
���±�ţ�1004-0609(2015)-07-1764-09
5A06���Ͻ��к������������Ϊ
��־��1��������1, 2��Է����1, 2
(1. ��������ҵ��ѧ ���������ȼӹ����Ҽ��ص�ʵ���ң������� 150001��
2. ��������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ�������� 150001)
ժ Ҫ��
��������ЧӦ���к������ʱ��ȷ����������Ӧ���ݶȣ�ʹ���뱡���������������ͬ��ͨ������Ԫ��ֵģ�⣬�о��к��������ι����в�ͬ�ΰ�ĺ�ȷ���ľ���Ӧ���ֲ����ɣ���ʾ��ģԲ�Ǵ�С���к��������ξ���Ӧ����Ӱ����ɡ��Ժ��4.5 mm��5A06���Ͻ��Ľ��в�ͬ��ģԲ���������ھ�Ϊ450 mmͲ�μ�����ʵ���о�������������к����������������Ӧ��λ��ֱ�����밼ģԲ�ǹ��ɴ������氼ģԲ�ǵ����������Ӧ��ֵ��С������ȱ�ݷ����ڰ�ģԲ����ֱ�������ɴ������氼ģԲ�����������ӻ����������������г�������ߣ���ģ���Բ��Ϊ12ʱ�ļ�����ȱ����Բ��4.5ʱ�������83%��
�ؼ��ʣ�
5A06���Ͻ����к����Ͳ�μ�����������Ӧ����
��ͼ����ţ�TG386.3���� ���ױ�־�룺A
Deformation behavior of deep drawing of 5A06 aluminum alloy plate
ZHANG Zhi-chao1, XU Yong-chao1, 2, YUAN Shi-jian1, 2
(1. National Key Laboratory of Precision Hot Processing of Metals, Harbin Institute of Technology, Harbin 150001, China;
2. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China)
Abstract: The deformation behavior of deep drawing of plate is different from that of sheet metal because of the obvious stress gradient along the thickness direction induced from bending effect. The finite element analyses were performed to investigate the radial stress during the plate deep drawing process��and the maximum radial stress and its location along die radius were observed, the effect of die radius on radial stress was discussed. An experiment was conducted on the deep drawing of 5A06 aluminum plate with thickness of 4.5 mm into the cups with diameter of 450 mm. The results show that the maximum radial stress generates at the transition area between the die radius and cylinder wall, and the fracture occurs at the same place. With increasing the die radius the maximum radial stress decreases. And cracks initiate at the transition area between the cylinder wall and die radius. The maximum radial stress decreases and the fracture is delayed when the die radius increases, as a result, the limited punch stroke at the relative die radius of 12 is improved by about 83% compared with that at the relative die radius of 4.5.
