
B10ͭ�Ͻ����������������ģ���Ż���ʵ���о�
ժ Ҫ��
���������������Ƽ�������ͭ�Ͻ�ܿɸı䴫ͳ�ļ�ѹ����������, ��������ͭ�Ͻ�ܲĵ���������, ����������ʵ���Ե��о��д���̽���Ρ������ص���B10��ͭ�Ͻ����Ϊ�о�����, ����ͨ������Ԫģ��Աȷ�����B10��ͭ�Ͻ������TP2��ͭ�����������������ƹ�����ƫת�Ǻ����ϳ�ʼ�¶ȶԳ��ε�Ӱ��, ���������ͭ�Ͻ�ܲ������������Ƽӹ������������γ��Ⱥ������Ʒ�Χ����������Ԫģ���������������ֳ�����ʵ��, �ɹ����Ƴ�ͭ�Ͻ�ܲĻ����������������ʵ��ijɹ�֤������Ԫģ�����Ҫ�ο���ֵ, ͬʱ�ؿ�����������������Ӧ����������ͭ�Ͻ�ܲĵ������ӹ�������
�ؼ��ʣ�
ͭ�Ͻ����;������������;��ֵģ��;����ʵ��;��ѧ����;
��ͼ����ţ� TG335
�ո����ڣ�2006-08-10
�������ҿƼ����ؼƻ���Ŀ (2002BA327C);������Ȼ��ѧ����������Ŀ (50474059);
Simulating Optimization and Experimental Research on Three-Roll Planetary Rolling Process of B10 Copper Alloy Tube
Abstract��
Comparing with the extruding process technology, the three-roll planetary rolling can increase the production capacity of the copper alloy tube and change the traditional process method.But the practicability of the three-roll planetary rolling for the copper alloy tube is in the researching period.The B10 copper alloy tube was researched as the investigated subject in this paper.The effects of the offset angle and the initial