
Trans. Nonferrous Met. Soc. China 23(2013) 3200-3205
Microstructure and mechanical properties of AM60B magnesium alloy prepared by cyclic extrusion compression
Li-ping Wang, Tian CHEN, Wen-yong JIANG, Yi-cheng FENG, Guo-jian CAO, Yan ZHU
College of Materials Science and Engineering, Harbin University of Science and Technology, Harbin 150040, China
Received 7 February 2013; accepted 15 March 2013
Abstract:
The cyclic extrusion compression (CEC) process was introduced into the AM60B magnesium alloy. The use of the CEC process was favorable for producing finer microstructures. The results show that the microstructure can be effectively refined with increasing the number of CEC passes. Once a critical minimum grain size was achieved, subsequent passes did not have any noticeable refining effect. As expected, the fine-grained alloy has excellent mechanical properties. The micro-hardness, yield strength, ultimate tensile strength and elongation to failure of two-pass CEC formed alloy are 72.2, 183.7 MPa, 286.3 MPa and 14.0%, but those of as-cast alloy are 62.3, 64 MPa, 201 MPa and 11%, respectively. However, there is not a clear improvement of mechanical properties with further increase in number of CEC passes in AM60B alloy. The micro-hardness, yield strength, ultimate tensile strength and elongation to failure of four-pass CEC formed alloy are 73.5, 196 MPa, 297 MPa and 16%, respectively.
Key words:
magnesium alloy; cyclic extrusion compression; microstructure; mechanical properties;
1 Introduction
Magnesium alloys have characteristics of low density, high specific strength and excellent machinability, attracting more and more attention [1-3]. However, their poor mechanical properties make them impossible for wide applications in electronics, automotive and aerospace industries [4,5].
Recent researches have shown that ductility of magnesium alloys at room temperature can be significantly enhanced by texture control and grain refinement treated by severe plastic deformation (SPD) processing. SPD techniques include equal channel angular extrusion (ECAE), high-pressure torsion (HPT), multi-axial forging (MAF), accumulative roll-bonding (ARB), etc [6-12]. Several researchers [13-15] have reported the SPD techniques introducing in magnesium and titanium alloys. LUO et al [13] reported the microstructure evolution of AZ91D magnesium alloy prepared by equal channel angular extrusion (ECAE). The results indicated that recrystallization first occurred in deformed areas. CHEN et al [15] integrated multi-axial forging (MAF) with a lower deformation temperature to innovate a new method to produce a fine-grained AZ61 alloy. The innovative process distinctly improved the refinement of grain size and reduced the cost. They found that the microstructure can be effectively refined with increasing equivalent strain during MAF. And temperatures decrease successively for each MAF pass. Among these SPD techniques, cyclic extrusion compression (CEC) seems to be especially attractive to overcome the in homogeneous microstructure treated by other mentioned processes due to the limited degree of deformation [16-19]. To the best of our knowledge, no studies have been reported on CEC of AM60B magnesium alloys. The present work aims to employ the CEC processes for AM60B magnesium alloy. The microstructure and mechanical properties of AM60B prepared by the CEC procedure are reported.
2 Experimental
The material used in this study was a commercial Mg-Al-Mn alloy, AM60B, and the composition was 6.2% Al, 0.31% Mn and 0.12% Zn in mass fraction, and the balanced magnesium. Billets with a diameter of 80 mm and a length of 160 mm for CEC were cut from the as-cast AM60B magnesium alloy. The CEC process made a sample within the chamber extruded repeatedly backwards and forwards. And the accumulated equivalent strain was calculated according to the following equation:
 (1)
(1)
where n is the number of deformation cycles, D is the chamber diameter and d is the channel diameter. Before CEC, as-cast AM60B billets and the die were preheated at 380 ��C for 60 min, and then were lubricated with molybdenum disulphide (MoS2). A heating jacket was coated on the die and the processing temperature was controlled within ��5 ��C. Subsequent work consisted of inserting the samples into the die and holding in the die for 3 min to ensure the samples to reach temperature of 380 ��C. In this study, billets were extruded one pass, two passes, three passes and four passes, respectively. And the true strains of the billet treated by CEC according to equation (1) are 2.77, 5.54, 8.31 and 11.08, respectively. The samples treated by CEC were quenched in cold water when taken them out as soon as possible.
