending process diagram of bar micro-segment
��ˣ����Ľ�ֱ�ص��Ӷȼ���ģ��Ϊ

 (36)
(36)
ʽ�У�LΪ�������������˵��ľ��롣
2 ���Ľ�ֱ�ص��Ӷ�ʵ��
2.1 ʵ��·��Ŀ��
��WAW1000��������������������飬�õ�40Cr��42CrMo�Ͻ��2�ְ��ĵ���������Ӧ��-Ӧ�����ߣ�����Origin�������������߽���������ϣ�Ϊ�ӶȻص�����ģ�����ṩ����֧�֡�����������10 tҺѹʽѹ��������Ͻ��У�ͨ���������Ŀ��з���ͻص�����Ӷ�ֵ����֤�ӶȻص�����ģ�͵�ȷ�ԡ�
2.2 ���µ�������ʵ��
ͨ������ʵ����Ի�ò��ϵ�����ǿ�ȡ��쳤�ʺͿ���ǿ�ȵȲ�������Щ������Ӱ����Ļص�����Ҫ���ء�������40Cr��42CrMo����Ϊ����������ʵ�飬�õ���Ӧ��-Ӧ��������ͼ6��ʾ��
��ͳ˫������϶��ǽ����������������ǿ�� ֮������ݽ�����ϣ����ڴ�������ƽ̨�IJ�����˵����Ͼ��Ⱥܲ��ͼ6��ʾ�����ӽ�ֱԭ�����ǣ����������ĵ����Ա�����ȴﵽȫ����߶ȵ�80%��������ʱ���κν������Ķ����Եõ���ֱ[23]����ˣ����Ͻ�ֱ�������Ӧ��Ϊ5
֮������ݽ�����ϣ����ڴ�������ƽ̨�IJ�����˵����Ͼ��Ⱥܲ��ͼ6��ʾ�����ӽ�ֱԭ�����ǣ����������ĵ����Ա�����ȴﵽȫ����߶ȵ�80%��������ʱ���κν������Ķ����Եõ���ֱ[23]����ˣ����Ͻ�ֱ�������Ӧ��Ϊ5 ��Ϊ���Լ���Ӧ�䡣����Origin��40Cr��42CrMo������ʵ�����ݽ��к�����ϣ�������ϵ�����ȡ����������5֮�䣬��Ϸ��֣�40Cr��42CrMo�������Ա��κ�����������ϵ�У������ϵ���ֱ�Ϊ0.936 1��0.983 7�����Ч���Ϻã���ˣ�����Ӳ����ϵ
��Ϊ���Լ���Ӧ�䡣����Origin��40Cr��42CrMo������ʵ�����ݽ��к�����ϣ�������ϵ�����ȡ����������5֮�䣬��Ϸ��֣�40Cr��42CrMo�������Ա��κ�����������ϵ�У������ϵ���ֱ�Ϊ0.936 1��0.983 7�����Ч���Ϻã���ˣ�����Ӳ����ϵ ������40Cr��42CrMo���ĵ�Ӧ��-Ӧ���ϵ��2�ֲ���������Ͻ������1��
������40Cr��42CrMo���ĵ�Ӧ��-Ӧ���ϵ��2�ֲ���������Ͻ������1��
