
Trans. Nonferrous Met. Soc. China 27(2017) 2573-2586
Fabrication characteristics and tensile strength of novel Al2024/SiC/red mud composites processed via stir casting route
Jaswinder SINGH1, Amit CHAUHAN2
1. University Institute of Engineering and Technology, PUSSGRC, Hoshiarpur, Punjab 146023, India;
2. University Institute of Engineering and Technology, Panjab University, Chandigarh 160014, India
Received 21 November 2016; accepted 11 June 2017
Abstract:
The stir casting technique was used to fabricate aluminum 2024 matrix hybrid composites reinforced with SiC (5%, mass fraction) and red mud (5%-20%, mass fraction) particles. The developed composites were characterized by using scanning electron microscopy (SEM) and electron dispersive spectrum (EDS) techniques. Further, Taguchi��s approach of experimental design was used to examine the tensile strength of the hybrid composites (with minimum number of experiments). It was found that the reinforcing particles were well dispersed and adequately bonded in the hybrid composites. The density and porosity of the hybrid composites were reduced with the increase in reinforcement content. The tensile strength of the composites increased with the increase in the red mud content and the ageing time. The developed model indicated that the red mud content had the highest influence on the tensile strength response followed by the ageing time. Overall, it was found that Al2024/SiC/red mud composites exhibited superior tensile strength (about 34% higher) in comparison to the Al2024 alloy under optimized conditions.
Key words:
aluminum matrix composites; hybrid reinforcements; tensile strength; red mud; stir casting; statistical analysis; scanning electron microscopy (SEM);
1 Introduction
The aluminum matrix composites (AMCs) represent a new generation of materials that possess aggregate characteristics not exhibited by any of its constituent (matrix and reinforcement). It has been revealed that these materials offer a number of advantages over the conventional monolithic materials such as light weight, high specific strength and stiffness, high corrosive resistance and greater wear resistance [1-3]. Moreover, the properties of the AMCs can be varied in accordance with the requirements of a particular application. Therefore, the AMCs are considered to be most reliable materials that can be used in design of a wide range of the automotive components such as pistons, cylinder heads, crosshead, brakes and clutches [4]. Actually, the AMCs consist of a discontinuous phase (reinforcement) that is dispersed in a continuous phase (matrix) using appropriate processing route [5,6]. It may be noted that the addition of hard reinforcements into metallic matrices results in direct/indirect strengthening of the resultant composites. The direct strengthening of the AMCs is due to the transfer of load from the soft alloy to the reinforcement phase. On the other hand, indirect strengthening of these materials can be attributed to the thermal mismatch between the matrix and the reinforcement phase (during cooling from a high processing temperature). This leads to formation of the geometric dislocations (to relieve thermal stresses) and strengthening of the composites. CHAWLA and SHEN [7] have reported that increase in reinforcement content, decrease in particle size and thermal treatment of the composites (such as solution treating followed by ageing) increase the indirect strengthening (due to increase in the interfacial area for dislocation punching to take place) of the Al composites.
Although a number of fabrication techniques such as solid phase processing, liquid state processing and infiltration technique are available for production of Al composites, the stir casting process has been found to be a simple, highly productive and economic process [2,5]. This process involves melting of the Al alloy in a crucible followed by incorporation of reinforcing particles into the rotating melt. A mechanical stirrer is used to create vortex motion in the alloy matrix in order to achieve uniform distribution of particles. The major problem in this process is the wettability of the reinforcing particles in the alloy, which may lead to porosity in the composites. Further, processing of the composites at a high temperature can result in chemical reactions with the environment. Previous studies have reported that these problems can be reduced to a significant extent by controlling various process parameters such as stirring time and temperature, use of inert gas, preheating/oxidation of the reinforcements and addition of magnesium during fabrication of the composites [8-11]. It has also been noticed that reduction in the casting temperature of Al composites considerably improves the wettability of the reinforcing particles within the composites. This technique has been widely used by the investigators to produce nearly homogeneous composites with improved performance [12,13].
Currently, the investigators are using a number of materials such as alumina (Al2O3), silicon carbide (SiC), titanium carbide (TiC) and silicon oxide (SiO2) particles for development of AMCs [14-19]. KOK [14] has studied the mechanical properties of Al2024/(0-30%)Al2O3 composites processed via vortex method followed by pressure application (under optimized process conditions). It was found that the porosity, tensile strength and hardness of the developed composites increased with the decrease in particle size and the increase in reinforcement content. The density of the composites increased with addition of ceramic reinforcement. GUAN et al [15] have investigated the influence of stirring parameters (temperature and time) on the microstructure and the mechanical characteristics of Al/(ABOw+SiCp) composites. It was noticed that the uniformity of reinforcing particles and tensile strength of the composites were improved with the decrease in stirring temperature and the increase in stirring time. The optimum values of stirring temperature and time were found to be 640 ��C and 30 min, respectively. OZBEN et al [16] have investigated the mechanical and machining properties of the Al/(5%-15%)SiC composites and it has been observed that the addition of reinforcement particles enhanced the mechanical characteristics (density, hardness and tensile strength) of the composites. But, addition of SiC particles reduced the fracture toughness and machining properties of the Al/SiC composites. WANG et al [17] have found that the distribution of reinforcing particles in Al/Al2O3/SiO2p composites fabricated by using zircon tailing sand has been improved under optimum casting parameters. The hardness and tensile strength of the composites increased with the addition of zircon tailing sand, while the elongation was reduced. JEBEEN MOSES et al [18] have found that the selection of control parameters plays a significant role in obtaining uniform distribution of particles during production of Al/TiC composites. The variation in tensile strength of the composites was attributed to the presence of porosity and formation of particle clusters in the composites. MAZAHERY and SHABAN [19] have found that the yield strength, ultimate tensile strength and elastic modulus of A356/SiC composites fabricated by stir casting technique are increased with the addition of nano SiC particles. The ductility of the composites was reduced with the addition of SiC reinforcement. Further, 3.5% of SiC was found to be optimum as far as the mechanical behaviour of Al composites was concerned. The failure analysis revealed that the Al/SiC composites behaved in a brittle manner.
From above discussion, it has been observed that inclusion of ceramic particles into Al matrices substantially improves strength, elastic modulus and thermal stability of the resultant composites. But, it has also been noticed that the presence of these reinforcements makes the machining of AMCs more difficult due to the increase in brittleness of these materials [16,20,21]. Further, the density of these composites is also increased with increasing content of ceramic reinforcements [14,15]. Therefore, it becomes essential on part of researchers to overcome these problems without compromising the positive influence of ceramic reinforcements. It has been revealed that development of aluminium matrix hybrid composites (AMHCs) containing two or more types of reinforcements may help to overcome these problems to a significant extent [22-28]. As the ceramic reinforcements are quite hard and brittle, they are widely used as primary reinforcements in order to provide requisite strength to the hybrid composites. On the other hand, addition of secondary reinforcements reduces the brittleness and hardness of the hybrid composites. Currently, the use of waste materials such as mica, fly ash and agro-waste ashes for development of hybrid composites is gaining considerable interest among the researchers [29-32]. It has been noticed that the use of these reinforcements reduces the cost (as these are readily available), weight (as these have lower density) and brittleness (as these are relatively soft) of the hybrid composites. Therefore, AMHCs reinforced with waste materials are considered to be cheap, sustainable and efficient materials that have potential to meet the requirements of the engineering industry.