Metallographic specimens of as-cast and CEC formed alloy were ground with SiC paper of different fineness and polished with 3 ��m and 1 ��m diamond paste and 0.05 ��m colloidal alumina. All fine grinding and polishing samples were etched in a solution of 100 mL ethanol, 6 g picric acid, 5 mL acetic acid and 10 mL water. Mechanical tensile samples with 5 mm in diameter and 60 mm in gauge length were tested using an Instron 5569 machine at a cross head speed of 1 mm/min at room temperature. Tensile curves were analyzed to assess the yield strength, ultimate tensile strength and elongation to failure. At least five measurements were tested in each condition. Hardness was measured at 1.96 N load for 20 s using a Vickers micro-hardness tester and each hardness was the average of six measurements at randomly selected points. Mean size of solid grains was calculated by intercept method.
3 Results
3.1 Microstructure
Figure 1 shows the microstructure and the XRD pattern of as-cast AM60B magnesium alloy. The microstructure of as-cast AM60B magnesium alloy is composed of ��-Mg matrix and eutectic compounds, which are mainly distributed at grain boundaries. It can be seen from Fig. 1(a) that the eutectic compounds precipitate as discontinuous network at grain boundaries and some of them precipitate as particle-like inside the grains. This demonstrates that the as-cast AM60B magnesium alloy consists of ��-Mg matrix and ��-Mg17Al12 phase (Fig. 1(b)).
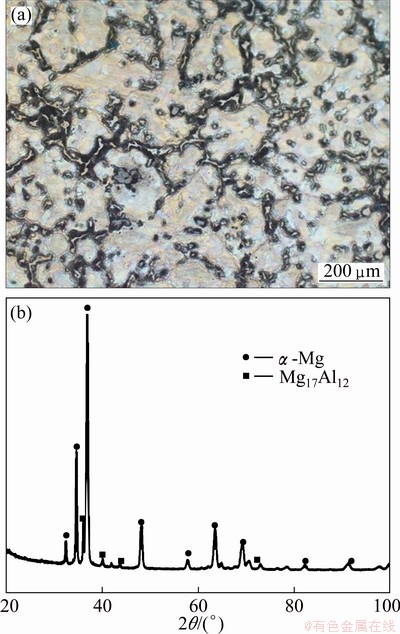
Fig. 1 Microstructure (a) and XRD pattern (b) of as-cast AM60B alloy
Figure 2 shows the microstructure of as-cast AM60B magnesium alloy after CEC processing one pass, two passes, three passes and four passes, respectively. Compared with the microstructure of as-cast AM60B magnesium alloy, a great number of new fine grains were observed at the initial grain boundaries in the CEC formed AM60B magnesium alloy (Fig. 2(a)), which indicates the occurrence of dynamic recrystallisation during CEC. However, the refinement of grains is initially not uniform, there are coexistence of fine and coarse grains. This is called bimodal microstructure which is caused by non-recrystallized regions of old grains and newly formed finer grains. When the number of CEC passes is increased, the area covered by fine grains increases, although a bimodal microstructure still exists (Fig. 2(b)). When the number of CEC passes is further increased, the microstructure becomes more homogeneous by successive breaking-up of coarse grains (Fig. 2(c)). However, with further CEC deformation (Fig. 2(d)), it is difficult to get further grain refinement. Figure 3 shows the grain size as a function of the equivalent strain for CEC formed AM60B magnesium alloy. As shown in Fig. 3, with the increase of equivalent strain, the mean grain size reduces progressively. Once a critical minimum grain size is achieved, subsequent passes do not have any noticeable refining effect.