2.3 ����ʵ��
���ð��������ص����Զ����ӶȽ��в��ԣ����Է�����ͼ7��ʾ���ٷֱ����ڲⶨ���Ŀ��е�λ�ơ�
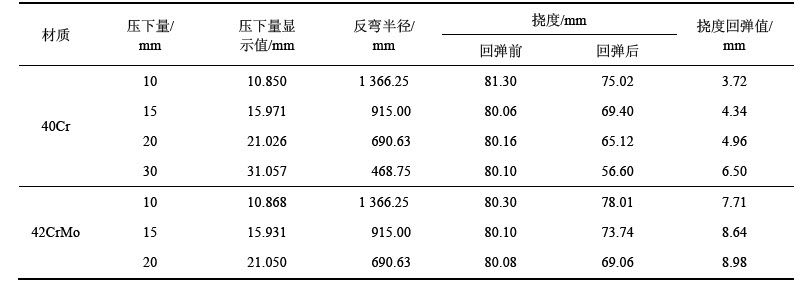
40Crѹ�����ֱ�Ϊ10��15��20��30 mm��42CrMoѹ�����ֱ�Ϊ10��15��20 mm��ÿ��ѹ���ٶ�Ϊ10 mm/min��ѹ�¶�����Ϻ��ðٷֱ���������λ��3�β���¼ȡƽ��ֵ��������¼��ɾͿ�ʼж�أ�ж���ٶ�Ϊ100 mm/min��
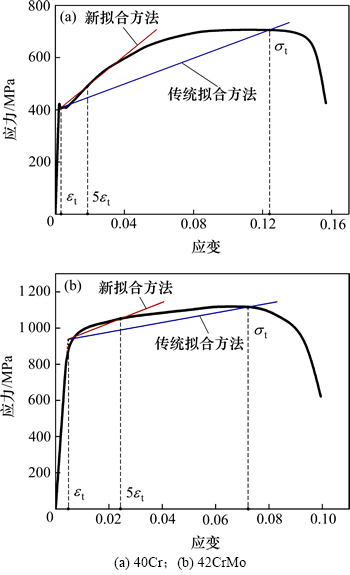
ͼ6 Ӧ��-Ӧ���ϵ����
Fig. 6 Relationship curves of stress-strain
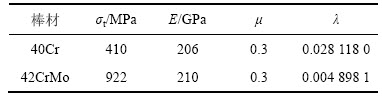
��1 ��ͬ���ʵ���ѧ����
Table 1 Mechanical property of different material parameters
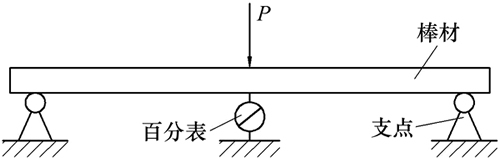
ͼ7 �ӶȲ���ʾ��ͼ
Fig. 7 Diagram of deflection measurement
���Ľ����������飬�غ�-λ��������ͼ8��ʾ���ڿ�ʼ�ĵ��ԽΣ��غɺ�λ�Ƴ����Ե����Ա仯��ϵ�������غɵ����ӣ����Ŀ���λ�Ʋ������ӣ����غ�����18 kN����ʱ�����Ŀ�ʼ������֮����Ŀ���λ�Ƶ������ٶ�Ѹ�������غɵ������ٶ����������λ��������30 mm��20 mmʱ����ʼж�ء���ʵ�����������������㼴�ɵõ����������Ļص�ֵ���������2��
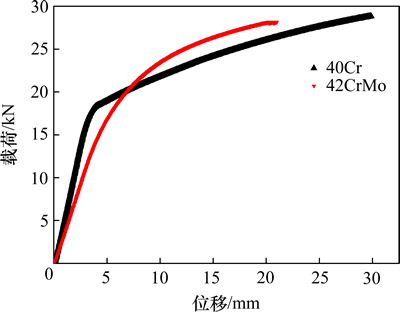
ͼ8 �غ�-λ������
Fig. 8 Load-displacement curves
3 �������������
3.1 ���Բ�ƫ�ƶԻص���Ӱ��
������ֱ�������Բ�ƫ�ƻ�ı���Ľ���Ӧ��-Ӧ���״̬���Ӷ��ı��������صļ��㣬����Ӱ��ص��Ͱ��ĵĽú�ֱ�߶ȡ�40Cr��42CrMo�� ������ͼ9��ʾ��
������ͼ9��ʾ��
��2 ������������õĻص�ֵ
Table 2 Springback measured by test
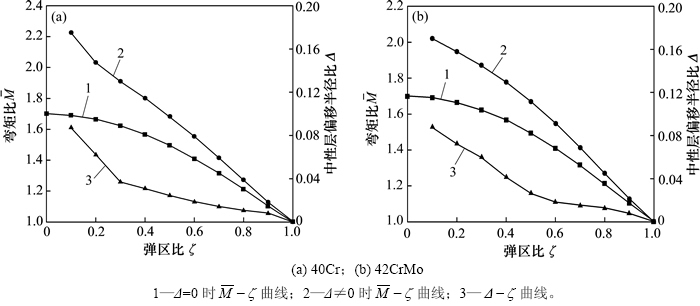
ͼ9 ���ĵ� ����
����
Fig. 9 curves of bars
 ���߱��ֵ��ǰ��ĵ����Ա��ζ�ijһ�����ڲ�ͬ�����̶�ʱ����ر仯���ɣ�
���߱��ֵ��ǰ��ĵ����Ա��ζ�ijһ�����ڲ�ͬ�����̶�ʱ����ر仯���ɣ� ���߱��ֵ��ǰ��ĵ����Ա��ζ�ijһ�����ڲ�ͬ�����̶�ʱ���Բ��ƫ���������ͼ9��֪���ڵ�����
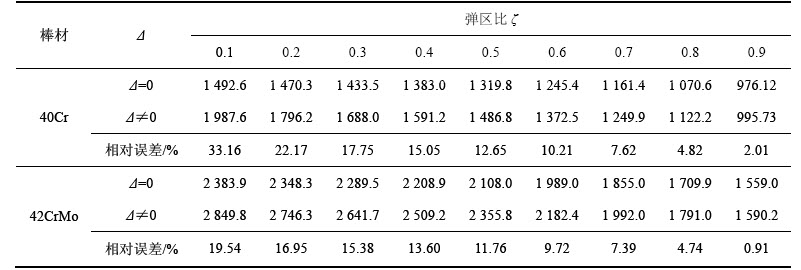
���߱��ֵ��ǰ��ĵ����Ա��ζ�ijһ�����ڲ�ͬ�����̶�ʱ���Բ��ƫ���������ͼ9��֪���ڵ����� ��0.7ʱ�����Բ�ƫ��ֵ��С�Ҷ���رȵ�Ӱ��Ҳ��С�����������ԼΪ7.4%��������Ϊ��ʱ�������Ա������ֵС�����Բ�ƫ���������ԡ����ĵ����Ա�����ȴﵽ50%����ʵ�ֽ�ֱ[24]��ͬʱ���ɽ�ֱԭ����֪�������ĵ����Ա�����ȴﵽ80%�������ƣ����κν������Խ�ֱ����ˣ����Ľ�ֱ����Ҫʩ�ӵĵ�����Ϊ0.2~0.5���ڴ˷�Χ�����Բ�ƫ�ƶ���رȵ�Ӱ��ϴ�40Cr��42CrMo��С������ֱ��12.65%��11.76%������3�����Բ�ƫ�ƶ��Ļص���Ӱ��Ҳ�ϴ����������̶����ص�ֵ�����������=0.1ʱ��40Cr��42CrMo������ֱ�Ϊ41.59%��18.48%����ͼ10��ʾ��
��0.7ʱ�����Բ�ƫ��ֵ��С�Ҷ���رȵ�Ӱ��Ҳ��С�����������ԼΪ7.4%��������Ϊ��ʱ�������Ա������ֵС�����Բ�ƫ���������ԡ����ĵ����Ա�����ȴﵽ50%����ʵ�ֽ�ֱ[24]��ͬʱ���ɽ�ֱԭ����֪�������ĵ����Ա�����ȴﵽ80%�������ƣ����κν������Խ�ֱ����ˣ����Ľ�ֱ����Ҫʩ�ӵĵ�����Ϊ0.2~0.5���ڴ˷�Χ�����Բ�ƫ�ƶ���رȵ�Ӱ��ϴ�40Cr��42CrMo��С������ֱ��12.65%��11.76%������3�����Բ�ƫ�ƶ��Ļص���Ӱ��Ҳ�ϴ����������̶����ص�ֵ�����������=0.1ʱ��40Cr��42CrMo������ֱ�Ϊ41.59%��18.48%����ͼ10��ʾ��
��ͼ10�ɼ����ڵ�������0.7�ҿ��Dz���Ӳ��ʱ�����Բ�ƫ�ƶ��ĵĻص��Ӷ�Ӱ���С��������������7.5%���ң����ڽ�ֱ���赯����=0.2~0.5ʱ�����ĵĻص��Ӷ�Ӱ��ϴ����ŵ������ļ�С������������Ϊ���Բ�ƫ���������Ա��ε��£�������ԽС�����������̶�Խ�������Ա��β����Խ�����Բ�ƫ��Ҳ�������ԣ����նԻص��Ӷȵ�Ӱ��Ҳ����
3.2 ���ϵ���ѧ���ܶԻص���Ӱ��
ʵ�����õ��Dz��Ϸֱ���40Cr��42CrMo�����ǵ���ѧ���ܲ�������1��ͼ12��ʾΪ2�ְ��������ص������״��
ͼ12��ʾΪ��ͬ���ϵ��Ӷ��뵯���ȹ�ϵ���ߡ���ͼ12��֪���ڿ��Dz���Ӳ�������£��������Բ�ƫ�Ƶİ��Ľ�ֱ�ӶȻص���������ֵ��ʵ��ֵ����һ�¡��������ŵ������������С�����У�42CrMo����ֵ��ʵ��ֵ���������С����2.12%~3.63%��Χ�ڣ���40Cr����ֵ��ʵ��ֵ������Ϊ3.22%~ 6.45%������Ҫ������˫�������ģ���ӽ�42CrMo��Ӧ��-Ӧ�����ߣ�40Cr��Ӧ��-Ӧ���������ƽ̨����42CrMo��ȣ���˫����Ӳ����Ͼ��Ƚϵ͡�ͬʱ����ͼ12���Կ�����42CrMo�ص��Ӷȱ�40Cr���ĵĴ���˵�������������ܶԻص��Ӷ�Ӱ��ϴ�������Ϊ����ͬ�ĵ�����ʱ������ǿ�ȸߵ�42CrMo��������Ҫ�����ش�����ж�غ�ص����Ҳ��[25]�����42CrMo���Ļص��Ӷȱ�40Cr�Ĵ�
��3 ���Բ�ƫ�ƶ���ص�Ӱ��
Table 3 Impact of neutral layer offset on moment
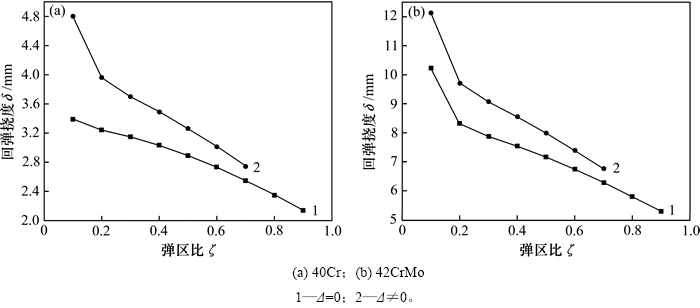
ͼ10 �ص��Ӷ��뵯���ȵĹ�ϵ
Fig. 10 Relationship between of deflection and elastic region value
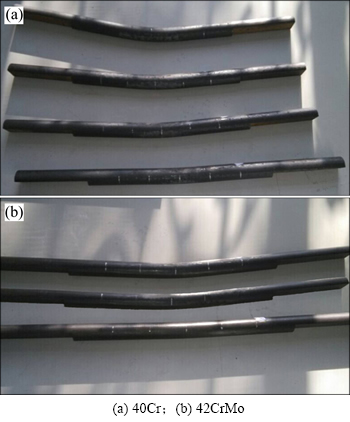
ͼ11 �����ص�����״
Fig. 11 Shape of bending and springback
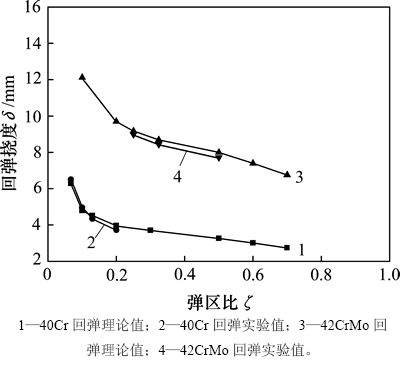
ͼ12 ��ͬ���ϵ��Ӷ��뵯���ȹ�ϵ����
Fig. 12 Relation curve of deflection and elastic region value in different materials
3.3 ���ʦʶԻص���Ӱ��
�Ӷ������ʹ�ϵ������ͼ13��ʾ����ͼ13���Կ������������ʦʵ������Ļص��Ӷ�Խ��������Ϊ���ʦ�������뾶��ԽС�����������̶��������ص��Ӷ�����ͬʱ��2�ֲ��ϵĻص��Ӷ�����ֵ��ʵ��ֵ����һ�£�40Cr��42CrMo���������ֱ�Ϊ6.45%��3.63%�����ڲ��������Բ�ƫ��ʱ��31.65%��9.91%������ʽ(30)���㾫�Ƚϸߡ�
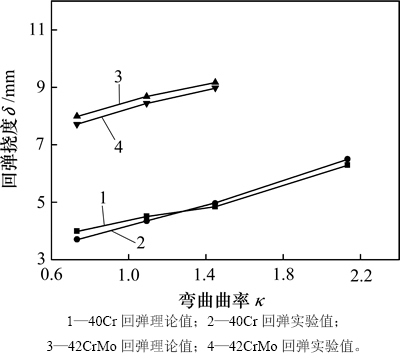
ͼ13 �Ӷ������ʹ�ϵ����
Fig. 13 Curve of deflection and curvature
4 ����
1) �����˰��Ľ�ֱ�ص��Ӷȼ���ģ�ͣ��ɶԸ߾��Ȱ��Ķ�����ֱ�����лص��ӶȽ��м���ͷ�����ʵ��֤���˸�ģ�͵���ȷ�ԣ�����߰��Ľ�ֱ���ȼ����������������Ա��������ṩ�����۲ο���
2) ���ڶ�����ֱ�����ص�ͽ�ֱ���ۣ��õ����Ľ�ֱ����Ҫ�����Ӧ�䲻����5�Ľ��ۣ��������Ӧ����5֮�������ϵ���˫���Խ�ֱ��Ϸ������봫ͳ����Ϸ�����ȣ�40Cr��42CrMo�����У������ϵ����0.833 1��0.946 5��ߵ�0.936 1��0.983 7����Ͼ��ȷֱ������10.30%��3.72%��
3) ���Ļص��ӶȲ������ֱ���̰�������״̬��������ѧ���ܺ������йأ��������ͬ��ֱ���ĽӴ�λ���йء����Ļص��Ӷ��������Բ�ƫ��ֵ����������ǿ�Ⱥ��������������40Cr��42CrMo 2�ְ������������ֱ�Ϊ6.45%��3.63%�����ڲ��������Բ�ƫ�ƺͲ���Ӳ��ʱ��31.65%��9.91%��
4) ���ڽ�ֱ���̵�������0.7�İ��ģ����Բ�ƫ�ƶԻص�Ӱ���С�����̷���ʱ�ɺ��ԣ����ǶԽ�ֱ���̵��������������0.2~0.5��Χ�ڵİ��ģ����Բ�ƫ�����Իص���Ӱ��ϴ���ʱ���ɺ��ԡ�
�ο����ף�
[1] ����. ���Ķ�����ֱ���̼��ؼ������о�[D]. �ػʵ�: ��ɽ��ѧ��е����ѧԺ, 2013: 3-4.
WANG Yu. Study on process and key technology of two-roll straightening[D]. Qinhuangdao: Yanshan University. School of Mechanical Engineering, 2013: 3-4.
[2] ��. ��ֱ���������۵���̽��[M]. ����: ұ��ҵ������, 2010: 8-9.
CUI Fu. The New Exploration of straightening technology and theory[M]. Beijing: Metallurgical Industry Press, 2010: 8-9.
[3] LI Heng, SHI Kaipeng, YANG He, et al. Springback law of thin-walled 6061-T4 Al-alloy tube upon bending[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(suppl 2): 357-363.