From literature, it has been found that the properties of Al/SiC/red mud composites have not been investigated till date. In the present work, an effort has been made to develop Al/SiC/red mud hybrid composites using stir casting technique. The microstructural features of the developed composites were studied to examine the distribution and bonding of reinforcing particle in the composites. In addition, the influence of the reinforcement parameters and the ageing time on tensile strength of the developed composites was studied by Taguchi��s approach of experimental design. The results obtained in this work are also analyzed in order to evaluate the influence of control parameters on the tensile strength of the composites.
2 Experimental
2.1 Material preparation
The major challenge in the development of AMHCs is to identify the alloy matrix and reinforcement materials. In the present work, Al2024 alloy was selected as a matrix material and the detail of the alloy composition is given in Table 1. This alloy provides excellent combination of strength and damage tolerance at elevated temperatures and therefore it is widely used in automotive and aerospace fields [33]. This alloy can also be used in various structural parts that require high specific strength. The alloy is commercially available in the form of thin sheets that can be converted into liquid state at 700 ��C.
Table 1 Nominal chemical composition of Al2024 alloy (mass fraction, %) [33]

Further, SiC particles were used as a primary reinforcement for fabrication of hybrid composites. It has been revealed that they are chemically compatible with the metallic matrices [34-36]. Due to this, these particles form a strong bond within the alloy matrix without developing intermetallic phases. This imparts excellent interfacial strength between the matrix and the reinforcement phase within the composites. This results in considerable change in the mechanical characteristics of the composites during application of external loads.
The second reinforcement used for fabrication of Al2024 alloy based hybrid composites was the red mud powder. The red mud is a waste material that is obtained during production of aluminum from the bauxite ore. It has been used as a secondary reinforcement since it is relatively cheap, sustainable and abundantly available. The red mud used in present investigation was brought from aluminium refinery of HINDALCO located at Renukot, Uttar Pradesh, India. About 1-2 t of red mud is produced for each ton of the alumina production. It has been noticed that million tons of red mud is released to the waste land leading to soil, water and atmospheric pollution [37,38]. From the acquired waste material, four types of powders were prepared with average particle sizes of 37, 75, 88 and 125 ��m. For this purpose, sieves of different mesh sizes were used and then the particle distribution was measured. The chemical composition of the red mud powder is presented in Table 2, which indicates that it can significantly be used as a secondary reinforcement in fabrication of AMHCs. The details of the Al alloy and the reinforcements used in this work are presented in Table 3.
Table 2 Chemical composition of red mud (mass fraction, %) [37,38]

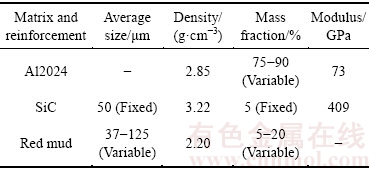
Table 3 Mechanical and physical properties of matrix alloy and reinforcements
2.2 Specimen preparation
The fabrication of all the specimens was done on a microprocessor controlled integrated set-up fabricated by Metrex Scientific Instruments Private Limited, New Delhi, India. This set-up consists of a heating and mixing chamber (containing a graphite crucible) and an electric motor (attached to a stirrer). The experimental set-up used in the preparation of composite samples is shown in Fig. 1 indicating the main components required for composite fabrication. Firstly, Al2024 alloy sheets were cut into small pieces and were placed in the graphite crucible coated from inner side (to avoid contamination). An electric muffle furnace was used to heat the alloy to convert it into the semi-solid form (at a temperature of 650 ��C). Further, a small amount of magnesium (by 1%, mass fraction) was added into the molten alloy to increase the wettability of the reinforcing particles in the molten alloy. This also helps to reduce the oxidation of the molten alloy and porosity in the specimens [39]. After completion of the alloy melting, a mechanical stirrer was introduced into the crucible to create a vortex in the molten alloy. The blades of the stirrer were made up of stainless steel coated with alumina. The coating of blades is required to avoid transfer of iron particles from the stirrer into the melt, which can further degrade the mechanical properties of the composites. The stirrer was then rotated at a speed of 600 r/min for 30 min and the immersion depth of the stirrer was maintained at 2/3 of the depth of melt.
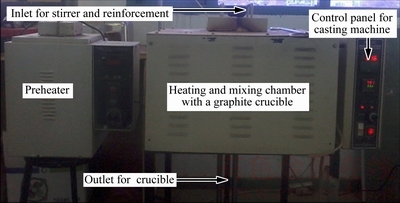
Fig. 1 Stir casting set-up used for preparation of composite samples
Thereafter, measured quantities were taken for both of the reinforcements (SiC and red mud) that were mixed together using a tri-axial mixer (to form a homogeneous mixture). The reinforcement mixture was preheated to a temperature of 400 ��C to ensure adequate wettability of the particles. The preheated reinforcement mixture was then added to the semi-solid alloy melt. The stirring of the melt was continued till the addition of the reinforcement into the semisolid alloy was complete. Then, the semi-solid Al2024 composites were cast into preheated molds (at a temperature of 400 ��C) of cylindrical shape (Fig. 2(a)). The pouring temperature of the composites was maintained slightly higher than the casting temperature to ensure fluidity of the melt. In this process, the composite samples of different sizes (as shown in Fig. 2(b)) were obtained. Thereafter, the composite specimens were given T6 treatment. In this process, the castings were firstly solution-treated at a temperature of 500 ��C for 2 h and then quenched in water. These specimens were then age-hardened for different time intervals (0, 8, 16 and 24 h) as per the experimental requirements. The heat treated castings were then used to prepare specimens for testing of the composites for different properties.
2.3 Testing of composite specimens
2.3.1 Microstructure
The microstructural properties of the composite materials were studied by scanning electron microscopy (SEM) and energy dispersive spectrum (EDS) techniques. The former is used to analyze the surface characteristics at different magnifications, while the latter is useful in investigating the elemental composition of the fabricated composites. In the present work, a SEM microscope (Maker: JEOL, Japan; Model: JSM-6100) was used for carrying microstructural analysis of the composites. For this purpose, the composite samples with specific dimensions (diameter of 10 mm and length of 5 mm) were cut from the composite castings and were prepared for microstructural examination following a standard polishing procedure.

Fig. 2 Moulds of different sizes used for casting (a) and fabricated composite specimens (b)
2.3.2 Density and porosity
Density of fabricated hybrid composite was measured by means of Archimedes principle. Mathematically, following equation was used for finding the density (��hc) of hybrid composite:
 (1)
(1)
where m is the mass of the composite sample in air, while m1 is the mass of the same composite sample in distilled water. ��w is the density of the distilled water (density of distilled water at 20 ��C is 998 kg/m3). The mass of each specimen was measured in an electronic balance having resolution of 0.001 mg (in the water and air).
The porosity levels in the composites were estimated by applying the following equation:
 (2)
(2)
where ��th is theoretical density and ��hc is measured density for the composite sample.
The theoretical density for a reinforced composite was calculated by using the rule of mixtures as follows:
��th=��Al2024VAl2024+��SiCVSiC+��red-mudVred-mud (3)
where �� and V represent the density and volume fraction of the matrix and the reinforcement, respectively.
The volume fraction of the reinforcement was evaluated by using following equation:
 (4)
(4)
where ��r is the density of a particular reinforcement (red mud or SiC).
