
���±��: 1004-0609(2006)10-1653-07
Bi-Sn-In�������ۺϽ�����������
������, ����Ⱥ, ��ȺӢ, ��˳��, ����
(����ѧ ���Ͽ�ѧ�빤��ѧԺ, ���300072)
ժ Ҫ��
��Bi-Sn�� Bi-In�� Sn-In��Ԫ��ͼ�Ļ�����, ��Ƴ�ϵ��Bi-Sn-In�������ۺϽ�, ���ԺϽ���۵㡢 ����ɺ�ǥ����ͷ����ѧ���ܽ������о��� �������: ����������Bi-Sn-In�Ͻ���Bi�� ��-Sn��InBi�����; ��Sn�� In����������, ���ۺϽ���������BiIn�� BiIn2�ͦ�(InSn4)ת��; �Ͻ�Ĺ����ߡ� Һ������Bi������Bi/In����������, �ҵ�Sn����(��������)Ϊ17%ʱ�Ͻ��Һ�������; ���ۺϽ��Ӳ����Bi������Bi/In�����Ӷ���������, ����Sn������ In���������Ӷ�����; ��ߺϽ��Sn������Bi/In, ��ʹ�Ͻ�ǥ����ͷ�ļ��кͿ���ǿ�ȵõ����Եĸ���; 42.6Bi-17.0Sn-40.4In�Ͻ���۵㡢 �۳̺�ǥ����ͷ����ѧ������50.0Bi-25.0Pb-2.5Sn-12.5Cd��ºϽ��൱, ����72���Զ������ˮ��ͷ����Ԫ����Ҫ��
�ؼ���: ��Ǧ����; ���ۺϽ�; �۵�; ��ѧ����; ����Ԫ��
��ͼ�����: TG132.21 ���ױ�ʶ��: A
Design and properties of Bi-Sn-In ternary fusible alloys
WANG Ji-hui, YANG Ya-qun, LI Qun-ying,
LI Shun-cheng, LIU Zhen-hua
(School of Materials Science and Engineering,
Tianjin University, Tianjin 300072, China)
Abstract: Series of Bi-Sn-In ternary fusible alloys were designed based on Bi-Sn, Bi-In and Sn-In phase diagrams, and the melting temperature, phase composition and mechanical properties of these alloys were measured and determined. The results show that Bi-Sn-In ternary fusible alloy with low content of indium consists of Bi, ��-Sn and InBi phases. With increasing content of indium and tin in fusible alloy, the phase components turn to BiIn, BiIn2 and �� (InSn4) phases. The solidus and liquidus of alloys increase linearly with increasing content of bismuth or the ratio of Bi to In, and there is a minimum solidus at 17% Sn(mass fraction). Fusible alloys with higher content of bismuth or higher ratio of Bi to In have a higher hardness, whereas the contents of indium and tin have opposite effect. Meanwhile the shear and tensile strengths of soldering joints can be improved by the promotion of tin content and the Bi/In ratio in Bi-Sn-In alloy. The melting temperature and mechanical properties of 42.6Bi-17.0Sn-40.4In alloy are comparable to those of 50.0Bi-25.0Pb-12.5Sn-12.5Cd Wood alloy, and can be used as the material for 72�� thermal actuator in automatic sprinkler instead of Wood alloy.
