
���Ͻ��ѹ���콽עϵͳ��CAD���
�б���ѧ���Ͽ�ѧ�빤��ѧԺ,�б���ѧ���Ͽ�ѧ�빤��ѧԺ,������ҵ���Ź�˾�Ƽ��� ɽ��̫ԭ030051,ɽ��̫ԭ030051,����100083
ժ Ҫ��
���ڵ�ѹ����Ļ�������, ȷ�����˵�ѹ���콽ע���ղ���, �����ݵ�ѹ���칤���������, ��Windows 2000��AutoCAD��Ϊ֧��������ϵͳƽ̨, ����Visual C++��������Ϊ��������, �ɹ������˵�ѹ�����ѹ�淶�ij���, �������˼�ѹ���չ淶����;ͬʱ, �ڵ�ѹ���칤������н����˽�עϵͳģ��Ŀ�������ϵͳ���Է��㡢���ٵؼ�������ղ���, ��ɼ�ѹ���չ淶����עϵͳģ��Ŀ���, �����Ѻõ��˻�����ʽ���档ͨ��ʵ����֤, ֤���˸�ϵͳ��ʵ���Ժ���ȷ�ԡ�
�ؼ��ʣ�
��ѹ����;������������ (CAD) ;��ѹ�淶;��עϵͳ;
��ͼ����ţ� TG249.2
�ո����ڣ�2006-06-20
Computer Aided Design of Gating System for Low-Pressure Casting of Aluminum Alloy
Abstract��
According to the theory of low-pressure casting, the technical parameters of the gating system were ascertained.Based on technical flow the low-pressure casting, the procedure and characteristics of the curve of regulation of pressure were successfully exploited, and the module of the gating system of the low-pressure casting is completed by using Windows 2000 and AutoCAD software as platform and support and Visual (C++) as tool.It can be utilized to calculate the cast parameters, to standardize the regulation of pressure, and to develop the gating system module conveniently and rapidly.The practicability and validity of the system is proved by experiments.