2.3.3 Tensile strength
The ultimate tensile strength (UTS) of the fabricated composites was evaluated by using universal testing machine manufactured by ASI sales private Limited, New Delhi, India. The composite samples were extruded according to ASTM standard (Fig. 3) and UTS of the samples was measured following a standard loading procedure on the testing machine. The gauge length of each sample was taken as 62.5 mm, while the diameter was maintained as 12.5 mm. The testing for UTS was carried on an automated servo-hydraulic testing machine (model: AMT60E). The test load was applied gradually and the failure load was noted for each of the composite sample. For each of the experimental condition, an average of two readings was taken in order to reduce the variability in the results. After measurements of the UTS of the samples, the failure mechanisms were studied by SEM analysis of the fractured surfaces.

Fig. 3 Line diagram and final finished sample used for evaluating UTS of composites
3 Experimental design
3.1 Identification of predominant factors and their levels
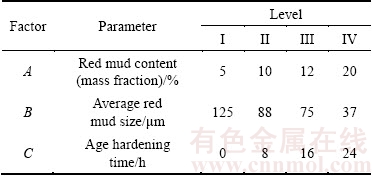
Previous studies have indicated that reinforcement composition and size and the ageing time are the parameters that exhibit significant influence on the UTS response of the AMCs [7,32]. The investigations regarding the influence of SiC content and size on properties of Al composites are readily available in literatures [10,16,19,40]. Due to this, these parameters were taken constant in the present analysis. Therefore, the content and size of red mud powder (secondary reinforcement) and the ageing time were selected as the control parameters for examining the tensile strength characteristics of the Al composites. The limits for these parameters were selected based on the trial observations to obtain homogeneous distribution of particles, minimum porosity and superior properties. The 5% increment of red mud was chosen based on the literature available for Al/SiC based hybrid composites [41,42]. Table 4 presents the parameters and their levels used in experimentation phase of the present study.
Table 4 Details of controllable parameters and their levels
3.2 Taguchi��s experimental design approach
Taguchi��s technique is a simple, efficient and systematic approach that can be used for planning of the experimental phase of the research investigations [43,44]. This technique applies specific orthogonal arrays to find optimum combination of parameters with minimum number of experiments. This technique also allows the user to evaluate the influence of main and interaction parameters on the output response. Therefore, this technique was used in the present work to plan the experiments for investigating the tensile strength of hybrid composites. Using this technique, the output response of experimental observations was converted into a signal-to-noise (S/N) ratio that can be used to measure deviation of the output response from the desired response. The S/N ratio for tensile strength for the Al composites was considered under ��larger-the- better�� category, which was obtained as a function of logarithmic transformation as follows:
 (5)
(5)
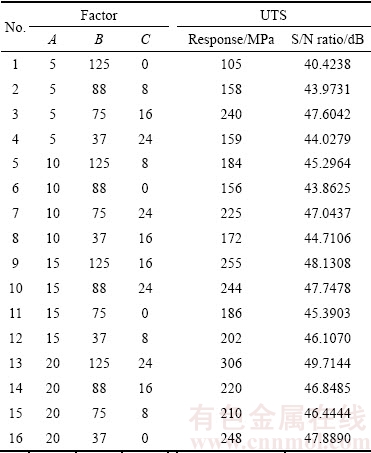
where n is the number of observations and y is the measured data for the ith experiment. It may be noted that a standard L16 orthogonal array depending on the number of parameters and their levels was selected for conducting the experiments. The experimental conditions along with results for UTS response of the composites are given in Table 5. Further, the results for the output response were converted into S/N ratio using Eq. (5).
Further, the signal-to-noise (S/N) ratio and analysis of variance (ANOVA) techniques were employed using Minitab-16 software in order to evaluate the influence of control parameters. Mathematically, the UTS of the hybrid composites as a function of control parameters (red mud content and size and the ageing time) can be expressed by the following equation:
y=f(A, B, C) (6)
Table 5 Experimental layout and results with S/N ratios for tensile strength of hybrid composites
In engineering problems, higher order interactions are insignificant and hence are not considered in the present case. Therefore, the ultimate tensile strength equation can be written as follows:
��s=b0+b1A+b2B+b3C+b4A��B+b5B��C+b6A��C (7)
where b0 is a constant, and b1, b2,������, b6 are the parametric coefficients. The values of these coefficients depend on the main and interactions effects. In the present investigation, regression equation was derived for UTS response using Minitab 17 software, which was validated by ANOVA to determine the significance of each term in the equation. All the parameters were also tested for their significance at 95% confidence level. The insignificant parameters were eliminated using student��s t-test since they do not influence the accuracy of the developed model.
4 Results and analysis
4.1 SEM analysis
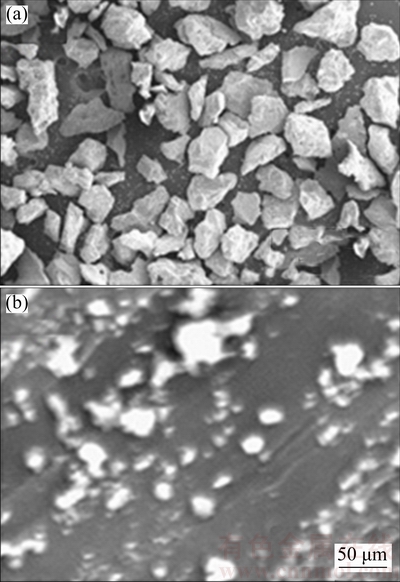
Fig. 4 SEM images indicating morphology of SiC particles with average size of 50 ��m (a) and red mud particles with average size of 37 ��m (b)
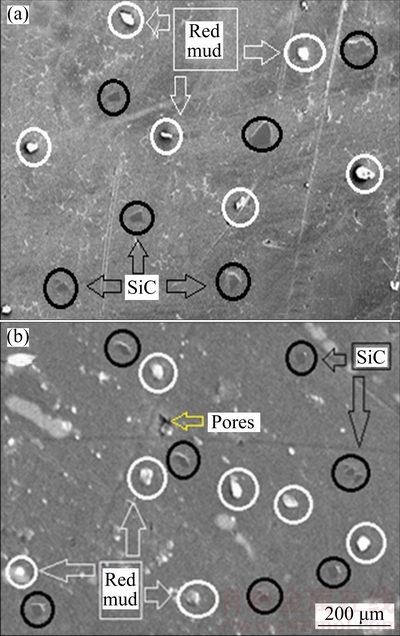
Fig. 5 SEM images for Al/5%SiC/5%red mud composites with ageing time of 24 h (a) and Al/5%SiC/20%red mud composites without ageing (b) with red mud particle size of 37 ��m
The morphological analysis of SiC and red mud particles used in the preparation of composite samples is shown in Fig. 4. It can be observed that the SiC particles are very abrasive in nature having sharp edges. The average size of SiC particles has been measured to be 50 ��m. On the other hand, the red mud particles are mostly spherical in shape and their size varies from a few microns up to 50 ��m. These particles are also seen to be bright in nature. Figure 5 presents the SEM images of the polished surfaces of Al/SiC/red mud hybrid composites containing different reinforcement contents and ageing time (under similar conditions of particle size). It can be observed that the reinforcements are adequately dispersed in the alloy matrix. Both of the hybrid reinforcements are detected in the SEM analysis of the developed composites. The composites are also observed to be free from any kind of casting defect including porosity, inclusion of slag and shrinkage (except exceptions at higher contents). These defects may result from poor bonding between the reinforcement and the matrix phase