Key words: lead-free solder; fusible alloy; melting temperature; mechanical property; thermal actuator
�������ۺϽ���ָ�۵����232��(Sn���۵�)�� �ۻ���Χխ�Ҿ���ǥ�������ĺϽ�, �㷺�������������� ������ ���ֱ���װ���еı���˿�� �۶����ȸ��º���������� һ�������, ���۵�������ۺϽ�����Bi�� Pb�� Sn�� Cd�� In�ȵ��۵������ɵĶ�Ԫ�����Ͻ�[1]�� ������Pb�� CdԪ�صĶ��Ժܴ�, ����ʹ�û��������������ȫ�����ϴ��Σ��, ��˴ӱ������������లȫ�ĽǶȳ���, ����Ҫ������������ֹʹ�ú�Pb�� Cd�ĺ���[2]�� ��20����80�������, �����183�� Sn-Pb�����Ͻ�ĸ�����Ǧ���Ϸ���ȡ����һ���Ľ�չ, ��Sn-Bi�� Sn-Ag�� Sn-Zn����Ǧ���ϵ�[3-5]; ����Ӧ���ڵ����� ������ ������װ���еĵ��۵���Ǧ���ۺϽ���, ���ٽ��й�ϵͳ���о���
�������� ����װ����, Ҫ���Զ������ˮ��ͷ�Ķ����¶�Ϊ72��[6]; �����Ԫ�������۵�Ϊ70���50Bi-26.7Pb-13.3Sn-10Cd�����Ͻ� 50Bi-25Pb-12.5Sn-12.5Cd�ķǹ�����ºϽ��Bi-30Pb-15Sn-9Cd�Ͻ��Ƴ�[7-9]�� ������Ǧ�ӡ� �۵�Ϊ72��IJ��Ͻ���34Bi-66In�Ͻ�[10], ���úϽ��е�In�����϶�, ��ɱ�Զ����Bi-Pb-Sn-Cd�Ͻ�, ��˵�ĿǰΪֹ��û��������Ǧ�������ۺϽ���������ˮ��ͷ��
����������������ˮ��ͷ����Ԫ����Ҫ��(�۵㡢 ���кͿ���ǿ��)����, �����۵�79���57Bi-17Sn-26In�� 60���32.5Bi-16.5Sn-51In��59���31.6Bi-19.6Sn-48.8In��3��Bi-Sn-In�����Ͻ�ijɷ�[11, 12], �������Ƴ������Bi-Pb-Sn-Cd�Ͻ�ġ� ��Ǧ���ӵĿ������ۺϽ�
1 ʵ��
1.1 �Ͻ����
���Bi-Sn�� Bi-In�� Sn-In��Ԫ��ͼ[10]�� Bi-Sn-In��Ԫ�����Ͻ�����[11, 12], ��In�ļ۸�����, ��ƵĿ������ۺϽ�ΪBi-Sn-In��Ԫ��ϵ, �Ͻ�ɷ�λ��Bi-Sn-In��Ԫ��ͼ��4��������(ͼ1), ����(Bi/In=61.8/28.2)�� ��(Bi/In= 54.2/35.8)�� ��(Bi/In=46.2/43.8)�͢�(Bi/In=34.7/55.3), ��Sn����(��������)�ֱ�ѡ��Ϊ10%�� 17%�� 22%�� 27%�� �Ͻ�ľ���ɷ�����: ������ϵ�61.8Bi-10.0Sn-28.2In (1��)�� 57.0Bi-17.0Sn-26.0In (2��)�� 53.6Bi-22.0Sn-24.4In(3��)�� 50.1Bi-27.0Sn-22.9In(4��); ������ϵ�54.2Bi-10.0Sn-35.8In (5��)�� 50.0Bi-17.0Sn-33.0In (6��)�� 47.0Bi-22.0Sn-31.0In (7��)�� 44.0Bi-27.0Sn-29.0In(8��); ������ϵ�46.2Bi-10.0Sn-43.8In (9��)�� 42.6Bi-17.0Sn-40.4In (10��)�� 40.0Bi-22.0Sn-38.0In (11��)�� 37.5Bi-27.0Sn-35.5In(12��); ������ϵ�34.7Bi-10.0Sn-55.3In (13��)�� 32.0Bi-17.0Sn-51.0In (14��)�� 30.1Bi-22.0Sn-47.9In (15��)�� 28.1Bi-27.0Sn-44.9In(16��)��

ͼ1 ��ԪBi-Sn-In���ۺϽ�ijɷ����
Fig.1 Compositions for designed Bi-Sn-In ternary fusible alloys
1.2 �Ͻ�����
���øߴ��顢 ���� ����ԭ��, ��ͼ1����ƵĺϽ�ɷ���ȳ����� ����������, �����ø�Ƶ����¯, ��Ԥ����ա� ����������������½��кϽ�����, �ۻ��¶ȿ�����360�����ҡ�
1.3 ���Է���
����XWT-464DTA�Ͳ��ȷ����Dz����Ͻ�Ĺ�����ts�� Һ����tl���۳̦�t; ����D/MAX 2500V/PC��X���������Ƕ����ۺϽ�����������; ���Թ����м��ٵ�ѹΪ40kV�� Cu K���� ɨ���ٶ�Ϊ2(��)/min, ɨ�跶ΧΪ20��~100�㡣
����MH-6����Ӳ�ȼƲⶨ��̬���ۺϽ����Ӳ��, ʵ����ʩ�ӵ��غ�Ϊ25g, �غɱ���ʱ��Ϊ30s�� ����LJ-5000A������ʵ������������ۺϽ�Ϊ���ϵ�ǥ����ͷ�Ŀ���ǿ�Ⱥͼ���ǿ��, �����ٶ�Ϊ2mm/min�� ���ڼ���ǿ�Ȳ��Ե�ǥ����������Ϊ��1mm�� ���Ϊ20mm��2mm�Ļ�ͭƬ; ���ڿ���ǿ�Ȳ��Ե�ǥ����������Ϊ���d12mm��30mm�Ļ�ͭ��; �����ۺϽ�ӹ��ɵ������ ��0.2~0.5mm�ı�Ƭ����Ϊ����, ���ڸ����۵�30��������½���ǥ���� ��ѧ���ܲ��Ե�ƽ��������Ϊ5��; ʵ�������, ����Ӧ����Ӧ��������ǥ����ͷ��ƽ������ǿ�Ⱥͼ���ǿ�ȡ�
2 ʵ����
2.1 ������� Bi-Sn-In���ۺϽ��X������������ͼ2��ʾ�� ��������, Bi-Sn-In���ۺϽ���Ͻ�ɷֵı仯���γ�Bi�� ��-Sn�� InBi (BiIn)�� BiIn2�� �� (In3Sn)�ͦ� (InSn4)������, ������[12]�Ľ��һ�¡�

ͼ2 Bi-Sn-In���ۺϽ��X����������
Fig.2 X-ray diffraction patterns of Bi-Sn-In fusible alloys
����I�ϵ�1~4�����ۺϽ�, ��Bi�� ��-Sn��BiIn (InBi)�����(ͼ2(a)); ������ϵ�5�š� 6�źϽ�, ������Bi�� ��-Sn��BiIn (InBi)�����, ��BiIn�������ǿ����Ͻ���In���������Ӷ����� ��Sn�����ϸߵ�7�š� 8�źϽ���, ����Bi�� BiIn����, Sn�Ԧ� (InSn4) �����ʽ���֡� ������ϵ�9~12�źϽ���Bi�� BiIn2��Bi3In5�� �� (InSn4)�����; �����ڽ������13~16�źϽ�, ��Bi�������͡� In��������, �������ת��ΪBiIn�� BiIn2�ͦ� (InSn4)(ͼ2(b)); ����In����������, �� (InSn4)�������ǿ��������, Bi�������ǿ�����١� ������ʧ��
2.2 �����ߡ� Һ���ߺ��۳�
Bi-Sn-In���ۺϽ�Ĺ����ߡ� Һ�����¶Ⱥ��۳�, ���1��ʾ�� Bi-Sn-In���ۺϽ�Ĺ����ߡ� Һ���߷ֱ�λ��58.8~80.5���63.2~91.8��֮�䡢 ���۳���1.7~13.2���仯�� �۳���С��2�ź�14�źϽ�, �ֱ���57Bi-17Sn-26In(79��)��32.5Bi-16.5Sn-51In(60��)���ֹ����Ͻ�ijɷ������ �ɷ�Ϊ42.6Bi-17Sn-40.4In��10�źϽ�, �������Ϊ70.2�桢 Һ����Ϊ75.1�桢 �۳̽�Ϊ4.9��, �������ˮ��ͷ�����ۺϽ��Ҫ�����Ǻϡ�
�����忴, �Ͻ�Ĺ����ߡ� Һ�����¶���Ͻ���Bi���������Ӷ������(ͼ3)�� ��������е�6�� 7�źϽ���, �Ͻ�Ĺ�����������Sn�����ı仯��; ���Ͻ��Һ���߾���17%Sn���������ּ�Сֵ�� ���ͬʱ, �Ͻ�Ĺ����ߡ� Һ���߾���Bi/In�ȵļ�С(����I�� �� �� �������˳��)������(ͼ4)��
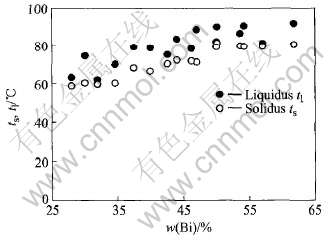
ͼ3 Bi-Sn-In�Ͻ�Ĺ����ߡ�Һ�����¶���Bi�����Ĺ�ϵ
Fig.3 Variation of solidus and liquidus of Bi-Sn-In fusible alloys with content of Bi
2.3 Ӳ��
Bi-Sn-In��Ԫ���ۺϽ��Ӳ��, ���1��ʾ; �Ͻ��Ӳ����Bi�� Sn�����ı仯��ϵ, ��ͼ5�� �ɱ�1��ͼ5�ɼ�, ��Bi����������, Bi-Sn-In�Ͻ��Ӳ����������(ͼ5(a)); ����Sn���������� ��Bi/In�ȵļ�С(��In����������)�����͡� �����1~16�źϽ���, 1�źϽ��Ӳ����ߡ� 16�źϽ��Ӳ����͡�
2.4 ����ǿ��
Bi-Sn-In���ۺϽ�ǥ����ͷ�ļ���ǿ��, ���1; ǥ����ͷ�ļ���ǿ����Sn�� In�����ı仯��ϵ
��1 Bi-Sn-In�Ͻ��ts�� tl�� ��t�� Ӳ�ȡ� ǥ����ͷ�ļ���ǿ�ȺͿ���ǿ��
Table 1 Solidus, liquidus, melting range, hardness, shear and tensile strength of Bi-Sn-In alloys

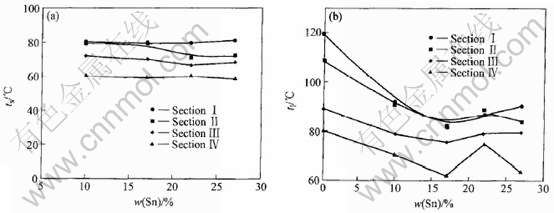
ͼ4 Bi-Sn-In�Ͻ�Ĺ�����(a)�� Һ����(b)��Sn������ Bi/In�Ĺ�ϵ
Fig.4 Dependence of solidus (a) and liquidus (b) of Bi-Sn-In fusible alloys on content of Sn and ratio of Bi to In
��ͼ6��ʾ�� ��Sn����������, �Ͻ�ǥ����ͷ�ļ���ǿ�Ȼ���������������(3�ź�4�źϽ����); ����Bi/In�Ľ���(����I�� �� �� �������˳��), �Ͻ�ǥ����ͷ�ļ���ǿ�����½��� ��In������, �Ͻ�ǥ����ͷ�ļ���ǿ�������ߺ�; ��In����Ϊ27%ʱ, �Ͻ�ǥ����ͷ�ļ���ǿ�����
��16��Bi-Sn-In�Ͻ���, 2�źϽ��ͷ�ļ���ǿ�����; 13�źϽ��ͷ�ļ���ǿ����͡� ���պϽ�Ļ�ѧ�ɷַ���, ����Bi�� Sn����, ������Bi��������ߺϽ��ͷ�ļ���ǿ�ȡ�
2.5 ����ǿ��
Bi-Sn-In���ۺϽ�ǥ����ͷ�Ŀ���ǿ��, ���1���С� ��16��Bi-Sn-In�Ͻ���, 2�źϽ��ͷ�Ŀ���ǿ�����, 13�źϽ��ͷ�Ŀ���ǿ�����, �������ǿ�ȵı仯����һ�¡� �Ͻ��ͷ�Ŀ���ǿ����Sn���������Ӷ���������; ����Bi/In�Ľ��Ͷ���С(ͼ7(a))�� ����, �Ͻ��ͷ�Ŀ���ǿ����In���������Ӷ����Խ���(ͼ7(b))�� ��ͬ��˵��, ���ӺϽ��е�Bi�� Sn����, ������Bi��������ߺϽ�ǥ����ͷ�Ŀ���ǿ�ȡ�
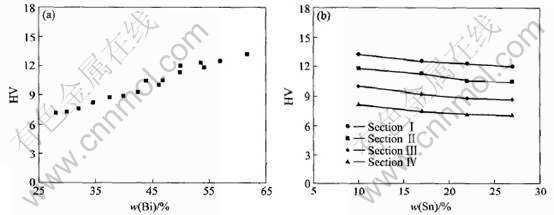
ͼ5 Bi-Sn-In�Ͻ��Ӳ����Bi����(a)�� Sn������Bi/In(b)�Ĺ�ϵ
Fig.5 Dependence of hardness of Bi-Sn-In fusible alloys on content of Bi (a),content of Sn and ratio of Bi to In (b)