temperature of the copper alloy on the deforming were analyzed by finite element simulation contrasting the B10 copper alloy with TP2 copper tube.The rational length range of the smooth zone of the roller was calculated by simulation in three-roll planetary rolling of copper alloy tube.Based on the simulation results, the experiment was proceeding and the satisfied products were obtained successfully, which proved the important reference value of the finite element simulation.Therefore the applying field of threeroll planetary rolling was extending and the processing technology of copper alloy tube was improved.
Keyword��
Received�� 2006-08-10
Ŀǰ, ������ͭ�Ͻ�ܲ�������ҵ��Ҫ���ô�ͳ�ļ�ѹ��, ��ʹ�ô�ͳ��ʵ����������ѹ������Ϊ���Ĺ�����ֱ�����ζ���, ������ɲ��ʵ�, ���Ȳ�ͳ������Ƶ�ԭ��ԶԶ���㲻�˹����г�������, ��������ĸ߾��ȳ���ͭ�Ͻ����������������ڡ� ��Ӧ��ˮƽ����������������ͭ�Ͻ��, �����ܿ˷���ͳ��ѹ��Ч�ʵ͡� Ͷ�ʴ� �ɲ��ʵ͡� ���Ȳ��ȱ��, ���������������ʴ�������վ�ͺ˵�վ��ʽ�Ƚ������ó����ܡ� ��˲���Ŀǰ�����Ƚ�������������ͭ�Ͻ�ܲ�, ���������о���ʵ�������������嶼ʮ���ش�
B10ͭ�Ͻ�Ϊ��ͭ�Ͻ��һ��, ��ͭ�Ͻ��ƺ�ΪBFe10-1-1�� B10��ͭ�Ͻ�������õ��Ƚ�����, �����������ͺ�ˮ��ʴ�ԡ� ��ͭ��������������ʹ�Ͻ��������Ĥ��ǿ, ����ʴ�ּ��ٺ�������ĸ���, ͬʱ����˺Ͻ�ܲ��ͺ�ˮ�ij����ʴ������ ���B10��ͭ�㷺���ڻ�������ܷ�����顢 �������ַ������� ��ˮ������ ����յ���ˮ��������ҵ