during casting and solidification process. This can lead to the degradation of mechanical strength of the composites. The average spacing between the particles is reduced with the increase in reinforcement content since the small sized red mud particles are seen to be dispersed throughout the composites. The homogeneous distribution of the reinforcing particles in the developed AMCs may be attributed to the set of parameters selected for fabrication of these composites. The micrographs indicate that the stirring process was adequate to achieve a homogenous composite structure. It may be noted that the solidification pattern of the composites (after mixing) is a key parameter in deciding the distribution of the particles in the composites. Actually, the distribution of the reinforcing particles is dependent on the density gradient between the particles and the alloy melt. The reinforcing particles have tendency to move in the vertical direction (depending on the density gradient) resulting in heterogeneous structure of the composites. These movements of the particles can be reduced by maintaining the melt temperature lower than the melting temperature [13,15,45]. Therefore, the reinforcing particles were added into the semi-solid alloy melt (at a temperature of 650 ��C) during fabrication of the composites. The increased viscosity of the melt restricts the motion of reinforcing particles along the vertical direction. This inhibits the sinking (as in case of SiC) as well as floating (as in case of red mud) of the reinforcing particles in the alloy melt. Therefore, the wettability and distribution of the particles are improved in the case of Al/SiC/red mud hybrid composites by using semi-solid casting process. The interface between the Al2024 alloy and the reinforcing particles is studied by high magnification micrographs, as presented in Fig. 6. The SiC particle has been found to form a clear interfacial bond within the composites, as shown in Fig. 6(a). The interface between two phases of the AMCs is also free from any kind of intermediate phases, which may result from interfacial reactions at higher temperature [39,46]. The formation of intermediate compounds at the interface reduces the wettability of reinforcing particles. This ultimately reduces the strength of the composites due to the decrease in load transfer capacity of the AMCs (from the alloy to reinforcement phase). A clean Al/SiC interface in the fabricated composites is an indication of good interfacial strength in these composites, which is prerequisite for obtaining superior tensile properties of these composites. Figure 6(b) also indicates that the red mud particles are adequately bonded with the alloy matrix. Some porosity can be clearly seen around the red mud particles, which may be attributed to poor bonding at the interface. It may be noted that the red mud particles contain different constituent elements (as indicated in Table 2) that have tendency to form intermediate compounds in the composites. Moreover, red mud particles have tendency to form particle clusters at higher reinforcement content. Due to this, the bonding property of these composites may be reduced in comparison to SiC particles. But, it is expected that the red mud particles will reduce the brittleness of Al/SiC composites possessing positive influence on strength characteristics. Overall, the SEM results have shown that the uses of optimum reinforcement content and the stirring parameters are helpful in obtaining AMHCs with isotropic set of properties.
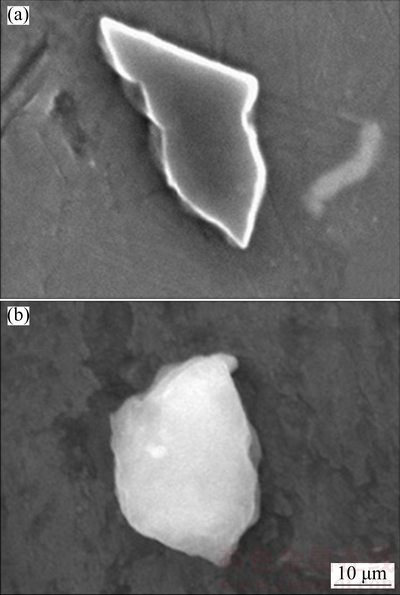
Fig. 6 High magnification images indicating interface of Al2024 alloy with SiC (a) and red mud particles (b)
4.2 EDS analysis
Figure 7 presents the EDS analysis results of red mud powder, Al2024 alloy and Al2024/5%SiC/20%red mud composites. Figure 7(a) shows the EDS analysis result of red mud powder used in preparation of compo- site samples. It can be observed that the oxygen (O) is present as a major constituent of the red mud powder (with a fraction of 52.55%). In addition to this, Al, Ca, Fe, Si, K and Cu are found to be constituent elements present in the red mud. Therefore, the elemental analysis of the red mud powder confirms the presence of major constituents such as Fe2O3, SiO2, TiO2 and CaO, as indicated in Refs. [37,38]. Further, Fig. 7(b) indicates that Al is present as a major element in Al2024 alloy with a fraction of 89.37%. The Cu, Mg and Mn are other constituent elements of this alloy. The presence of O may be attributed to the fact that the Al alloy is highly reactive with the environmental elements at higher temperatures. Figure 7(c) shows that various elements present in Al/5%SiC/20%red mud hybrid composite. The Al is present as a major peak in the EDS spectrum (with a fraction of around 71.83%) followed by O (with a fraction of nearly 16.74%). The other elements such as Si, Ti, Mn, Mg, Fe, Ca and Cu are also detected as minor peaks in the EDS analysis of the hybrid composites.
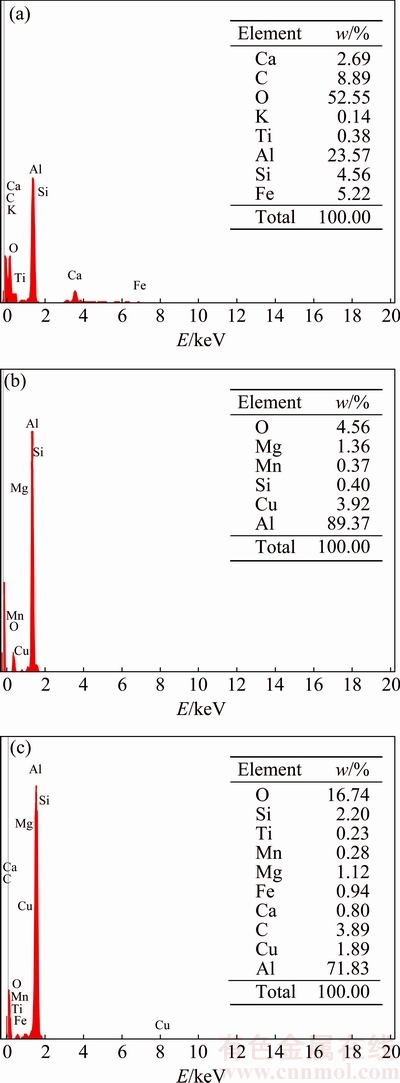
Fig. 7 EDS analysis results for red mud powder (a), Al2024 alloy (b) and Al/5%SiC/20%red mud composites (c)
It may be noted that Al, Cu Mg and Mn are the major constituent elements of Al2024 alloy and their compositions are reduced (from 89.37%, 3.92%, 1.36% and 0.37% to 71.83%, 1.89%, 1.12% and 0.28%, respectively) with the addition of hybrid reinforcements in the alloy. Further, Si and C are main constituents of SiC particles that are detected in the EDS spectrum of the hybrid composite. The presence of elements like O, Al, C, Ca, Ti, Fe and Si in the EDS spectrum confirms the presence of red mud particles in the hybrid composites. Therefore, the EDS analysis is an indication of successful incorporation of reinforcing particles in the Al alloy. It has been revealed in the previous studies that the constituent elements of Al2024//SiC/red mud composites can react at higher temperature to form intermetallic phases [47]. The presence of various elements especially Fe can degrade mechanical properties of the composites due to reduction in the interfacial strength. The EDS analysis of the Al/SiC/red mud hybrid composites indicates that the addition of red mud powder up to 20% (mass fraction) does not significantly increase the Fe content in the composites. The Fe content measured in the hybrid composites is 0.94%, which is an indication that the fabricated Al composite will exhibit adequate strength characteristics.