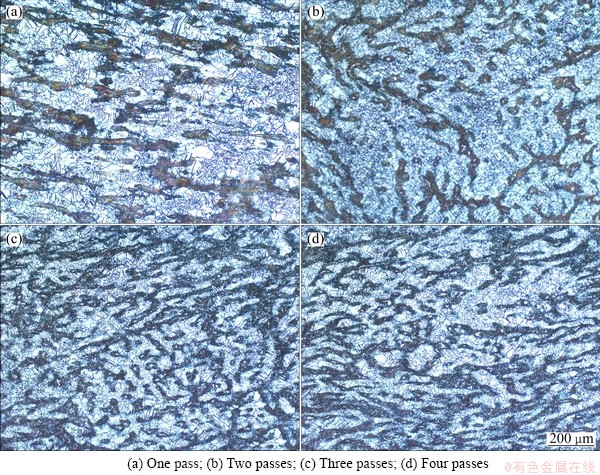
Fig. 2 Microstructures of AM60B alloy after CEC
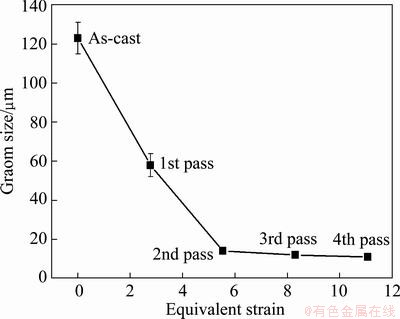
Fig. 3 Plot of grain size as function of equivalent strain
3.2 Micro-hardness and tensile properties
Figure 4 shows the micro-hardness, yield strength (YS), ultimate tensile strength (UTS) and elongation of CEC formed AM60B billets as a function of the number of CEC passes imposed on the billets. As shown in Fig. 4(a), significant improvement in micro-hardness can be obtained for CEC formed billet compared with the as-cast AM60B magnesium billet micro-hardness of 62.3. Meanwhile, the micro-hardness of the CEC formed billet is improved obviously with increasing the number of CEC passes. For instance, the hardness increases from 68.7 to 73.2 with the number of CEC passes increasing from one pass to three passes, and then it almost does not change with further increasing the number of CEC passes. Figures 4(b)-(d) indicate that the increase of the number of CEC passes improves the YS, UTS and elongation to failure. The effect of the number of CEC passes on the mechanical properties of CEC formed AM60B billets can be divided into two stages. In the first stage, the mechanical properties of CEC formed AM60B billets notably increase with increasing equivalent strain. In the second stage, the number of CEC passes has little influence on the mechanical properties of CEC formed AM60B billets.
4 Discussion
Increasing the number of CEC passes (equivalent strain) results in some changes in microstructures. For instance, a heterogeneous grained structure, which is characterized by the coexistence of fine and coarse grains, is produced after the first CEC pass. The discovery of a bimodal distribution of grain size after one pass and the nucleation of fine grains at original grain boundaries indicate that dynamic recrystallisation occurs (Fig. 2(a)) [18-20]. For dynamic recrystallisation, new strain-free grains nucleate at the original grain boundaries [21,22]. Compared Fig. 2(a) with Fig. 2(b), increasing the number of CEC passes is favorable for the formation of recrystallized grains nucleated at the boundaries of the newly formed fine grains [23,24]. The CEC process results in the distortion of crystal lattices and the accumulation of dislocations in the deformed grains, which leads to accumulation of distortion energy in the material. In this way, the materials treated by two passes have much interfacial energy than that only treated by one pass, which in turn result in the greater overall grain boundary and sub-grain boundary area. This leads to greater potential for the development of recrystallization nuclei, and results in a finer recrystallized grain size. In other words, a higher equivalent strain is that misorientation of the subgrain boundaries may increase, leading to an increase in the amount of store energy in the billet and an increased driving force towards recrystallization [25-28]. This dynamic recrystallization mechanism can also explain that the microstructure treated by CEC has a finer grain size compared with as-cast microstructure. As expected, increase in the number of CEC passes effectively improves the number of fine grains. However, the size of these fine grains is not refined further by the additional number of CEC passes. Figure 3 suggests that there is a critical equivalent strain ��c which is in the range of 5.54-8.31 and controls the degree of the homogeneity for CEC formed AM60B magnesium alloys during their microstructure evolution process. The microstructure full of fine dynamically recrystallized grains could be got if the applied total equivalent strain ��e exceeds the critical strain ��c. Under this condition, it is difficult to get more grain refinement further. For dynamic recrystallization, once this process is completed, the material is in a steady state and further deformation of the material cannot change the grain size for the simply reason that larger grains provide less grain-boundary area for the nucleation of new fine grains. This means that billets with a larger initial grain size will require a higher effective strain to complete dynamic recrystallization. The Petch-Hall equation is ��y=��0+Kyd-1/2, where ��y is the yield strength, ��0 and Ky are material constants, and d is the mean grain size. The value of Ky, which is mainly dependent on the number of slip systems, is higher for metals with hexagonal close-packed structure (HCP) than metals with body-centered cubic (BCC) or face- centered cubic (FCC) structure. Note that magnesium alloys with HCP structure, the grain size has a significant influence on the yield strength [29,30]. As shown in Fig. 4, the increase of equivalent strain results in the improvement of mechanical properties of CEC formed billets. In this work, the solid grain size of the as-cast alloys is 132 ��m. However, the solid grain size of the CEC formed alloys after four passes is 11 ��m. As expected, better mechanical properties are obtained in the alloy treated by CEC. The micro-hardness, yield strength, ultimate tensile strength and elongation to failure of CEC formed alloy are 73.5, 196 MPa, 297 MPa and 16%, and 62.3, 64 MPa, 201 MPa and 11% for as-cast alloy.