Key words: 5A06 aluminum alloy; plate; deep drawing; radial stress
���ź��ա�������ҵ�IJ��Ϸ�չ���Ը��Ǽ��ͽṹ��Ϊ���������Ͻ������Ӧ�÷�ΧԽ��Խ�㣬�ɻ����������塢���������֡�ȼ�Ϲܵ���ȼ�ϴ���Ȱ��������һ�����3 mm�������к��������
Ŀǰ�����к����о���Ҫ�����ڴ��������Σ�������������о����١�ͨ���������ۣ��������к�崿�������ε�Ӧ����Ӧ�����Բ�������Ӧ����Ӧ��״̬�Լ��������������������ϵ���Ż�������ģ����Ƶķ���[1]�������������飬��6�ֲ�ͬ���Ͻ������������Σ�Ϊ����ģ������ṩ�˲ο�����[2]��
MOHAMMADI��[3]��INAMDAR��[4]���ݰ�Ĵ��������������Ӧ����Ӧ��״̬�������˰���������������ص��Ĺ�ϵ���ڴ˻����ϣ�ͨ��Ӧ��ƽ�������������������������ι�����Ӧ�����Բ㷢�����Ƶ��۾ݣ���������������������ԭ��[3-4]��
���ڱ���(3 mm����)���о���Ҫ������������η��棬��Ҫ�г�Һ��������ѹ��Һ����Ͳ��������[5-6]����Һ����ͨ��Һ������ṩ��ķ���ѹ��������߰������ͷ��֮���Ħ��Ч������С��ͷԲ�Ǵ����ϵ�Ӧ�����У�����ǰ�ڵ����ѷ���[7-8]����������μ������ó�Һ�����ܹ�������������Ӧ��״̬����һ��һѹ��Ӧ��״̬�ı�Ϊ˫����Ӧ��״̬�Ӷ�����ǰ�ڲ�������������ȱ�ݣ���߰�ĵ������[9-13]����������ͨ������ģ�ߵ��¶Ȼ�ñ������ʹ��������¶��ݶȣ�ʹ�������¶����ߣ��������¶Ƚ��ͣ��Ӷ���߰�������������[14]��������������о���Ҫ������ģ���¶ȡ���ͷ�����ٶȡ�ѹ�����ȶ�������ε�Ӱ���Լ�����������ι����е�ȱ����ʽ�Ͳ�����֯�ı仯[15-18]��
������������������Σ���ȷ���Ӧ��״̬��Ӧ���ݶȻ������迼�ǣ��������к�崿�������ε��о���֪����������ѹӦ������Ӧ���ں�ȷ����ϲ������Ե�Ӧ���ݶȣ���Ӧ���ݶȵ��°��������ι�����Ӧ��״̬�ı仯�����ι��̸��ӣ�����ЧӦ���ɺ��ԡ���ˣ���������������Ͻ��к�����������ֵģ���ʵ���о��������к��������ι����о���Ӧ���ֲ��ص㣬�о���ģԲ�Ƕ���������о���Ӧ����Ӱ����ɣ�Ϊ�к�����Ͻ�����������ṩ�ο����ݡ�
1 ʵ��
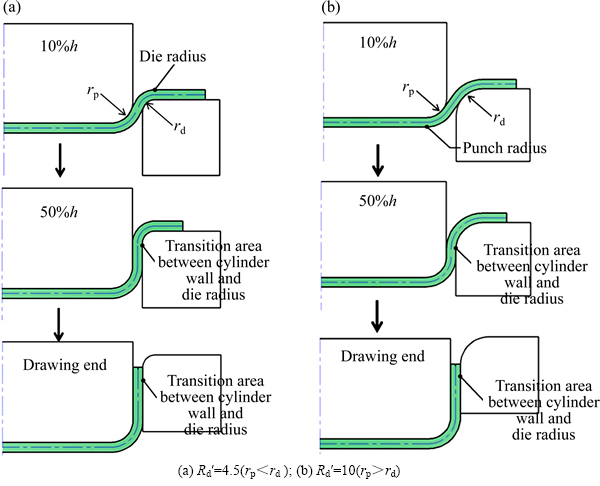
�о����ò���Ϊ5A06���Ͻ��ģ�������tΪ4.5 mm��ʵ�ʺ��Ϊ4.40 mm������ֱ��Ϊ 790 mm����Ľ��е�������ʵ���ò�����ѧ�������1��ʾ������Ӧ��-Ӧ��������ͼ1��ʾ���к������Ͳ�μ��ھ�450 mm���߶�Ϊ260 mm���伸�γߴ���ͼ2(a)��ʾ���к������ģ����ͼ2(b)��ʾ������к��������Σ��о���ͬ��ģԲ�Ƕ�������ε�Ӱ�죬�о��������2��ʾ�����У����ģԲ�ǰ뾶Rd��(Rd��=rd/t)�ֱ�Ϊ4.5��6.5��10��12����Գ�ͷԲ�ǰ뾶Rp��(Rp��=rp/t)Ϊ7.5��
�Լ�����ʾ��ͼ��ͼ3��ʾ�������ĵ������ֱ�ΪͲ�ײ�����ͷԲ������ֱ��������ģԲ��������������������֮����ڹ�������Ϊ�˱��ڱ������������ڡ���࣬��ͷԲ�Ǵ�����������ڲ���ѹ�������������ģԲ�Ǵ�����������ڲ������������ѹ��
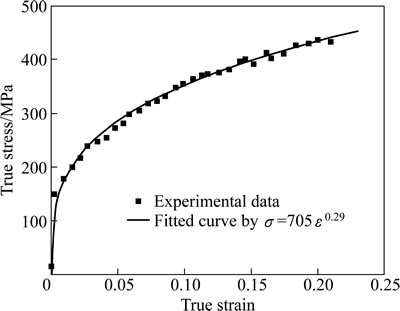
ͼ1 5A06���Ͻ��Ӧ��-Ӧ������
Fig. 1 Stress-strain curve of 5A06 aluminum alloy
��1 4.5 mm���5A06��ĵ���ѧ����
Table 1 Mechanical properties of 5A06 aluminum alloy plate with 4.5 mm-thickness
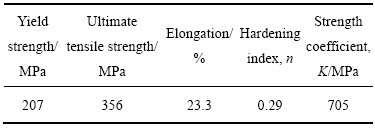
ͼ2 �Լ���ģ����Ƭ
Fig. 2 Photos of specimen (a) and die (b)
��2 5A06���Ͻ���������о�����
Table 2 Deep drawing procedure of 5A06 aluminum alloy


ͼ3 �Լ�����ʾ��ͼ
Fig. 3 Schematic diagram of specimen division
2 5A06���Ͻ��к�����������ֵģ��
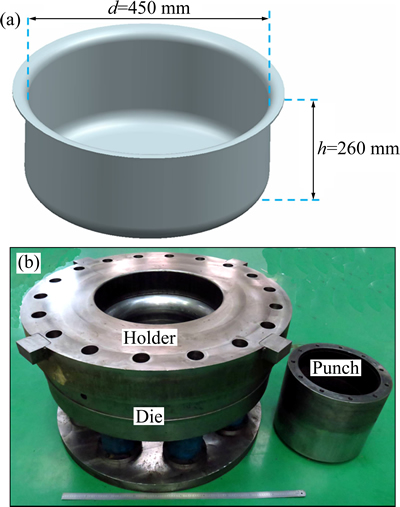
ͼ4��ʾΪ����Ԫģ�ͣ�ģ���������Ԫ����Abaqus/Explicit����ģ�顣����ģ��ѡ�÷���Mises���������ͬ��ģ�ͣ�����Ӧ��Ӧ���ϵ��ͼ1��ʾ������ѡ����Գ�ʵ�嵥Ԫ��ģ��ѡ����ԳƸ��Կǵ�Ԫ��ģ��������֮��Ϊ��Ӵ����Ӵ�Ӧ��ģ��Ϊ����ͬ�Կ���Ħ����Ħ������Ϊ0.12�����Ϻ�ȷ����Ϸֲ�9�����������СΪ0.5 mm��
ͼ4 ����Ԫģ��
Fig. 4 Finite element analysis model
2.1 ��ͬ�ξ���Ӧ���ֲ�
ͼ5��ʾΪ���ģԲ�ǰ뾶Rd��Ϊ4.5ʱ�������г̷ֱ�Ϊ10%h��50%h���������ʱ�ľ���Ӧ���ֲ���ͼ5(a)��ʾΪ�����г�Ϊ10%hʱ����Ӧ���ֲ�����ͼ5(a)���Կ������ײ��ͷ���������Ӧ��Ϊ��Ӧ�����ں�ȷ�����Ӧ���ݶȡ��ײ�������Ӧ����СΪ175 MPa��������������Ӧ�����Ϊ110 MPa���ؾ����ɰ�ģԲ�ǵ�������Ե��СΪ0����ͷԲ�Ǵ�����Ӧ���ڱں����ϴ����ݶȣ������Ӧ�����Ϊ387 MPa���ڲ�ѹӦ�����Ϊ250 MPa��Ӧ���ݶ�Ϊ637 MPa����ģԲ�Ǵ��ں�����ͬ�������ݶȣ����ѹӦ�����Ϊ404 MPa���ڲ���Ӧ�����Ϊ403 MPa��Ӧ���ݶ�Ϊ807 MPa������������Ӧ���ֲ����Կ������뱡�����ͬ���к��������ģԲ�����ں����ϴ���Ӧ���ݶȣ�����Ӧ���ڳ�ͷԲ��������ڲ�ΪѹӦ�������Ϊ��Ӧ�����ڰ�ģԲ��������ڲ�Ϊ��Ӧ�������ΪѹӦ�����������ڰ�ķ�������������������Ӧ���Ľ�����ڳ�ͷԲ�Ǵ�����������������������Ӧ�����ڲ������ѹӦ�����ۺϱ���Ϊ��ѹ�����ĸ���Ӧ��״̬���ڰ�ģԲ�Ǵ��������������ڲ��������Ӧ��������ѹӦ�����ۺϱ���Ϊ������ѹ�ĸ���Ӧ��״̬��������������Ӧ����Ӱ�죬����Ӧ�����ֵλ�������������ԵIJ�λ�����ڰ�ģԲ�Ǵ���ĵ��ڲ࣬��ͼ5(a)��ʾ��λ�á�
ͼ5(b)��ʾΪ�����г�Ϊ50%hʱ����Ӧ���ֲ�����ͼ5(b)���Կ��������ϵײ�����Ӧ��Ϊ��Ӧ��״̬���ں�ȷ���;������ݶȣ�������Ӧ��Ϊ243 MPa��ֱ��������Ӧ���ں�ȷ����ϴ���Ӧ���ݶȡ�����������Ӧ��Ϊ��Ӧ�����ڱں��������ݶȣ��ھ����ϴӰ�ģԲ�ǵ�������Ե��151 MPa��СΪ0���ײ�Բ�Ǵ�����Ӧ���ں�ȷ����ϴ���Ӧ���ݶȣ��ڲ���Ӧ��ֵΪ201 MPa�������Ӧ��ֵΪ370 MPa��Ӧ���ݶ�Ϊ169 