������B10ͭ�Ͻ�Ϊ��, ���ȶ�B10ͭ�Ͻ��������֯״̬����ѧ���ܽ����˹۲����, Ϊ��������Ԫģ�����ʵ���ṩ��Ҫ�Ļ����� ���ݲ��Խ���Բ�����ѧ����Ϊ����, ���д�������ֵģ��ʵ��, ���ղ����������������ƹ����еı仯�ص�, ����ģ������ָ���ɹ����Ƴ����ܷ���Ҫ���ͭ�Ͻ�ܲġ�
1 ʵ����ϼ����ܲ���
ʵ����B10�Ͻ��������������κͶ�����֯��ͼ1��2��ʾ, ����������ƺͻ���, ���澧����Ҳ�Ϻá� ������֯���ֵ��͵���������: ������DZ���ϸ����, �м�����״��, ���ڲ���ϸ�ĵ��ᾧ, �����ֲ������������������Ρ� B10�Ͻ����������⾶Ϊ��80 mm, �ں�Ϊ20 mm, ǰ��˺Ͷ���ߴ�ľ����ԽϺá�
B10�Ͻ�������TP2��ͭ������Ҫ�ɷֺ����Ա����1��ʾ�� ����B10�Ͻ���10%�ĺϽ�Ԫ����, �����ǿ�Ⱥ�Ӳ��Ҫ��TP2��ͭ������Ҫ��ܶࡣ �����Ի��������TP2��ͭ�����Ŀ���ǿ��Ϊ176.2 MPa, ����Ӧ������B10�Ͻ������ĵĿ���ǿ��Ϊ254.1 MPa, ��˶ԸúϽ���������������Ƽӹ�, ��ƺ�����Ч��ʵ�鷽������ܴ� ������ʵ�����ܲ���Ϊ����, ������Ӧ����Ԫģ�����������Ż����շ�����

ͼ1 B10�Ͻ�ˮƽ��������ͼ
Fig.1 Continuous casting billet of B10 alloy
ͼ2 B10�Ͻ�����������֯ͼ
Fig.2 Transect grain of B10 alloy
��1B10�Ͻ�������TP2��ͭ������Ҫ�ɷֺ����Ա� (%, ��������)
Table 1 Contrast of chemical compositions between B10 alloy and TP2 copper (%, mass fraction)
�ƺ� |
��ѧ�ɷ� (%, ��������) |
||||||
| Ni | Fe | Mn | S | P | Cu | �����ܺ� | |