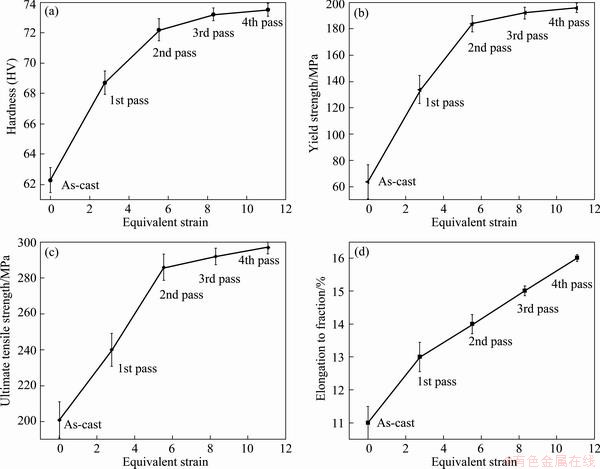
Fig. 4 Curves of micro-hardness (a), yield strength (b), ultimate tensile strength (c), elongation to failure (d) vs equivalent strain
5 Conclusions
1) The CEC process is an effective route to refine coarse grains. With increasing the number of CEC passes, the microstructures of CEC processed billets are initially non-uniform with a bimodal microstructure but become more homogeneous. Once a critical minimum grain size is achieved, subsequent passes do not have any noticeable refining effect.
2) The micro-hardness, YS, UTS and elongation to failure of two-pass CEC formed alloy are 72.2, 183.7 MPa, 286.3 MPa and 14% and 62.3, 64 MPa, 201 MPa and 11% for as-cast alloy. However, there is not a clear improvement of mechanical properties with further CEC passes in AM60B alloy.
References
[1] Chen Qing, HUANG Zhi-wen, ZHAO Zu-de, SHU Da-yu. First principles study on elastic properties, thermodynamics and electronic structural of AB2 type phases in magnesium alloy [J]. Solid State Communications, 2013, 162: 1-7.
[2] Chen Qing, Zhao Zhi-xing, Shu Da-yu, Zhao Zu-de. Microstructure and mechanical properties of AZ91D magnesium alloy prepared by compound extrusion [J]. Materials Science and Engineering A, 2011, 528(10-11): 3930-3934.
[3] Yuan Bao-guo, LI Chun-feng, Yu Hai-ping, Sun Da-lin. Influence of hydrogen content on tensile and compressive properties of Ti-6Al-4V alloy at room temperature [J]. Materials Science and Engineering A, 2010, 527(16-17): 4185-4190.
[4] Wang Tao, Zhang Mi-lin, Wu Rui-zhi. Effect of cerium on microstructure and mechanical properties of Mg-8Li-3Al alloy [J]. Journal of Rare Earths, 2007, 25(S2): 19-22.
[5] Zhao Zu-de, Chen Qing, Chao Hong-ying, Huang Shu-hai. Microstructural evolution and tensile mechanical properties of thixoforged ZK60-Y magnesium alloys produced by two different routes [J]. Materials and Design, 2010, 31: 1906-1916.
[6] Kleiner S, Beffort O, Uggowitzer P J. Microstructure evolution during reheating of an extruded Mg�CAl�CZn alloy into the semisolid state [J]. Scripta Materialia, 2004, 51: 405-409.
[7] CHEN Qing, YUAN Bao-guo, ZHAN Gao-zhan, SHU Da-yu, HU Chuan-kai, ZHAO Zu-de, ZHAO Zhi-xiang. Microstructural evolution during reheating and tensile mechanical properties of thixoforged AZ91D-RE magnesium alloy prepared by squeeze casting-solid extrusion[J]. Materials Science and Engineering A, 2012, 537: 25-38.