Keyword��
low-pressure casting;computer aided design (CAD) ;regulation of pressure;gating system;
Received�� 2006-06-20
��ѹ�����ǽ���ѹ���������������֮���һ���������췽��, ������Ӣ����Lake E F��1910�����������ר��
�����ҹ���ҵˮƽ��Ѹ�ٷ�չ, ���Ͻ��Ӧ��Խ��Խ�㷺, �Ҷ�������������������ҲҪ��Խ��Խ��, ��ʹ�����Ͻ��ѹ���켼�����Կ��ٷ�չ, ����ʵ����������ʾ��ǿ���������
�������ϼ���, ���߿�����һ��ʵ�õ����Ͻ��ѹ���콽ע����CADϵͳ, ���ɹ��Ľ���Ӧ����ʵ��������, ����֤������ȷ�ԡ�
1 ����ģ��
1.1 ��ѹ���ղ�����ȷ��
�ڵ�ѹ���칤����, �����ղ�����ȷ��, ֱ��Ӱ���������Ľ�ע���̺ͳ�����, �������������������ž����Ե�����, ��������ȷ�����������Һ�ͳ���ѹ���� �����ٶȡ� �ᾧѹ���� ��ѹʱ��Ȳ���, ��������������Ĺؼ����ء�
1.1.1 ����ѹ���� �����ٶȵ�ȷ��
����ѹ���ǺϽ�Һ������ǻֱ����ǻ��������һ�������ڽ���Һ�ϵ�ѹ���� �������߶�ȷ����, �Ϳ��Ը�����ʽ
p��
ʽ��: p��Ϊ����ѹ��, kg��cm-2; HΪ�Ͻ�Һ��Һ�������������Ķ������ܸ߶�, cm; ��Ϊ�Ͻ�Һ�ı���, g��cm-3; ��Ϊ��������ϵ��, һ��ȡ1.2��1.5 (��ֵ�����ڷ�ѹ�� ������ƽ���ں� �����ٶȵ��й�) ��
�����ٶ�v����ָ��������, ����Һ������ǻ�е�ƽ�������ٶȡ� v����ֵѡ���ǡ������������������ֱ�ӵ�Ӱ�졣 �����ٶȷ�ӳ�˳������н���Һ���������, ��������ٶ�̫��, ��ǻ�е������������ų�, ���ʹ�����������ס� ������������ȱ��, ��������ٶ�̫��, ���ʹ����Һ�¶��½���ʹճ������, ��������������������ȱ��, ���Գ����ٶȺͳ���ѹ���ĺ���ȷ�����ǿ������������Ĺؼ�����
���γ������ѡ��H.M������ʽ