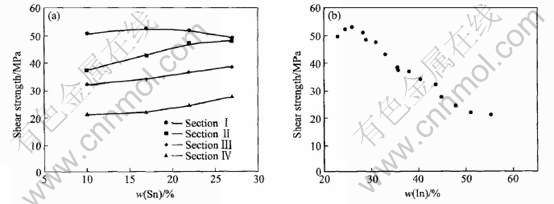
ͼ6 Bi-Sn-In�Ͻ�ǥ����ͷ�ļ���ǿ����Sn������Bi/In(a)�� In�����Ĺ�ϵ(b)
Fig.6 Variation of shear strength of Bi-Sn-In soldering joints with content of Sn and ratio of Bi to In(a), and content of In(b)
3 ����
3.1 �Ͻ�Ԫ�ص�����
��Bi-Sn�� Bi-In�� Sn-In��Ԫ��ͼ��֪, Bi-Sn�Ͻ���������ΪBi�ͺ�����Bi�Ħ�-Sn[13]; ��In����������, Sn-In�Ͻ�������γɦ�-Sn�� �� (InSn4)�� �� (In3Sn)��In��[13]; ��In����������, Bi-In�Ͻ���γ�Bi�� BiIn�� Bi3In5�� BiIn2��In��[14]�� ��Bi-Sn-In��Ԫ���ۺϽ�, ��ʵ���������, ��Sn�� In���������ӿ��ںϽ����γ�Bi�� ��-Sn�� BiIn�� BiIn2�� �� (In3Sn)�ͦ� (InSn4)������[12, 15], û���������������(ͼ1)��
��Bi-Sn-In��Ԫ���ۺϽ�, ����Bi����۵��(271.3��)�� Ӳ�Ⱥ�ǿ�ȴ�, ������ۺϽ�Ĺ����ߡ� Һ���ߡ� Ӳ�ȡ� ǥ����ͷ�ļ���ǿ�ȺͿ���ǿ����Bi���������Ӷ�����(ͼ3�� ͼ5(a)�� ͼ6(a)�� ͼ7(a)); ��In�� BiIn�� BiIn2�� �� (In3Sn)�ͦ� (InSn4)����۵���Խϵ�(156.2�桢 110�桢 90�桢 130�桢 180������)�� ��Ӳ�Ⱥ�ǿ�Ƚ�С[16, 17], ������ۺϽ�Ĺ����ߡ� Һ���ߡ� Ӳ�ȡ� ǥ����ͷ�ļ���ǿ�ȺͿ���ǿ����In���������ӻ�Bi/In�ļ�С������(ͼ4�� ͼ5(b)�� ͼ6��ͼ7)�� Sn���������ýϸ���, �ԺϽ�����ߵ�Ӱ���С, ��ȴʹҺ������17%Sn�����ּ�Сֵ(ͼ4b); ����Sn������ʹ�Ͻ��Ӳ�Ƚ���(ͼ5(b)), ����������˺Ͻ��ͷ�ĵļ���ǿ�ȺͿ���ǿ��(ͼ6(a)��ͼ7(a))��
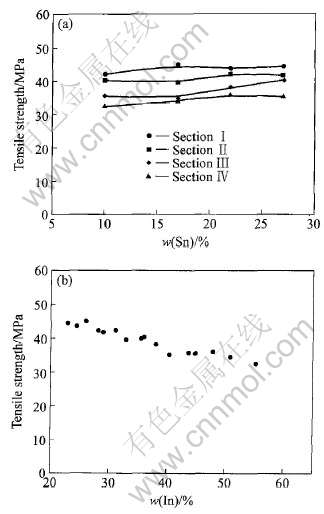
ͼ7 Bi-Sn-In�Ͻ�ǥ����ͷ�Ŀ���ǿ����Sn������Bi/In(a)�� In�����ı仯��ϵ(b)
Fig.7 Dependence of tensile strength of Bi-Sn-In soldering joints on content of Sn and ratio of Bi to In (a), and content of In (b)
3.2 ��Bi-Pb-Sn-Cd���ۺϽ�ıȽ�
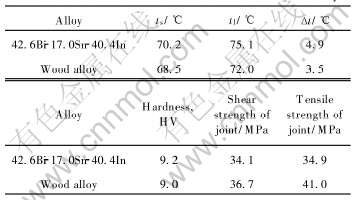
���ۺϽ����Ԫ������Ҫ����ָ���ǺϽ���ۻ��¶Ⱥ�ǥ����ͷ����ѧ����, ǰ�߾��������ۺϽ�Ԫ���Ĺ����¶�, �������ںܴ�̶��Ͼ���������Ԫ��ʹ�õĿɿ���[1, 18]�� ��2�г���42.6Bi-17.0Sn-40.4In�Ͻ�(10�źϽ�)��50.0Bi-25.0Pb-12.5Sn-12.5Cd��ºϽ�ĸ�������ָ�ꡣ �ɱ��ɼ�, 10��Bi-Sn-In���ۺϽ�Ĺ̡� Һ�����¶ȷֱ�Ϊ70.2�桢 75.1��, �۳̽�Ϊ4.9��, ����������72�����ۺϽ����Ԫ����Ҫ��; ����Ӳ�ȡ� ǥ����ͷ�ļ���ǿ�ȺͿ���ǿ������ºϽ��൱�� �����10�ŵ�42.6Bi-17.0Sn-40.4In�������ۺϽ�������е�Bi-Pb-Sn-Cd���ۺϽ��ǿ��еġ�
��2 42.6Bi-17.0Sn-40.4In��50.0Bi-25.0Pb-12.5Sn-12.5Cd��ºϽ������
Table 2 Properties of 42.6Bi-40.4In-17.0Sn and 50.0Bi-25.0Pb-12.5Sn-12.5Cd Wood alloy
4 ����
1) ����������Bi-Sn-In���ۺϽ���Bi�� ��-Sn��InBi�����; ��Sn�� In����������, ���ۺϽ���������BiIn�� BiIn2�ͦ�(InSn4)ת����
2) Bi-Sn-In���ۺϽ�Ĺ����ߡ� Һ������Bi������Bi/In����������, �ҵ�Sn����Ϊ17%ʱ�Ͻ��Һ������͡�
3) ���ۺϽ��Ӳ����Bi������Bi/In�ȵ����Ӷ���������; ����Sn�� In��������������Խ��͡� ��ߺϽ��Sn������Bi/In, �ɸ��ƺϽ�ǥ����ͷ�ĵļ���ǿ�ȺͿ���ǿ�ȡ�
4) 42.6Bi-17.0Sn-40.4In��Ԫ���ۺϽ���۵㡢 �۳̡� Ӳ�ȡ� ǥ����ͷ�ļ��кͿ���ǿ����50.0Bi-25.0Pb-12.5Sn-12.5Cd��ºϽ��൱, ����72���Զ������ˮ��ͷ����Ԫ����Ҫ��
REFERENCES
[1]��������ѧ��ǥ��ίԱ��. ��ǥ���ֲ�[M]. ���, ��. ����: ��е��ҵ������, 1987: 15-18, 206.
American Welding Society Committee on Brazing and Soldering. Soldering Manual[M]. CUI Dian-heng, transl. Beijing: China Machine Press, 1987: 15-18, 206.
[2]Abtew M, Selvaduray G. Lead-free solders in microelectronics[J]. Materials Science and Engineering R: Reports, 2000, 27(5-6): 95-141.
[3]Yoon S W, Choi W K, Lee H M. Calculation of surface tension and wetting properties of Sn-based solder alloys[J]. Scripta Materialia, 1999, 40(3): 297-302.
[4]Ohnuma I, Miyashita M, Anzai K, et al. Phase equilibria and the related properties of Sn-Ag-Cu based Pb-free solder alloys[J]. J Electron Mater, 2000, 29(10): 1137-1144.
[5]Igoshev V I, Kleiman J I. Creep phenomena in lead-free solders[J]. J Electron Mater, 2000, 29(2): 244-250.
[6]������. �й����������ֲ�: ��ơ� ʩ���� ����[M]. ����: �й�������ҵ������, 1998: 422.
JIANG Yong-kun. Handbook of China Fire Engineering: Design, Construction and Management[M]. Beijing: China Architecture and Building Press, 1998: 422.
[7]��������ѧ��. �����ֲ�(��9��, ��6��)[M]. ��������. ����: ��е��ҵ������, 1994: 1395.
American Society for Metal. Metals Handbook, 9th edition, Vol. 6[M]. BAO Fang-han, transl. Beijing: China Machine Press, 1994: 1395.
[8]�˼�. ǥ ��[M]. ����: ��е��ҵ������, 1979: 40.
DENG Jian. Brazing[M]. Beijing: China Machine Press, 1979: 40.