[4] ���. ��״������������Ļص�[J]. ���Թ���ѧ��, 2009, 16(2): 29-33.
YUE Rui. Study on the springback for narrow steel sheet[J]. Journal of Plasticity Engineering, 2009, 16(2): 29-32.
[5] �Ŷ���, ����ɽ, ����ǿ, ��. ��������ʰ뾶�������ص������۷���[J]. ������ѧ, 2006, 23(10): 77-81.
ZHANG Dongjuan, CUI Zhenshan, LIYuqiang, et al. The springback of wide metal sheet after large radius pure bending[J]. Engineering Mechanics, 2006, 23(10): 77-81.
[6] GU R J, YANG H, ZHAN M, et al. Research on the springback of thin walled tube NC bending based on the numerical simulation of the whole process[J]. Computational Materials Science, 2008, 42(4): 537-549.
[7] ZHENG Q, AOYAMA T, SHIMIZU T, et al. Experimental and numerical analysis of springback behavior under elevated temperatures in micro bending assisted by resistance heating[J]. Procedia Engineering, 2014, 81: 1481-1486.
[8] �����, �Ƴ�ͳ, ������. ���ڹܴ��������Գ��η������ص�����[J]. ���Թ���ѧ��, 2009, 16(2): 5-9, 14.
LIU Qianyao, TANG Chengtong, NING Ruxin. Plastic- formation analysis and springback calculating of thin-wall tube pure-bending[J]. Journal of Plasticity Engineering, 2009, 16(2): 5-9, 14.
[9] BURANATHITI T, CAO Jian. An effective analytical model for springback prediction in straight flanging process[J]. International Journal of Material and Product Technology, 2004, 21(1/2/3): 137-153.
[10] ������, �Ƴ�ͳ. ����ֹܲ��������λص�Ԥ��ģ���о�[J]. ����������ѧѧ��, 2012, 32(9): 910-914.
JIA Meihui, TANG Chengtong. Springback prediction model on tube bending formation of stainless steel[J]. Transactions of Beijing Institute of Technology, 2012, 32(9): 910-914.
[11] ����, �⽨��. �ռ���ܵĻص�Ԥ��[J]. ����ѧ��, 2011, 32(5): 953-960.
ZHANG Shen, WU Jianjun. Spring-back prediction of non- planar tube bending[J]. Acta Aeronauticaet Astronautic Sinica, 2011, 32(5): 953-959.
[12] ZHU Y X, LIU Y L, LI H P, et al. Springback prediction for rotary-draw bending of rectangular H96 tube based on isotropic, mixed and Yoshida-Uemori two-surface hardening models[J]. Materials and Design, 2013, 47: 200-209.
[13] ������, ��ϼ. ���ϳ��εĻص�Ԥ�ⷽ���о�[J]. ��е�������о�, 2008, 37(6): 40-44.
LIU Haiyan, JIN Xia. Springback prediction method research of sheer metal forming[J]. Journal of Machine Design and Research, 2008, 37(6): 40-44.
[14] �˲�ƽ. �ܲ������ص�����ܻ�����ϵͳ���о�[D]. ����: ���ִ�ѧ��е��ѧ�빤��ѧԺ, 2008: 17-25.
PAN Changping. Research on the bending spring-back of thin-walled tube and the control system of tube bending machine[D]. Changchun: Jilin University. College of Mechanical Science and Engineering, 2008: 17-25.
[15] ��Ӣƽ, ����, �Ծ�. ���Բ����ƶ������ص���Ӱ��[J]. ��ѹ����, 2007, 32(2): 26-27.
GUAN Yingping, ZHANG Qing, ZHAO Jun. Influence of neutral layer inside displacement on bending spring-back[J]. Forging & Stamping Technology, 2007, 32(2): 26-27.
[16] ��ʯ��. ����Բ���������ص���̽��[J]. ��ѹ����, 1991(4): 38-40.
CHEN Shibao. The discussion on bending springback of metal bar[J]. Forging & Stamping Technology, 1991(4): 38-40.