[8] Ashouri S, Nili-ahmadabadi M, Moradi M , Iranpour M. Semi-solid microstructure evolution during reheating of aluminum A356 alloy deformed severely by ECAP[J]. Journal of Alloys and Compounds, 2008, 466: 67-72.
[9] Zhan Min-yang, Zhang Wei-wei, Zhang Dong-ting. Production of Mg-Al-Zn magnesium alloy sheets with ultrafine-grain microstructure by accumulative roll-bonding [J]. Transactions of Nonferrous Metals Society of China, 2011, 21(5): 991-997.
[10] Ying Ting, Zheng Ming-yi, Hu Xue-shu, Wu Kai. Recycling of AZ91 Mg alloy through consolidation of machined chips by extrusion and ECAP [J]. Transactions of Nonferrous Metals Society of China, 2010, 20: s604-s607.
[11] Gao Lei, Chen Rong-shi, Han En-hou. Enhancement of ductility in high strength Mg-Gd-Y-Zr alloy [J]. Transactions of Nonferrous Metals Society of China, 2011, 21(4): 863-868.
[12] Lin Jin-bao, Wang Qun-dong, Liu Ming-ping, Chen Yan-jun, Roven H J. Finite element analysis of strain distribution in ZK60 Mg alloy during cyclic extrusion and compression [J]. Transactions of Nonferrous Metals Society of China, 2012, 22(8): 1902-1906.
[13] LUO S J, CHEN Q, ZHAO Z D. Effects of processing parameters on the microstructure of ECAE-formed AZ91D magnesium alloy in the semi-solid state [J]. Journal of Alloys and Compounds, 2009, 477: 602-607.
[14] Yuan Bao-guo, Yu Hai-ping, Li Chun-feng. Influence of hydrogen content on room temperature compressive properties of Ti-6Al-4V alloy at high strain rate [J]. Transactions of Nonferrous Metals Society of China, 2012, 22(12): 2943-2951.
[15] CHEN Q, SHU D Y, HU C K, ZHAO Z D, YUAN B G. Grain refinement in an as-cast AZ61 magnesium alloy processed by multi-axial forging under the multitemperature processing procedure [J]. Materials Science and Engineering A, 2012, 541: 98-104.
[16] FENG Xian-min, AI Tao-tao. Microstructure evolution and mechanical behavior of AZ31 Mg alloy processed by equal-channel angular pressing [J]. Transactions of Nonferrous Metals Society of China, 2009, 19(2): 293-267.
[17] ZHAO Z D, CHEN Q, WANG Y B, SHU D Y. Microstructural evolution of an ECAE-formed ZK60-RE magnesium alloy in the semi-solid state [J]. Materials Science and Engineering A, 2009, 506: 8-15.
[18] CHEN Q, ZHAO Z D, ZHAO Z X, HU C K, SHU D Y. Microstructure development and thixoextrusion of magnesium alloy prepared by repetitive upsetting-extrusion [J]. Journal of Alloys and Compounds, 2011, 509: 7303-7315.
[19] Ding S X, Chang C P, Kao P W. Effects of processing parameters on the grain refinement of magnesium alloy by equal-channel angular extrusion [J]. Metal Mater Trans A, 2009, 40: 415-420.
[20] Chen Q, Lin J, Shu D Y, Hu C K, Zhao Z D, Kang F, Huang S H, Yuan B G. Microstructure development, mechanical properties and formability of Mg-Zn-Y-Zr magnesium alloy [J]. Materials Science and Engineering A, 2012, 554: 129-141.
[21] Lin H Q, Wang J G, Wang H Y, Jiang Q C. Effect of predeformation on the globular grains in AZ91D alloy during strain induced melt activation (SIMA) process [J]. Journal of Alloys and Compounds, 2007, 431(1-2): 141-147.
[22] Wang Y, Liu G, Fan Z. Microstructural evolution of rheo-diecast AZ91D magnesium alloy during heat treatment [J]. Acta Materialia, 2006, 54(3): 689-699.
[23] CHEN Q, LUO S J, ZHAO Z D. Microstructural evolution of previously deformed AZ91D magnesium alloy during partial remelting [J]. Journal of Alloys and Compounds, 2009, 477: 726-731.