MPa����ģԲ���뷨����������ֱ�ڶι��ɴ�����Ӧ���ݶȡ���ģԲ���뷨���������ڲ���Ӧ��Ϊ560 MPa�����ѹӦ��Ϊ600 MPa��Ӧ���ݶ�Ϊ1160 MPa����ģԲ����ֱ�ڶι��ɴ������Ӧ��Ϊ626 MPa���ڲ�ѹӦ��Ϊ615 MPa��Ӧ���ݶ�Ϊ1241 MPa���������������ھ���Ӧ���ֲ���֪�����������Ӧ���ֲ���ͬ����ͷԲ�Ǵ�����Ӧ���غ�ȷ���Ӧ���ݶȼ�С����ͷ�ڲ���ѹӦ����Ϊ��Ӧ��������������ص��֪����������������ͷԲ�Ǵ��ڷ����������ֲ�����������Σ��Ӷ�ʹ���ڲ��ѹӦ����Ϊ��Ӧ������ģԲ����ֱ�ڶι��ɴ����Ϊ��Ӧ�����ڲ�ΪѹӦ�������ڰ�ģԲ�Ǹ����İ��ϣ��ɷ������밼ģԲ�Ƿ�����һ���������ɰ�ģԲ����������ֱ�ڶ�ʱ��������������������������ǿ�ڰ�ĵĵ�һ��������ʹ�þ�����Ӧ�����ֵλ�ڷ������IJ�λ��ֱ�ڶ����ڲ�ΪѹӦ�������Ϊ��Ӧ������˵�����Ϸ������������ԣ�������������Ӧ�������°�������Ӧ��״̬���Բ�ͬ��
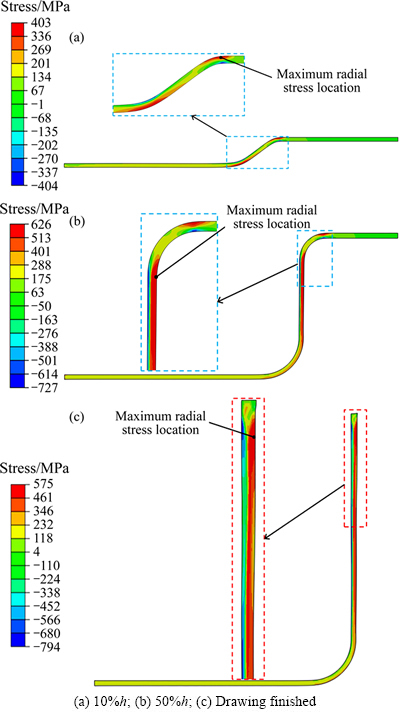
ͼ5 ��ͬ����ξ���Ӧ���ֲ�
Fig. 5 Distribution of radial stress at different drawing stage
ͼ5(c)��ʾΪ�����������Ӧ���ֲ����ײ�Բ�Ǵ�����Ӧ�������ݶȣ��ڲ���Ӧ��Ϊ81 MPa�������Ӧ��Ϊ198 MPa��Ӧ���ݶ�Ϊ117 MPa��Ͳ�μ�ֱ�ڶξ���Ӧ���ڲ�ΪѹӦ�������Ϊ��Ӧ����������ڣ���������ȫ���밼ģ�������������Ӧ����С�����Եײ�������Ӧ����С���ײ�Բ�Ǵ���ȷ����Ӧ���ݶȼ�С����ģԲ����ֱ�ڶι��ɴ��������Ӧ�������½���
2.2 ��ͬ��ģԲ�������Ӧ��
ͼ6��ʾΪ��������о���Ӧ�����ֵλ�ñ仯ʾ��ͼ����ģ������֪�������ģԲ��Rd��Ϊ4.5ʱ����������Ľ��У������г�Ϊ23%hʱ���������Ӧ������ת�ƣ������Ӧ��λ���ɰ�ģԲ�����뷨�����Ĺ��ɴ�ת�Ƶ���ģԲ������ֱ�������ɴ��������ģԲ��Rd��Ϊ10���������г�Ϊ33%hʱ���������Ӧ������ת�ƣ������Ӧ��λ���ɳ�ͷԲ����ת�Ƶ���ģԲ������ֱ�����Ĺ��ɴ��������ģԲ��Rd��Ϊ6.5��Rd��Ϊ12ʱ�������ģԲ��Rd��Ϊ10ʱ��ͬ�������Ӧ��λ�����������г̵�������ת�ƣ��ɳ�ͷԲ����ת�Ƶ���ģԲ����ֱ�ڶεĹ��ɴ�������ת��ʱ�������г̷ֱ�Ϊ27%h��37%h��
�����������к����������뱡������������Բ�ͬ������������ι����У�����Ӧ�����ֵʼ��λ�ڳ�ͷԲ�������к��������ι����У�����Ӧ�����ֵλ�÷����仯���ɳ�ͷԲ�ǻ��ǰ�ģԲ���뷨���Ĺ��ɴ�ת�Ƶ���ģԲ����ֱ�����Ĺ��ɴ�������ԭ���֪�����Ͼ��ɰ�ģ�����γ�ֱ����ʱ������������������������Ӧ�����ڳ�ͷԲ�Ǵ��Ͱ�ģԲ���뷨�������ɴ�����������Ӧ��������ͷԲ��rp���ڰ�ģԲ��rdʱ����ģԲ�Ǵ����������ýϳ�ͷԲ�Ǵ������������������������Ӧ��λ���ɰ�ģԲ�Ǵ�ת�Ƶ���ģԲ����ֱ�����Ĺ��ɴ�������ͷԲ��rpС�ڰ�ģԲ��rdʱ����ͷԲ�Ǵ��������ýϰ�ģԲ�Ǵ����������������������Ӧ��λ���ɳ�ͷԲ����ת�Ƶ���ģԲ����ֱ�����Ĺ��ɴ����������ɰ�ģԲ�������γ�ֱ�����������Ӧ��ֵʼ��λ�ڰ�ģԲ����ֱ�����Ĺ��ɴ���������λ�á�
ͼ7��ʾΪ��ͬ���ģԲ����������������о���Ӧ�����ֵ�������г̵Ĺ�ϵ����ͼ7���Կ� �������ģԲ��Խ���������Ӧ��ֵԽС�����ģԲ��Rd��Ϊ4.5��12ʱ������Ӧ�����ֵ������Ϊ125 MPa�����ģԲ��Խ���������ο���ԽС�����������ο���ҲԽС���������ģԲ�ǿ������Լ�С����Ӧ�������������г̵����������Ӧ��ֵ��������ǰ����֪������Ӧ�����������úͷ��������ϱ��ο������ۺ�Ӱ�죬���������г̵��������ڱ���ǿ���������ϱ��ο�������ͬʱ������Ӧ����Ӧ�������������Ӧ��Խ��Խ��
ͼ6 ��������о���Ӧ�����ֵλ��
Fig. 6 Location of maximum radial stress during drawing process
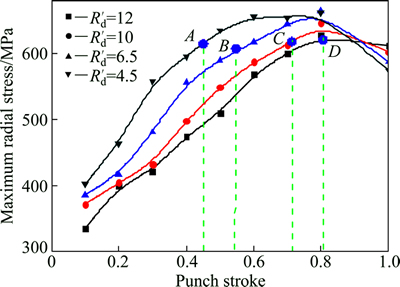
ͼ7 ����Ӧ�����ֵ�������г̵Ĺ�ϵ
Fig. 7 Relationship between maximum radial stress and drawing stroke
2.3 ����Ӧ�����ֵλ�ý����Ͼ���Ӧ���ֲ�
��ǰ����֪����������ȫ���밼ģԲ�Ǻ��ڰ�ģԲ����ֱ�ڶι��ɴ��������������ã�����Ӧ���ķֲ��ص�Ϊ�ڲ�ΪѹӦ�������Ϊ��Ӧ���������ڸ�λ�ô�������Ӧ����������г�Ϊ75%hʱ���ڸô��غ�ȷ�����ȡ���ڵ�ľ���Ӧ����ͼ8��ʾ��
ͼ8(a)��ʾΪ���ģԲ��Rd��Ϊ4.5ʱ�ں�����Ӧ���������Ӧ�����Ϊ659 MPa���ڲ�ѹӦ�����Ϊ651 MPa��Ӧ�����Բ����ڲ�ƫ��14.8%t�����ģԲ��Rd��Ϊ6.5ʱ����������Ӧ����������Ϊ654 MPa���ڲ����ѹӦ��Ҳ��������(Ϊ645 MPa)��Ӧ�����Բ����ڲ�ƫ��13.7%t����ͼ8(b)��ʾ�����ģԲ��Rd��Ϊ10ʱ����������Ӧ����СΪ631 MPa���ڲ����ѹӦ����СΪ620 MPa��Ӧ�����Բ����ڲ�ƫ��12%t����ͼ8(c)��ʾ�����ģԲ��Rd��Ϊ12ʱ��������Ӧ��Ϊ607 MPa���ڲ����ѹӦ��Ϊ600 MPa��Ӧ�����Բ����ڲ�ƫ��11.9%t����ͼ8(d)��ʾ�� ��������֪����ģԲ����ֱ�������ɴ��ڲ�ѹӦ���������Ӧ����ֵ������ȣ�Ӧ�����Բ��뼸�����Բ���벢���ڲ�ƫ�ơ��ԱȲ�ͬ���ģԲ���µ�Ӧ����ƫ���������֪���������ģԲ�ǵ�������Ӧ����ѹӦ����С��Ӧ�����Բ�����ڼ������Բ��ƫ������С������������Ӧ��������֪����������λ�ڲྶ��ѹӦ������ྶ����Ӧ����С�������������¸���Ӧ���½���
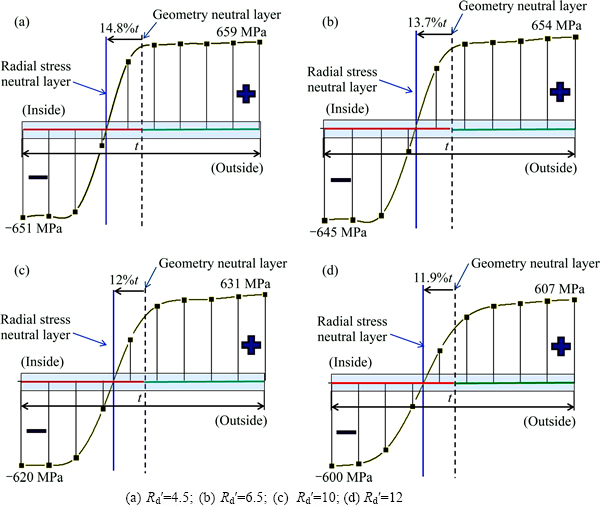
ͼ8 ����Ӧ�����ֵλ�ú�ȷ�����Ӧ��
Fig. 8 Radial stress distribution along thickness direction where the maximum radial stress located
3 5A06���Ͻ��к�������ʵ��
ͼ9��ʾΪ��ͬ��ģԲ������������ʵ������ͼ9(a) ��ʾΪ���ģԲ��Rd��Ϊ4.5ʱ�����������Լ�����Ƭ�������г�Ϊ123 mmʱ���������ѣ�����λ����ͼ��ʾ�ڰ�ģԲ����ֱ�������ɴ��������ģRd��Ϊ6.5�����������г�Ϊ141 mm�������ģԲ��4.5ʱ�����14.6%������λ����ֱ���밼ģԲ�ǹ��ɴ���ͼ9(b)��ʾ�������ģԲ��Rd��Ϊ10ʱ�����������г�Ϊ205 mm�������ģԲ��4.5ʱ�����66.7%������λ��λ��ֱ���밼ģԲ�ǹ��ɴ���ͼ9(c)��ʾ��ͼ9(d)��ʾΪ���ģԲ��Rd��Ϊ12ʱ�������Լ��������г�Ϊ225 mm������ɹ���ɡ�
ͼ10��ʾΪ��������ʱ���������г������ģԲ�ǵĹ�ϵ����ͼ10���Կ��������Ű�ģԲ�ǵ������������г�Խ��Խ�����ģԲ��Rd��Ϊ6.5����ʱ��Բ�DZ仯�������г�Ӱ�첻�����ģԲ��Rd��Ϊ10��Rd��Ϊ12ʱ�����������г�������ߡ�
��ʵ�������Կ�����5A06���Ͻ��к������ȱ��Ϊ���ѣ�����λ�ڰ�ģԲ����ֱ�����Ĺ��ɴ�������ǰ������Ԫ��������֪�����ģԲ��Rd��Ϊ4.5��6.5��10��12ʱ�����������г�ʱ������λ�ö�Ӧ���������Ӧ���ֱ�Ϊ624��587��619��618 MPa����ͼ7 �е�A��B��C��D 4����ʾ������ģԲ������ʱ���������Ӧ����ѹӦ����������С��ʵ�����Ϊ�����ӳ١������г�������
ͼ11(a)��ʾΪ��ͬԲ��������μ�������1~8��ΪͲ�ײ���9~12��Ϊ�ײ�Բ�ǣ�13~17��Ϊֱ������ͼ11(b)��ʾΪ�ں�ֲ�����ͼ11(b)��֪�������ģԲ��Rd��Ϊ4.5ʱ���ں��λ��ͼ��14��λ�ã���С�ں�Ϊ4.10 mm���ں������Ϊ6.8%�������ģԲ��Rd��Ϊ6.5ʱ���ں��λ������ƫ�Ƶ�13��λ�ã���С�ں�Ϊ4.11 mm���ں������Ϊ6.6%�������ģԲ��Ϊ10ʱ���ں��λ����14��ת�Ƶ�11��λ�ã���С�ں�����Ϊ4.22 mm���������½�Ϊ4.1%�������ģԲ��Ϊ12ʱ���ں��λ��ת�Ƶ�10��λ�ã���С�ں�Ϊ4.22 mm���ں������Ϊ4.1%����������֪���������ģԲ�ǰ뾶�����ں��λ����ֱ�������ͷԲ�Ǵ�ƫ�ƣ��ں�����ʼ�С���ں���Խ����Ͳ�ף��ں��������ԽС���ں�ֲ�Խ���ȡ�

ͼ9 ��ͬ��ģԲ��������������Ƭ
Fig. 9 Photos of drawing samples with different die radii
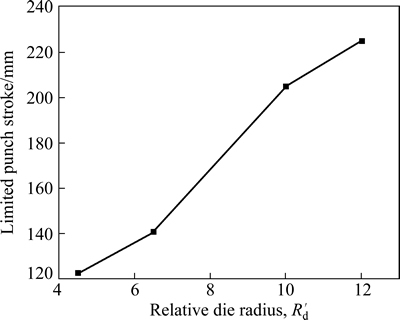
ͼ10 ���������г������ģԲ�ǹ�ϵ
Fig. 10 Relationship between limited punch stroke and ralative die radius Rd��
��ǰ����֪���к���������ѷ����ڰ�ģԲ����ֱ�����Ĺ��ɴ�����δ�����ڱں����λ�ã����뱡�������������Բ�ͬ��������ֵģ�������֪����������ЧӦ�ô�Ӧ��״̬���ӣ���ȷ�����ھ���Ӧ���ݶȣ�����ڲ�ѹӦ��״̬�������Ӧ��״̬�����Ѵ�Ϊ������Ӧ�����ֵλ�ã����ԣ��к���������ѷ������������µĸ���Ӧ��״̬�йء�

ͼ11 ��ͬԲ��������ں�ֲ�
Fig. 11 Thickness distribution of drawing samples with different die radii
4 ����
1) 5A06���Ͻ��к���������ι����У�����ЧӦ���°�ij�ͷ����ģԲ������ֱ�����ں���Ӧ���ݶȣ���ģԲ����Ӧ���ݶ�������ģԲ�ǰ뾶Ϊ4.5ʱ����������Ӧ��626 MPa���ڲ�ѹӦ��615 MPa�����Ӧ���ݶ�Ϊ1241 MPa��
2) ���ģԲ��Խ����Ӧ�����ֵԽС��Ӧ�����Բ�ƫ����ԽС�����ģԲ��Rd��Ϊ4.5��6.5��10��12���������г�Ϊ50%hʱ������Ӧ�����ֵ�ֱ�Ϊ626��588��545��501 MPa��������Ϊ125 MPa��Ӧ�����Բ�����ڼ������Բ������ڲ��ƫ�����ֱ�Ϊ14.8%t��13.7%t��12%t��11.9%t��
3) �������ģԲ���������ӳ��к���������ѡ�����������г̡������ģԲ�ǰ뾶Rd��Ϊ4.5ʱ�����4.40 mm��5A06���Ͻ��������г�Ϊ123 mm�������ѣ�����λ���ڰ�ģԲ����ֱ�ڶι��ɴ��������ģԲ��Rd��Ϊ6.5ʱ�����������г̴ﵽ141 mm�������ģԲ��Rd��Ϊ10ʱ�����������г̴ﵽ205 mm�����ģԲ��Rd��Ϊ12ʱ�������г�Ϊ225 mm�������ģԲ��Rd��Ϊ4.5ʱ�����83%��
REFERENCES
[1] ORAL S, DARENDELILER H. The optimum die profile for the cylindrical bending of plates[J]. Journal of Materials Processing Technology, 1997, 70(1): 151-155.
[2] TEKINER Z. An experimental study on the examination of springback of sheet metals with several thicknesses and properties in bending dies[J]. Journal of Materials Processing Technology, 2004, 145(1): 109-117.
[3] MOHAMMADI S V, PARSA M H, AGHCHAI A J. Effect of the thickness distribution and setting condition on springback in multi-layer sheet bending[J]. International Journal of Engineering, Science and Technology, 2011, 3(4): 225-235.
[4] INAMDAR M V, DATE P P, SABNIS S V. On the effects of geometric parameters on springback in sheets of five materials subjected to air vee bending[J]. Journal of Materials Processing Technology, 2002, 123(3): 459-463.
[5] Է����, ��ף��, �� ��, ��С��, �� ��. �ڸ�ѹ���������뼼�����½�չ[J]. �й���ɫ����ѧ��, 2011, 21(10): 2523-2533.
YUAN Shi-jian, HE Zhu-bin, LIU Gang, WANG Xiao-song, HAN Cong. New developments in theory and processes of internal high pressure forming[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(10): 2523-2533.
[6] ������, ����ϣ, ������. ���������Ͻ������������������[J]. �й���ɫ����ѧ��, 2004, 14(10): 1689-1693.
YU Zhong-qi, ZHAO Yi-xi, LIN Zhong-qin. Evaluation parameter of drawability of automotive aluminum alloy sheets[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(10): 1689-1693.
[7] LANG Li-hui, LI Tao, AN Dong-yang, CHI Cai-lou, NEILSEN K B, DANCKERT J. Investigation into hydromechanical deep drawing of aluminum alloy��Complicated components in aircraft manufacturing[J]. Materials Science and Engineering A, 2009, 499(1): 320-324.
[8] SINGH S K, RAVI K D. Effect of process parameters on product surface finish and thickness variation in hydro-mechanical deep drawing[J]. Journal of Materials Processing Technology, 2008, 204(1): 169-178.
[9] ������, �� ��, Է����. �����Ͳ�μ���Һ�������·���Ż��о�[J]. ��������ҵ��ѧѧ��, 2008, 40(7): 1076-1080.