ʽ��: ����minΪ����Һ�������е�ƽ�������ٶ� (�������߶�) , cm��s-1; hΪ�����߶�, cm; ��Ϊ�����ں�, cm; t��Ϊ�Ͻ�Ľ�ע�¶�, �档
����ʱ��: t��= (H-h) /����min, s
hΪ�����н���Һ�浽��Һ�ܶ����ľ���, cm
1.1.2 ���ʱ���ȷ��
������һ���ں������, ���ø�ɰ�ͻ������ɰ�ͽ��е�ѹ����ʱ, ���ͽ�����, ������һ��ѹ�����ֲ���Ľ��ʱ��, һ��Ϊ15��30 s��
1.1.3 ��ѹѹ���� ��ѹʱ���ȷ��
Һ̬������һ����ѹ���½��нᾧ, �ǵ�ѹ������ص�֮һ�� �ڵ�ѹ����ļ�ѹ�淶��һ�㶼������ѹ��, ������ (���) ������, �ڳ���ѹ���Ļ�����, ��ʹѹ������һ����ֵ�� ��ѹѹ������ʹ����Һ��һ��ѹ���¶��������в�������, ��ֹ�����������ס� ���ɵ�����ȱ��, ����ʹ������ͬ�ں���ѧ���ܱȽϽӽ�, ����Ч��ֹ�Ͻ������������, �Ӷ�����������ܶ�
��������ѹѹ����������Ĺ�ʽ����
p��ѹ=k1p�� (3)
ʽ��: p��Ϊ����ѹ��; k1Ϊ��ѹϵ��
���ڽ����ͼ�����о������, k1=1.5��2.0; ������ɰо����ɰ��, k1=1.3��1.5�� ����ʪɰ��, һ�㲻��ѹ, ����������һ��Ҳ�� (����p��������, ����2.7 kPa) �� ���ڸ�ɰ�ͻ������ɰо, ��ѹѹ����ȡ0.05��0.08 MPa�� ������ (о) , ��ѹѹ��һ��Ϊ0.05��0.1 MPa, ��������Ҫ�������������0.2��0.3 MPa
��ѹʱ���ȷ��, ���ں�����нϸ߽ᾧѹ��������, ��ѹ�ٶ�һ�������175��350 kg��m-2��s-1, ���������ٶȿ� (����) �нϸ߽ᾧѹ��������, ��ѹ�ٶ�һ�������350��500 kg��m-2��s-1��
��: t��ѹ= (p��ѹ-p��) /vp��ѹ�ٶ� (4)
1.1.4 ��ѹʱ���ȷ��
��ѹʱ����ǵ�����Һ���ϵ�ѹ��, ��������ѹ����, ������������ȫ��������Ҫ��ʱ�䡣 ��ѹʱ��ľ�ȷ�����DZ�֤���������������Ҫ��������, ��ѹʱ�����, ���ڲ�����������, �������ͽ���������, �����������ȡ������, �����������ͺ���Һ�ܵĹ�����; ����ѹʱ�����, ��������δ���̵Ľ���Һ�����������, ʹ�������пա�����, ͨ��������������ڽ��ڴ������ڲ���40 mm��������ı�ѹʱ��Ϊ�ˡ�
�����ı�ѹʱ������������ıں� �ṹ�� �Ͻ���ϡ� ��ע�¶ȡ� ģ����ȴ�����ȶ�����������ǡ� ������ѹʱ���������Ĺ�ʽ����
ʽ��: kΪ�Ͻ�ı���ϵ��; ���Ͻ�ı���ϵ��Ϊ1.1; t��Ϊ�Ͻ���ۻ��¶� (��) ; tģΪ��עʱ��ģ��ƽ���¶� (��) ; bΪ���͵�����ϵ����
ʽ����ģΪ���͵ĵ���ϵ��, J�� (m��s����) -1; CģΪ���͵�����, J�� (m��s1/2����) -1; ��ģΪ���Ͳ��ϵı���, kg��m-3; LΪ�����ĽᾧDZ��, J��kg-1; T��Ϊ��ע�¶�, ��; CΪ����Һ��������, J�� (kg����) -1; ��Ϊ�������̺�ı���, kg��m-3��
1.2 ��עϵͳ�ߴ��ȷ��
��עϵͳ�����������������͵�һϵ��ͨ��, ��עϵͳ�Ļ�����Ԫ��Ҫ��: ֱ������ �ώ�����ڽ����ȡ� ���ڵ�ѹ�������, ����Һ����һ���ļ�ѹ�����н�����ǻ��, ��ƽ�עϵͳ��Ҫ���ǵ��������ڽ��ڲ����� ˳�����̡� �ṹ�� ���������ͷ��������
1.2.1 �ڽ����������ȷ��
���ݵ�ѹ������ص㽫�ڽ��ڿ���ð��, ��ð����Ƶ����η��̷�ȷ���ڽ��ڳߴ�, �Ƶ����ƺͼ��㷽��ʽ����:
�Ƶ�����: ð�����̵�ʱ��Ӧ���ڻ���������ܲ�����λ������ʱ�䡣
���㷽��ʽ
d3-k1d2-k2=0 (7)
ʽ��dΪð��ֱ��; k1, k2Ϊ����ϵ����
ʽ (7) Ϊð�ڷ��̵�ͨʽ, �����ڸ���ð��, ֻ�Dz�ͬ��ʽ��ð���в�ͬ��k1, k2ֵ�� �ڲ������η��̼���ð�ڵķ�����ȷ���ڽ����������, ���ù�ʽ�˶��ڽ����ߴ�, ��ģ��, ����ʵ����������
Ag=W/�Ѧ�t (8)
ʽ��AgΪ�ڽ��������, cm2; WΪ��������, g; ��Ϊ�Ͻ��ܶ�, g��cm-3; ��Ϊ�ڽ������ڴ������ٶ�, cm��s-1�� ��ȡ����150 cm��s-1ʱ, ��ʵ��ƽ�ȳ��͡� tΪ����ʱ�� (s) , ���Ͻ��������������ٶȼ��㡣 ��: t=h/���� (h��ǻ�߶�cm) , ����=1.6 cm��s-1, ���ӱ��ڼ�ȡ���ޡ�
����Բ���ڽ��ڵıȱ�����С, ����ѡȡԲ����Ϊ�ڽ�������Ľ�����״, �ڽ��ڶ���ߴ�ȷ���Ժ�, ��ѡ��ώ���Ķ��������
1.2.2 �ώ����ֱ�����������ȷ��
�����������Ľ���, Ӧ���ÿ���ʽ�Ľ�עϵͳ����Ag>��Aru>��A��Һ�ܳ����� ���Ե����ڽ����� �ώ������Һ�ܳ��ڵ������˵, Ӧ��֤A��Һ�ܳ���>Aru>Ag, ������ֵ����Ϊ (2��2.3) �� (1.5��1.7) ��1�� ���ڲ��������Ľ���, Ӧ���÷��ʽ��עϵͳ, ����Ag<��Aru<��A��Һ�ܳ��� (���ڵ�ѹ������Һ�ܿɽ��ƿ���ֱ����, AruΪ�ώ��)
1.2.3 ��Һ�ܳ��������ȷ��
Ϊʵ�ֽ���Һ����ʱ�ġ�������״̬, ���˺�������Һ�������ӵ�ѹ����������, ����ѡȡ��Һ�ܳ��ڴ�������Ĵ�СҲ�Ǹ���Ҫ����, �����ù�ʽ
ʽ��FΪ��Һ�ܳ������, cm2; GΪ�����������Һ����, kg; ZΪ�����ij���ʱ��, s; ��Ϊ����Һ�ڸ��¶�ʱ����������ϵ��, ���Ͻ�700 ��ʱ������ϵ��Ϊ0.3��0.4; ��Ϊ����Һ�ڸ��¶�ʱ�ı���, g��cm-3; gΪ�������ٶ�, 980 cm��s-2; HΪ����Һ���������ĸ߶�, cm��
Ϊ�������Һ�ڳ������з���������ˢ����������, ����Һ�����ٶ�Ӧ������1.5��1.6 m��s-1, ����ͻ���������� ������Һ�ܵij������, ʵ�����ǿ��ƽ���Һͨ����Һ�ܳ��ں�ij����ٶȡ� ������ʽ������:
ʽ����Ϊ����Һ������ǻ�����ٶ�, cm��s-1; ��Ϊͨ����Һ�ܳ��ڵĽ���Һ���, cm3; FΪ��Һ�ܳ��ڴ������, cm2; ZΪ����Һ�ij���ʱ��, s��
���, ������Һ�ܳ����������Ч�����ƽ���Һ����ǻ������ٶ�, �Ӷ���֤��ѹ����ʵ��ƽ�ȳ��͵��ŵ�, ����ʵ��������, ��Һ�ܵij����������Ҫ��������������, ��������������ص���������
2 ����ʵ�ּ�ʵ��Ӧ��
ͨ���Խ�ע�����м�ѹ���ղ�������עϵͳ�ߴ������ȷ��, ������Windows 2000��AutoCAD��Ϊ֧��������ϵͳƽ̨, ����Visual C++6.0��Ϊϵͳ��������, �ɹ��Ŀ�������, ���Ͻ��ѹ���콽ע����CADϵͳ������ ������������ɵĽ���, �û���ֱ��������������Ļ���������Ϣ, ���ܹ����١� ȷ����ɸ���ѹ����, �����ߴ�ļ��㼰��ѹ�淶���ߵĻ��ơ� ʵ�����õ��˻�����, ������ ���㡢 ֱ�ۡ� ͼ1Ϊ������עϵͳ����ʵ�ֵ����̡� ͼ2, 3�ֱ�Ϊ�������������ɵļ�ѹ�淶��ƽ���ͽ�עϵͳ�ļ�����档
Ϊ����֤������Ƶ�ȷ����������, ���߶Դ���������ʹ��CAE���������˳���ģ����㡣
����������Ϣ: ���������������άʵ����ͼ4, �������ߴ�Ϊ: 983.5 mm��677 mm��540 mm, ��������������Ϊ: 116 kg��
��ѹ�����ѹ���չ淶���������ߵ�ȷ��: �������Ļ�����Ϣѡ�������ѹ����CAD��ѹ���չ淶���� (��ͼ5) , ��: �������: ��ɰ��; �����ṹ: ���; �����ں�: 20 mm; ��ע�߶�: 540 mm��
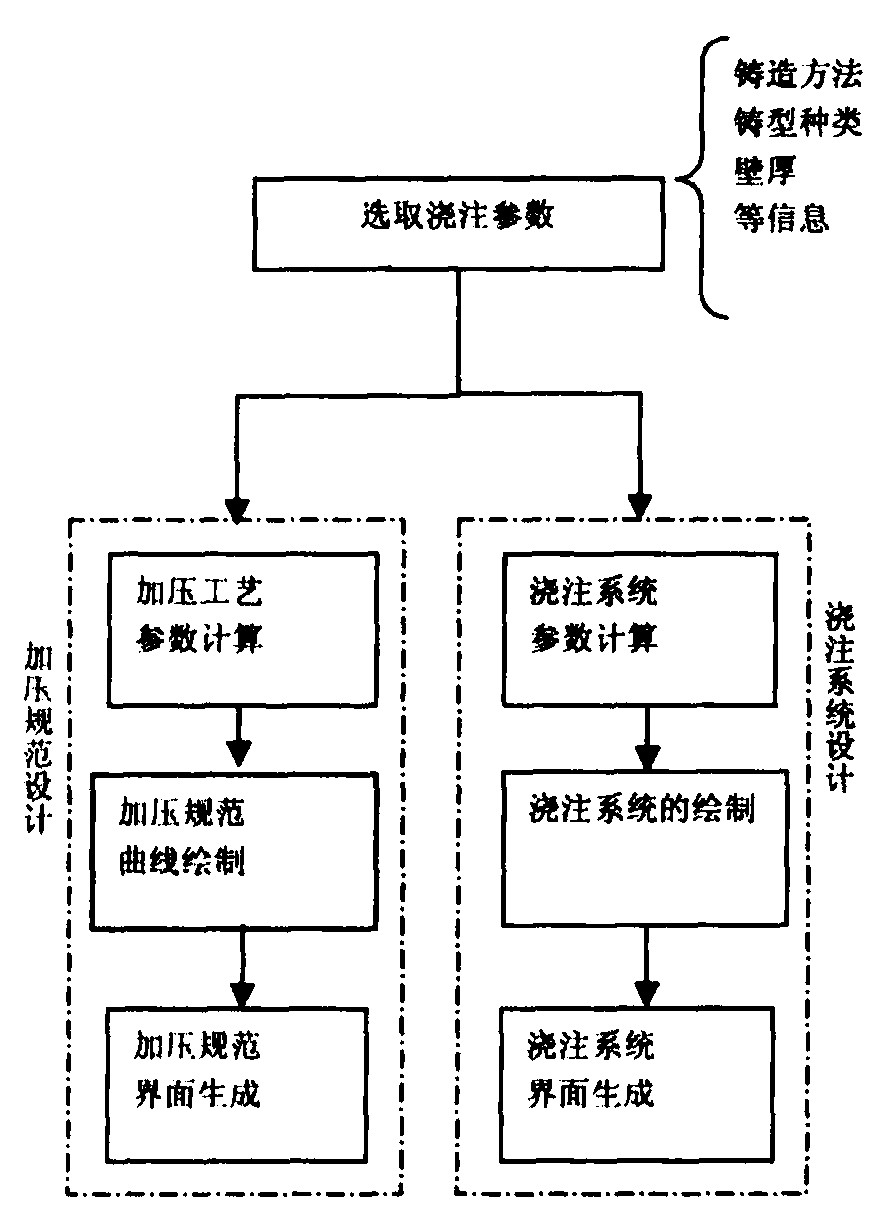
ͼ1 �����������ͼ
Fig.1 Flow chart of designing procedure
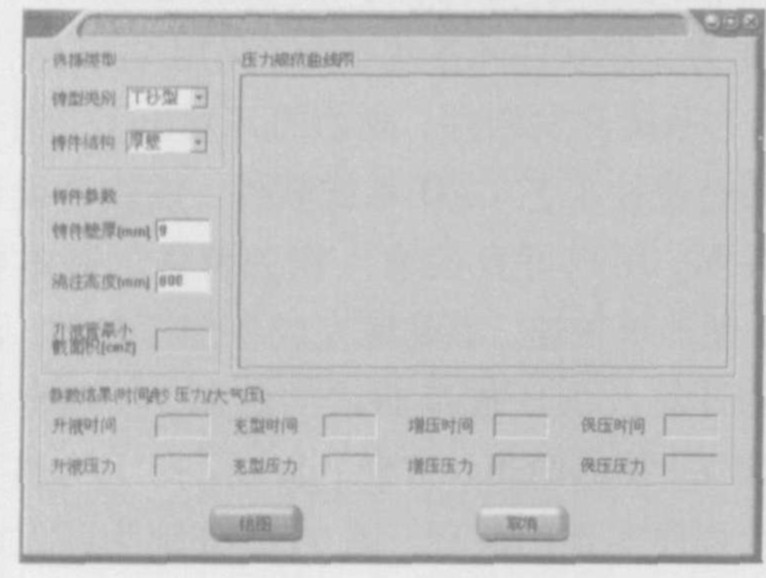
ͼ2 ��ѹ�淶��ƽ���
Fig.2 Design of regulation of pressure
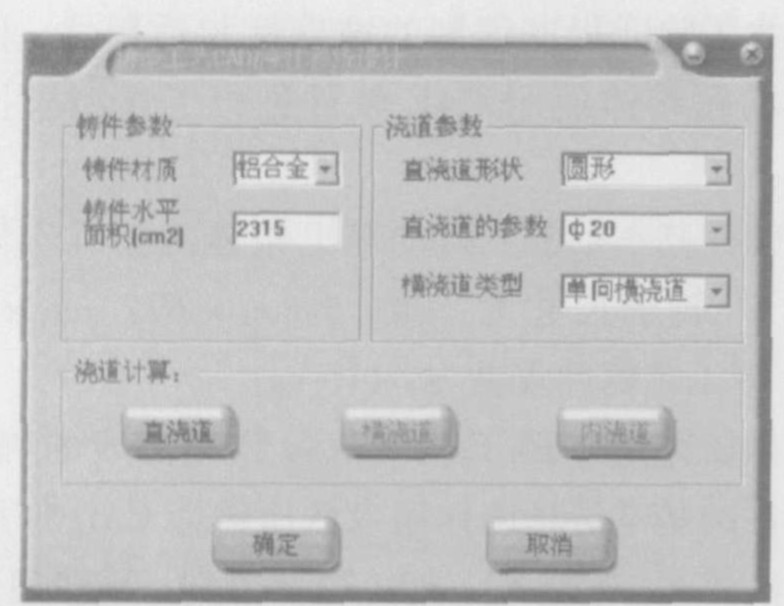
ͼ3 ��עϵͳ����
Fig.3 Interface of gating system
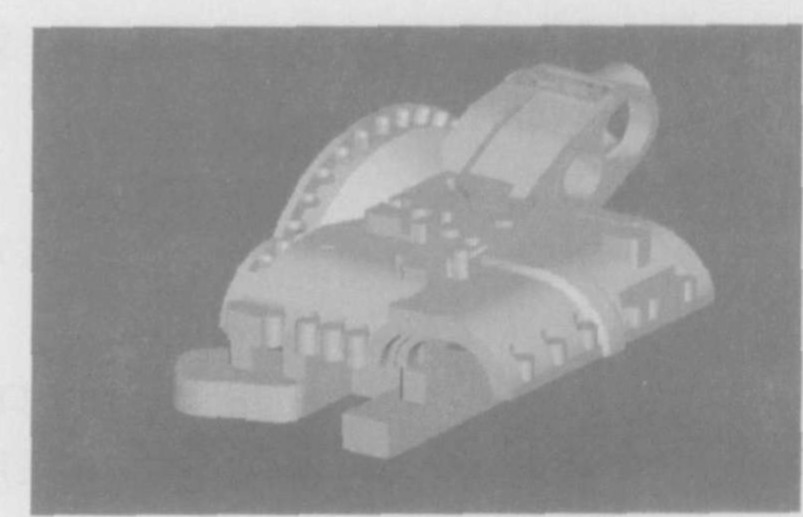
ͼ4 ��������άʵ��
Fig.4 Three-dimensional entity of up case
�ɵõ����²���������: ����ѹ��: 1.6��104 Pa; ����ʱ��: 31.5 t; ��ѹѹ��: 2.9��104 Pa; ��ѹʱ��: 6.99 t; ��ѹѹ��: 2.9��104 Pa; ��ѹʱ��: 3384.2 t; ��Һ����С�����:F=89.9 cm2
��עϵͳ�ߴ�ļ�����: ������עϵͳΪ����ʽ, ��������Ϊ: Fֱ�á�F���á�Ag=1��1.4��1.9
�ڽ������:
Ag��W/�Ѧ�t=116000/2.4��150��31.5=10.23 cm2