[24] Chino Y, Kobata M, Iwasaki H, Mabuchi M. An investigation of impressive deformation for AZ91 Mg alloy containing a small volume of liquid [J]. Acta Materialia, 2003, 51, 3309-3318.
[25] Birol Y. Comparison of thixoformability of AA6082 reheated from the as-cast and extruded states [J]. Journal of Alloys and Compounds, 2008, 461: 132-138.
[26] CHEN Q, SHU D Y, ZHAO Z D, ZHAO Z X, WANG Y B, YUAN B G. Microstructure development and tensile mechanical properties of Mg-Zn-RE-Zr magnesium alloy [J]. Materials and Design, 2012, 40: 488-496.
[27] TZIMAS E, ZAVALIANGOS A. Evolution of near-equiaxed microstructure in the semisolid state [J]. Materials Science and Engineering A, 2000, 289(1-2): 228-240.
[28] Xia K, Wang J T, Wu X, Chen G, Gurvan M. Equal channel angular pressing of magnesium alloy AZ31 [J]. Materials Science and Engineering A, 2005(410-411): 324-327.
[29] Guo Q, Yan H G, Chen Z H, Zhang H. Grain refinement in as-cast AZ80 Mg alloy under large strain deformation [J]. Materials Characterization, 2007, 58: 162-167.
[30] Chen Q, Huang Z W, Zhao Z D, Hu C K, Shu D Y. Thermal stabilities, elastic properties and electronic structures of B2-MgRE (RE=Sc, Y, La) by first-principles calculations [J]. Computational Materials Science, 2013, 67: 196-202.
������ѹAM60Bþ�Ͻ����֯����ѧ����
����Ƽ���� ���������£�����ɣ��ܹ������� ��
������������ѧ ���Ͽ�ѧ�빤��ѧԺ�������� 150040
ժ Ҫ��ͨ��������ѹ(CEC)������ϸ��AM60Bþ�Ͻ����֯���ṹ����������CEC���ε����ӣ���֯�õ�����ϸ���������ϴﵽ�ٽ���С�����ߴ�ʱ����һ����ѹ����Ҳ����ʹ��֯�õ����Ե�ϸ����ϸС����֯�����������ѧ���ܣ��Ͻ��Ӳ�ȡ�����ǿ�ȡ�����ǿ�ȺͶϺ��쳤�ʷֱ�����̬��62.3��64 MPa��201 MPa��11%�����������α��κ��72.2��183.7 MPa��286.3 MPa��14.0%�������ٽ�һ����ѹ���β��ϵ���ѧ�������ӷ��Ȳ����ԣ����ĵ��μ�ѹ���κ���Ӳ�ȡ�����ǿ�ȡ�����ǿ�ȺͶϺ��쳤�ʷֱ�Ϊ73.5��196 MPa��297 MPa��16%
�ؼ��ʣ�þ�Ͻ�������ѹ����֯����ѧ����
(Edited by Xiang-qun LI)
Foundation item: Projects (ZD20081901, QC2010110, QC2012C006) supported by the Natural Science Foundation of Heilongjiang Province, China; Project (2012RFQXS113) supported by Special Fund Project for Scientific and Technological Innovation Talents of Harbin, China; Project (201210214008) supported by Training Programs of Innovation and Entrepreneurship for Undergraduates, China
Corresponding author: Tian CHEN; Tel: +86-451-86392518; E-mail: chentian0225@163.com
DOI: 10.1016/S1003-6326(13)62853-8
Abstract: The cyclic extrusion compression (CEC) process was introduced into the AM60B magnesium alloy. The use of the CEC process was favorable for producing finer microstructures. The results show that the microstructure can be effectively refined with increasing the number of CEC passes. Once a critical minimum grain size was achieved, subsequent passes did not have any noticeable refining effect. As expected, the fine-grained alloy has excellent mechanical properties. The micro-hardness, yield strength, ultimate tensile strength and elongation to failure of two-pass CEC formed alloy are 72.2, 183.7 MPa, 286.3 MPa and 14.0%, but those of as-cast alloy are 62.3, 64 MPa, 201 MPa and 11%, respectively. However, there is not a clear improvement of mechanical properties with further increase in number of CEC passes in AM60B alloy. The micro-hardness, yield strength, ultimate tensile strength and elongation to failure of four-pass CEC formed alloy are 73.5, 196 MPa, 297 MPa and 16%, respectively.