[17] �Ẻ��, �½��. �������Գ���ԭ��[M]. ����: ��е��ҵ������, 1999: 121-122.
YU Hanqing, CHEN Jinde. The principle of metal plastic forming[M]. Beijing: China Machine Press, 1999: 121-122.
[18] ��ΰ��, ����, л�IJ�, ��. �ܲ������ص����ڸ�ѹ���ε�Ӱ�켰��������[J]. ��������ҵ��ѧѧ��, 2014, 46(7): 36-39.
ZHANG Weiwei, HAN Cong, XIE Wencai, et al. The effect of springback of CNC bending on hydro-formed sub-frame and compensation methods[J]. Journal of Harbin Institute of Technology, 2014, 46(7): 36-39.
[19] JOHNSON K L, ���ҵ, ��ѧ��. �Ӵ���ѧ[M]. ����: �ߵȽ���������, 1992: 51-58.
JOHNSON K L, XU Bingye, LUO Xuefu. Contact mechanics[M]. Beijing: Higher Education Press, 1992: 51-58.
[20] ��ͬϣ, ������. �����������ۼ���Ӧ��[M]. ����: ��ѧ������, 1992: 43-44.
YU Tongxi, ZHANG Liangzhi. Plastic bending theory and application[M]. Beijing: Science Press, 1992: 43-44.
[21] Ф����, ������. ��ѹ����ѧ[M]. ����: ��е��ҵ������, 2006: 116-117.
XIAO Jingrong, JIANG Kuihua. The stampingtechnology[M]. Beijing: MachineryIndustry Press, 2006: 116-117.
[22] �Ծ�, �ܺ�ǿ, չ����, ��. �����������ֱ�ȼ�ԭ������������֤[J]. ��е����ѧ����2012, 48(8): 28-33.
ZHAO Jun, CAO Hongqiang, ZHAN Peipei, et al. Pure bending equivalent principle for over-bend straightening and experimental verification[J]. Journal of Mechanical Engineering, 2012, 48(8): 28-33.
[23] ��. ��ֱԭ�����ֱ��е[M]. ����: ұ��ҵ������, 2007: 8-9.
CUI Fu. Straightening principles and straightening machine[M]. Beijing: Metallurgical Industry Press, 2007: 8-9.
[24] �Ƴ���. ��8~32 mm���Ľ�ֱ���ṹ���������ղ����о�[D]. ����: ������ѧ��е�������Զ���ѧԺ, 2010: 40-41.
YAN Changlin. Research on structural parameters and process parameters of ��8-32 mm bar straightening machine[D]. Shenyang: Northeastern University. School of Mechanical Engineering and Automation, 2010: 40-41.
[25] ���, ���, �ηɷ�, ��. �������ܲ�����TA18�ѹ�����ص���Ϊ[J]. ϡ�н��������빤��, 2014, 43(1): 64-71.
LI Heng, YANG He, SONG Feifei, et al. Springback rules of TA18 titanium tube upon rotary draw bending under variations of material properties[J]. Rare Metal Materials and Engineering, 2014, 43(1): 64-71.