| B10 | 10.0 | 1.0 | 1.0 | 0.002 | - | ���� | 0.15 |
TP2 |
0.005 | 0.005 | 0.002 | 0.004 | 0.015��0.040 | 99.90 | 0.10 |
2 ģ������빤���Ż�
2.1 ��������
ģ���������в��ø��µ�����������������, �������¶ȳ���ϵĴ�����ȵ����Է�������������Ԫ��ʾ, ���Թ�ת���������������:
ʽ��TΪ�����¶�, K; SΪ���ʱ߽�;
ģ�������, ��Ħ��������ת���ɱ�����������:
qfr=MfFfrVr (2)
ʽ��FfrΪ�Ӵ�����Ħ����, N; VrΪ������Ի����ٶ�; MfΪĦ������ת��ϵ���� ����������֮������ò�����Ħ��������ƽ�����䵽�����������Ӵ����档
ͭ�����������μ�����������������غ㷽��:
ʽ��gΪGalerkinȨ����;
�������ϻ�������, ����������Ԫģ����ѧģ��, ������MSC.Marc����Ԫ�������д����������, �����ո����ղ�����ģ����״�ԺϽ�����������ε�Ӱ�졣
2.2 ����ƫת�Ƕ��������ε�Ӱ��
������ƫת���������������ƹ����е�һ��ʮ����Ҫ�IJ���, ����Ӱ�쵽�������ܵ����������������ij����ٶȡ� ��ͼ3�б���������������������ƫת����������ӵ��ص�, ���Թ۲쵽ƫת�Ƕ���������Ӱ��ܴ�, ��������������� ������ƫת��ͬʱҲ��Ӱ�����������ٶ�һ����Ҫ�����ء� ͼ4�������������ٶȺ�ƫת�ǵĹ�ϵ, ���������ٶ���ƫת�ǵ����Ӷ����ӵ�ʮ�������� �Ӽ���ѧ�Ƕ�������, ����ƫת�ǽ�����������ǰ���ٶȷ���, ������������ٶ��������, ���������Ч�ʡ� ������ƫת�ǿ����ں����ķ�Χ�ڲſ��Լ��������������ٶ��ֲ���ʹ����������, ��˽�����ƫת���趨��7�㡫8��֮��Ϊ������ȡֵ��Χ��
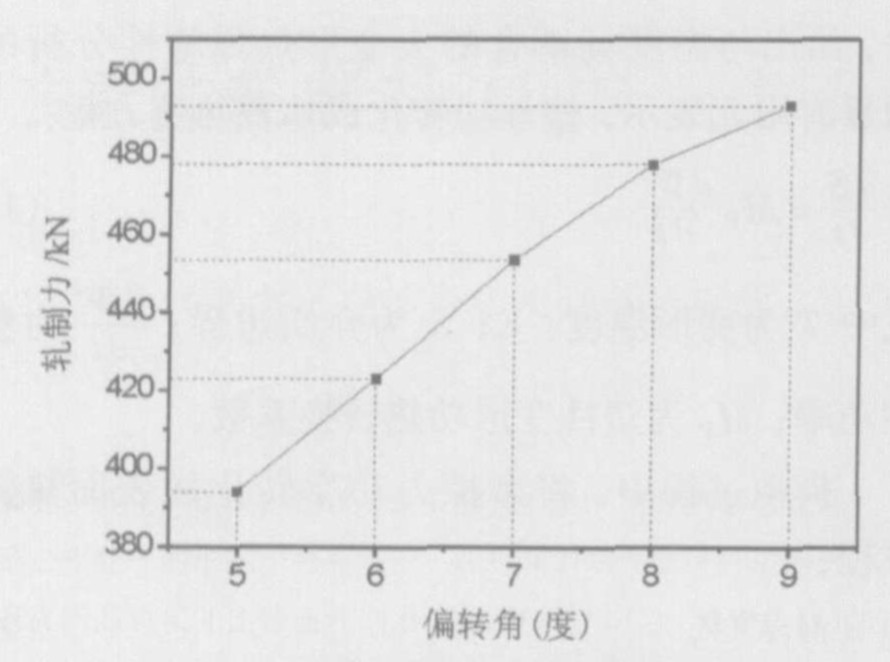
