
Article ID: 1003-6326(2005)02-0261-05
Selective laser sintering of polymer-coated Al2O3/ZrO2/TiC ceramic powder
BAI Pei-kang(���), CHENG Jun(�� ��), LIU Bin(�� ��)
(Department of Materials Science and Engineering, North University of China, Taiyuan 030051, China)
Abstract:
A type of polymer-coated Al2O3/ZrO2/TiC ceramic powder was prepared. The laser sintering mechanism of polymer-coated Al2O3/ZrO2/TiC powder was investigated by studying the dynamic laser sintering process. It is found that the mechanism is viscous flow when the sintering temperature is between 80�� and 120��, and it is melting/solidification when the temperature is above 120��. The process parameters of selective laser sintering were optimized by using ortho-design method. The results show that the optimal parameters include laser power of 14W, scanning velocity of 1400mm/s, preheating temperature of 50�� and powder depth of 0.15mm. A two-step post-treatment process is adopted to improve the mechanical properties of laser sintered part, which includes polymer debinding and high temperature sintering. After vacuum sintering for 2h at 1650��, the bending strength and fracture toughness of Al2O3/ZrO2/TiC ceramic part reach 358MPa and 6.9MPa��m1/2, respectively.
Key words:
selective laser sintering; polymer-coated Al2O3/ZrO2/TiC ceramic powder; post-treatment process; mechanical properties CLC number: TN249; TQ174;
Document code: A
1 INTRODUCTION
Much interest has been focused on selective laser sintering(SLS) technology of ceramic powder, which can rapidly produce a solid ceramic component or casting shell with complicated contour, directly from a CAD model by using successive layers of fine ceramic powder. The fabricating process includes preparing the polymer-coated ceramic powder, selective laser sintering and post treatment. Compared with the traditional manufacturing process of ceramic components, it has the advantages of short producing cycle, low cost and good working flexibility[1-3].
There are few reports on this technology. In 1992, Bourell et al[4] investigated the selective laser sintering process of binary ceramic/glass blends, with composition of 95Al2O3, 3TiO2, 0.75SiO2, 0.46Fe2O3, 0.25MgO and 1NH4H2PO4. After SLS processing, a post-process firing schedule was used to decompose the polymer and sinter the remaining ceramic material. Final relative densities of ceramic sample of 84%-96% were obtained. In 2001, DENG et al[5] investigated the laser sintering mechanism of binary Al2O3/NH4H2PO4 mixed powder. However, the study on selective laser sintering of polymer-coated Al2O3/ZrO2/TiC composite powder was seldom reported.
In this paper, a new type of polymer-coated Al2O3/ZrO2/TiC ceramic powder was fabricated. Its laser sintering mechanism and the effect of laser sintering process parameters on prototyping properties, as well as post-treatment process of laser sintered part were studied.
2 EXPERIMENTAL
2.1 Fabrication of polymer-coated ceramic powder
Powder with average grain size of 0.2��m, and purity of 99.99% for Al2O3 was used. Both ZrO2 and TiC were 99.99% pure and the grain size was about 0.5��m. The composite powder was milled for 36h in media containing high-purity Al2O3 balls and pure ethyalcohol. After cleaned and dried, the composite ceramic powder was added into 4%(mass fraction) liquid polymer, which was the mixture of wax and polymethylmethacrylate(PMMA) dissolved in carbon tetrachloride. Then, the mixture was dried and crashed into little particles. Finally, particles were ground into fine particles in the crucial point machine, and the polymer-coated Al2O3/ZrO2/TiC ceramic powder was prepared. The particle size of this powder is 50��m, with the maximum particle diameter of 56��m. The composition of the prepared powder is listed in Table 1[6].
2.2 Selective laser sintering of polymer-coated ceramic powder
Table 1 Composition of polymer-coated Al2O3/ZrO2/TiC ceramic powder (volume fraction, %)

The laser sintering experiments of polymer-coated ceramic powder were conducted on the self-developed laser sintering machine (LLS-500D), as shown in Fig.1.
