
���±�ţ�1004-0609(2010)S1-s0865-03
��ѹ��ѹ�Ƶ�Բ�ε缫
����ʽ���� Ԩ���� ��
(���������ҵ����˾������ 712000)
ժ Ҫ��
����35 MN������ѹ����230 MPa��ѹ���£�ѹ���ܶ�Ϊ3.15 g/cm3���ߴ�Ϊd 440 mm��475 mm��������230 kg�ĵ缫��
�ؼ��ʣ�
��ͼ����ţ�TF804 �� ���ױ�־�룺A
Circular electrode pressed under low pressure
HU Zong-shi, LI Yuan, YANG Meng
(Xianyang Tiancheng Titanium Industry Co., Ltd., Xianyang 712000, China)
Abstract: The electrode block with density of 3.15 g/cm3, dimension of d 440 mm��475 mm, mass of 230 kg was produced by 35 MN oil hydraulic press under pressure of 230 MPa.
Key words: sponges titanium; electrode block; density
��������ѹ�Ƴɵ缫���Ѽ��ѺϽ������ĵ�һ�����������ĽǶȿ���Ҫ��缫���ܶ�Ҫ�ߣ��缫�Ľ����Ҫ������������Ч�ʸߡ�����Ժĵ绡¯��������Բ�εģ�Ҫ��缫Ҳ��Բ�εģ��缫�������ڱڵļ������ȵģ��ŵ��Ǿ��ȵģ�����������������ã�Բ�ε缫����������ھ������֮��Ҳ ��ͬ�����ȵĵ缫����������һ�������������������ڵ缫�麸ʱ��Բ�ε缫�����㡣�����ε缫��һ��ģ�߿�����װ��ͬ���ĵ缫��Բ�ε缫���õ�ģ�߽϶࣬ÿһ�ֹ��һ��ģ�ߣ�����Բ�ε缫��ȱ�㡣����λ����ϵ�ѹ������缫�ijߴ磬ѹ�������������˵缫�������棬����35 MNѹ�������ĵ缫���Ϊd 380 mm����Ӧ������Ϊd 440 mm�������ҵ�绡¯������ϵ��Ϊd 380 mm, d 440 mm, d 520 mm, d 620 mm����Ҫ����d 600 mm�Ķ��ζ���һ�ζ��Ĺ��Ϊd 510 mm��һ�ε缫�Ĺ��d 440 mm����ʱѹ��Ϊ230 MPa(����1)����ͨ������£�ѹǿ����Ϊ300 MPa����230 MPa���Dz���ѹ�Ƶġ�Ϊ��������˳�����У�������3 500 tѹ����ѹ��d 440 mm�缫��
1 ���۷���
�����ѵ缫ѹ�ƣ�һ��ѹ��ѹǿ��С��300 MPa���缫���ܶȲ�С��3 g/cm3����ʵ���У��еĹ�˾����λ����ϵ�ѹ����Ϊ340 MPa���ܶȴ���3.2 g/cm3������ߵ�λ���ѹ�����ܶ��������ޡ��ҹ�˾ʹ�õ�ѹ��Ϊ35 MN���������������ѵ缫ѹ��������d 320 mm��d 380 mm��d 440 mm 3�ֹ���ģ�ߡ���1�г�3�ֹ��缫����ѹ�����ɱ�1���Կ�����d 440 mm�缫����ѹ�����Բ��㡣�����ô��ȵ�ģ�ߴﵽ�缫���ε�Ŀ�ġ�
��1 3�ֹ��缫����ѹ��

ͼ1��ʾΪԲ�ε缫ģ�ߵ�������ѹ��ʾ��ͼ[1]������˹ijһ����ʹ�������ķ������ڹ��ڻ�û��ʹ�ù������������Ľṹ��̽������ģ�ߣ��ڵ�λѹ�����������£�ѹ��d 440 mm�缫����������Ԫ���������ϵı���������з���(��ͼ2)��ģ�ߵ�ֱ�߲���ֱ��Ϊ460 mm���Ƚ���ʱֱ��Ϊ440 mm����ͼ3�ɼ������ɱ�Ե������1/5ֱ����Χ�ڣ�����ѹ�� 6 mm����Ҫ�ı���������棬�����ڵ缫��������γ�һ���ǣ������30 mm���ҡ��ǵIJ����ܶȽϸߣ����Գ��������缫��������������˹�����ϣ������ѵ缫ѹ�ƺ�缫���ܶȴﵽ3 g/cm3ʱ�����Ķ���ǿ��Ϊ1.3 MPa(��ͼ3)�����˼������������γ��ܶȴ�
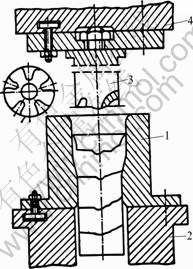
ͼ1 Բ�ε缫ģ��ʾ��ͼ
Fig.1 Schematic diagram of circular electrode block mould

ͼ2 �缫���������ε�����Ԫ����
Fig.2 Finite element analyses of electrode deformation zone
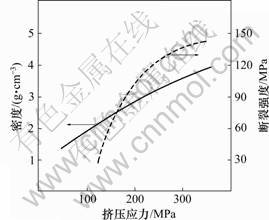
ͼ3 �缫�����ǿ�ȡ��ܶ��뼷ѹӦ���Ĺ�ϵ
Fig.3 Relationships among pressure, density and fracture strength
��3 g/cm3�Ŀǣ������3 cm����ô�����Գ���50 020 N��ѹ����
2 ʵ��
����d 320 mmģ��ѹ��d 320 mm�缫��������ͬѹ���µ缫�ĸ߶ȣ��������ͬ�߶ȵ缫���ܶȡ�Ӧ��Origin 6.0�����õ�d 320 mm�缫���ܶȺ�ѹǿ�Ĺ�ϵ��ͼ4��ʾ���õ��ع鷽��Ϊ
y=y0+A1exp(-x/t1) (1)
y0=6.632 76, A1=-5.273 45, t1=572.044 69
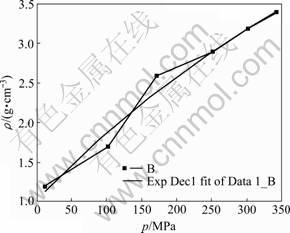
ͼ4 d 320 mm�缫ѹ��ѹ����缫�ܶȵĹ�ϵ
Fig.4 Relationship between pressure and density of d 320 mm electrode
d 440 mm�缫ģ���϶˵�ֱ��Ϊ 460 mm���¶˵�ֱ��Ϊ 440 mm���߶�Ϊ1 000 mm��2��װ��230 kg��ѹ�ƺ�缫�߶�Ϊ475 mm���缫��ƽ���ܶ�Ϊ3.15 g/cm3����ѹ��230 MPa����ع鷽��(1)���õ��ܶ�Ϊ2.8 g/cm3��ѹ�ƺ�ĵ缫�ܶ��������0.35 g/cm3���ܶ�Լ����10%��˵���缫�����Ȳ��ֵı��Σ�����ߵ缫���ܶȡ��ӵ缫�Ķ��濴�����ܶȼӴ�ĿDz㣬����Լ30 mm����6��缫���ӳ�1������Ϊ2 850 mm������Ϊ1 360�ĵ缫���������������
3 ����
���ô��ȵ�ģ��ѹ�Ƶ缫���ں����ѵ缫�������γ��ܶȼӴ�ĿDz㣬�Ե缫�ӹ̵����ã���ʹ�ڲ��ܶȽϵͣ��ֲ�Ӱ��ʹ�ã��Ӷ�ʵ���ڵ͵�λѹ���£�ѹ�ƽϴ����ĵ缫��
REFERENCES
[1] ϡ�н������ϼӹ��ֲ�[M]. ����: ұ��ҵ������, 1984: 370.
(�༭ �°���)
ͨ�����ߣ�����ʽ���绰��029-38176776��E-mail: huzsh@sina.com