[9]������, ����Ⱥ, ��ȺӢ, ��. Bi-Pb-Sn-Cd���ۺϽ������������о�[J]. ���Ͽ�����Ӧ��, 2005, 20(1): 1-3, 8.
WANG Ji-hui, YANG Ya-qun, LI Qun-ying, et al. Design and properties of Bi-Pb-Sn-Cd fusible alloys[J]. Development and Application of Materials, 2005, 20(1): 1-3, 8.
[10]�������, ƽ����. ��Ԫ�Ͻ�״̬ͼ��[M]. ��������, ����: ұ��ҵ������, 2004: 87, 92, 187.
Nagasaki S, Hirabayashi M. Binary Alloy Phase-diagrams[M]. LIU An-sheng, transl. Beijing: Metallurgical Industry Press, 2004: 87, 92, 187. [11]�� ��A, Ĭ �� W A, ά����� E. ��Ӵ��͵�Ӵ�����[M]. �Ի�����, ����: ��е��ҵ������, 1993: 331-334.
Keil A, Merl W A, Vinaricky E. Elektrische Kontakte und Ihre Werkstoffe[M] ZHAO Hua-ren, transl. Beijing: China Machine Press, 1993: 331-334.
[12]Kabassis H, Rutter J W, Winegard W C. Microstructure of one of the ternary eutectic alloys in the Bi-In-Sn system[J]. Metall Trans A, 1984, A15(8): 1515-1517.
[13]Morris J W, Goldstein J L F, Mei Z. Microstructure and mechanical properties of Sn-In and Sn-Bi solders[J]. Journal of Metals, 1993, 45(7): 25-27.
[14]Kabassis H, Rutter J W, Winegard W C. Phase relationships in Bi-In-Sn alloy systems[J]. Mater Sci Technol, 1986, 2(10): 985-988.
[15]Lee B J, Oh C S, Shim J H. Thermodynamic assessments of the Sn-In and Sn-Bi binary systems[J]. J. Electron Mater, 1996, 25(6): 983-991.
[16]Glazer J. Microstructure and mechanical properties of Pb-free solder alloys for low-cost electronic assembly: a review[J]. J Electron Mater, 1994, 23(8): 693-700.
[17]Al-Ganainy G S. Effect of heat treatment on the work-hardening parameters of a new Pb-free solder Sn-9.8% In alloy[J]. Phys Stat Sol (A): Applied Research, 2003, 199(2): 169-176.
[18]������, ����Ⱥ, ��ȺӢ, ��. ���ۺϽ����Զ���ˮ�����ͷ������뷢չ[J]. �����������Ʒ��Ϣ, 2004, 6: 21-24.
WANG Ji-hui, YANG Ya-qun, LI Qun-ying, et al. Design and development of automatic sprinkler with fusible alloy[J]. Fire Technique and Products Information, 2004, 6: 21-24.
(�༭��ѧ��)
������Ŀ: ��������ѧ�ع���Ա������������������Ŀ(413175)
�ո�����: 2006-04-11; ������: 2006-08-25
ͨѶ����: ������(1966-), ��, ������, ��ʿ, �绰: 022-27890010; E-mail: jhwang@tju.edu.cn
[1]��������ѧ��ǥ��ίԱ��. ��ǥ���ֲ�[M]. ���, ��. ����: ��е��ҵ������, 1987: 15-18, 206.
[6]������. �й����������ֲ�: ��ơ� ʩ���� ����[M]. ����: �й�������ҵ������, 1998: 422.
[7]��������ѧ��. �����ֲ�(��9��, ��6��)[M]. ��������. ����: ��е��ҵ������, 1994: 1395.
[8]�˼�. ǥ ��[M]. ����: ��е��ҵ������, 1979: 40.
[9]������, ����Ⱥ, ��ȺӢ, ��. Bi-Pb-Sn-Cd���ۺϽ������������о�[J]. ���Ͽ�����Ӧ��, 2005, 20(1): 1-3, 8.
[10]�������, ƽ����. ��Ԫ�Ͻ�״̬ͼ��[M]. ��������, ����: ұ��ҵ������, 2004: 87, 92, 187.
[18]������, ����Ⱥ, ��ȺӢ, ��. ���ۺϽ����Զ���ˮ�����ͷ������뷢չ[J]. �����������Ʒ��Ϣ, 2004, 6: 21-24.