Fig.1 Laser sintering machine(LLS-500D)
The major technical parameters[7] of the laser sintering machine include:
Max prototype size: d400mm��500mm
Prototype precision: ��0.2mm
Laser: 100W synrad CO2 laser
Laser beam width: 0.20mm
Laser beam length: 0.20-50mm
Laser scanning velocity: ��5m/s
Laser power, laser scanning velocity, powder depth, as well as preheating temperature are the most important factors influencing the prototyping quality. For the laser sintering machine (LLS-500D), in the certain condition of powder spreading, the prototyping quality is described as follows:
d=f (P, v, ��, ��)(1)
where d is the sintering depth, representing the prototyping quality, P is the laser power, v is the laser scanning velocity, �� is the powder spreading depth, and �� is the preheating temperature.
The experimental method of ortho-design was adopted to study the effects of above four parameters on prototyping quality. Factor levels are listed in Table 2.
Table 2 Factor level of orthogonal experiment
2.3 Post-treatment
In order to improve the mechanical properties of SLS processed part (green part), a post-treatment process was adopted to decompose the polymer and sinter the remaining material, similar to post processing of metal or ceramic injection molded parts[8]. The post-treatment process included two steps: debinding and high temperature sintering. SLS parts were heated at a heating rate of 100��/h to 300�� and held for 1h, then heated to 450�� and held for 2h. They were then heated at the same rate to 1650�� and held for 2h before cooling at cooling rate of 30��/h. The two-step process was conducted in vacuum sintering furnace.
2.4 Mechanical properties measurement
The densities of specimens were measured with Archimedes method and changed into relative density through calculation. Strength measurements were obtained by three-point bending method using an Instron 4206 materials testing machine with a loading speed of 0.05mm/min. By using single edge notched beam (SENB) technique, the fracture toughness was gotten. Microstructures of parts were observed under Hitachi S-530 Scanning Electron Microscope(SEM).
3 RESULTS AND ANALYSES
3.1 Laser sintering mechanism
During selective laser sintering of polymer-coated Al2O3/ZrO2/TiC ceramic powder, the polymer plays the role as binder, which can bind the ceramic particle and form the prototype. Binding takes place by laser induced localized heat, and the duration of the laser beam at any powder particle is short, typically between 0.5 and 25ms. Therefore the thermally-induced binding reactions must be kinetically rapid. For laser sintering of plastics, two mechanisms are reported by Scherer[9]. One is the viscous flow when the powder has appropriate temperature-dependent viscosity and the other is melting.
Based on our study for dynamic process of selective laser sintering of polymer-coated Al2O3/ZrO2/TiC ceramic powder, the laser sintering mechanism is reported, which can be used to explain migrating mode of the material during laser sintering process.
At the early stage of sintering, when the sintering temperature is above 80��, corresponding to the melting point of wax, the laser beam heats the powder bed locally, inducing melting of the low melting point polymer (wax) only. Wax at the surface of big particles (particles agglomerated by small polymer-coated ceramic particles in fact) melts completely, while the melting of the polymer inside the big particle is limited, which appears in semi-melting or solid state, as shown in Fig.2. Viscous flow is the major mechanism.
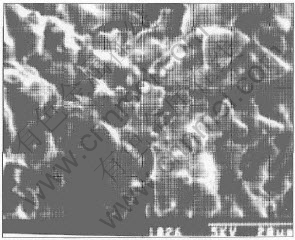
Fig.2 Micrograph of laser sintered part showing viscous flow mechanism
Viscous flow can be described using a two-sphere model[10]. The neck of radius y joining two spheres of radius grows according to the following equation:
y2/a=2/3(��/��) (y/a��0.3)(2)
where �� is the particle surface tension and �� is the thermally activated energy.