(�༭ �Կ�)
�ո����ڣ�2015-05-14�������ڣ�2015-09-19
������Ŀ(Foundation item)�������ص�����о���չ�滮(973�ƻ�)��Ŀ(2012CB722800)���й���ʿ���ѧ����������Ŀ(2012M520677)��������Ȼ��ѧ����������Ŀ(51105264��51404160)��ɽ��ʡ�Ƽ�������Ŀ(20130321010-03) (Project(2012CB722800) supported by the National Basic Research Development Program (973 Program) of China; Project(2012M520677) supported by the National Science Foundation for Post-doctoral Scientists of China; Projects(51105264, 51404160) supported by the National Natural Science Foundation of China; Project(20130321010-03) supported by the Ministry of Major Science & Technology of Shanxi Province)
ͨ�����ߣ������壬���ڣ��������ֹ������豸�о���E-mail: malifengfqh@163.com
ժҪ�����ڶ�����ֱ���ι����ص�͵�����ѹ�����Բ�ƫ�����ۣ�ȷ��Ӧ�����Բ��λ�ã��ڿ������Բ�ƫ�ƺͲ���Ӳ���������£���϶�����ֱ���ۺͽ�ֱ����Ӧ��-Ӧ���ϵ������µ�˫���Խ�ֱ��Ϸ������ڴ˻���������Ԫ�������ڲ��Ľ������е����Ա��η�������������رȹ�ʽ��ͬʱ��������Բ�ƫ�ư뾶�ȵĸ�����ϴ���ص����۽������Ͻ�ֱ�ӶȻص���ѧģ�ͣ��������Բ�ƫ�ƶ��Ͻ�ֱ�ص�Ӱ�����ʵ���������֤��ʵ�����������ص����ۼ���ֵ��ʵ�������ǺϽϺã������������Ϊ6.45%�����Ե��ں������Բ�ƫ��ʱ��������31.65%��֤�������۷�������ȷ�Ժ�ģ�͵���Ч�ԡ�
[1] ����. ���Ķ�����ֱ���̼��ؼ������о�[D]. �ػʵ�: ��ɽ��ѧ��е����ѧԺ, 2013: 3-4.
[2] ��. ��ֱ���������۵���̽��[M]. ����: ұ��ҵ������, 2010: 8-9.
[4] ���. ��״������������Ļص�[J]. ���Թ���ѧ��, 2009, 16(2): 29-33.
[5] �Ŷ���, ����ɽ, ����ǿ, ��. ��������ʰ뾶�������ص������۷���[J]. ������ѧ, 2006, 23(10): 77-81.
[8] �����, �Ƴ�ͳ, ������. ���ڹܴ��������Գ��η������ص�����[J]. ���Թ���ѧ��, 2009, 16(2): 5-9, 14.
[10] ������, �Ƴ�ͳ. ����ֹܲ��������λص�Ԥ��ģ���о�[J]. ����������ѧѧ��, 2012, 32(9): 910-914.
[11] ����, �⽨��. �ռ���ܵĻص�Ԥ��[J]. ����ѧ��, 2011, 32(5): 953-960.
[13] ������, ��ϼ. ���ϳ��εĻص�Ԥ�ⷽ���о�[J]. ��е�������о�, 2008, 37(6): 40-44.
[14] �˲�ƽ. �ܲ������ص�����ܻ�����ϵͳ���о�[D]. ����: ���ִ�ѧ��е��ѧ�빤��ѧԺ, 2008: 17-25.
[15] ��Ӣƽ, ����, �Ծ�. ���Բ����ƶ������ص���Ӱ��[J]. ��ѹ����, 2007, 32(2): 26-27.
[16] ��ʯ��. ����Բ���������ص���̽��[J]. ��ѹ����, 1991(4): 38-40.
[17] �Ẻ��, �½��. �������Գ���ԭ��[M]. ����: ��е��ҵ������, 1999: 121-122.
[19] JOHNSON K L, ���ҵ, ��ѧ��. �Ӵ���ѧ[M]. ����: �ߵȽ���������, 1992: 51-58.
[20] ��ͬϣ, ������. �����������ۼ���Ӧ��[M]. ����: ��ѧ������, 1992: 43-44.
[21] Ф����, ������. ��ѹ����ѧ[M]. ����: ��е��ҵ������, 2006: 116-117.
[22] �Ծ�, �ܺ�ǿ, չ����, ��. �����������ֱ�ȼ�ԭ������������֤[J]. ��е����ѧ����2012, 48(8): 28-33.
[23] ��. ��ֱԭ�����ֱ��е[M]. ����: ұ��ҵ������, 2007: 8-9.
[24] �Ƴ���. ��8~32 mm���Ľ�ֱ���ṹ���������ղ����о�[D]. ����: ������ѧ��е�������Զ���ѧԺ, 2010: 40-41.
[25] ���, ���, �ηɷ�, ��. �������ܲ�����TA18�ѹ�����ص���Ϊ[J]. ϡ�н��������빤��, 2014, 43(1): 64-71.