ͼ3 ƫת�Ǻ��������Ĺ�ϵ
Fig.3 Effect of offset angle on rolling force

ͼ4 ƫת�Ǻ����������ٶȵĹ�ϵ
Fig.4 Effect of offset angle on exit velocity
2.3 ����Ԥ�ȶ��������ε�Ӱ��
����B10ͭ�Ͻ������ƹ����б��ο�����, ��TP2��ͭ���������������, ��˶���B10ͭ�Ͻ������������Ƴ����Ƿ���Ҫ����ǰ��������Ԥ�ȴ�����û�вο���Ϣ�ɲ顣 ����ģ�������Ԥ�ⲻͬ���ϳ�ʼ�¶�����µ��������������¶���ʮ�ֱ�Ҫ��������ġ�
���ķֱ�Բ�ͬ�����ϳ�ʼ�¶Ƚ�����ģ�����, ͨ��ģ��õ���B10�Ͻ��TP2��ͭ���ϳ�ʼ�¶����������������¶ȵĹ�ϵ��ͼ5��6��ʾ�� ���Թ۲쵽����������ʼ�¶ȵ����, ��������������, ��Ϊ�����������ı��ο�����������, ���½����Ȳ����Ǻܴ� ͬʱ����������ʼ�¶ȵ���������¶��������, �����Ƶ�����¶����Ӳ���, ��Ϊ��ʼ�¶����, �����¶���֮���, �����Ա�������������, �����Ƚ���, ��������¶���������
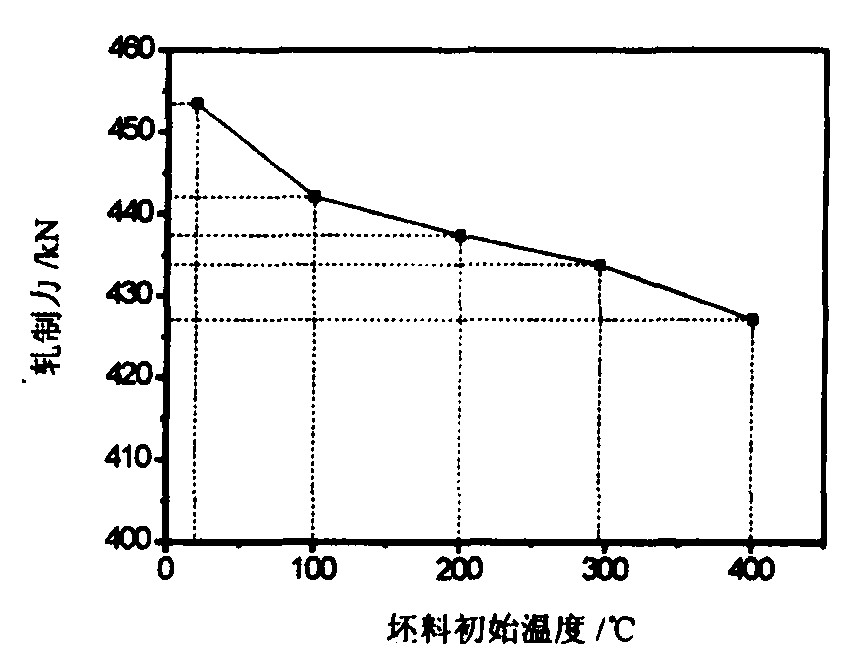
ͼ5 ���ϳ�ʼ�¶����������Ĺ�ϵ
Fig.5 Effect of initial temperature on rolling force
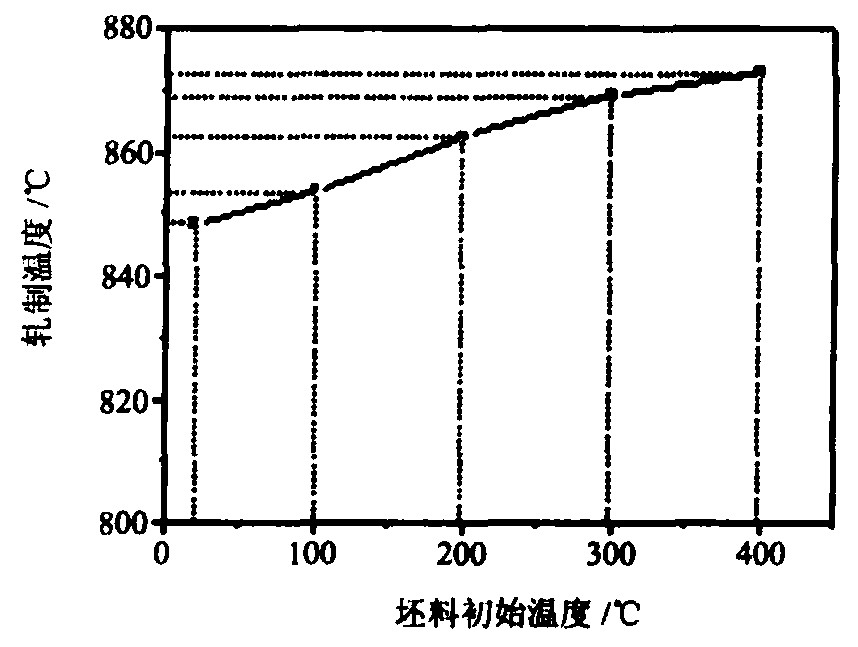
ͼ6 ���ϳ�ʼ�¶��������¶ȵĹ�ϵ
Fig.6 Effect of initial temperature on rolling temperature
��������, ����B10ͭ�Ͻ������������ʱ, ��������Ȼ�Ըߵ������Ѿ��ﵽ�ϸߵ������¶�, ��˶�B10ͭ�Ͻ���������ڲ�����Ԥ�ȴ���������½�������ʵ��, ������������ʵ��Ҫ��
2.4 ������״���������ε�Ӱ��
�������������ƹ�����, ����ͭ�Ͻ�ǿ�ȸ߱��ο�����, ����ͭ�Ͻ�ܵij��ڶ˱ں�Ҫ��TP2��ͭ�ܲ�����, ��˵�����ͭ�Ͻ��ʱ��Ҫ�����������εij��Ƚ��к�����ơ� ��������������������ͼ��ͼ7��ʾ�� ��ͭ�Ͻ����ƹ��������Ӿ����� (���) �ij��Ƚ������ڿ���ͭ�Ͻ�ܵıں���
��������ƵĹ�����, ��Ƴ����������������γߴ�һֱ��һ���Ƚ����ѵ���, Ҫ���ڴ������Դ������� ���ü��������ģ�������Ϊ������������ṩ�����ɿ��IJο����ݡ� ���ķֱ�Ծ����γ���Ϊ15, 20, 25, 30, 35��40 mm 6�ֲ�ͬ�ľ����γ��Ƚ���ģ������� ģ������ϵĶ�����״ͼ�;����γ��������ں��Ĺ�ϵ��ͼ8��9��ʾ�� ����ģ����㷢�������ƹ����в�ͬ�����γ��������ϵĶ�����״������ͬ�� ������ͭ�ܶ���������������Կ����������γ���Ϊ15��40 mmʱ������״Բ�Ȳ�����, �������γ���Ϊ30 mmʱ������״Բ�ȽϺá� ��ͼ9���Թ۲쵽�������γ���Ϊ30��35 mmʱ����ں���С, �����ڻ�����������Ϻõ�B10ͭ�Ͻ�ܲġ� ���, �ڽ���ͭ�Ͻ��������������ʵ��ʱ, �����ľ����γ��ȿ���������, �����γ��������30��35 mm֮��ʱ�����������ƶ���ں���ȵ�B10ͭ�Ͻ�ܲġ�
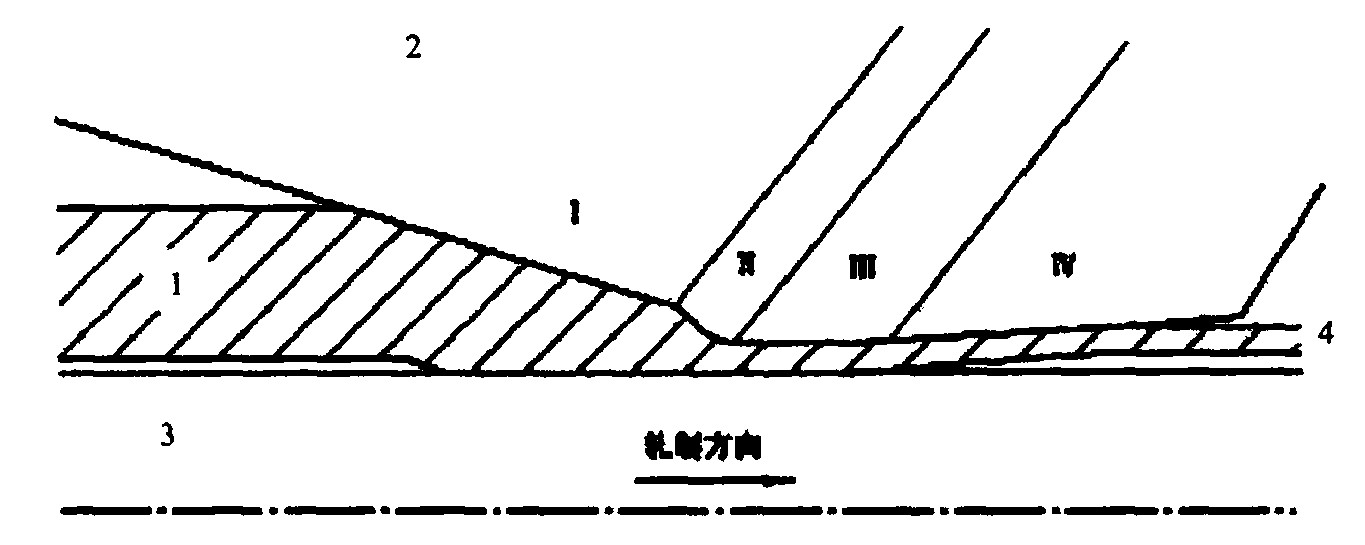
ͼ7 ���������������ƶ���ͼ
Fig.7 Cross sectional diagram of three-roll planetary rolling
1-ͭ�Ͻ����; 2-��շ; 3-о��; 4-ͭ��; ��-������; ��-���б��ζ�; ��-������; ��-��Բ��
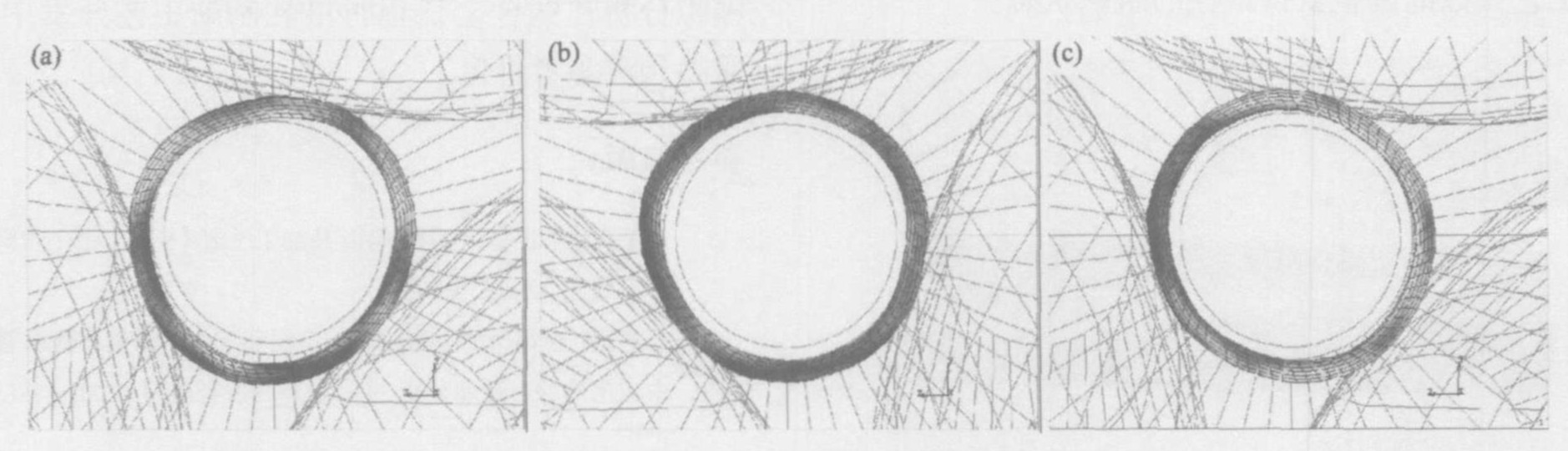
ͼ8 �����γ����������״��ϵͼ (���о����γ���
Fig.8 Graphs of a relation between smooth zone length and cross section shape
(a) 20 mm; (b) 30 mm; (c) 40 mm)

ͼ9 �����γ��ȺͶ���ں��Ĺ�ϵ
Fig.9 Graph of a relation between smooth zone length and wall thickness difference