With the decrease of surface tension, the diameter of the spherical pores decreases with time. The decreasing rate is given by[11]
dr/dt= -3/4(��/��)(3)
where r is the pore diameter, �� is the surface tension and �� is the polymer viscosity.
When the temperature is above 120��, corresponding to the melting point of PMMA, PMMA melts and quantity of melting polymer inside the big particle increases, so the fluidity gets better. The melting polymer wets the little ceramic particles inside the big particles and fills in the pores among big particles, as shown in Fig.3. The sintering mechanism can be described as melting /solidification during this stage.
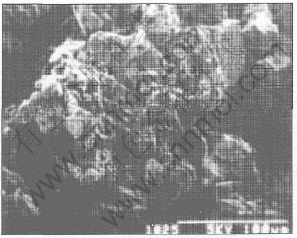
Fig.3 Micrograph of sintered part showing melting/solidification mechanism
Little solid ceramic powder is wetted, coated and bonded by liquid polymer. The viscosity of solid-liquid phase is given by[12]
��sl=[��l(1-ws/��m)]-2(4)
where ��l is the viscosity of liquid phase of polymers, ws is the mass fraction of solid phase and ��m is a critical volume fraction at which the mixture has the infinite viscosity.
3.2 Optimal laser sintering parameters
The sintering densities(g/cm3) based on the experimental results are
��1=2.348 ��2=2.390 ��3=2.350
��4=2.045 ��5=2.082 ��6=2.046
��7=2.036 ��8=2.050 ��9=2.121
By using equation square analysis method, the equation square sum order of the respective factor is obtained:
SB>SC>SA>SD
So the factors have the following priority sequence: scanning velocity, powder depth, laser power and preheating temperature. The optimal sintering parameters are listed in Table 3.
Table 3 Optimal laser sintering parameters
In the optimal condition, the sintering density is 2.421g/�M3, corresponding to relative density of 62%.
3.3 Effect of post-treatment process on mechanical properties
During the laser sintering process, the polymer melts and binds the ceramic powder together. The laser sintered part is porous with low relative density, which makes the part have poor mechanical properties.
In the two-step post-process heat treatment, the polymer binder is removed in the process of debinding. Wax depolymerizes between 250�� and 300��, and PMMA depolymerizes between 350�� and 450��, by chain breakdown at tertiary atoms, resulting in the gaseous release of methylmethacrylate monomers. Fig.4 illustrates that the debinded part is porous, with feeble cohesive force among particles.
Fig.5 shows that in the process of high temperature sintering at 1650��, the ceramic particles of Al2O3, ZrO2 and TiC are sintered together, and most of the pores are eliminated. The relative density of finished part increases to 90%-95%, with mechanical properties greatly improved, as listed in Table 4.
Fig.4 SEM micrograph of debinded part
Fig.5 SEM micrograph of high temperature sintered part (1650��)
Table 4 Mechanical properties of high temperature sintered part

Fig.6 shows the micrograph of Al2O3-ZrO2-TiC composites. Based on the energy spectrum analysis, the white phase is Al2O3, the dark phase is ZrO2 and the gray one is TiC. The second reinforced phase particles of ZrO2 and TiC are embedded in the Al2O3 matrix phase grains. It has been reported that the addition of ZrO2 and TiC makes the fracture toughness of Al2O3 matrix ceramics increase further by refining grains and dispersion toughening[13]. The addition of ZrO2 and TiC particles introduces second phases in Al2O3 matrix, which can impede the migration of the grain boundary and grain growth, as a result, Al2O3 grains are refined. As we all know, fine grains make the strength and fracture toughness of Al2O3 ceramic increase. In addition, the dispersion of ZrO2 and TiC in Al2O3 matrix leads to the formation of multiphase microstructure. The second phase impedes the propagation of cracks, which causes the fracture energy to increase and hence improves the strength and fracture toughness of Al2O3 ceramic.