4.3 Density and porosity
Figure 8 shows the variations of average values of theoretical and experimental densities of various composite samples with respect to reinforcement content. It has been found that the theoretical density of the composites decreases linearly with the addition of the red mud particles. It may be noted that the theoretical density does not take into account the various experimental conditions such as formation of pores and casting defects (as per Eq. (3)). As the density of red mud particles is much lower in comparison to SiC particles and the Al2024 alloy, theoretical density of the hybrid composite is linearly reduced with addition of red mud particles (for fixed SiC contents) [32,41,42,48]. But, it may be noted that the experimental values indicate a different trend for the density of the hybrid composites. This may be attributed to the variations in the porosity level within the composites that are further dependent on the processing conditions, particle size and casting defects. Therefore, two factors compete for deciding the density of the resultant composites, i.e., red mud content and the porosity level. Initially, the experimental density decreases from 2.711 (for 5% red mud) to 2.641 g/cm3 (for 10% red mud). Moreover, porosity levels also increase from 3.351% to 4.795% (Fig. 9) on addition of reinforcement (from 5% to 10% of red mud content), which plays a dominant role in controlling the experimental density of the composites. On further addition of red mud particles (from 10% to 20%), the experimental density increases linearly from 2.641 to 2.691 g/cm3 due to the decrease in the porosity levels within the hybrid composites (from 4.795% to 0.811%). Overall, the experimental density of the composites is reduced by nearly 1%, while the porosity is reduced by more than 75% with increasing red mud content from 5% to 20% in the hybrid composites. Therefore, the addition of red mud reduces the porosity level and experimental density of the composites (Figs. 8 and 9), which are the prime requirements for the design of composites with superior mechanical performance. Therefore, it can be observed that the hybrid composite exhibits lower density in comparison to the pure alloy, i.e., the composites are light in weight compared with the alloy.
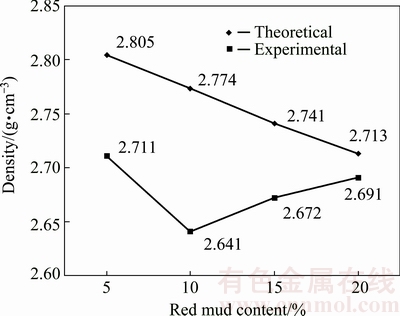
Fig. 8 Variations in theoretical and experimental densities of Al/SiC/red mud composites
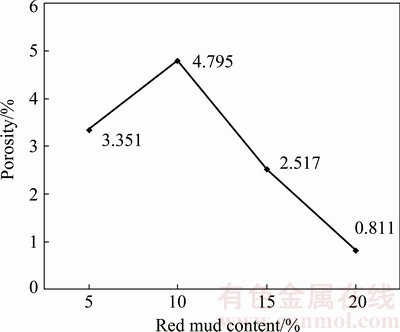
Fig. 9 Variations in porosity levels in Al/SiC/red mud composites
4.4 Tensile strength
4.4.1 Analysis of data means
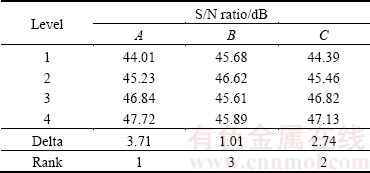
This analysis of data means for tensile strength has been done by evaluating the average of S/N ratio data for each level of control parameters. Firstly, the ranking of the factors has been done by using delta statistics. The value of delta represents absolute difference in the maximum value and minimum value of S/N ratio corresponding to each parameter. The factor with the highest value of delta has been ranked at the first position, while the parameter with the lowest value is ranked at the lowest position. Table 6 indicates the ranks of parameters based on the comparison of relative magnitude of S/N ratio effects for tensile strength response of the developed composites. It can be observed that the red mud content (A) has the highest value of delta and therefore it has been ranked the first followed by ageing time (C). The red mud particle size (B) has been found to exhibit the minimum influence as far as the tensile strength of the composites is concerned.
Table 6 Response of S/N ratios for tensile strength (larger is better)
Further, S/N response graphs are also drawn for tensile strength response of the composites in order to find the optimum combination of parameters. It may be noted that large value of the S/N ratio indicates lower variance of the output response around the desired value. Therefore, the largest value of S/N ratio is required for obtaining optimum response of tensile strength for the composites. Figure 10 presents the variations in the mean values of S/N ratio for UTS response of the composites for different levels of control parameters (red mud content, particle size and ageing time). Here, it can be observed that the mean value of S/N ratio increases with the increase in red mud content (from 5% to 20%) and the ageing time (from 0 to 24 h). This may be attributed to the increase in the interfacial area (between matrix and reinforcement phase) in the AMCs under these conditions. This ultimately increases the load transfer capacity (from the matrix to reinforcement phase) and the dislocation density (due to thermal punching effect) in the composites. This significantly improves the S/N ratio response for the developed composites with the increase in red mud content and the ageing time. Further, if we analyze the influence of particle size, it can be observed that the mean S/N ratio is initially improved with the increase in particle size followed by a decreasing trend. Therefore, the particle size exhibits fluctuating influence on the mean S/N ratio for tensile strength response of the composites. This may be attributed to the variations in the porosity level within the composites that significantly control the failure mechanism of these composites. The formation of micro-pores at the interface can lead to eventual failure of the composites. Overall, the red mud content of 20%, particle size of 75 ��m and ageing time of 24 h are found to be optimum levels of control parameters for obtaining maximum tensile strength for the composites. Therefore, A4B3C4 has been selected as the best parameter combination for the tensile strength response of the hybrid composites.
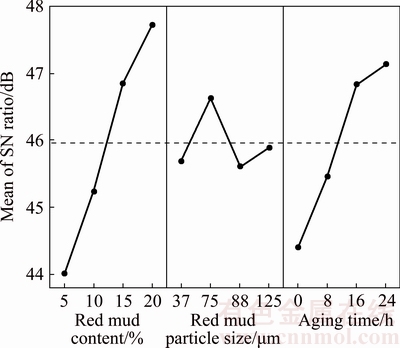
Fig. 10 Main effects plots for S/N ratio for tensile strength response (larger is better)
The improvement in the quality characteristics of the hybrid composites at optimum levels of parameters has been predicted and verified by conducting a confirmation experiment. The confirmation experiment has been performed with optimum levels of parameters and the experimental results for tensile strength of the composite have been evaluated. The experimental results are compared with the predicted responses to check the adequacy of the results. The experimental response for UTS has been obtained by following a standard procedure as discussed in Section 2, while the predicted response for S/N ratio (No) has been obtained from following equation:
 (8)
(8)
where Nm is the total mean S/N ratio, Ni is the mean at optimum level and n is number of main design parameters. The optimum combination of parameters along with the UTS response is presented in Table 7 and the predicted response has been found to be in good agreement with the observed results. The deviation in the theoretical and experimental values of UTS has been found to be 1.262%, which indicates the adequacy of the obtained results. Further, the UTS response of the pure Al2024 alloy has been obtained under similar conditions for comparison purpose. It has been noticed that the hybrid composites exhibit 34% higher UTS in comparison to the pure alloy under optimized parametric levels (Table 7). Moreover, the hybrid composites have lower density compared with the pure alloy. Therefore, these composites can be considered as a candidate material in various engineering applications that require high specific strength.