3 ʵ����������
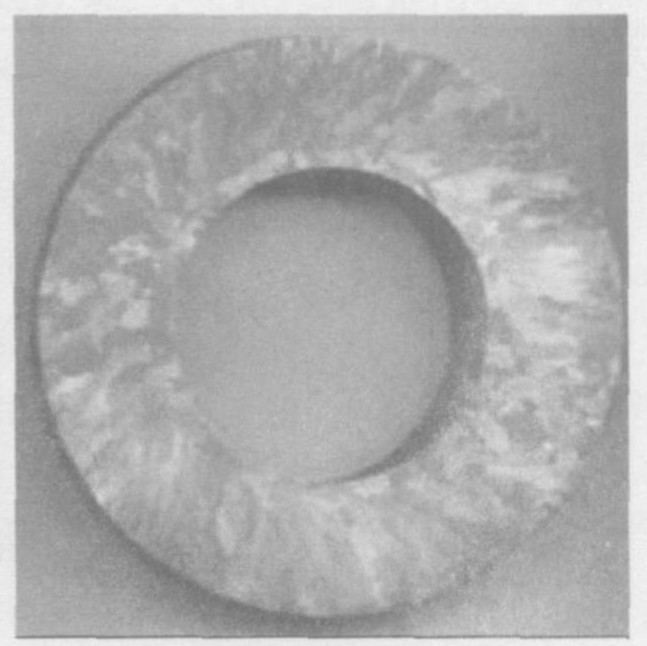
��������Ԫģ��������, �ƶ���������ʵ�鷽��, ��������ģ����״���б�Ҫ����Ƽӹ�, �������������������Ͻ�����B10�Ͻ���ֳ�����, ��ͼ10��ʾ�������γ���ͭ�Ͻ�ܲġ� �������κ�, �������B10�Ͻ�ܽ�������ѧ���ܲ��Ժ�����֯�۲�, ������Ӧ��TP2��ͭ�ܽ��жԱȷ����� ����ѧ���ܲ��Խ������, ���2��ʾ, B10��ͭ�����ںϽ�Ԫ�ص�Ӱ��, ����Ӳ�Ⱥܸ�, ��Լ��TP2��ͭ����������; ����ǿ��Ҳ��Ӧ���, �ﵽԼ310 MPa; ��������Ȼ����ͭ�������������, ����Ȼ�ܴ�, ƽ��ֵ�ﵽ37.8%, ˵��������B10�Ͻ�ܲ����Ժ�, ����������, �����˻�ʵ�����Ρ� ��Ԥ����Ϊ�����е�����ʵ����֤ʵ, ֤�������������˻����γ�����Ҫ���ͭ�Ͻ�ܡ�
��2 �������μӹ���ͭ�ܲ���ѧ���ܶԱ�
Table 2Contrast of mechanical property between B10 alloy and TP2 copper
| ���� | Ӳ�� (HVֵ) | ����ǿ����b/MPa | ������/% (��5) |
TP2 |
51.4 | 223.5 | 49.0 |
B10 |
108.8 | 310.0 | 37.8 |
ͼ11��ʾ��B10�Ͻ�������֯��Ҫ����Ϊ�����ӳ�״̬, �ھֲ�Ҳ�������ٽᾧ��֯, ˵�������ٶȽϿ�, �����������ٶȺ��зֲ������ȵ��ٽᾧ��֯�IJ����� �����ܵ���ѧ���ܿ�, ��������B10�Ͻ�ܵ������Ѵﵽ�ټӹ���Ҫ��, �������֯״̬��������Ҫ��, ��������ʵ����ͨ�����ղ����ĵ��������ѵ���֯״̬��
ͼ10 B10ͭ�Ͻ�������������ͼ
Fig.10 Map of rolled B10 copper tube alloy
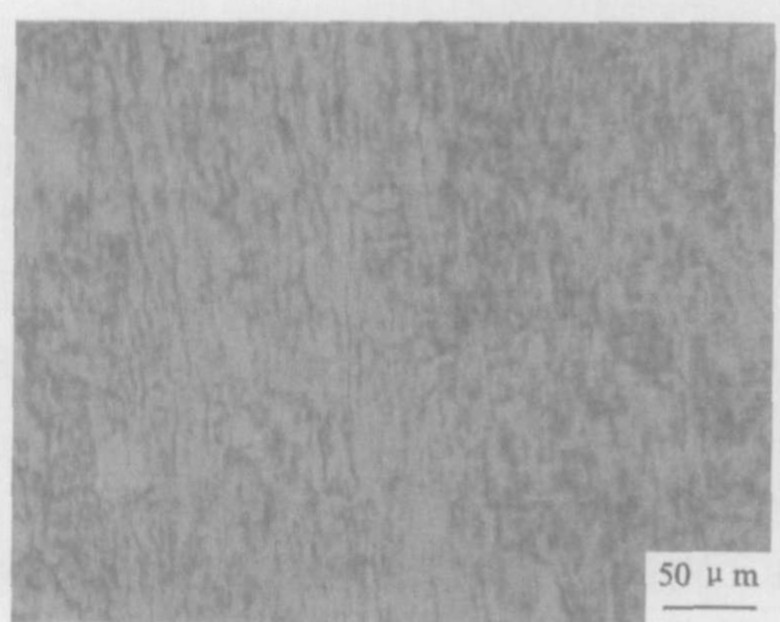
ͼ11 B10ͭ�Ͻ���������֯
Fig.11 Microstructure of B10 copper tube after rolling