Fig.6 Micrograph of Al2O3-ZrO2-TiC composites
4 CONCLUSIONS
1) A type of polymer-coated Al2O3/ZrO2/TiC ceramic powder was fabricated, and its laser sintering experiments were conducted on the self-developed laser sintering machine (LLS-500D). The experiment result proves that the powder has good prototyping properties.
2) The laser sintering mechanism of polymer-coated Al2O3/ZrO2/TiC powder was investigated by studying the dynamic laser sintering process. When the sintering temperature is between 80�� and 120��, the viscous flow is the major mechanism. When the temperature is above 120��, the mechanism can be described as melting /solidification.
3) By using ortho-design experiment method, the process parameters of laser sintering were optimized. The results show that the optimal parameters include laser power of 14W, scanning velocity of 1400mm/s, preheating temperature of 50�� and powder depth of 0.15mm.
4) A two-step post-treatment process was adopted to improve the mechanical properties of laser sintered part, which included polymer debinding and high temperature sintering. After post treatment, the density and mechanical properties of Al2O3/ZrO2/TiC ceramic part are greatly improved, with the bending strength and fracture toughness of 358MPa and 6.9MPa��m1/2, respectively.
REFERENCES
[1]Griffin C. Rapid prototyping of structural ceramic components using selective laser sintering [J]. Journal of Material Technology, 1996(11): 48-49.
[2]GUO Dong, LI Long-tu, CAI Kai. Rapid prototyping of piezoelectric ceramics via selective laser sintering and gelcasting [J]. Journal of the American Ceramic Society, 2004, 87(1): 17-22.
[3]ZHANG Ren-ji, SUI Guang-hua, LIANG Guang. Selective laser sintering and its materials [A]. Proceedings of the First International Conference on Rapid Prototyping Manufacturing��98 [C]. Beijing: Tsinghua University Press, 1998. 506-514.
[4]Bourell D L, Marcus H L, Barlow J W, et al. Selective laser sintering of metals and ceramics [J]. Journal of Powder Metallurgy, 1992(4): 369-381.
[5]DENG Qi-lin, HU De-jin, XU Li-ming. Mechanism analysis and experimental research on forming parts by laser sintering ceramic powders [J]. Laser Journal, 2001, 22(5): 57-59. (in Chinese)
[6]BAI Pei-kang, CHENG Jun. Experiment study on the laser sintering of polymer-coated ceramic powder [J]. China Machinery Engineering, 2000, 10(1): 97-99. (in Chinese)
[7]BAI Pei-kang, CHENG Jun, ZHU Lin-quan. The rapid prototyping technology of length-alterable line- scanning [A]. Proceedings of the First International Conference on Rapid Prototyping Manufacturing [C]. Beijing, China, 1998. 121-125.
[8]Vail N K, Barlow J W. Microencapsulation of finely divided ceramic powders [J]. Journal of Powder Metallurgy, 1992(1): 8-13.
[9]Scherer G W. Viscous sintering under a uniaxial load [J]. Journal of American Ceramic Society, 1986, 69(9): 206-211.
[10]Vail N K, Mozzharov S E, Yadroitsev I A, et al. Balling process during selective laser sintering of powders [J]. Rapid Prototyping Journal, 2004, 10(1): 78-87.
[11]Sun M M, Nelson J C, Beaman J J, et al. A model for partial viscous sinter [J]. Journal of Powder Metallurgy, 1992(2): 46-50.
[12]Bourell D L, Marcus H L, Barlow J W, et al. Multiple Material System for Selective Laser Sintering [P]. US Patent: 4944817, 1990.
[13]Claussen N. fracture toughness of Al2O3 with an unstabilized ZrO2 dispersed phase [J]. J Am Ceram Soc, 1976, 59(1-2): 49-51.
Foundation item: Project(03022) supported by the Key Science Research Program of Education Ministry of China
Received date: 2004-12-15; Accepted date: 2005-01-18
Correspondence: BAI Pei-kang, Professor, PhD; Tel: +86-351-3557439; Fax: +86-351-3922012; E-mail: baipeikang@sohu.com