4.4.2 ANOVA modelling
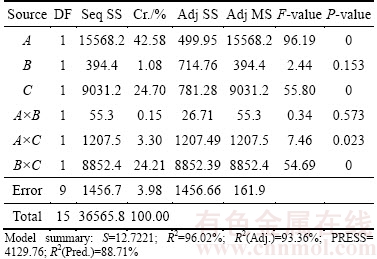
In order to obtain a clear picture about the influence of control parameters on the strength characteristics of the developed composites, ANOVA technique has been used. All of the main parameters (A, B and C) and their interaction effects (A��B, A��C and B��C) are analyzed for their significant contribution in the output response. The ANOVA analysis has been carried for the experimental results presented in Table 5 with a confidence level of 95%. In order to check the significance of parameters, P-test has been conducted for all parameters. If the P-value for a parameter is less than 0.05, then it is considered to possess significant contribution in the output response. The contribution of each parameter is obtained by dividing the sum of squares for each parameter with the total sum of squares. The adequacy of the model used for ANOVA analysis is checked by evaluating the value of R2 that represents the degree of variation and fit of a model. The results of ANOVA analysis for UTS behavior of the composites are presented in Table 8. It has been found that the red mud content and the aging time have contributions of 42.57% and 24.70%, respectively, in the tensile strength of hybrid composite. The third most influential factor found in this analysis is the interaction between the particle size and the ageing time (i.e., B��C) that has a contribution of 24.21%. If we analyze the P-values obtained for all the factors, it can be observed that the red mud content (A), ageing time (C), interaction between red mud content and particle size (A��B) and interaction between particle size and ageing time (B��C) are the significant factors. Therefore, these parameters will be considered for development of a mathematical model for the tensile strength of the developed composites. Table 8 also shows that value of R2 for ANOVA-model used in this study is greater than 95% and therefore this model provides excellent fit regarding the influence of parameters on response characteristics.
Table 7 Results of confirmation test for tensile strength of hybrid composite

Table 8 Analysis of variance for S/N ratios for tensile strength response
The correlation between the controllable parameters and the UTS response was obtained using linear regression equations (on consideration of all the significant parameters). After determining the coefficients of Eq. (7), the regression equation for tensile strength was developed as below:
��s=197.4+4.77A-4.31C-0.0113A��B-0.2681A��C+0.1290B��C (9)
The values of UTS response can be evaluated within the certain range of factors by using Eq. (9). It can be seen that the factor A (red mud content) has maximum value of the coefficient indicating that it has maximum influence on the strength characteristics of the composites. The adequacy of the model represented by this equation was verified by drawing the normal probability plot (for residuals) and the correlation graph (between experimental and the predicted response). Figures 11 and 12 present the probability plot and the correlation graph for the developed model. Both of the graphs indicate that the points are very close to the fitted lines. Therefore, Eq. (8) can be used for evaluating the UTS behavior of the hybrid composites under specified range of the parameters (i.e. A, B and C).

Fig. 11 Normal probability plot of residuals for tensile strength of hybrid composites
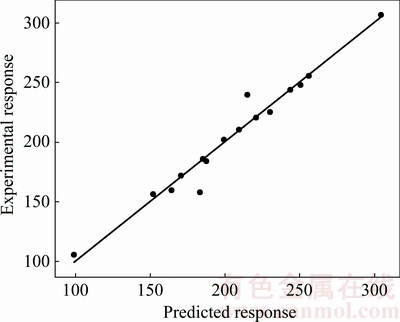
Fig. 12 Correlation graph for predicted and experimental response for tensile strength
4.4.3 Fracture analysis
This analysis provides the information regarding the failure behavior of the composites, i.e., brittle failure (formation of cleavage facets) or ductile fracture (dimples formation). To analyze the mechanism of failure of composites, SEM examination of the broken surfaces has been acquired for different composite samples (Fig. 13). Figure 13(a) presents SEM micrograph of the Al/5%SiC/5%red mud hybrid composite and it can be observed that the failure of the composite under tensile load has taken place by means of brittle fracture. The surface appears to be flat and no significant plastic deformation can be observed in the micrograph. During application of tensile load, the micro-cracks are formed at the points of micro-voids or micro-pores leading to the formation of cleavage facets. These facets grow in size with increase of load and move along the transverse planes propagating the cracks to the surface. Although large sized dimples can also be observed on the fractured surface of the composites, the failure of the composites is mainly controlled by formation of cleavage facets without significant shear flow of the surface.
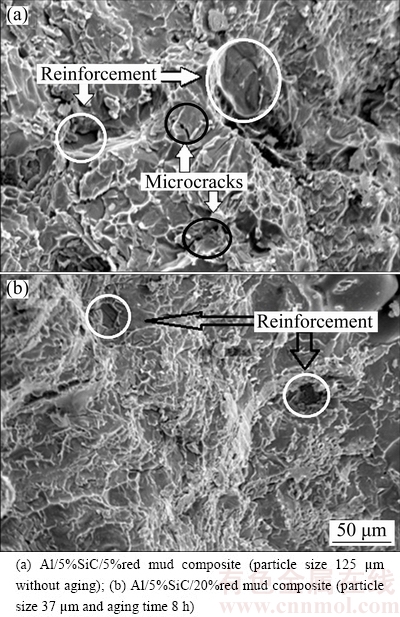
Fig. 13 SEM images of fractured surfaces under tensile test
Further, Fig. 13(b) reveals that the fractured surface of Al/5%SiC/20%red mud composite has undergone considerable shear flow before failure. The phenomenon of formation of small-sized dimples has increased in case of Al/5%SiC/20%red mud composite. The failure of the composite is due to the combination of the ductile and brittle fracture. In this case, debonding of reinforcing particles has resulted in large shear flow (plastic deformation) of the fractured surface. The micrograph indicates that the formation of cleavage at the grain boundaries has been reduced compared with the earlier case. Therefore, the brittleness of the Al composite is reduced with the increase in red mud content. It may be noted that it is difficult to find the points of failure during brittle fracture due to unavoidable crack propagation that may start from micro-voids or cavities [49]. Therefore, the brittleness of the material should be reduced to minimum extent in order to improve the strength of composites. As the material becomes more brittle at longer aging time and lower red mud contents, brittle fracture is more predominant under these conditions. It can be observed that the fabricated composites exhibit different strength levels depending upon the values of these control parameters. Therefore, these parameters must be taken into consideration for design of various components using these materials.
5 Conclusions
1) The microstructural analysis of the Al composites indicates uniform distribution of the reinforcement particles. The hybrid particles are also found to be adequately bonded in the hybrid composites. The elemental analysis of the composites detects various elements like O, C, Ca, Al, Fe, Cu, Mg and Si, indicating the presence of major constituents in the composites.
2) It has been noted that density and porosity of the composites are reduced with the increase in the red mud content. The tensile strength of the hybrid composites is increased with the increase in red mud content (5%-20%) and the ageing time ( 0-24 h).
3) As far as the tensile strength of the composites is concerned, the red mud content has been found to exhibit maximum influence followed by the ageing time. It has been noticed that the level of error for investigating the tensile strength of the composites remains within the acceptable limits (about 1.262%).