��У����ȡ��Ag=170.81 cm2,
Ag=170.81/6=28.5 cm2
ֱ�������: �ݹ�ʽ
�ώ�����:��F��=89.9��1.4=125.86 cm2
F��=125.86/2=62.93 cm2
ͨ���������ɿ��١� ȷ�ؼ�����ô�����ĸ����ղ���, ͬʱ, ���Ƴ��ô�����ļ�ѹ���չ淶����, �����Ѻõ��˻�����ʽ���档 ��ͼ5��
Ϊ�˽�һ����֤�ô��������������Ľ�עϵͳ�ߴ�, ����ѹ���ղ�������Ƶ���ȷ��, ͨ��CAE�����Ըô��������������������ģ��, �����ס� ����Ԥ�⡣ ͼ6�������������������������� ͼ7, 8�ֱ�Ϫ����������������, ����ģ�⡣
��ģ�������ǿɷ����ó�: ���øý�עϵͳ���ռ���ȷ���ļ�ѹ���ղ�������, �ܹ���ɵ�ѹ����Ĺ������, ����Ƴ������칤���ܹ��ﵽʹ����������̬ƽ��, �������γ�������������, �������ס� ���ӵ�ȱ�ݵIJ������ᡣ �Ӷ���֤�˴�ϵͳ����ȷ�ԡ� �������Ӧ����ij��ʵ�ʵ���������������֮��, �õ��˽Ϻõ���֤��
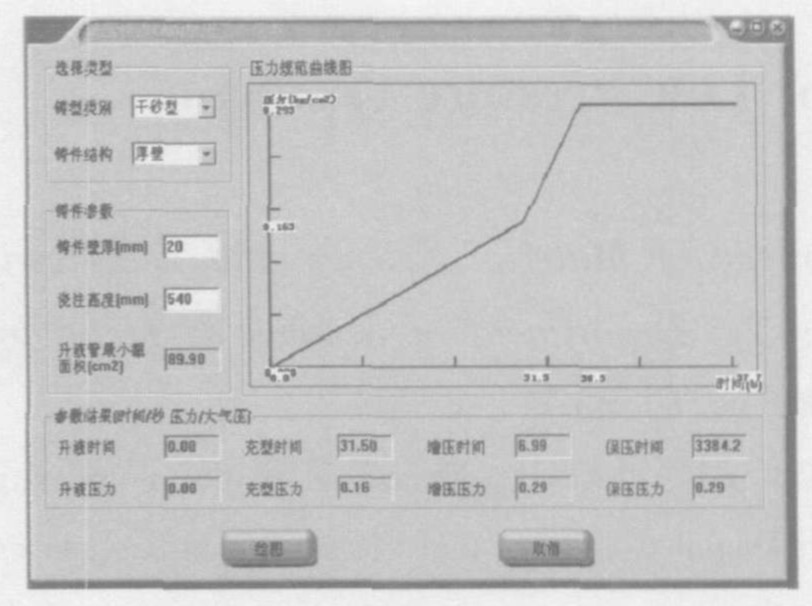
ͼ5 ������ļ�ѹ��������ͼ
Fig.5 Design of regulation of pressure
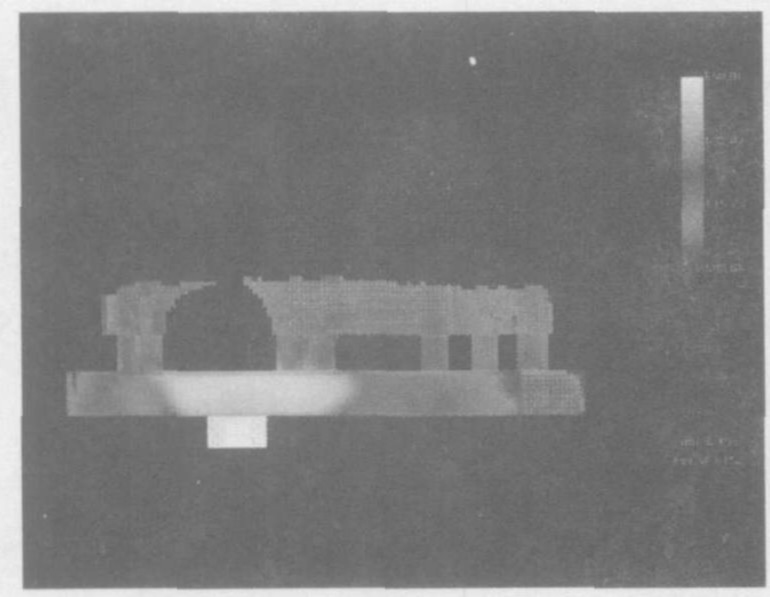
ͼ6 ������������������
Fig.6 Calculating result of flow field

ͼ7 ����������Ԥ��
Fig.7 Prediction of shrinkage porosity
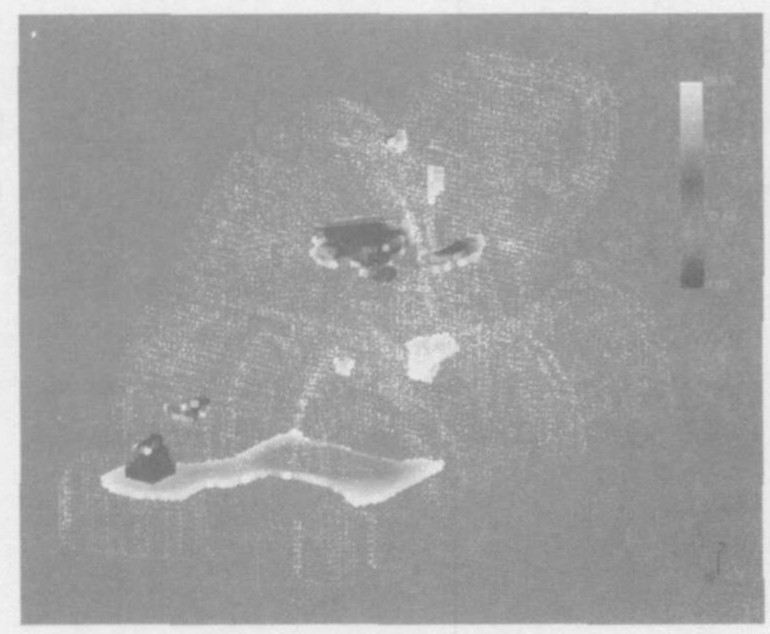
ͼ8 ����������Ԥ��
Fig.8 Prediction of shrinkage cavity
3 �� ��
1. ����˵�ѹ�����ѹ���ղ�����ȷ��, �����˵�ѹ�����ѹ���չ淶ϵͳ, ͨ����ϵͳ����ȷ�� ���ٵػ��Ƴ����������ļ�ѹ���չ淶���ߡ�
2. ����˵�ѹ���콽עϵͳ, ͨ���������ɿ��ټ������עϵͳ�ijߴ粢�����˻�����ʽ���档
3 ͨ��ʵ��������ģ��, ֤�������������Ͻ��ѹ���콽עCADϵͳ, �ܹ���������Ľ�ע�������, �ﵽ������̬ƽ��, �������ס� ���ӡ� ���ɵ�ȱ�ݵ�Ŀ��, ֤���˸�ϵͳ����ȷ�Ժ�ʵ���ԡ�
�����
[1] Dwain M M.Aglobal reviewof magnesium parts in automobiles[J].Light Metal Age, 1996, (10) :62.
[2] ����Դ��.��ѹ����[M].����:��е��ҵ������, 1974.16.
[3] ����, ��־��, ���иٱ���.��ѹ����[M].����:������ҵ������, 1989.53.
[4] ������.���Ͻ��ѹ���칤��CAD�����о�[D].������ѧԺ, 2004.
[5] ����, ������.ͨ�����칤��CAD���о��뿪��[J].�й�����װ���뼼��, 2001, (4) :14.
[6] �����, ��ƽ, ���ư�.���칤��CAD�Ŀ�����Ӧ���о�[J].�ȼӹ�����, 2002, (2) :51.
[7] ������, ������, ����Ӣ.��ѹ���칤�ղ�����ѡ��[J].�й�����װ���뼼��, 2002, (5) :29.
[8] ����������.��ѹ����ѹ����������ʵ��[M].����:������ҵ������, 1995.213.
[9] �, ���, �̾�.��ѹ�����ѹ�淶������������[J].����, 2003, (8) :52.
[1] Dwain M M.Aglobal reviewof magnesium parts in automobiles[J].Light Metal Age, 1996, (10) :62.
[2] ����Դ��.��ѹ����[M].����:��е��ҵ������, 1974.16.
[3] ����, ��־��, ���иٱ���.��ѹ����[M].����:������ҵ������, 1989.53.
[4] ������.���Ͻ��ѹ���칤��CAD�����о�[D].������ѧԺ, 2004.
[5] ����, ������.ͨ�����칤��CAD���о��뿪��[J].�й�����װ���뼼��, 2001, (4) :14.
[6] �����, ��ƽ, ���ư�.���칤��CAD�Ŀ�����Ӧ���о�[J].�ȼӹ�����, 2002, (2) :51.
[7] ������, ������, ����Ӣ.��ѹ���칤�ղ�����ѡ��[J].�й�����װ���뼼��, 2002, (5) :29.
[8] ����������.��ѹ����ѹ����������ʵ��[M].����:������ҵ������, 1995.213.
[9] �, ���, �̾�.��ѹ�����ѹ�淶������������[J].����, 2003, (8) :52.