4 �� ��
1. ͨ����ͭ�Ͻ������������ƽ���ģ�������֪������ƫת��Ӧ�����ں����ķ�Χ�ڲſ��Լ��������������ٶ��ֲ���ʹ���������ߡ� ���ݼ������������ƫת���趨��7�㡫8��֮���Ǻ�����ȡֵ��Χ��
2. ����B10�Ͻ������������ ��ʱ, ��������Ȼ�Ըߵ������ɴﵽʵ����������������¶�, ��˶�B10�Ͻ�������ڲ�����Ԥ�ȴ����������ֱ�ӽ�������ʵ��, ʵ������֤�˸�ģ��Ԥ������
3. ͨ��ģ�����ȷ���˵����������γ���Ϊ30��35 mmʱ����ں���С, �����ڻ�����������õ�B10�Ͻ�ܲ�, ����ģ����������֤�˺Ͻ�����ijɹ����Ƴ��Ρ�
4. ��ģ���Ż�����ijɹ�Ӧ��֤��������Ԫģ�������ͭ�Ͻ��������������¹��տ����е���ҪԤ��ο���ֵ��
�����
[1] �����, ��ף��.ͭ�Ͻ���ӹ��ֲ�[M].��ɳ:���ϴ�ѧ������, 2002.389.
[2] ������, �ܸ���.BFe10-1-1��ͭ��˫�����ں�ˮ��·��Ӧ�õ��ۺ����ܷ���[J].���Ͽ�����Ӧ��, 2001, 16 (3) :1.
[7] ��˳��, ������, �ι㳬.�����������˶���ʽ��������֯�仯[J].��ѹװ�������켼��, 2004, (4) :30.
[8] ���, ��־, ������, ��.�������������˶��������ι��ɵķ���ģ��[J].���Թ���ѧ��, 2005, 5 (12) :70.
[1] �����, ��ף��.ͭ�Ͻ���ӹ��ֲ�[M].��ɳ:���ϴ�ѧ������, 2002.389.
[2] ������, �ܸ���.BFe10-1-1��ͭ��˫�����ں�ˮ��·��Ӧ�õ��ۺ����ܷ���[J].���Ͽ�����Ӧ��, 2001, 16 (3) :1.
[7] ��˳��, ������, �ι㳬.�����������˶���ʽ��������֯�仯[J].��ѹװ�������켼��, 2004, (4) :30.
[8] ���, ��־, ������, ��.�������������˶��������ι��ɵķ���ģ��[J].���Թ���ѧ��, 2005, 5 (12) :70.