4) The ANOVA analysis indicates that the contributions of red mud content and ageing time are 42.58% and 24.70%, respectively. The red mud particle size does not exhibit significant contribution as far as the UTS of hybrid composites is concerned.
5) The morphological analysis of the fractured surfaces indicates that the failure of the hybrid composites takes place due to the combination of brittle and ductile mechanisms.
6) Overall, the addition of red mud reinforcement reduces the brittleness of the Al/SiC/red mud composites while improving the strength level. Further, the hybrid composite exhibits superior strength level (about 34% higher) than the pure alloy under optimized conditions.
References
[1] MATTHEW F L, RAWLING R. Composite materials engineering and science [M]. London: Chapman and Hall, 1994.
[2] SURAPPA M K. Aluminium matrix composites: Challenges and opportunities [J]. Sadhana, 2003, 28(1-2): 319-334.
[3] PRAMANIK A. Effects of reinforcement on wear resistance of aluminum matrix composites [J]. Transactions of Nonferrous Metals Society of China, 2016, 26(2): 348-358.
[4] KEVORKIJAN V M. Aluminium composites for automotive applications: A global perspective [J]. JOM, 1999, 51: 54-58.
[5] CHAWLA N, CHAWLA K K. Metal matrix composites [M]. New York: Springer-Verlag, 2005.
[6] CHEN Guo-qin, XIU Zi-yang, YANG Wen-shu, JIANG Long-tao, WU Gao-hui. Effect of thermal-cooling cycle treatment on thermal expansion behavior of particulate reinforced aluminum matrix composites [J]. Transactions of Nonferrous Metals Society of China, 2010, 20(11): 2143-2147.
[7] CHAWLA N, SHEN Y L. Mechanical behaviour of particulate reinforced metal matrix composites [J]. Advanced Material Processes, 2001, 3(6): 357-370.
[8] HAHSINS J, LOONAY I, HASHNI M S J. Metal matrix composites production by stir casting method [J]. Journal of Materials Processing Technology, 199, 92: 1-7.
[9] NAHER S, BABAZON D, LOONAY L. Simulation of stir casting process [J]. Journal of Materials Processing Technology, 2003, 30: 76-95.
[10] SAHIN Y. Preparation and some properties of SiC particle reinforced aluminum alloy composites [J]. Materials and Design, 2003, 24: 671-679.
[11] URENA A, MARTINEZ E E, RODRIGO P, GIL L. Oxidation treatments for SiC particles used as reinforcement in aluminium matrix composites [J]. Composites Science and Technology, 2004, 64: 1843-1854.
[12] AMIRKHANLOU S, NIROUMAND B. Fabrication and characterization of Al356/SiCp semisolid composites by injecting SiCp containing composite powders [J]. Journal of Materials Processing Technology, 2012, 212: 841-847.
[13] ALLWYN KINGSLY GLADSTON J, MOHAMED SHERIFF N, DINAHARAN I, DAVID RAJA SELVAM J. Production and characterization of rice husk ash particulate reinforced AA6061 aluminum alloy composites by compocasting [J]. Transactions of Nonferrous Metals Society of China, 2015, 25(3): 683-691.
[14] KOK M. Production and mechanical properties of Al2O3 particle- reinforced 2024 aluminium alloy composites [J]. Journal of Material Processing Technology, 2005, 161: 1381-1387.
[15] GUAN Li-na, GENG Lin, ZHANG Hong-wei, HUANG Lu-jun. Effects of stirring parameters on microstructure and tensile properties of (ABOw+SiCp)/6061 Al composites fabricated by semi-solid stirring technique [J]. Transactions of Nonferrous Metals Society of China, 2011, 21(2): 274-279.
[16] OZBEN T, KILICKAP E, CAKIR O. Investigation of mechanical and machinability properties of SiC particle reinforced Al-MMC [J]. Journal of Materials Processing Technology, 2008, 198: 220-225.
[17] WANG Kang, LI Wen-fang, DU Jun, TANG Peng, CHEN Ji-yin. Preparation, thermal analysis and mechanical propertied of in-situ Al2O3/SiO2(p)/Al composites fabricated by using zircon tailing sand [J]. Materials and Design, 2016, 99: 303-316.
[18] JEBEEN MOSES J, DINAHARAN I, JOSEPH SEKHAR S. Prediction of influence of process parameters on tensile strength of AA6061/TiC aluminum matrix composites produced using stir casting [J]. Transactions of Nonferrous Metals Society of China, 2016, 26(6): 1498-1511.
[19] MAZAHERY A, SHABAN M O. Characterization of cast A356 alloy reinforced with nano SiC composites [J]. Transactions of Nonferrous Metals Society of China, 2012, 22(2): 275-280.
[20] EL-GALLAB M, SKLAD M. Machining of Al/SiC particulate metal-matrix composites. Part I: Tool performance [J]. Journal of Materials Processing Technology, 1998, 83(1-3): 151-158.
[21] BEYGI H, SAJJADI S A, ZEBARJAD S M. Microstructural analysis and mechanical properties of aluminium matrix nanocomposites reinforced with uncoated and Cu-coated alumina particles [J]. Materials Science and Engineering A, 2014, 607: 81-88.
[22] SINGH J. Fabrication characteristics and tribological behaviour of Al/SiC/Gr hybrid aluminum matrix composites: A review [J]. Friction, 2016, 4(3): 191-207.
[23] HU Cheng-jin, YAN Hong-ge, CHEN Ji-hua, SU Bin. Microstructures and mechanical properties of 2024Al/Gr/SiC hybrid composites fabricated by vacuum hot pressing [J]. Transactions of Nonferrous Metals Society of China, 2016, 26(5): 1259-1268.
[24] RAJMOHAN T, PALANIKUMAR K. Experimental investigation and optimization in drilling hybrid aluminium matrix composites [J]. Transactions of Nonferrous Metals Society of China, 2012, 22: 1286-1298.
[25] JANBOZORGI M, SHAMANIAN M, SADEGHIAN M, SEPEHRINIA P. Improving tribological behavior of friction stir processed A413/SiCpsurface composite using MoS2 lubricant particles [J]. Transactions of Nonferrous Metals Society of China, 2017, 27(2): 298-304.
[26] RAJMOHAN T, PALANIKUMAR K, RANGANATHAN S. Evaluation of mechanical and wear properties of hybrid aluminium matrix composites [J]. Transactions of Nonferrous Metals Society of China, 2013, 23: 2509-2517.
[27] ALANEMEA K K, ADEMILUA B O, BODUNRIN M O. Mechanical properties and corrosion behaviour of aluminium hybrid composites reinforced with silicon carbide and bamboo leaf ash [J]. Tribology in Industry, 2013; 35(1): 25-35.
[28] ZHAO Long-zhi, ZHAO Ming-juan, YAN Hong, CAO Xiao-ming, ZNANG Jin-song. Mechanical behaviour of SiC foam-SiC particles/Al hybrid composites [J]. Transactions of Nonferrous Metals Society of China, 2009, 19(S3): s547-s551.
[29] SINGH JASWINDER, CHAUHAN AMIT. Characterization of hybrid aluminum matrix composites for advanced applications��A review [J]. Journal of Materials Research and Technology, 2016, 5(2): 159-169.