XU Yong-chao, CHEN Yu, YUAN Shi-jian. Loading path optimization of hydro-mechanical deep drawing of the cup with a semi-ball bottom[J]. Journal of Harbin Institute of Technology, 2008, 40(7): 1076-1080.
[10] �� ��, ������, Է����. ���Ͻ����������Һѹ���ι���[J]. �й���ɫ����ѧ��, 2011, 21(S2): s417-s422.
LIU Xin, XU Yong-chao, YUAN Shi-jian. Hydro-forming of aluminum alloy complex-shaped components[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(S2): s417-s422.
[11] XU Yong-chao, LI Feng, LIU Xin, YUAN Shi-jian. Effects of pre-bulging on 2024 aluminum alloy complex-shaped components[J]. JOM, 2011, 63(5): 39-41.
[12] XU Yong-chao, LIU Xin, LIU Xiao-jing, YUAN Shi-jian. Deformation and defects in hydroforming of 5A06 aluminum alloy dome with controllable radial pressure[J]. Journal of Central South University of Technology, 2009, 16: 887-891.
[13] ����͢, �� ��, ������, ������. ���Ͻ� 2A12-O �Ķ�̬��Һ����[J]. �й���ɫ����ѧ��, 2010, 20(5): 840-845.
WANG Hui-ting, GAO Lin, SHEN Xiao-hui�� CHEN Ming-he. Hydrodynamic deep drawing process of 2A12-O aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(5): 840-845.
[14] TOROS S, OZTURK F, KACAR I. Review of warm forming of aluminum�Cmagnesium alloys[J]. Journal of Materials Processing Technology, 2008, 207(1): 1-12.
[15] KOTKUNDE N, DEOLE A D, GUPTA A K. SINGH, S. K, ADITYA, B. Failure and formability studies in warm deep drawing of Ti-6Al-4V alloy[J]. Materials & Design, 2014, 60: 540-547.
[16] GHAFFARI T D., WORSWICK M. J, WINKLER S. Experimental studies of deep drawing of AZ31B magnesium alloy sheet under various thermal condition[J]. Journal of Materials Processing Technology, 2013, 213: 1337-1347.
[17] �Գ���, ������, Ф ��, ���������º���. þ�Ͻ��ĵĹ��������������ղ���[J]. �й���ɫ����ѧ��, 2012, 22(4): 991-999.
ZHAO Chang-cai, CAO Miao-yan, XIAO Hong, DONG Guo-jiang, HAO Hai-bin. Solid granular medium drawing process parameters of magnesium alloy sheet [J]. The Chinese Journal of Nonferrous Metals, 2012, 22(4): 991-999.
[18] KIM H S, KOC M, NI J. Development of an analytical model for warm deep drawing of aluminum alloys[J]. Journal of Materials Processing Technology, 2008, 197(1): 393-407.
(�༭ ������)
������Ŀ������ѧ�ߺʹ����Ŷӷ�չ�ƻ�������Ŀ(IRT1229)��������Ȼ��ѧ����������Ŀ(51375114)
�ո����ڣ�2014-04-23�������ڣ�2015-12-01
ͨ�����ߣ������������ڣ���ʿ���绰��0451-86415754��E-mail��yongchaoxu@hit.edu.cn
ժ Ҫ����������ЧӦ���к������ʱ��ȷ����������Ӧ���ݶȣ�ʹ���뱡���������������ͬ��ͨ������Ԫ��ֵģ�⣬�о��к��������ι����в�ͬ�ΰ�ĺ�ȷ���ľ���Ӧ���ֲ����ɣ���ʾ��ģԲ�Ǵ�С���к��������ξ���Ӧ����Ӱ����ɡ��Ժ��4.5 mm��5A06���Ͻ��Ľ��в�ͬ��ģԲ���������ھ�Ϊ450 mmͲ�μ�����ʵ���о�������������к����������������Ӧ��λ��ֱ�����밼ģԲ�ǹ��ɴ������氼ģԲ�ǵ����������Ӧ��ֵ��С������ȱ�ݷ����ڰ�ģԲ����ֱ�������ɴ������氼ģԲ�����������ӻ����������������г�������ߣ���ģ���Բ��Ϊ12ʱ�ļ�����ȱ����Բ��4.5ʱ�������83%��
[6] ������, ����ϣ, ������. ���������Ͻ������������������[J]. �й���ɫ����ѧ��, 2004, 14(10): 1689-1693.
[9] ������, �� ��, Է����. �����Ͳ�μ���Һ�������·���Ż��о�[J]. ��������ҵ��ѧѧ��, 2008, 40(7): 1076-1080.
[10] �� ��, ������, Է����. ���Ͻ����������Һѹ���ι���[J]. �й���ɫ����ѧ��, 2011, 21(S2): s417-s422.
[13] ����͢, �� ��, ������, ������. ���Ͻ� 2A12-O �Ķ�̬��Һ����[J]. �й���ɫ����ѧ��, 2010, 20(5): 840-845.