[30] SINGH J, CHAUHAN A. Overview of wear performance of aluminium matrix composites reinforced with ceramic materials under the influence of controllable variables [J]. Ceramics International A, 2016, 42(1): 56-81.
[31] SINGH J, CHAUHAN A. A review on sliding wear behaviour of aluminium matrix composites with hybrid reinforcements for automotive applications [J]. Tribology Online, 2014, 9(3): 121-134.
[32] PRASAD D S, SHOBA C, RAMANAIAHET N. Investigations on mechanical properties of aluminum hybrid composites [J]. Journal of Materials Research and Technology, 2014; 3(1): 79-85.
[33] RAHIMI B, KHOSRAVI H, HADDAD-SABZEVAR M. Microstructural characteristics and mechanical properties of Al-2024 alloy processed via a rheocasting route [J]. International Journal of Minerals Metallurgy and Materials, 2015, 22(1): 59-67.
[34] CHEN An-long, ARAI Y, TSUCHIDA E. An experimental study on effect of thermal cycling on monotonic and cyclic response of cast aluminium alloy-SiC particulate composites [J]. Composites Part B: Engineering, 2005, 36(4): 319-330.
[35] YANG Zhen-yu, LU Zi-xing. Atomistic simulation of the mechanical behaviours of co-continuous Cu/SiC nanocomposites [J]. Composites Part B: Engineering, 2013, 44: 453-457.
[36] SONG Min. Effects of volume fraction of SiC particles on mechanical properties of SiC/Al composites [J]. Transactions of Nonferrous metals Society of China, 2009, 19(6): 1400-1404.
[37] AKINCI A, ARTIR R. Characterization of trace elements and radionuclides and their risk assessment in red mud [J]. Materials Characterization, 2008, 59: 417-421.
[38] XUE Sheng-guo, ZHU Feng, KONG Xiang-feng, WU Chuan, HUANG Ling, HUANG Nan, HARTLEY W. A review of the characterization and revegetation of bauxite residues (Red mud) [J]. Environmental Science and Pollution Research, 2016, 23: 1120-1132.
[39] GENG Lin, ZHANG Hong-wei, LI Hao-ze, GUAN Li-na, HUANG Lu-jun. Effects of Mg contents on microstructure and mechanical properties of SiCp/Al-Mg composites fabricated by semi solid and stirring technique [J]. Transactions of Nonferrous metals Society of China, 2010, 20(10): 1851-1855.
[40] SUN Chao, SONG Min, WANG Zhang-wei, HE Yue-hui. Effect of particle size on the microstructures and mechanical properties of SiC-reinforced pure aluminum composites [J]. Journal of Materials Engineering and Performance, 2011, 20: 1606-1612.
[41] RAVINDRAN P, MANISEKAR K, NARAYANASAMY P, RATHIKA P. Tribological properties of powder metallurgy -processed aluminium self lubricating hybrid composites with SiC additions [J]. Materials and Design, 2013, 45: 561-570.
[42] RAVINDRAN P, MANISEKAR K, VINOTH KUMAR S, RATHIKA P. Investigation of microstructure and mechanical properties of hybrid aluminum nano composites with the additions of solid lubricants [J]. Materials and Design, 2013, 51: 448-556.
[43] PHADKE M S. Quality engineering using robust design [M]. New Jersey: Prentice-Hall, 1989.
[44] ROSS P J. Taguchi techniques for quality engineering: Loss function, orthogonal experiments, parameter and tolerance design [M]. 2nd ed. New York: McGraw-Hill, 1996.
[45] SAJJADI S A, EZATPOUR H R, PARIZI M T. Comparison of microstructure and mechanical properties of A356 aluminum alloy/Al2O3 composites fabricated by stir and compo-casting processes [J]. Materials and Design, 2012, 34: 106-111.
[46] MA Chun-xue, YU Jia-kang, XUE Chen, ZHANG Zhi-qing. Interfacial reactions and bending strength of SiC/A356/FeNi50 composite fabricated by gas pressure infiltration [J]. Transactions of Nonferrous Metals Society of China, 2013, 23(8): 2229-2235.
[47] FATHY A, EL-KADY Omyma, MOHAMMED M M Moustafa. Effect of iron addition on microstructure, mechanical and magnetic properties of Al-matrix composite produced by powder metallurgy route [J]. Transactions of Nonferrous Metals Society of China, 2015, 25(1): 46-53.
[48] RAVINDRAN P, MANISEKAR K, NARAYANASAMY R, NARAYANASAMY P. Tribological behaviour of powder metallurgy-processed aluminium hybrid composites with the addition of graphite solid lubricant [J]. Ceramics International, 2013, 39: 1169-1182.
[49] BALASUBRAMANIAM I, MAHESWARAN R. Effect of inclusion of SiC particulates on the mechanical resistance behaviour of stir-cast AA6063/SiC composites [J]. Materials and Design, 2015, 65: 511-520.
���������Ʊ�����Al2024/SiC/���ิ�ϲ��ϵ����ԺͿ���ǿ��
Jaswinder SINGH1, Amit CHAUHAN2
1. University Institute of Engineering and Technology, PUSSGRC, Hoshiarpur, Punjab 146023, India;
2. University Institute of Engineering and Technology, Panjab University, Chandigarh 160014, India
ժ Ҫ�����ý������켼���Ʊ�SiC����(5%����������)�ͳ���(5%~20%����������)������ǿ2024�������ϲ��ϡ�����ɨ���������(SEM)�͵�������(EDS)���������ϳɵĸ��ϲ��ϣ����⣬����Taguchiʵ����Ʒ������Ի��Ӹ��ϲ��ϵĿ���ǿ�ȡ�������������Ӹ��ϲ����е���ǿ������ɢ���ȣ���ϳ�֣����ϲ��ϵ��ܶȺͿ�϶��������ǿ�庬�������Ӷ����ͣ�����ǿ�����ų��ຬ����ʱЧʱ������Ӷ����ӣ����ϲ����г��ຬ���Կ���ǿ��Ӱ����������ʱЧʱ�䡣������˵����������Al2024���Ͻ���ȣ����Ͻ�/SiC/���ิ�ϲ������Ż������¾��и�����Ŀ���ǿ��(��34%)��
�ؼ��ʣ��������ϲ��ϣ�������ǿ�壻����ǿ�ȣ����ࣻ�������죻���ݷ�����ɨ��羵����(SEM)
(Edited by Bing YANG)
Corresponding author: Jaswinder SINGH; Tel: +91-8146592592; E-mail: jaswinder_80@yahoo.co.in
DOI: 10.1016/S1003-6326(17)60285-1
Abstract: The stir casting technique was used to fabricate aluminum 2024 matrix hybrid composites reinforced with SiC (5%, mass fraction) and red mud (5%-20%, mass fraction) particles. The developed composites were characterized by using scanning electron microscopy (SEM) and electron dispersive spectrum (EDS) techniques. Further, Taguchi��s approach of experimental design was used to examine the tensile strength of the hybrid composites (with minimum number of experiments). It was found that the reinforcing particles were well dispersed and adequately bonded in the hybrid composites. The density and porosity of the hybrid composites were reduced with the increase in reinforcement content. The tensile strength of the composites increased with the increase in the red mud content and the ageing time. The developed model indicated that the red mud content had the highest influence on the tensile strength response followed by the ageing time. Overall, it was found that Al2024/SiC/red mud composites exhibited superior tensile strength (about 34% higher) in comparison to the Al2024 alloy under optimized conditions.
